 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Stansning af radiatorstøtter: Produktionsspecifikationer og hemmeligheder for restaurering
TL;DR
Emnebærende radiatorstøtter omfatter to forskellige kategorier: den industrielle produktionsproces, hvor tykt plademning bliver formet til strukturelle bilrammer, og udvælgelsen af disse dele til automobilrestaurering eller ydelsformål. I produktionssektoren bruger denne proces højtonnag presser (ofte 600–800 tons) til formning af materialer som 0,250 tomme aluminium eller stål med præcise tolerancer så snævre som +/– 0,010 tommer. For bilentusiaster handler det om valget mellem OEM-stil emnebærende stålstøtter, som tilbyder fabriksmæssig stivhed og autenticitet, og eftermarkedets rørsformede versioner, der er designet til vægtreduktion i racingscener. Uanset om du konstruerer en Class 8 lastvognsammensætning eller restaurerer en klassisk Mustang, er forståelse af emnebæringsteknikken og identifikation af produktionsdato-koder afgørende for at sikre strukturel integritet og bilens værdi.
Produktionsmekanikken: Sådan stanses radiatorophæng
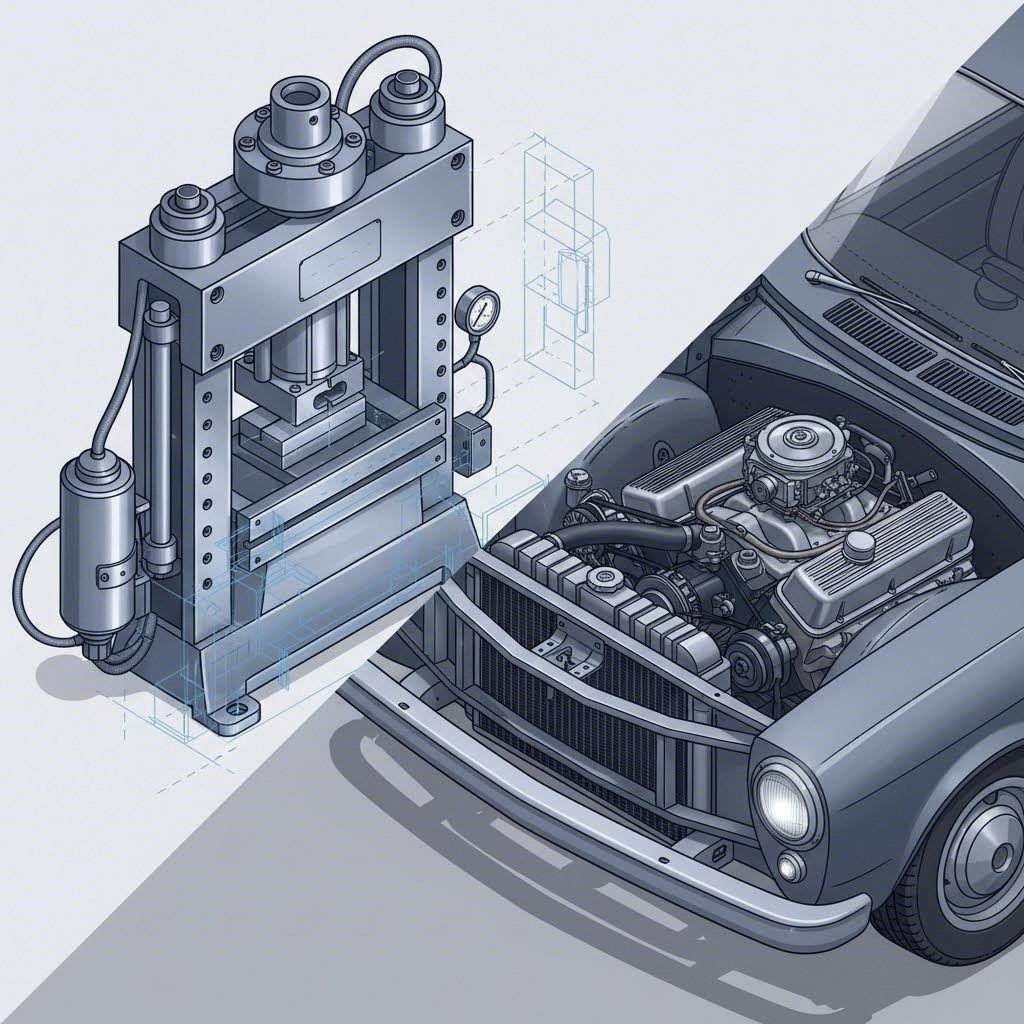
Fremstillingen af en radiatorstøtte er et eksempel på kraftig industriel ingeniørkunst. I modsætning til simple karosseriplader er disse understøtninger konstruktionsdele, der skal bære vægten af radiator, kondensator og ofte også forsiden af pladearbejdet, samtidig med at de fastholder en stiv justering for motorhjelmen og skindene. Processen starter med valg af materiale, typisk højstyrke stål eller tykt plademateriale i aluminium. For eksempel kan producenter ved heavy-duty-anvendelser som klasse 8-lastbiler bruge 0,250 tommer tykt aluminium for at opnå en balance mellem styrke og vægt.
