 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Stansning af vindslibearme: En teknisk og identifikationsguide
TL;DR
I forbindelse med automobiler og komponenter, stansning af vinduesviskestiver henviser til to forskellige begreber: den højhastigheds progressiv stansning produktionsproces, der anvendes til at forme metalstrukturen, og identifikationskoderne, der præges på stiven til reservedelsverifikation. Moderne produktion har i vid udstrækning skiftet fra metalgødning til stansning, hvilket tillader produktionshastigheder op til 60 dele pr. minut med overlegen nøjagtighed.
For ejere og entusiaster, der restaurerer køretøjer, er disse prægede mærker (såsom fabrikantlogoer som Trico eller retningsspecifikke angivelser som 55L/55R) afgørende for at identificere originale reservedele og sikre korrekt montering. Uanset om du søger en producent til masseproduktion eller skal dekode et gammelt reservedelsnummer, er det afgørende at forstå stansningsprocessen.
Produktionsprocessen: Progressiv stansning
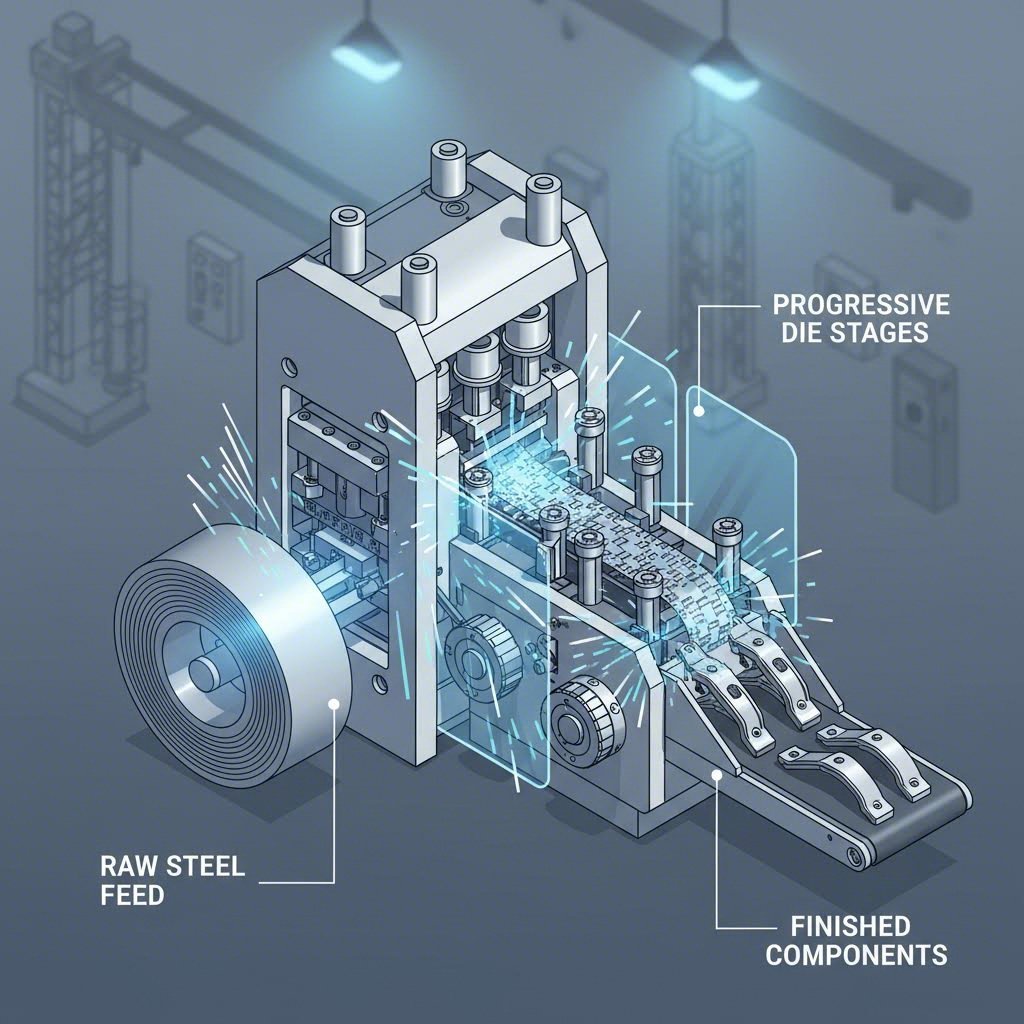
Produktionen af forrudeviskerarme har udviklet sig betydeligt for at imødekomme kravene fra bilindustrien. Traditionelt blev mange viskerdele produceret ved hjælp af metalstøbning. Moderne ingeniørarbejde foretrækker dog progressiv stansning progressiv stansning, en metode, der omdanner flade metalruller til komplekse, holdbare former i en kontinuerlig sekvens.
