 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Forståelse af præcisionsvirksomheder inden for pladebehandling: Nøglebegreber

Hvad præcisionsfremstilling af pladeemal faktisk betyder
Når du hører udtrykket " præcisionsmetalpladefabrikation , "hvad tænker du på? Hvis du forestiller dig en metalværksted med skæreudstyr og svejseudstyr, ser du kun en del af billedet. Virksomheder inden for præcisionsfremstilling af pladeemaljer opererer i en helt anden liga – en verden, hvor mikroskopiske målbestemmelser afgør succes eller fiasko.
Hvad gør fremstillingen så præcis? Det kommer ned til én afgørende faktor: tolerancer. Mens standard metalformning arbejder inden for tolerancer på ±1/16" til ±1/8" (ca. ±1,6 mm til ±3,2 mm), kræver præcisionsfremstilling af pladeemaljer en nøjagtighed på mellem ±0,005" og ±0,010" (±0,13 mm til ±0,25 mm). Det er en forskel, som næsten ikke kan ses med det blotte øje – men som kan gøre eller knække kritiske anvendelser.
Præcisionsmåletolerancer i pladebehandling ligger typisk mellem ±0,005" og ±0,010" (±0,13 mm til ±0,25 mm) — op til 10 gange mere præcise end standardmåletolerancerne på ±1/16" til ±1/8".
Hvad adskiller præcision fra standardfremstilling
Forestil dig samling af en kompleks medicinsk enhed, hvor komponenter skal passe sammen uden mindste spalt. En standardmåletolerance på ±1/8" ville gøre enheden helt ubrugelig. Det er netop derfor, at præcision i pladebehandling er så afgørende i krævende industrier.
Betydningen af præcision i pladebehandling strækker sig ud over blot meget små måletolerancer. Virksomheder inden for præcisionspladebehandling adskiller sig ved:
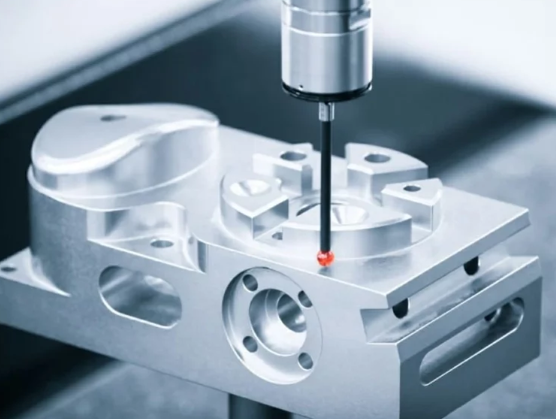
- Avanceret udstyr: Fiberlaserudskæringsanlæg, robotstyrede CNC-bøjebanker med vinkelmålesystemer samt automatiserede svejsestationer erstatter standard manuelle værktøjer
- Avancerede kvalitetssikringssystemer: Koordinatmålemaskiner (CMM), optiske sammenligningsapparater og laserbaserede målesystemer sikrer konsekvent nøjagtighed
- Materialekspertise: Dyb forståelse af, hvordan forskellige legeringer opfører sig under bearbejdning, herunder beregninger af fjederretur og overvejelser om kornretning
- Komplet dokumentation: Fuld sporbarehed, statistisk proceskontrol og inspektion af første artikel til støtte for regulerede industrier
Standardfabrikationsværksteder kan simpelthen ikke genskabe disse kompetencer. Deres almenanvendte værktøjer og grundlæggende inspektionsmetoder fungerer fint til bygningsrammer eller simple omslag – men er utilstrækkelige, når dimensionel nøjagtighed direkte påvirker produktets ydeevne eller sikkerhed.
Forståelse af tolerancekrav inden for metalbearbejdning
Her er noget, som mange ingeniører opdager på den hårde måde: CAD-programmer som SolidWorks bruger som standard maskinfremstillingstolerancer, som er langt mere stramme end de, som typisk kan opnås ved pladebearbejdning. Ifølge branchens eksperter hos Herold Precision Metals fører denne uoverensstemmelse ofte til overdimensionering og unødige omkostninger.
Hvorfor er dette vigtigt? Fordi pladeemal adfærer sig anderledes end massive, drejede dele. Tyndere materialer er mere følsomme over for variationer under formning. Bøjning forårsager let udspænding nær foldelinjerne. Flere skærende bøjninger skaber mere udtalte deformationer. Selv huller placeret tæt på bøjelinjer kan påvirke den lokale form.
Præcisionspladefremstilling løser disse udfordringer gennem empiriske beregninger, prototypefremstilling og omhyggelige justeringer – ikke kun programmering. En typisk præcisionsbøjningsoperation kan opnå højdenøjagtighed på ±0,25 mm og længdenøjagtighed efter bøjning på ±0,5 mm, når der anvendes korrekte teknikker.
Bundlinjen? Virksomheder inden for præcisionsfremstilling af pladeemner investerer kraftigt i udstyr, uddannelse og kvalitetssystemer, der specifikt er udviklet til at overvinde de iboende udfordringer ved bearbejdning af tyndt metal. Denne investering afspejler sig direkte i komponenter, der passer perfekt, fungerer pålideligt og opfylder de strenge krav fra luft- og rumfart, medicinsk udstyr, elektronik og andre krævende anvendelser.

Kerneprocesser, der definerer præcisionsfremstilling
Nu hvor du forstår, hvad der gør fremstillingen til "præcisionsfremstilling", undrer du dig sikkert: Hvordan opnår disse virksomheder så præcise tolerancer? Svaret ligger i specialiserede processer – hver enkelt omhyggeligt kontrolleret for at sikre konsekvente og præcise resultater. Lad os gennemgå de centrale teknikker, som enhver virksomhed inden for præcisionsfremstilling af pladeemner bygger på.
I modsætning til almindelige butikker, der måske opfører disse processer på deres hjemmesider uden forklaring, hjælper det med at forstå, hvordan hver metode fungerer, dig med at træffe mere velovervejede beslutninger omkring dine fremstillingsprojekter. Her er det, du skal vide:
- Laserskæring: Bruger en fokuseret laserstråle til at smelte eller fordampe materiale med tolerancer så præcise som ±0,1 mm til ±0,15 mm – ideel til indviklede design og tykkere materialer op til 25 mm
- Cnc-stansning: Computerstyrede værktøjer presser gennem plademetal for at skabe præcise huller og former med en tolerance på ca. ±0,2 mm – bedst egnet til gentagne mønstre i tyndere materialer
- Præcisionsbøjning: CNC-bøjebanker med indbyggede sensorer danner vinkler inden for ±0,5° til ±1° med længdetolerancer på ±0,20 mm pr. bøjning
- Præcisions svejsning: Kontrollerede sammenføjningsprocesser, herunder TIG-, MIG- og robot-svejsning, der sikrer dimensional nøjagtighed samtidig med, at der dannes stærke og rene søm
Hver proces har sine tydelige styrker. En kompetent præcisionsfremstilling af pladeemner ved at bøje, skære og forme ved stansning ved hjælp af CNC-maskiner ved, præcis hvornår hver teknik skal anvendes – og endnu vigtigere, hvordan de skal rækkefølges for at opnå optimale resultater.
Forklaring af laserskæring og CNC-punchning
Forestil dig, at du skal skære en indviklet luft- og rumfartsbeslag med buede kanter og huller med stramme tolerancekrav. Hvilken metode skal du vælge? Svaret afhænger af flere faktorer, som virksomheder inden for præcisionsfremstilling af pladeemner vurderer for hvert enkelt projekt.
Ifølge branchens eksperter er laserskæring fremragende til komplekse profiler og tykkere materialer. Fiberoptiske lasere kan skære blødt stål op til 25 mm tykt, mens der opretholdes tolerancer på ±0,1 mm til ±0,15 mm. Den kontaktløse proces giver glatte, præcise skær uden værktøjsspår – hvilket eliminerer sekundær efterbehandling i mange anvendelser. Dette gør laserskæring til det foretrukne valg for luft- og rumfarts-, medicinske samt farmaceutiske komponenter, hvor kvaliteten af skærekanten er afgørende.
CNC-punktskæring dominerer derimod, når du har brug for gentagne former med høj hastighed. Ved tæt pakket huller i tyndere materialer – som blødt stål op til 3 mm eller aluminium op til 6 mm – arbejder punktskæringsmaskiner betydeligt hurtigere end laserskæringsmaskiner. Der er en anden afgørende fordel: Punktskæring er en varmefri proces. Dette bevarer materialets fladhed og undgår varmeindvirkede zoner (HAZ), som kan forårsage problemer under efterfølgende bøjeoperationer.