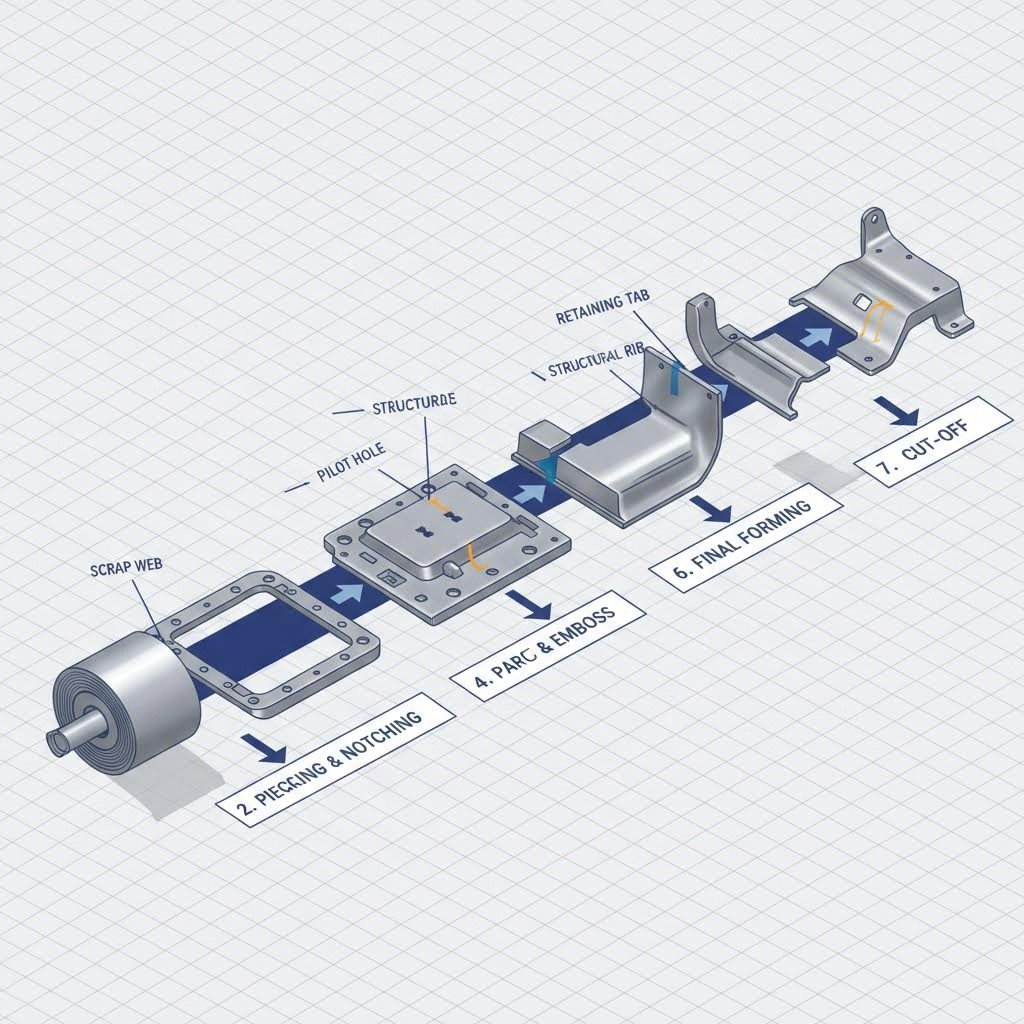
For at forme disse robuste materialer bruger producenter massive hydrauliske eller mekaniske presser. Data fra branchens specialister som Aranda Tooling fremhæver anvendelsen af 800-ton presser til stansning af radiatorrammer. Processen indebærer ofte progressiv diesstansning, hvor en kontinuerlig metalstrimmel føres gennem flere stationer. Hver station udfører et specifikt snit, bøjning eller punkter, og danner gradvist det flade ark om til en kompleks tredimensional ramme. Denne metode sikrer høj gentagelighed og effektivitet og er i stand til at producere mere end 15.000 enheder årligt.