Denne ændring giver væsentlige effektivitetsfordele. Ifølge cases fra branchen, som fx dem fra Penne gør overgangen til progressiv stansning det muligt for producenter at fremstille op til 60 viskerarme i minuttet. I modsætning til støbning, som ofte kræver efterbearbejdning for at fjerne overskydende materiale eller polere ru kanter, kommer de stansede dele næsten færdige ud af presset. Processen indebærer, at galvaniserede stål- eller aluminiumsbånd føres ind i et presseværktøj, hvor en række værktøjer skærer, bukker og former metalbeslag og profiler med mikronniveau præcision.
For automobiler (OEM’er), der kræver denne gennemstrømning og præcision, er det afgørende at vælge en samarbejdspartner med stærke kapaciteter. Shaoyi Metal Technology's omfattende stanseløsninger dække overgangen fra hurtig prototyping til produktion i stor skala ved at udnytte præcision og pressekraft op til 600 tons, certificeret efter IATF 16949, for at levere afgørende komponenter, der lever op til strenge globale standarder. Pres med høj tonnage sikrer, at selv stærkere stål til brug i kraftige viskearme opretholder strukturel integritet uden metaltræthed.
Afkodning af viskearmsstemple: Koder og identifikation
For entusiaster og mekanikere henviser udtrykket "stemple" ofte til de alfanumeriske koder, der er præget ind i den metalarm. Disse stempler er ikke kun dekorative; de fungerer som den primære metode til identifikation af passform og ægthed, især ved restaurering af klassiske biler.
De mest almindelige prægninger angiver producenten og monteringssiden. For eksempel henviser klassiske bilfællesskaber ofte til specifikke koder som "55L" (venstre/førers side) og "55R" (højre/passager side), som findes på undersiden af armen. Det er afgørende at identificere disse mærker, da venstre og højre viskerarme ofte har subtile forskelle i vinkler eller længder, som er usynlige for det blotte øje, men afgørende for viskeydelsen.
Desuden har originaludstyrproducenters (OEM) arme, såsom dem fremstillet af Trico, ofte Trico-patentprægninger eller specifikke datokoder. Disse mærkning adskiller ægte OEM-dele fra generiske eftermarkedsudskiftninger, som typisk mangler detaljerede prægninger eller bruger forenklede reservedelsnumre. Når du indkøber udskiftninger, skal du sikre, at den prægede "bajonet"- eller "hage"-forbindelse svarer til din vehicles specifikationer for at undgå mekanisk svigt.
Overfladebehandling: Maleri & Korrosionsbeskyttelse
Råstansket stål er meget modtageligt for korrosion, hvilket kræver omhyggelig overfladebehandling umiddelbart efter formning. I en industriel produktionsmiljø gennemgår viskerarme typisk elektropladering (E-coat) eller pulverlak for at skabe en holdbar, vejrstandsdygtig barriere. Denne overflade skal modstå konstant UV-påvirkning, fugt og vejssalt uden at bladre.