Højpræcise positioneringsydelser inden for fremstilling af pladeemner kombinerer ofte begge teknologier. Laserskæring håndterer de komplekse ydre profiler og indviklede detaljer, mens CNC-punktskæring hurtigt fremstiller rækker af standardhuller eller slisser. Denne hybride tilgang maksimerer både præcision og effektivitet.
Præcisionsbøjning og svejseteknikker
Her er noget, der overrasker mange ingeniører: Du kan typisk ikke opnå en rigtig 90°-vinkel ved bøjning af pladeemal. Hjørner har altid en radius, og materialer fjeder naturligt lidt tilbage mod deres oprindelige form efter omformning. At håndtere disse forhold er, hvor ekspertise inden for præcisionsbøjning virkelig glimter.
Erfarne fremstillere oplyser, at fjedringen generelt udgør 1–2° forskel. Moderne CNC-pressemaskiner med indbyggede sensorer kompenserer automatisk for materialevariationer og sikrer konsekvent output. Disse maskiner beregner K-faktoren for hver kombination af materiale og tykkelse og forudsiger nøjagtigt, hvor meget der skal overbøjes for at opnå den ønskede vinkel.
Afgørende faktorer for præcisionsbøjning inkluderer:
- Konsistens i bøjeradius: At holde alle bøjninger på en komponent ens forenkler værktøjsopsætningen betydeligt og reducerer omkostningerne, samtidig med at det forbedrer nøjagtigheden
- Afstand fra funktion til bøjning: Huller eller slits indplaceret for tæt på bøjninger kan deformere på grund af koncentrerede spændinger – erfarne fremstillere kender minimumsafstandsanvisningerne
- Bøjningssekvensplanlægning: Komplekse dele med flere bøjninger kræver omhyggelig sekvensering for at undgå værktøjsinterferens
- Bevidsthed om materialeforhold: Varmepåvirkede zoner fra laserskæring kan forårsage inkonsistente former eller revner under bøjning, hvis de ikke håndteres korrekt
Præcisions svejsning afslutter fremstillingsprocessen. Uanset om der anvendes TIG-svejsning til kritiske samlinger, der kræver maksimal kontrol, MIG-svejsning til produktionsmæssig effektivitet eller robotsvejsning til stor volumen og konsekvens, er målet det samme: at samle komponenter uden at forvrænge den præcision, der er opnået i tidligere processer.
Højpræcisionspositionering ved fremstilling af pladeemner kræver, at svejsere forstår termisk styring. Fastgørelsesanordningers design, forbindelsessvejsningens rækkefølge og kontrol af varmetilførslen forhindrer alle sammen warping, som kan gøre præcisionsudskårne og præcisionsbøjede dele ubrugelige. Her er der ofte et fælles punkt mellem præcisionsfremstilling af pladeemner og maskinbearbejdning – maskinbearbejdede fastgørelsesanordninger holder dele i nøjagtig position, mens svejsningen foregår.
Udstyret til præcisionsfremstilling af pladeemner, som et firma investerer i, siger meget om dets kompetencer. Moderne fiberlasere, servoelektriske bøjemaskiner med måling af vinkel i realtid samt robot-svejseceller repræsenterer den nuværende stand af teknikken. Men udstyr alene er ikke nok – ekspertisen til at programmere, betjene og vedligeholde disse systemer afgør, om de leverer præcise resultater eller blot dyr gennemsnitlighed.
At forstå disse kerneprocesser forbereder dig til at føre meningsfulde samtaler med potentielle fremstillingspartnere. Du vil vide, hvilke spørgsmål du skal stille – og genkende, når et firma virkelig forstår, hvordan man opnår den nøjagtighed, som dit projekt kræver.
Brancheanvendelser og deres særlige præcisionskrav
Her er noget, der overrasker mange købere: En tolerance, der fungerer perfekt til forbrugerelektronik, kan forårsage katastrofal fejl i et fly. Den præcisionsfremstilling af pladeemner opererer ikke med én-størrelse-passer-alle-standarder. I stedet stiller hver sektor meget forskellige krav – og at forstå disse forskelle hjælper dig med at identificere, hvilke fremstillere der rent faktisk kan imødekomme dine behov.
Hvorfor er dette så vigtigt? Fordi at vælge et firma inden for præcisionsfremstilling af pladeemner uden at forstå sektor-specifikke krav er det samme som at ansætte en elektriker til boliginstallationer til industrielle strømsystemer. De har måske færdigheder, men ikke de rigtige færdigheder til din anvendelse.
Tabellen nedenfor beskriver, hvordan præcisionsfremstilling af pladeemaljer ser ud inden for de største industrier:
| Branche | Typiske tolerancegrænser | Nøglecertificeringer | Afgørende kvalitetsfaktorer |
|---|---|---|---|
| Luftfart | ±0,005" til ±0,010" | AS9100, ITAR, NADCAP | Sporbarehed, materialecertifikater, udmattelsesbestandighed |
| Medicinsk udstyr | ±0,005" til ±0,015" | ISO 13485, FDA-registrering | Biokompatibilitet, steriliseringskompatibilitet, overfladekvalitet |
| Automobil | ±0,010" til ±0,020" | IATF 16949, ISO 9001:2015 | Gentagelighed, holdbarhedstestning, PPAP-dokumentation |
| Elektronik | ±0,005" til ±0,015" | ISO 9001:2015, IPC-standarder | EMI/RFI-abskærmning, termisk styring, præcise monteringspasninger |
Lad os dykke dybere ned i, hvad disse krav faktisk betyder for dine projekter.
Krav inden for luftfart og medicinsk udstyr
Præcisionsfremstilling af pladeemaljer til luftfart repræsenterer det højeste niveau af produktionskrav. Når komponenter flyver i 30.000 fod eller understøtter livstruende medicinske procedurer, er der absolut ingen margin for fejl.
Inden for luftfartsapplikationer, AS9100-certificering er ikke valgfrit – det er den grundlæggende forventning. Denne luft- og rumfartssektorspecifikke kvalitetsstyringsstandard bygger på ISO 9001:2015 og tilføjer strenge krav til produktsikkerhed, forebyggelse af efterligninger og konfigurationsstyring. For forsvarsrelaterede projekter sikrer ITAR-certificeringen (International Traffic in Arms Regulations) korrekt håndtering af kontrolleret teknisk data.
Hvad gør luft- og rumfartsfremstilling så krævende?
- Fuldstændig materialetraceabilitet: Hvert metalstykke skal kunne spores tilbage til dets oprindelige værkscertificering
- Krav til førsteartikelinspektion: Udtømmende dokumentation, der beviser, at hver dimension opfylder specifikationen, inden produktionen påbegyndes
- Udmattelses- og spændingsovervejelser: Komponenter skal kunne klare gentagne belastningscyklusser i årtier med brug
- Vægtreduktion: Hvert gram betyder noget, hvilket presser designene mod tyndere materialer med strammere tolerancer
Fremstilling af medicinsk udstyr indebærer lige så strenge, men forskellige udfordringer. Ifølge branchenspecialister fra Prototek skal præcisionsfremstillede plade-metaldele til medicinske formål opfylde strenge krav til biokompatibilitet – materialer må ikke udløse immunrespons eller forårsage betændelse ved kontakt med kroppen.
Overfladebehandling bliver afgørende i medicinske anvendelser. Fremstillede komponenter skal være glatte nok til effektiv rengøring for at forhindre bakteriel kolonisering. Rustfrit stål i kvaliteterne 304 og 316L dominerer inden for medicinsk fremstilling, da de er modstandsdygtige over for korrosion fra gentagne autoclavebehandlinger og kraftige rengøringsmidler. Virksomheder, der leverer til denne sektor på markedet for præcisionsfremstilling af plade-metal i Texas og præcisionsfremstilling af plade-metal i Florida, opretholder ofte ISO 13485-certificering specifikt for kvalitetsstyring af medicinsk udstyr.
Præcisionsstandarder for automobil- og elektronikindustrien
Automobilapplikationer præsenterer en fascinerende balance: tolerancer, der er lidt mere løse end inden for luft- og rumfart, men produktionsvolumener, der er eksponentielt højere. Denne kombination kræver præcisionsfremstilling af pladeemner fra virksomheder med robust gentagelighed og statistisk proceskontrol.
IATF 16949-certificering – automobilindustriens kvalitetsstyringsstandard – lægger vægt på fejlforebyggelse frem for fejldetektering. Fremstillere skal dokumentere kapabilitetsindeks (Cpk), der beviser, at deres processer konsekvent leverer dele inden for specifikationen. Dokumentation i forbindelse med Production Part Approval Process (PPAP) giver kunder tillid til, at massepåproduktionen vil svare til prototypens kvalitet.