Præcision er uomgængelig i denne sektor. Et radiatorunderstøtningsbræt er ikke bare et beslag; det er et referencepunkt for hele bilens forreste del. Ledende producenter overholder strenge kvalitetskontrolstandarder og holder tolerancer så stramme som +/- 0,254 mm. Denne nøjagtighedsgrad opnås gennem avancerede værktøjer og sekundære operationer, såsom robotstyrket svejsning, til samling af flere stansede komponenter til en enkelt, sammenhængende enhed. For bilrelaterede virksomheder, der søger at dække afstanden mellem hurtig prototyping og stor serieproduktion, Shaoyi Metal Technology tilbyder IATF 16949-certificeret præcision. Med presekapacitet op til 600 tons—svarende til de største industrielle standarder—leveres kritiske strukturelle komponenter såsom tværlejer og underkarosser i overensstemmelse med globale OEM-specifikationer.
Virksomheder som Regal Metal Products anvender også store sengestørrelser (op til 60” x 168”) for at imødekomme den betydelige størrelse af automobilkernestøtter. Disse muligheder gør det muligt at producere enstykkelige stansede dele eller komplekse samlede enheder, der integrerer fastgørelsespunkter for ophængnings- og kølesystemer, hvilket sikrer, at delen opfylder de strenge krav fra moderne bilproduktionslinjer.
Stanset stål mod rørfremstillet støtte: En ydelsammenligning
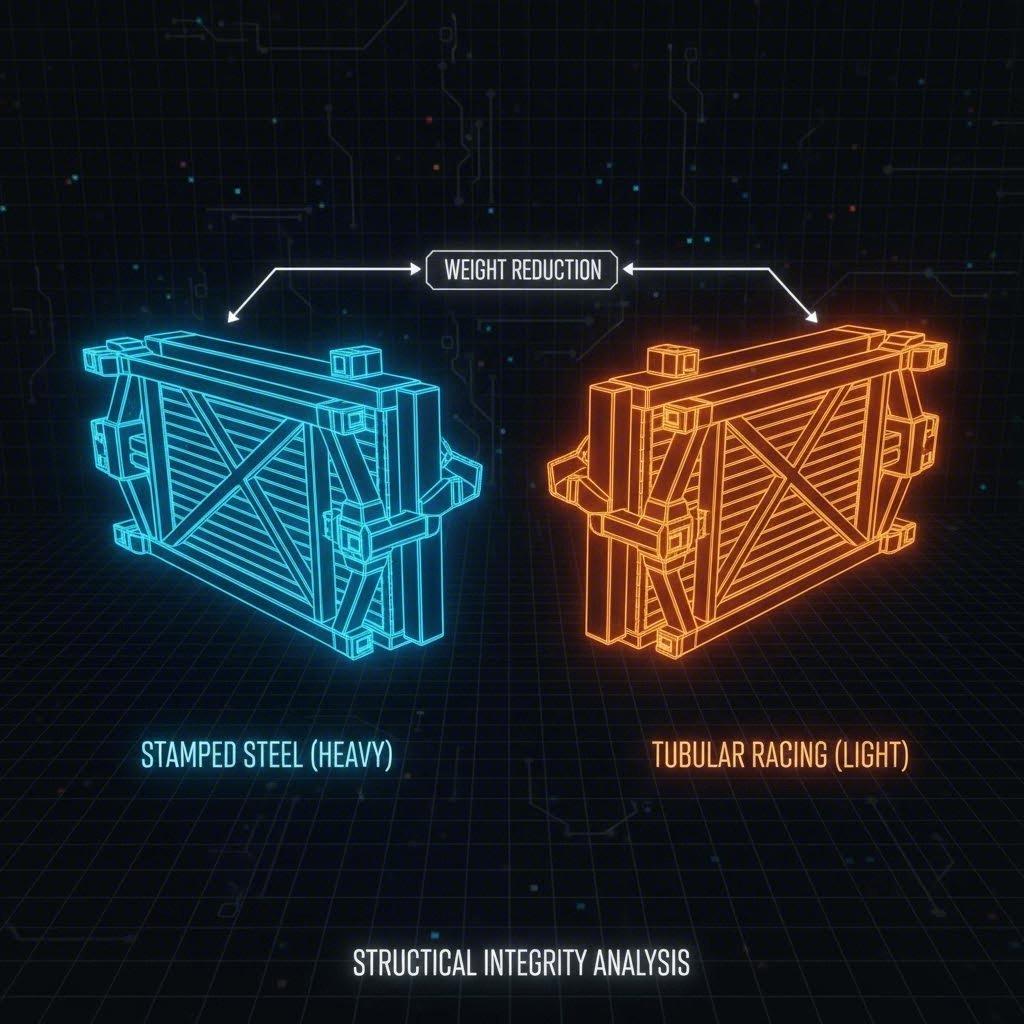
For den bilentusiast er udtrykket "stanset radiatorstøtte" ofte et beslutningspunkt: Skal man fastholde den originale stansede ståldel eller opgradere til et rørfremstillet alternativ? Dette valg ændrer grundlæggende køretøjets karakter og påvirker alt fra vægtfordeling til køleeffektivitet.