For selvbyggere er vedligeholdelse af denne overflade en almindelig udfordring. Med tiden kan den oprindelige belægning fade eller sprække, hvilket fører til rustrøg, især omkring stansede hængområder. For effektivt at genopfriske en stanset viskerarm skal du fjerne det gamle maling uden at slibe identifikationskoderne væk. Brug fint kornet slibepapir (cirka 400-600 korn) til at affrugtage overfladen, og rengør den grundigt med en opløsningsvæske.
Anvendelse af en højkvalitets halvblank eller matt sort maling er branchestandard for genskabelse fabriksudseendet. Undgå tykke lag, der kan tilstoppe stansede tal eller fjedermekanismen. Detaljerede vejledninger på platforme som GM-Trucks.com fremhæve betydningen af forberedelse—hvis rust ikke fjernes fra de stansede folder, vil det medføre bobler i den nye maling inden for få måneder.
Fejlfinding og vedligeholdelse af stansede arme
Selvom stansede metalarme er robuste, er de ikke immune over for mekaniske fejl. Den hyppigste fejlkilde opstår ved splines—de stansede riller inde i monteringshullet, som griber fat i viskertransmissionens aksel. Hvis en viskerarm anbringes med magt eller uden korrekt moment, kan disse bløde metalsplines beskadiges, hvilket får armen til at glide og dermed ikke flytte viskerbladet, selv om motoren kører.
Et andet problem er fysisk deformation. Fordi stemplet stål har en "hukommelse", kan en bøjet arm nogle gange rettes, men det kræver omhyggelig håndtering. Ved hjælp af to trykknøgler kan man rette "chatter" (hvor bladet hopper over glasset), men overdreven kraft kan knække metallet eller svække fjederspændingen. Hvis den indre fjedre, der ofte er forankret i et stemplet bræt, mister spændingen, vil bladet ikke udøve tilstrækkeligt tryk på forruden, hvilket gør den ineffektiv uanset hvor ny gummibladet er.
Sidste tanker om stempling af tørretarm
Forståelsen af stemplingens dobbelt karakter som både en højpræcisionsfremstillingsmetode og et vigtigt identifikationssystem giver både ingeniører og køretøjsejere mulighed for at gøre sig gældende. For producenterne er overgangen til progressiv stempling et spring i effektivitet og konsistens. For forbrugerne kan det at lære at læse koderne på en tørretørrer være forskellen mellem en perfekt restaurering og et frustrerende monteringsproblem. Uanset om man skal lave en serie eller restaurere en klassiker, fortæller detaljerne i metallet hele historien om dennes oprindelse og funktion.

Ofte stillede spørgsmål
1. at Kan du tørre tørretrøjer?
Ja, pulverbelægning er et fremragende valg for tørrearmene, da den giver en tykkere og mere holdbar finish end standard spraymaling. Den er meget modstandsdygtig over for sprængning og UV-skader. Du skal dog sørge for, at belægningen ikke forstyrrer pivothengstet eller fylder i monteringssplinerne, hvilket kan forhindre armens korrekte montering på køretøjet.
2. Hvordan finder jeg ud af, hvilken type viskearm jeg har?
For at identificere din viskearm skal du se efter prægede alfanumeriske koder på undersiden eller basen af armen. Koder, der ender med "L" eller "R", angiver typisk venstre eller højre placering. Yderligere bør du undersøge tilslutningspunktet, hvor viskerbladet sidder fast; almindelige typer inkluderer "Hook" (håndtag), "Bayonet" (stik) eller "Side Pin" (sidebolt). Sammenligning af disse mærkninger med originale OEM-diagrammer er den mest pålidelige metode.
3. Hvad er forskellen på stansede og støbte viskearme?
Stansede viskearme fremstilles fra plademetal ved hjælp af kraftige presseværktøjer, hvilket resulterer i en lettere, mere ensartet del med en glat overflade. Støbte arme fremstilles ved at hælde smeltet metal i en form, hvilket kan give en tungere og mere sprød komponent, der måske kræver mere bearbejdning efter støbningen for at fjerne sømme og uregelmæssigheder.