For chassiskomponenter, ophængsklamper og strukturelle elementer tilføjer holdbarhedstestning en yderligere valideringslag. Præcisionsfremstillede pladeemner til automobilapplikationer skal kunne klare årsvis vibration, temperaturcykler og udsættelse for vejssalt uden at svigte.
Elektronikfremstilling fokuserer på forskellige prioriteringer. Kapsler og chassis skal give elektromagnetisk interferensbeskyttelse (EMI), samtidig med at de opretholder præcise dimensioner til montering af komponenter. Et monteringshul, der er placeret endda 0,5 mm forkert, kan forhindre montering af kredsløbskort eller skabe flaskehalse i samlelinjen.
Termisk styring tilføjer kompleksitet til elektronikanvendelser. Kravene til varmeafledning dikterer ofte valget af materialer – aluminiums fremragende termiske ledningsevne gør det til en yndet løsning til elektronikkapsler. Men aluminiums springback-adfærd adskiller sig fra ståls, hvilket kræver fremstillere med materiale-specifik ekspertise.
Elektroniksektoren kræver også kosmetisk perfektion. Produkter, der er rettet mod forbrugere, kræver fejlfrie overfladeafslutninger, konsekvent pulverlakning og præcis justering af ventilationsmønstre. Denne kombination af funktionel præcision og æstetisk kvalitet skiller kompetente fremstillere fra dem, der blot hævder at have erfaring inden for elektronik.
At forstå disse branchespecifikke krav hjælper dig med at vurdere potentielle fremstillingsselskaber mere effektivt. Et selskab, der udmærker sig inden for bilproduktion, kan have svært ved at opfylde luft- og rumfartsbranchens dokumentationskrav. En specialisering inden for medicinsk udstyr kan mangle de høje produktionskapaciteter, som bilprojekter kræver. At matche dit projekts branchekrav med en fremstilleres dokumenterede ekspertise øger betydeligt dine chancer for succes.
Sådan vurderer du præcisionsfremstilling af pladeemner
Du har identificeret dine projekts præcisionskrav og forstået, hvilke processer du har brug for. Nu kommer den udfordrende del: Hvordan vælger du faktisk det rigtige selskab til præcisionsfremstilling af pladeemner ud fra et dusin muligheder? Det er her, de fleste købere står over for udfordringer – og hvor en forkert beslutning koster reelle penge.
Problemet? De fleste fremstilleres hjemmesider ser bemærkelsesværdigt ens ud. Alle påstår "kvalitet" og "præcision." Men bag disse markedsføringsudtryk varierer kompetencerne dramatisk. Her er en systematisk fremgangsmåde til at skelne mellem virkelig kompetente præcisionsfabrikanter af pladeemner og dem, der blot taler godt.
- Verificer relevante certificeringer — Bekræft ikke kun, at de har certificeringer; sikr dig, at certificeringerne opfylder dine branchekrav
- Vurder udstyrskapaciteter — Moderne maskiner er vigtige, men operatørens ekspertise og vedligeholdelsesprogrammer er endnu mere afgørende
- Evaluer kvalitetskontrolsystemer — Se ud over inspektionsudstyr og fokuser på dokumenterede procedurer samt sporbarehedspraksis
- Gennemgå leveringstidsmuligheder — Forstå både standardleveringstider og muligheder for acceleration i forhold til dine produktionsplaner
- Undersøg teknisk support — DFM-ekspertise kan spare tusinder i designoptimering, inden produktionen begynder
- Tjek kundereferencer — Tal med kunder fra lignende brancher om deres reelle erfaringer
Lad os gennemgå hver af disse kriterier detaljeret, så du præcis ved, hvilke spørgsmål du skal stille.
Vigtige certificeringer, der skal søges
Certificeringer er ikke bare bogstaver på en væg – de er risikomindskere, der beviser reel procesdisciplin . At forstå, hvad hver certificering faktisk kræver, hjælper dig med at vurdere, om et firma inden for præcisionsfremstilling af pladeudskæringer virkelig kan opfylde dine behov.
ISO 9001:2015 danner grundlaget for kvalitetsstyringssystemer. Ifølge branchens eksperter hos Northstar Metal Products demonstrerer denne certificering, at et firma har implementeret et effektivt kvalitetssystem med dokumenterede procedurer for alle produktionsfaser – fra introduktion af nye produkter til endelig inspektion og afsendelse. Den fastlægger også klare retningslinjer for kontinuerlig forbedring og opfordrer medarbejdere til at søge innovative løsninger.
Hvad kræver ISO 9001:2015 faktisk? Certificerede fremstillere skal opretholde:
- Dokumenterede procedurer for fremstilling, inspektion og sporbarthed
- Regelmæssige interne og uafhængige tredjepartsrevisioner
- Kontrollerede materialer med kalibreret udstyr
- Rens dokumentationskæder for hvert projekt
ITAR (International Traffic in Arms Regulations) certificering er afgørende, hvis dit projekt omfatter forsvarsanvendelser. Faciliteter registreret i henhold til ITAR kan håndtere kontrollerede tekniske data og fremstille komponenter til militære systemer. Selvom dit nuværende projekt ikke kræver ITAR, giver samarbejde med en registreret facilitet fleksibilitet til fremtidige forsvarsaftaler.
AWS-certificeringer (American Welding Society) indikerer faglig kompetence inden for svejseteknikker. Betegnelsen Certified Welding Fabricator (CWF) sikrer, at et firma har demonstreret kompetence i fremstilling af svejsekonstruktioner med integritet og holdbarhed. For projekter, der kræver konstruktions-svejsning, giver AWS D1.1-certificeringen for konstruktionsstål yderligere sikkerhed.
Branchespecifikke certificeringer tilføjer en ekstra valideringslag. Uanset om du har brug for IATF 16949 inden for bilindustrien, AS9100 inden for luft- og rumfart eller ISO 13485 inden for medicinsk udstyr, sikrer en passende match mellem certificeringer og dine branchekrav, at fremstilleren forstår dit reguleringsmæssige landskab.
Vurdering af udstyr og kvalitetssystemer
Hvad skal du kigge efter, når du besøger et potentiel leverandør af præcisionsfremstillet pladeudstyr – enten på stedet eller ved gennemgang af deres kompetencer online? Udstyrslisterne fortæller kun en del af historien.
Moderne fiberlaser, servoelektriske bøjemaskiner og robotbuesvejseceller indikerer kapitalinvestering i præcisionskapaciteter. Men still dybere spørgsmål: Hvor ofte kalibreres udstyret? Hvilke forebyggende vedligeholdelsesplaner findes der? Hvem udfører programmeringen, og hvad er deres erfaring?
Et selskab inden for præcisionsfremstilling af pladeemner med ældre udstyr, der betjenes af mesterhåndværkere, kan yde bedre resultater end et værksted med helt nyt maskineri og uerfarne operatører. Kombinationen af kvalitetsudstyr, kompetente medarbejdere og dokumenterede procedurer sikrer konsekvent præcision – ikke én enkelt faktor alene.
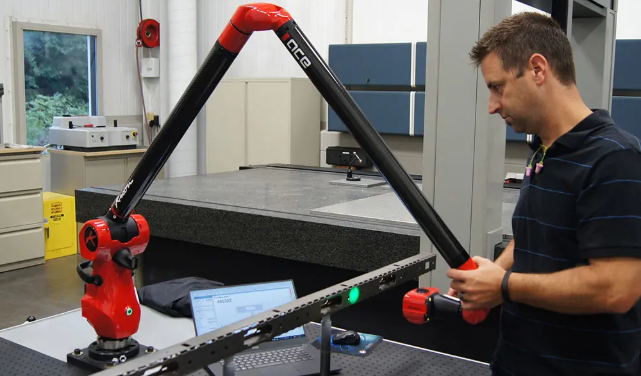
Kvalitetskontrolsystemer kræver lige så stor opmærksomhed. Koordinatmålemaskiner (CMM) og optiske sammenligningsapparater indikerer inspektionsmulighederne, men det reelle spørgsmål er: hvordan er de integreret i produktionsprocesserne? Søg efter:
- Førsteartikelinspektionsprocesser: Dokumenteret verificering før produktionsomløb starter
- Inspektionspunkter under processen: Kvalitetskontroller på kritiske trin – ikke kun ved slutinspektion
- Statistisk proceskontrol: Datastyret overvågning til at registrere afvigelser, inden dele går uden for tolerancegrænserne
- Materialens sporbarhed: Mulighed for at spore en hvilken som helst komponent tilbage til de oprindelige værkscertifikater
Leveringstidsevnerne varierer betydeligt mellem leverandører af præcisionsfremstillet pladeudskærning. Standardleveringstider på 2–4 uger er almindelige, men det er vigtigt at forstå mulighederne for acceleration, når tidsplanerne bliver strammet. Nogle OEM-partnere inden for præcisionsfremstillet pladeudskærning har dedikeret kapacitet til hurtig respons; andre kræver betydelige tillæg for accelereret levering.