OEM-stanset stålstøtte er standarden til restaurering og streetbiler. Fremstillet ved hjælp af de ovennævnte metoder med kraftig presning er disse dele designet til at bøje og absorbere energi under en kollision for at beskytte chassiset. De tilbyder fabrikskorrekt pasform, forudborede huller til wireharneskabler samt monteringspunkter til originale tilbehør såsom vaskervandsbeholdere og tuden. De er dog tunge og kan begrænse luftstrømmen til radiatorer på grund af deres kraftige, massive konstruktion.
Rørs- og Chromoly-understeldele , såsom dem fra Rhodes Custom Auto, er det foretrukne valg til dragracing og baneanvendelser. Fremstillet af letvægtsrør (ofte 4130 Chromoly) kan disse understøtninger reducere vægten markant – ofte spare 10 til 20 pund foran bilen, hvor det betyder aller mest. Deres åbne design maksimerer luftstrømmen til radiatoreren, en afgørende fordel for high-performance motorer. Kompromisset er ofte formindsket stivhed i daglig kørselsscenarier og mangel på monteringspunkter til originale tilbehør, hvilket gør dem mindre ideelle til en fuldt udstyret streetbil.
| Funktion | OEM-stanset stål | Eftermarkedets tubular/chromoly |
|---|---|---|
| Primær anvendelse | Genopbygning, daglig kørsel, kollisionsskader | Dragracing, bane-dag, pro-touring |
| Materiale | Stanset plademetal (stål/aluminium) | Svejste rør (blødt stål eller chromoly) |
| Vægt | Tung (standard fabriksvægt) | Letvægts (besparelse på 10-20 pund) |
| Luftfremdrift | Begrænset (solide paneler blokerer luft) | Maksimum (åben design) |
| Montering | Direkte boltfastgørelse med fabriksudstyr | Kan kræve ændringer for udstyr |
Genopretning & autenticitet: Aflæsning af dato på radiatorstøtte
I verdenen af klassiske bilgenopretninger, især for Mustangs, Chevelles og Camaros, er den stemplede radiatorstøtte afgørende for verifikation. Autenticitetsdommere og alvorlige samler søger efter bestemte datostemple og producentkoder for at afgøre, om bilen har originalpladearbejdet, eller om den er blevet repareret med reservedele.