Endelig bør teknisk support vurderes. Kan fremstilleren gennemgå dine design og foreslå forbedringer, inden der udarbejdes et tilbud? DFM-kompetence (Design for Manufacturability) identificerer muligheder for omkostningsbesparelser – f.eks. alternative bøje sekvenser, optimeret anordning (nesting) eller materialer, der kan erstattes uden at påvirke ydeevnen negativt, samtidig med at prisen reduceres. Denne samarbejdsmæssige tilgang adskiller ofte ægte partnere fra rent transaktionsbaserede leverandører.
Udstyret med disse vurderingskriterier kan du med tillid vurdere potentielle fremstillingspartnere. Målet er ikke at finde det billigste tilbud – det er at identificere præcisionsfabrikanter af pladeemner, hvis kompetencer, certificeringer og kvalitetssystemer svarer til dit projekts specifikke krav.
Materialevalg til præcisionsfremstillingsprojekter
Du har vurderet fremstillingspartnere og forstået de involverede processer. Men her er et spørgsmål, der får endda erfarene ingeniører til at støde: hvilket materiale skal du specificere til dit præcisionsprojekt? Svaret er ikke så enkelt som at vælge det, der virkede sidst – for materialeadfærd påvirker direkte de opnåelige tolerancer, bearbejdningmetoderne og de endelige omkostninger.
Tænk over det på denne måde: Aluminium og rustfrit stål opfylder måske begge dine krav til styrke, men de opfører sig helt forskelligt under bøjning. Den ene fjeder mere aggressivt tilbage. Den anden bliver hårdere hurtigere under deformation. At ignorere disse forskelle fører til forkastede dele og frustrerede telefonopkald til din svejser.
Forståelse materialeegenskaber før specifikation hjælper dig med at træffe velovervejede beslutninger. Her er det, der betyder mest for tilpasset, præcis fremstilling af metalplader:
| Materiale | Præcisionskarakteristika | Typiske anvendelser | Produktionsovervejelser |
|---|---|---|---|
| Rustfrit stål (304/316) | Udmærket dimensional stabilitet; moderat fjederkraft; stramme tolerancer kan opnås | Medicinsk udstyr, fødevareforarbejdning, arkitektoniske anvendelser, marine applikationer | Kræver specialiserede svejseteknikker; bliver hårdere under formning |
| Aluminium (5052/6061) | God formbarhed; højere fjederkraft end stål; letvægtspræcisionskomponenter | Elektronikhuse, luft- og rumfart, automobilindustri, varmevekslere | Følsom over for varme; fremragende bearbejdningsmuligheder; kræver passende værktøjer |
| Kulstofstål | Forudsigelig opførsel; moderate tolerancer; omkostningseffektiv ved store serier | Maskiner, byggeri, automobilstruktur | Kræver overfladebehandling til korrosionsbeskyttelse; god svejseegenskab |
| Titanium | Ekstraordinær styrke-til-vægt-forhold; udfordrende at forme præcist | Luft- og rumfart, medicinske implantater, forsvar | Moderat bearbejdningsvenlighed; kræver specialværktøjer og ekspertise |
| Kobber\/Brass | Høj duktilitet; god formbarhed; moderat præcisionsmulighed | Elektriske komponenter, dekorative dele, rørledninger | Afgiver farlige svejserøg; kobber kan være svært at bearbejde |
Præcisionsfremstilling af plademetal fra 0,004 til 0,250 tommer tykkelse dækker de fleste almindelige anvendelser, men valget af materiale påvirker betydeligt, hvad der kan opnås inden for dette interval. Lad os undersøge de mest almindeligt specificerede muligheder.
Overvejelser vedrørende rustfrit stål og aluminium
Rustfrit stål dominerer præcisionsfremstilling af gode årsager. Dets dimensionelle stabilitet, korrosionsbestandighed og forudsigelige formegenskaber gør det til det foretrukne valg for krævende anvendelser. Men ikke alt rustfrit stål er ens.
Ifølge eksperter inden for præcisionsfremstilling tilbyder austenitiske kvaliteter som 304 og 316 den bedste kombination af formbarhed og korrosionsbestandighed. Den lavere kulstofindhold i type 316L gør den ideel til svejste samlinger inden for medicinske og farmaceutiske anvendelser, hvor sensitivering (udfældning af chromcarbid) skal undgås.
Højpræcisionspositionering af rustfrit stål i pladeform kræver forståelse af, hvordan dette materiale bliver hårdere under omformning. Hver bøjning øger hårdheden i den påvirkede zone, hvilket potentielt kan føre til revner, hvis efterfølgende operationer ikke planlægges omhyggeligt. Erfarne fremstillere sekvenserer operationerne for at minimere de akkumulerede virkninger af arbejdshærdning.
Vigtige overvejelser vedrørende rustfrit stål inkluderer:
- Korrosionsmiljø: 304 egner sig til de fleste indendørs anvendelser; 316 er afgørende ved eksponering for chlorider eller i marine miljøer
- Krav til overfladekvalitet: Rustfrit stål accepterer børstede, polerede eller elektropolerede overflader – specificer tidligt for at undgå ekstra bearbejdning
- Svejsbarhed: Kræver specialiserede teknikker og korrekte udfyldningsmaterialer for at opretholde korrosionsbestandighed
- Kostnadsfaktor: Typisk 2–3 gange så dyrt som kulstål, men eliminerer ofte efterbehandlingsomkostningerne
Aluminium stiller krav til en anden type præcision. Dets fremragende styrke-til-vægt-forhold gør det uundværligt inden for luftfarts- og elektronikindustrien, men den højere springback kræver kompensation under bøjning. Branchens retningslinjer anbefaler at fastholde ensartede bøjeradier på alle dele, hvilket forenkler værktøjstilvirkningen og forbedrer nøjagtigheden.
For elektronikgehuse giver aluminiums termiske ledningsevne naturlig varmeafledning – en funktional fordel, som rustfrit stål ikke kan matche. Præcisionsfremstilling af pladeemner i Seattle og præcisionspladeemnefabrikanter i Seattle arbejder ofte med aluminium for regionens luftfarts- og teknologisektorer, hvor vægtbesparelser og termisk styring er afgørende.
Aluminiums følsomhed over for varmeindvirkede zoner fra laserskæring kræver omhyggelig planlægning. Hvis bøjninger forekommer nær skåret kanter, kan de ændrede materialeegenskaber føre til inkonsekvent formning. Erfarne fremstillere justerer enten skæreparametrene eller øger afstanden mellem detaljer og bøjninger for at opretholde præcision.
Specialmaterialer til krævende anvendelser
Når standardmaterialer ikke opfylder dine krav, træder speciallegeringer ind i samtalen. Disse materialer kræver fremstillere med specifik erfaring – ikke alle præcisionsværksteder kan behandle titan eller eksotiske nikkel-legeringer med succes.
Titan har fået sit smeknavn "undermetallet" på grund af sin ekstraordinære styrke-til-vægt-ratio og fremragende korrosionsbestandighed. Ifølge materialerfarna , er titans unikke evne til at binde sig til knogler og levende væv afgørende for ortopædiske implantater. I luft- og rumfart retfærdiggør dets styrke-til-vægt-fordele den højere pris for motordele og konstruktionsdele.
Titaniums lave termisk ledningsevne og tendens til at blive hårdere under bearbejdning skaber betydelige fremstillingsudfordringer. Skærehastighederne skal nøje kontrolleres for at undgå overophedning. Omformning kræver specialiseret værktøj og ofte varmefremstilling for komplekse geometrier. Disse faktorer øger typisk omkostningerne med 3–5 gange i forhold til fremstilling af rustfrit stål.
Andre specialmaterialer, der er værd at kende til:
- Inconel og Hastelloy: Nikkelbaserede superlegeringer til ekstreme temperaturer og korrosive miljøer; svære at maskinbearbejde og omforme
- Fedderstål: Høj flydegrænse for komponenter, der kræver elasticitet; præcis varmebehandling kontrollerer egenskaberne
- Duplex rustfrie stål: Kombinerer austenitiske og ferritiske egenskaber for forbedret styrke og modstandsdygtighed mod chlorid
- Berylliumkobber: Ekseptionel ledningsevne og fjederlignende egenskaber til elektriske kontakter; kræver omhyggelig håndtering på grund af toksicitetsproblemer
Materialetykkelsen påvirker også præcisionsevnerne. Tyndere materialer (under 0,030 tommer) er mere udsatte for deformation under skæring og håndtering. Tykkere materialer (over 0,125 tommer) kræver udstyr med højere effekt og kan begrænse de opnåelige bøjeradier. Diskutér dine tykkelseskrav med potentielle fremstillere for at sikre, at deres udstyr svarer til dine behov.
Konklusionen? Materialevalg handler ikke kun om at opfylde funktionelle krav – det handler om at vælge materialer, som din fremstillingspartner kan bearbejde præcist og konsekvent. En åben samtale om erfaring med materialer afslører ofte mere om en fremstilleres reelle kompetencer end enhver certificering eller liste over udstyr.
Kvalitetskontrol og inspektion i præcisionsfremstilling
Du har valgt det rigtige materiale og udvalgt en kompetent fremstiller. Men her er det afgørende spørgsmål: Hvordan ved du, at de færdige dele faktisk opfylder dine specifikationer? Her ligger nøglen til præcision i blikfremstilling – i kvalitetskontrolprocesserne, der verificerer hver enkelt dimension, overflade og funktion, inden delene afsendes.
Kvalitetskontrol i præcisionsblikfremstilling er ikke blot et enkelt kontrolpunkt ved produktionsafslutningen. Det er et omfattende system, der integreres gennem hele fremstillingsprocessen. At forstå disse systemer hjælper dig med at vurdere fremstillere mere effektivt og sikrer, at dine kritiske komponenter ankommer præcis som specificeret.
Her er de væsentlige kvalitetskontrolpunkter gennem en typisk præcisionsfremstillingsarbejdsgang:
- Indgående materialinspektion: Verificering af materialcertifikater, tykkelsesmålinger og overfladetilstand før fremstillingen påbegyndes
- Førsteartsinspektion: Omhyggelig dimensionel verificering af indledende prøver, inden seriefremstillingen påbegyndes
- Undervejs-inspektion: Kontrol af kritiske dimensioner efter hver større proces—skæring, omformning, svejsning
- Overfladeafviklingsverifikation: Ruhedsbestemmelser og visuel inspektion for kosmetiske krav
- Afsluttende Inspektion: Komplet dimensionel verifikation i henhold til tegninger inden emballering
- Dokumentationsgennemgang: Bekræftelse af, at alle krævede certifikater, rapporter og sporbarehedsdokumenter er komplette
Hver kontrolpunkt opdager potentielle problemer, inden de eskalerer til kostbare fejl. En bøjevinkel, der ligger lidt uden for tolerancegrænsen, kan synes ubetydelig—indtil du opdager, at den forhindrer den endelige montering.
Inspektionsmetoder, der garanterer nøjagtighed
Lyd det kompliceret? Det kan det godt være. Men moderne inspektions-teknologier har dramatisk forbedret både hastighed og nøjagtighed sammenlignet med traditionelle metoder. At forstå, hvad der er tilgængeligt, hjælper dig med at specificere passende inspektionskrav til dine projekter.
Ifølge Xometrys inspektionsvejledninger , tilbyder fremstillere typisk flere inspektionsniveauer:
- Standardinspektion: QC verificerer materiale, funktioner og overfladebehandling i henhold til kravene; måler kritiske dimensioner som samlet størrelse, huller og dybder – typisk op til 20 dimensioner på kundens tegninger
- Formel inspektion med dimensionsrapport: 100 % af alle dimensioner dokumenteret ved hjælp af kalibrerede værktøjer i overensstemmelse med statistiske stikprøveplaner; inkluderer korrelation til balloneret tegning
- CMM-inspektion: Verifikation af alle dimensioner med koordinatmålingssystem (CMM) med mikronnøjagtighed; afgørende for komplekse geometrier
- Førsteartikelinspektionsrapport (FAIR AS9102): Dokumentation i henhold til luftfartsstandarder, der giver objektiv bevisførelse for, at alle tekniske krav er forstået og verificeret
Koordinatmålingssystemer (CMM’er) udgør guldstandarden for dimensionsverifikation. Som kvalitetskontroleksperter forklarer cMM'er bruger sonder til at afbilde komponenters dimensioner i forhold til digitale modeller og opnår mikronnøjagtighed for komplekse former og funktioner. De er særligt værdifulde inden for luftfarts- og medicinsk teknik, hvor toleranceverificering skal være utvetydig.
Optiske inspektionssystemer supplerer CMM'er ved at levere hurtige, kontaktløse målinger. Kameraer, lasere og sensorer vurderer dimensioner, konturer og overfladekvalitet – ideelt til følsomme komponenter eller når hastighed er afgørende. Ved detektering af overfladedefekter på kosmetiske komponenter registrerer optiske metoder ofte fejl, som kontaktbaserede metoder muligvis overser.
Verificering af overfladefinish anvender ruhedsmålere til kvantificering af struktur i henhold til specifikationer. Dette er især vigtigt for komponenter med friktionsbaserede grænseflader – f.eks. gear, tætninger og lejer – hvor overfladekvaliteten direkte påvirker ydelse og levetid.
Dokumentations- og sporbarhedsstandarder
Forestil dig, at en medicinsk enhed svigter i feltet. Undersøgere skal spore den pågældende komponent tilbage til dens råmateriale, forstå alle forarbejdningstrin og identificere eventuelle andre dele, der muligvis er påvirket. Derfor er dokumentation og sporbarehed ikke bare bureaukratisk overhead – de udgør en væsentlig del af kvalitetsinfrastrukturen.
Førsteartikelinspektionsrapporter udgør grundlaget for produktionskvaliteten. Standarden AS9102, som anvendes inden for luft- og rumfart, definerer tre kritiske formularer: Formular 1 registrerer reservedelsoplysninger og revideringshistorik; Formular 2 indeholder detaljer om råmaterialer, særlige processer og leverandørinformation; Formular 3 dokumenterer inspektionsresultaterne for hver egenskab, herunder de anvendte måleredskaber.
Opblæste tegninger ledsager disse rapporter, med nummererede kommentarer, der præcist identificerer, hvilke mål der er verificeret. Hver opblæsning svarer til inspektionsdata, hvilket skaber klar sporbarehed mellem tegninger og måleresultater. Denne korrelation er utværdig under revisioner eller når kvalitetsproblemer undersøges.
Kvalificerede fremstillere opretholder dokumentation gennem hele processen:
- Materialcertificeringer: Mølleprøverapporter, der knytter råmaterialet til specifikke glødningsserier og kemiske sammensætninger
- Procesregistreringer: Maskinindstillinger, operatøridentifikation og tidsstempler for hver operation
- Kalibreringsregistreringer: Bevis for, at måleudstyr opfylder nøjagtighedskravene
- Rapporter om ikke-overensstemmelser: Dokumentation af eventuelle afvigelser og de truffne korrigerende foranstaltninger
- Endelig inspektionsprotokol: Komplette dimensionsdata med godkendelses-/afvisningsbestemmelser
Statistiske stikprøveplaner fastlægger, hvor mange dele der skal inspiceres fra hver parti. Ifølge ASQC Z1.4 2008, niveau II-standarder, kræver et parti på 26–50 dele typisk 8 inspicerede stikprøver med nul afvigelser tilladt. Større partier på 501–1.200 dele kræver 80 inspicerede stikprøver. Disse stikprøveplaner balancerer inspektionsgrundighed mod praktiske produktionsbegrænsninger.
Almindelige præcisionsudfordringer, som kvalitetssystemer skal registrere, omfatter dimensionel drift under lange produktionsløb, variation i springback mellem materialepartier, svejseforvrængning, der påvirker planhed, samt overfladekontaminering forårsaget af håndtering. Kvalificerede fremstillere implementerer forebyggende foranstaltninger – regelmæssige mellemprocesskontroller, materiale-specifikke omformningsparametre og fastgørelsesstyret svejsesekvens – i stedet for udelukkende at stole på endelig inspektion til registrering af fejl.
Investeringen i omfattende kvalitetskontrol adskiller virkelig kompetente virksomheder inden for præcisionspladebehandling fra dem, der kun tilbyder tilstrækkelige ydelser. Når du vurderer potentielle partnere, skal du anmode om at se eksempler på inspektionsrapporter, forstå deres dokumentationspraksis og verificere, at deres målekapacitet svarer til dine projekts krav. Denne grundige due diligence giver afkast, når dine dele ankommer klar til umiddelbar brug i stedet for at kræve sortering, omformning eller afvisning.
Prototypering og produktudviklingsstøtte
Du har udviklet et innovativt produkt, valideret konceptet og bekræftet markedets efterspørgsel. Nu kommer det afgørende spørgsmål: Hvordan omdanner du denne design til fysiske dele, der fungerer præcis som tiltænkt? Her bliver virksomheder inden for præcisionspladebehandling rigtige udviklingspartnere – ikke blot leverandører, der udfører ordrer.