På køretøjer som den klassiske Ford Mustang er det kendt vanskeligt at finde dato-stemplet, men det er afgørende for concours-vurdering. Entusiaster på Concours Mustang Forum bemærker, at disse stempler ofte befinder sig under batteriholderen eller bag tværbjælken. Et typisk produktionslinjestempel kan vise en datokode (f.eks. "4/14/64"), som svarer til køretøjets produktionsdato. Dog er afvigelser her en advarselssignal. Et stempel med betegnelsen "A 62" eller lignende ikke-datoformater indikerer ofte et Reservedelsnummer —en komponent installeret af en forhandler eller værksted efter en ulykke, i stedet for på fabrikkens samlebånd.
Afbødning af disse stempler kræver et skarpt øje. Ved Chevrolet-restaureringer kan dato-koder typisk findes på den øverste plade nær hæklåsen eller på motorens side af understøttelsen. Formatet følger typisk en Måned/Uge/Dag-struktur. Udover selve tegnene er metoden til fastgørelse et tydeligt tegn. Fabriksmonterede understøtninger var typisk punktilsveds med kraftige industrielle modstandssvejsningsanlæg, hvilket efterlod små, præcise fordybninger. Erstatningsunderstøtninger er ofte pluggesvejset (MIG-svejset gennem borehuller), hvilket er en tydelig visuel indikator på, at kølerstøttes historikken for det pågældende køretøj inkluderer en kollisionsskades reparation.
Installation & Justeringsudfordringer
At udskifte en formet radiatorstøtte er ikke en enkel bolt-til-operation; det er en strukturel kirurgisk indgriben, der bestemmer justeringen af hele frontdelen. Fordi understøttelsen forbinder de venstre og højre indre forklæder, afgør den vinkelrette retning i motorrummet. Et almindeligt problem med eftermarkedets formede erstatninger er lette dimensionelle afvigelser. Allerede en afvigelse på få millimeter kan resultere i dårlige dækselkløer eller forkerte forklædefortrækninger.
En vellykket installation starter med forberedelse. De fleste erstatningsvis formede understøtninger ankommer med et sort EDP (Electro-Deposit Primer)-belægning. Selvom dette forhindrer rust under transport, skal det slibes eller fjernes ved svejsepunkterne for at sikre ordentlig vedhæftning. Erfarne restauratører anbefaler at 'prøve montere' hele frontenden – forklæder, dæksel og grille – før den nye understøtning er helt svejset på plads. Dette giver mulighed for justeringer af monteringshuller eller tilføjelse af skiver.
For dem der reparerer et veteranvogn, er det en juridisk og værdimæssigt vigtig overvejelse at bevare det originale VIN-stempel (ofte fundet på radiatoropholdet i visse modeller). Hvis opholdet er rustent, men stempleområdet er intakt, vælger nogle restauratører at indsætte den originale stemplede sektion i det nye ophold, selvom dette kræver ekspertfærdigheder inden for metalafgøring for at forblive usynligt.
Ofte stillede spørgsmål
1. Kan man køre uden radiatorophold?
Nej, det er højst ufarligt og mekanisk risikabelt at køre uden radiatorophold. Komponenten gør mere end blot at holde radiatorerne; den giver strukturel stabilitet til forsiden af køretøjet ved at binde rammeskinnerne og indvendige fælgskær sammen. Uden den kan forsiden bøje betydeligt, hvilket fører til fejljustering af karosseriplader og potentielt hovedlåsefejl. Desuden ville radiatorerne ikke have noget sikkert fastgørelsespunkt, hvilket ville få dem til at vibrere, beskadige køleledninger og til sidst føre til katastrofal overophedning eller motorskade.
2. Hvilken slags lod anvendes ved reparation af radiatorer?
Ved reparation af messing- eller kobberkerner, som ofte findes i køretøjer med ældre stansede understøtninger, er specifikke bly-tin-lod standard. Almindelige sammensætninger inkluderer 40/60 (40 % tin, 60 % bly) eller 30/70. Præcision er dog afgørende; som påpeget i faglige diskussioner kan for meget varme eller ukorrekt materiale svække kernen. Moderne aluminiumsradiatorer med plasttank, som bruges sammen med nyere stansede understøtninger, kan generelt ikke loddes og kræver typisk udskiftning af kerne eller epoxy-lapninger til midlertidige reparationer.