Rejsen fra den første idé til masseproduktion indebærer langt mere end blot at skære og bøje metal. Ifølge branchenspecialister hos PEKO Precision afhænger vellykkede produktlanceringer af strukturerede processer for introduktion af nye produkter (NPI), der systematisk håndterer design, prototypering, validering og udvidelse af produktionen. At forstå denne livscyklus hjælper dig med at udnytte din fremstillingssamarbejdspartners ekspertise i alle faser.
Her er den typiske projektlivscyklus for brugerdefinerede præcisionsprojekter inden for pladeudformning:
- Konceptdefinition: Omdan de første idéer til et overkommeligt projektomfang med klare milepæle og specifikationer
- Prototypering: Fremstil funktionelle prøver for at bevise konceptet og vurdere designets levedygtighed
- Designforbedring: Tilpas efter erfaringerne gennem DFM-optimering og tekniske opdateringer
- Pilotproduktion: Den endelige generalprøve, der validerer produktionsklare processer og kvalitetssystemer
- Produktionsfreigivelse: Formel designfrysning med konfigurationskontrol og fuld kvalitetsdokumentation
- Kontinuerlig forbedring: Vedvarende forbedring baseret på kundefeedback og forbedringer til næste generation
Hver fase bygger på den foregående, og kravene til præcision bliver successivt mere afgørende, når man nærmer sig produktionen. Lad os se, hvordan erfarna fremstillere understøtter denne udvikling.
Fra prototype til produktion
Forestil dig, at du har investeret måneder i produktudvikling, kun for at opdage under produktionen, at din design ikke kan fremstilles konsekvent. Dette scenarie – desværre almindeligt – er præcis det, som korrekt prototyping forhindrer.
Ifølge Fictivs prototyping-eksperter giver sheet metal-prototyping ingeniører mulighed for at vurdere en komponents form, pasform og funktion, inden der gås over til fuldskala produktion. Moderne fremskridt inden for fremstillingsværktøjer og digitale arbejdsgange har gjort prototyping hurtigere og mere præcist – tæt tilpasset produktionens formål, så teams kan iterere hurtigt uden at kompromittere kvaliteten.
Hvorfor er dette vigtigt for brugerdefinerede præcisionsprojekter inden for fremstilling af kabinetter i pladeudskæringskvalitet? Fordi prototyper, der er bygget med produktionsklasse materialer og processer, afslører problemer, som CAD-modeller simpelthen ikke kan forudsige:
- Monteringsproblemer: Komponenter, der ser perfekte ud i 3D-modeller, passer måske ikke sammen som forventet
- Materialeegenskaber: Springback, arbejdshærdning og termiske effekter bliver konkrete problemer
- Produktionsbegrænsninger: Afstande mellem detaljer og bøjninger, minimumsbøjningsradier og værktøjsadgangsbegrænsninger bliver tydelige
- Overfladeafslutningens virkelighed: Svejseæstetik, belægningshæftning og kosmetiske krav valideres
Den væsentligste fordel ved at samarbejde med en fabrik specialiseret i præcisionspladeudskæring til prototypproduktion – i stedet for en almindelig værksted – er justeringen til serieproduktion. Teknikker som laserskæring, CNC-punktering, bøjning og svejsning svarer til dem, der anvendes i masseproduktion. Dette betyder, at din prototype nøjagtigt repræsenterer de endelige deleegenskaber og muliggør realistisk ydelsestest.
Mulighederne for hurtig prototypproduktion har transformeret udviklingstidsrammerne. Moderne fremstillingsmetoder kan producere prototypeplade-metaldele inden for dage i stedet for uger. Denne acceleration gør det muligt at gennemføre flere designiterationer inden for samme tidsramme, som traditionelle tilgange krævede til én enkelt prototype.
Kontraktproduktionsforhold begynder ofte under prototypproduktionen. Ved at samarbejde med en NPI-fokuseret fremstiller tidligt får du adgang til ingeniørfaglig ekspertise, der formår dit design til fremstillingens succes. Disse partnere kan arbejde med koncepter i forskellige stadier – fra skitser på en serviet til fuldt udviklede 3D-modeller – og give vejledning, der forhindrer kostbare revideringer senere.
DFM-understøttelse og teknisk samarbejde
Her er noget, der adskiller gode fremstillingspartnere fra exceptionelle: Understøttelse af Design for Manufacturability (DFM). DFM handler ikke kun om at gøre dele billigere at producere – det handler om at gøre dem bedre samtidig med, at omkostningerne og risikoen reduceres.
Ifølge fremstillingseksperter fra Advantage Metal Products er DFM for plade metal en strategisk tilgang, der justerer komponentdesignet til fremstillingsprocessens kompleksiteter. Denne optimering reducerer produktionsomkostningerne, forbedrer effektiviteten og hæver den endelige produktkvalitet – alt sammen uden at kompromittere designmålet.
Hvordan ser en meningsfuld DFM-samarbejdspartnerskab ud? Overvej disse kritiske faktorer, som erfarede fremstillingsspecialister vurderer:
- Optimering af bukke radius: At afbalancere materialetykkelsen med bøjeradius forhindrer revner og deformation samt forenkler værktøjningen
- Strategi for hullenes placering: At placere huller i forhold til bøjninger og kanter sikrer strukturel integritet og fremstillingseffektivitet
- Tolerance-rationalisering: At fastsætte realistiske tolerancer, der understøtter præcision uden overteknisk udformning
- Overvejelser vedrørende hjørneradius: Rundede hjørner reducerer spændingskoncentrationer og forbedrer sikkerheden
- Vejledning i materialevalg: At afstemme materialens egenskaber med både designkravene og forarbejdningsegenskaberne
Digitale værktøjer forstærker DFM-effektiviteten. 3D CAD-modellering understøtter visualiseringen og giver teams mulighed for at identificere potentielle problemer, inden der skæres i noget metal. Simulerings- og prototyppesoftware forudser udfordringer og giver designere mulighed for at optimere proaktivt. Samarbejdsplatforme gør det muligt at dele indsigt i realtid mellem ingeniørteams og fremstillingspecialister.
Ved præcisionsfremstilling af kabinetter i pladeudformning afslører DFM ofte muligheder, som designere oprindeligt har overset. Måske kan flere komponenter samles i én enkelt formet del, hvilket reducerer monteringsarbejdet. Måske kan justering af bøjefølgen undgå værktøjsinterferens. Disse indsigt opstår, når fremstillere med dyb procesviden gennemgår designene, inden der træffes en produktionsaftale.
Faseen med pilotproduktion – ofte kaldet en "endelig generalprøve" – validerer, at DFM-anbefalingerne faktisk fungerer i praksis. Ifølge NPI-specialister repræsenterer denne fase den sidste mulighed for designændringer, inden produktionen påbegyndes. Kvalitetssystemer aktiveres, lovmæssige krav verificeres, og hele fremstillingsprocessen gennemføres under produktionsbetingelser.
Når du har gennemført prototypering og pilotproduktion med succes, fastlåses designet ved produktionsfreigivelse. Tegninger frigives officielt, konfigurationskontrol implementeres, og hver efterfølgende enhed skal overholde de validerede specifikationer. Denne disciplin sikrer, at reservedel nummer 1.000 yder identisk som reservedel nummer 1.
Forholdet mellem præcisionskrav og produktudvikling bliver tydeligt: Investering i ordentlige NPI-processer sammen med kompetente fremstillingspartnere reducerer produktionsrisici dramatisk. Ifølge en Forbes-undersøgelse, der er citeret af PEKO, mener 73 % af respondenterne, at det er afgørende at spore risici og muligheder under udviklingen og NPI for at nå lanceringstidsplanen og marginmålene.
Uanset om du udvikler brugerdefinerede præcisionskomponenter i pladeformet metal til medicinsk udstyr, elektronikgehuse eller industrielle anlæg, følger vejen fra koncept til produktion lignende mønstre. At vælge fremstillingspartnere med reel NPI-ekspertise – ikke kun produktionskapacitet – fremskynder din tidsplan og samtidig reducerer de kostbare overraskelser, der kan forhindre produktlanceringer. 
Lokal og global sourcing til præcisionsprojekter
Du har identificeret dine krav til præcision, vurderet fremstillere og forstået materialeovervejelserne. Nu kommer et strategisk spørgsmål, der i stigende grad former produktionsbeslutninger: Skal du købe ind lokalt eller søge udenlandske leverandører? Dette valg påvirker langt mere end blot stykprisen – det påvirker leveringstider, kommunikation, kvalitetskontrol og endnu mere dit projekts succes.
Debatten om lokal versus udenlandsk fremstilling handler ikke om at udpege en vinder. Den handler om at forstå kompromiserne og tilpasse din indkøbsstrategi til dine specifikke projektkrav. Lad os gennemgå, hvad der virkelig betyder noget, når du vurderer producenter af præcisionsfremstillet pladeudformning i forskellige regioner.
| Fabrik | Lokalt (USA) | Udenlandsk (Kina) |
|---|---|---|
| Ledetider | 2–4 uger typisk; hurtig levering let tilgængelig | 4–8 uger inklusive fragt; mulige havneforsinkelser |
| Kommunikation | Samme tidszone; ingen sprogbarrierer | over 12 timers tidsforskel; potentielle sproglige udfordringer |
| Kvalitetsstyring | Let adgang til fabrikbesøg; direkte adgang til inspektion | Kræver tredjepartsinspektion eller rejser |
| Enhedspris | Højere lønninger ($25+ pr. time) | Lavere lønninger (5–7 USD/time) |
| Samlet omkostning | Forudsigelig; færre skjulte omkostninger | Forsendelsesomkostninger, toldafgifter og afgifter kan udgøre 15–30 % ekstra |
| Fleksibilitet | Hurtige designændringer; hurtige justeringer | Ændringer kræver længere implementeringscyklusser |
| CERTIFICERINGER | ITAR er umiddelbart tilgængelig; velkendte standarder | ISO/IATF er tilgængelig; nogle certificeringer er sværere at verificere |
At forstå disse kompromiser hjælper dig med at træffe velovervejede beslutninger i stedet for at bygge på antagelser om én eller anden indkøbsstrategi.
Fordele ved national produktion
Når du indkøber hos en amerikansk producent af præcisionsfremstillet pladeudformning, bliver hastighed og enkelhed dine allierede. Ifølge eksperter inden for national indkøbsstrategi hos Mead Metals , kortere leveringstider og reduceret risiko for fragt holder projekterne på kurs uden uventede forsinkelser fra told, havneoverbelastning eller globale logistikkriser.
Kommunikationsfordelen er næsten umulig at overvurdere. At arbejde i samme tidszone eliminerer de frustrerende forsinkelser fra 12-timers e-mailcyklusser. Når der opstår problemer – og det gør de altid – kan man hurtigt løse dem ved at tage telefonen, hvilket forhindrer små udfordringer i at udvikle sig til store tilbagehold.
Kvalitetskontrol bliver betydeligt enklere med danske partnere. Du kan besøge produktionsfaciliteterne, observere processerne og opbygge relationer til de mennesker, der fremstiller dine dele. Denne direkte adgang gør det muligt at:
- Facilitetsrevisioner: Verificer udstyrets kapacitet og kvalitetssystemer personligt
- Procesobservation: Overvåg kritiske operationer og identificer muligheder for forbedring
- Hurtig fejlretning: Løs adresseringsrelaterede kvalitetsproblemer med det samme i stedet for på tværs af tidszoner
- Opbygning af relationer: Udvikl partnerskaber, der forbedrer resultaterne over tid
Prisgennemsigtighed gunstiggør også indenlandsk sourcing. Selvom stykpriserne måske ser højere ud, kan skjulte omkostninger ved outsourcing til udlandet – fragtgebyrer, toldafgifter, afgifter og valutavariationer – omdanne tilsyneladende besparelser til uventede udgifter. En tilsyneladende fordelagtig pris for præcisionsfremstilling af pladeudskæringer ser ofte anderledes ud, når de samlede indkøbsomkostninger beregnes.
For forsvarsrelaterede projekter, der kræver overholdelse af ITAR-reglerne, bliver indenlandsk fremstilling afgørende i stedet for frivillig. Tilsvarende reduceres risiciene for krænkelser af intellektuel ejendomsret, når produktionen foretages inden for USA's grænser.
Overvejelser ved global sourcing
Her er virkeligheden: At afvise udlandsk produktion helt og aldeles betyder at ignorere legitime fordele. Kinesisk præcisionsfremstilling af pladeemalje har udviklet sig markant, og mange producenter opnår i dag kvalitetsniveauer, der matcher eller overgår deres vestlige konkurrenter. Nøglen ligger i at vælge de rigtige partnere og håndtere samarbejdsforholdene på passende vis.
Ifølge produktionsanalytikere , er Kinas omkostningsfordele stadig betydelige – lønomkostningerne er op til 70 % lavere end i USA, kombineret med skalafordele fra store produktionsfaciliteter. For projekter, hvor prisen er afgørende, eller for ordrer i høj volumen, skaber disse økonomiske forhold overbevisende muligheder.
En kinesisk fabrik for præcisionsfremstilling af pladeemaljé udmærker sig ofte ved hurtig prototypproduktion og fleksibel tilpasning. Over 60 % af kinesiske små og mellemstore virksomheder inden for fremstilling tilbyder tilpassede produktionstjenester, hvilket gør det muligt at skifte retning hurtigt og foretage designiterationer, som større vestlige virksomheder måske har svært ved at matche. Denne alsidighed er en fordel for R&D-intensive projekter, hvor hyppige designændringer forventes.
Kvalitetskløften, der engang prægede outsourcing til udlandet, er betydeligt indsnævret. Ledende kinesiske producenter af præcisionsfremstillet pladeemaljé opretholder nu certificeringer, der svarer til dem hos nationale konkurrenter – herunder ISO 9001:2015, IATF 16949 for automobilindustrien samt branchespecifikke kvalitetssystemer. Udfordringen ligger ikke i kapaciteten, men i verificering og vedvarende kvalitetssikring.
Overvej kinesiske partnere inden for præcisionsfremstillet pladeemaljé, der dækker de traditionelle bekymringer ved outsourcing via specifikke kompetencer:
- Hurtig prototyperingstjenester: en leveringstid på 5 dage gør det muligt at validere designet, inden der træffes en produktionsaftale
- Omfattende DFM-understøttelse: Teknisk samarbejde, der optimerer design til fremstillingens succes
- Bilindustri-kvalificering: Overholdelse af IATF 16949, der demonstrerer procesdisciplin
- Hurtig reagerende kommunikation: Hurtige tilbudsturnaround-tider, der minimerer tidszone-relateret ulempe
F.eks. Shaoyi (Ningbo) Metal Technology repræsenterer den nye generation af kinesiske producenter af præcisions-blikvare—med IATF 16949-certificeret kvalitet, hurtig prototypproduktion på 5 dage og tilbud på 12 timer, hvilket adresserer traditionelle udfordringer ved indkøb fra udlandet. Deres omfattende DFM-understøttelse hjælper kunder med at optimere design før produktion og reducerer iterationscyklusser, som ofte forlænger projekttidsplanerne for udlandsprojekter.
De smarteste producenter af præcisions-blikvare anbefaler ofte hybride tilgange. Strategiske indkøbseksperter foreslår at udnytte Kinas fleksibilitet til tidlig produktions- og prototypproduktion, mens man bruger lokale kapaciteter til endelig montage, kvalitetssikring eller anvendelser med strenge reguleringskrav.
Risikomindskende strategier bliver afgørende for succes ved indkøb fra udlandet:
- Leverandørkvalifikation: Grundig vurdering af certificeringer, kompetencer og referencer før forpligtelse
- Klare specifikationer: Detaljeret dokumentation, der ikke efterlader noget til fortolkning
- Tredjepartsinspektion: Uafhængig kvalitetsverificering før afsendelse
- Investering i relationer: Regelmæssig kommunikation og periodiske besøg for at sikre fælles forståelse
- Diversificering af supply chain: Flere kvalificerede leverandører for at reducere risikoen ved én enkelt kilde
Valget mellem national og international sourcing afhænger endeligt af dine specifikke prioriteringer. Projekter, der kræver ITAR-overholdelse, hurtige iterationer eller streng tidsplanlægningskontrol, foretrækker ofte nationale partnere. Højvolumenproduktion, omkostningssensitive anvendelser eller projekter med stabile design kan drage fordel af international sourcing – især når der samarbejdes med certificerede producenter af præcisionspladeudformning, der har demonstreret konsekvent kvalitet.
Uanset din indkøbsstrategi gælder vurderingskriterierne fra de tidligere afsnit stadig. Certificeringer, udstyrsfunktioner, kvalitetssystemer og teknisk support er afgørende, uanset geografi. Forskellen ligger i, hvordan du verificerer disse kompetencer og håndterer vedvarende relationer på tværs af afstand og tidszoner.
Nu hvor din indkøbsstrategi er afklaret, er du klar til at tage konkrete skridt i forbindelse med dit fremstillingsprojekt. Den sidste fase består i at udarbejde effektive anmodninger, der tydeligt formidler dine krav og giver fremstillere mulighed for at fremsende præcise og konkurrencedygtige tilbud.
Tag det næste skridt med dit fremstillingsprojekt
Du har absorberet en omfattende mængde information om præcisionsfremstilling af pladeemner – fra toleranceniveauer og kerneprocesser til kvalitetssystemer og indkøbsstrategier. Nu er det tidspunktet, der betyder mest: at sætte denne viden i værk. Uanset om du leder efter præcisionsfremstilling af pladeemner i nærheden eller vurderer globale leverandører, adskiller en velforberedt anfordring om tilbud vellykkede projekter fra frustrerende oplevelser.
Forskellen mellem at modtage præcise, konkurrencedygtige tilbud og at sidde fast i uendelige afklaringsrundtur kommer ofte an på forberedelsen. Ifølge eksperter inden for fremstillingsindkøb kan intet bremse tilbudsprocessen mere end at skulle standse og stille spørgsmål. Den tid, du bruger op front på at forberede komplet dokumentation, vil med garanti blive belønnet med resultaterne bagefter.
Forberedelse af din anfordring om tilbud for bedste resultater
Hvad bør du inkludere, når du kontakter præcisionsfabrikanter af pladeemaljé i nærheden eller udenlandske partnere? Her er de væsentlige oplysninger, der gør det muligt for fabrikanterne at svare hurtigt og præcist:
- Komplet designdata: Opdaterede reservedels tegninger og 3D CAD-modeller (STEP- eller SolidWorks-filer), der indeholder tolerancer, nøglekarakteristika og fuldstændig målfastlæggelse
- Materialspecifikationer: Materialetype, nominel tykkelse, kvalitet og eventuelle særlige indkøbskrav (DFARS, kun indenlandske leverancer)
- Overfladebehandling detaljer: Specifik pulverproducent og produktnummer, eller som minimum et RAL-nummer til farvematchning
- Emballagekrav: Hvordan dele skal ankomme – strakt pakket, løst pakket eller i brugerdefinerede kasser til beskyttelse
- Krav til kvalitetsverificering: Førsteartikelinspektion (FAI) eller PPAP-krav for relevante dele
- Mængde og tidsplan: Estimerede produktionsmængder og forventede frister
Ved at levere denne komplette information til leverandører af præcisionsfremstillede pladeemner eliminerer du den tidkrævende frem og tilbage-kommunikation, der forsinker tilbud og kan føre til fejl. Kvalificerede fremstillingspartnere sætter pris på detaljerede anfordringer—det signalerer, at du er en seriøs kunde, der forstår processen.
Designfiler og kommunikationstips
Dine CAD-filer og tegninger udgør grundlaget for præcise tilbud. Ifølge branchens retningslinjer kan ufuldstændig dokumentation føre til prisudsving eller forsinkelser, når fremstillere har brug for afklaringer. Sørg for, at dine filer indeholder bøjelinjer, hullenes placering, kritiske mål og eventuelle særlige henvisninger.
Kommunikationspraksis er lige så vigtig. Besvar fremstilleres spørgsmål hurtigt. Vær transparent omkring dine tidsmæssige begrænsninger—hvis du har brug for dele hurtigt, nævn det fra starten, så de kan vurdere kapaciteten og foreslå realistiske leveringstider. Tøv ikke med at stille spørgsmål, hvis du er usikker på, hvilke detaljer der er nødvendige.
Hvad bør du forvente af kvalificerede fremstillingsselskaber? Responsiv service adskiller kapable virksomheder fra hinanden. For eksempel Shaoyi (Ningbo) Metal Technology tilbyder en kvotetid på 12 timer – hvilket demonstrerer den type responsivitet, der minimerer projektforsinkelser. Når du vurderer potentielle partnere, bemærk, hvor hurtigt de reagerer på indledende henvendelser; det forudsiger ofte kvaliteten af deres kommunikation gennem hele produktionsprocessen.
Inden du forpligter dig, skal du ikke jage rabatpriser for præcisionsfremstilling af pladeudskæringer uden at forstå, hvad der er inkluderet. Som vi har udforsket i denne artikel, skjuler den laveste pris ofte kompromiser vedrørende kvalitet, dokumentation eller service. Vurder den samlede værdi – kapaciteter, certificeringer, kommunikation og pålidelighed – og ikke kun stykprisen.
Uanset om du undersøger præcisionsfremstilling af pladeemner til luft- og rumfartskomponenter eller kabinetter til forbrugerelektronik, er principperne de samme: Forbered dig grundigt, kommuniker tydeligt og samarbejd med fremstillere, hvis kompetencer matcher dine projekts krav. Den viden, du har erhvervet her, sætter dig i stand til at navigere sikkert i fremstillingslandskabet og opnå den nøjagtighed, som din anvendelse kræver.
Ofte stillede spørgsmål om præcisionsbearbejdning af plademetal
1. Hvad er præcisionsbearbejdning af plademetal?
Præcisionsfremstilling af pladeemaljer omfatter fremstilling af metaldele med yderst stramme tolerancer, typisk mellem ±0,005" og ±0,010" (±0,13 mm til ±0,25 mm). Dette er op til 10 gange strammere end standardfremstillings tolerancer. Processen kræver avanceret udstyr som fiberlaser, CNC-bøjemaskiner med vinkelmålingssystemer samt sofistikeret kvalitetskontrol, herunder inspektion med koordinatmålingsmaskine (CMM). Brancher såsom luft- og rumfart, medicinsk udstyr og elektronik er afhængige af præcisionsfremstilling til komponenter, hvor dimensionel nøjagtighed direkte påvirker produktets ydeevne og sikkerhed.
2. Hvordan vælger jeg et firma til præcisionsfremstilling af pladeemaljer?
Vurder potentielle partnere ud fra seks nøglekriterier: Verificer relevante certificeringer (ISO 9001:2015, IATF 16949 for automobilindustrien, AS9100 for luft- og rumfartsindustrien), vurdér udstyrets kapacitet og vedligeholdelsesprogrammer, undersøg kvalitetskontrolsystemer, herunder førsteartikelinspektionsprocesser, gennemgå leveringstider for både standard- og hastedyrkningsordrer, tjek ingeniør- og DFM-understøttelsesmuligheder og anmod om kundereferencer fra din branche. Målet er at matche en fremstiller af bøjet plade med dokumenterede kompetencer til de specifikke krav, som dit projekt stiller, i stedet for blot at vælge den laveste pris.
3. Hvilke certificeringer bør præcisionsfremstillere af bøjet plade have?
Væsentlige certificeringer afhænger af din branche. ISO 9001:2015 udgør grundlaget for kvalitetsstyring. ITAR-registrering er påkrævet for forsvarsrelaterede projekter. AS9100-certificering er obligatorisk for luft- og rumfartsapplikationer, mens IATF 16949 gælder for automobilrelateret arbejde. ISO 13485 dækker fremstilling af medicinsk udstyr. AWS-certificeringer som Certified Welding Fabricator (CWF) indikerer svejsekompetence. Disse certificeringer dokumenterer procedurer, regelmæssige revisioner, kalibreret udstyr og fuld sporbarthed – alt sammen afgørende for konsekvent præcisionsnøjagtighed.
4. Hvad er forskellen mellem national og international præcisionsfremstilling af pladeudskæringer?
Indenlandsk fremstilling tilbyder kortere leveringstider (2–4 uger mod 4–8 uger i udlandet), kommunikation i samme tidszone, nemmere mulighed for besøg på produktionsfaciliteterne til kvalitetskontrol samt forudsigelige samlede omkostninger. Indkøb fra udlandet – især fra Kina – giver lavere lønomkostninger og kan tilbyde hurtig prototypproduktion med fleksibilitet i forhold til tilpasning. Udlandsindkøb medfører dog ekstra fragt-, told- (potentielt 15–30 %) og tredjepartsinspektionsomkostninger. De førende udlandske producenter opretholder nu certificeringer som IATF 16949, og nogle tilbyder prototypproduktion på 5 dage samt prisangivelse på 12 timer for at mindske traditionelle bekymringer.
5. Hvilke materialer er bedst egnet til præcisionsfremstilling af pladeemner?
Materialevalg afhænger af dine applikationskrav. Rustfrit stål (304/316) tilbyder fremragende dimensional stabilitet og korrosionsbestandighed og er ideelt til medicinske og fødevareforarbejdningssystemer. Aluminium (5052/6061) giver letvægt præcision til elektronik og luftfart, men har en højere springback, der kræver kompensation. Kulstål leverer forudsigelig opførsel til lavere omkostninger til maskinapplikationer. Specialmaterialer som titan tilbyder ekstraordinære styrke-til-vægt-forhold til luftfart og medicinske implantater, men kræver fabrikanter med specifik ekspertise og koster typisk 3–5 gange mere end fremstilling af rustfrit stål.