 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Hvad ingen fortæller dig om service-machining-omkostninger og tidsplaner

Forståelse af servicebearbejdning og hvorfor det er vigtigt
Har du nogensinde overvejet, hvorfor nogle producenter investerer millioner i udstyr, mens andre fremstiller identiske dele uden at eje en enkelt maskine? Svaret ligger i servicebearbejdning – en strategisk tilgang, der omformer, hvordan virksomheder tænker over produktion.
Hvad servicebearbejdning faktisk betyder for producenter
Servicebearbejdning henviser til udlicitering af præcisionsfremstilling til specialiserede eksterne faciliteter udstyret med avanceret CNC-teknologi. I stedet for at købe dyrt udstyr og ansætte fagkyndige operatører samarbejder virksomheder med dedikerede bearbejdningsleverandører, der håndterer hele produktionsprocessen fra start til slut.
Tænk på det på denne måde: Du har brug for præcisionskomponenter, men du behøver ikke nødvendigvis at eje fabrikken. Ifølge brancheforskning fra Technavio forventes markedet for maskinfremstillingstjenester at vokse med 17,4 milliarder USD i perioden 2023–2028, svarende til en gennemsnitlig årlig vækstrate på 4,5 %. Denne vækst afspejler en grundlæggende ændring i produktionsstrategien – virksomheder indser i stigende grad, at eksterne partnere kan levere bedre resultater uden byrden af kapitalinvesteringer.
Når du søger efter en «CNC-maskinværksted i nærheden» eller udforsker CNC-præcisionsmaskinbearbejdningstjenester, søger du i virkeligheden efter netop disse specialiserede partnere. Uanset om du er en startup, der udvikler prototyper til dit første produkt, eller en etableret producent, der skalerer produktionen, tilbyder serviceudbyderne den samme højkvalificerede ydelse, som du ville forvente fra interne operationer.
Den centrale forskel mellem udliciteret og intern maskinbearbejdning
Forskellen mellem disse tilgange handler om ejerskab og ansvar. Ved intern fremstilling påtager du dig den fulde byrde af udstyrsindkøb, vedligeholdelsesplaner, operatørtræning og kvalitetscertificeringer. Udenlandske partnere påtager sig disse byrder fuldstændigt.
Overvej, hvad interne operationer faktisk kræver:
- Betydelig startkapital til CNC-maskiner, der kan koste fra titusinder til millioner af dollars
- Løbende vedligeholdelsesomkostninger der akkumuleres over tid og kræver specialiserede teknikere
- Kvalificerede operatører som kræver høje lønninger og kontinuerlig træning
- Kvalitetscertifikater som ISO 9001, der kræver streng dokumentation og revision
Servicefremstilling eliminerer disse krav. En professionel maskinværksted eller enhver kvalificeret leverandør har allerede foretaget disse investeringer. De vedligeholder det nyeste udstyr, beskæftiger erfarne drejere og ejer de certificeringer, som din branche kræver. Du udnytter simpelthen deres kompetencer, når det er nødvendigt.
Hvorfor har virksomheder inden for alle brancher – fra luft- og rumfart til medicinsk udstyr – brug for eksterne drejebænkspartnere? Værdiforbedringen er overbevisende. Højpræcisionsdrejebænktjenester giver dig adgang til CNC-udstyr med flere akser, erfarede operatører og etablerede kvalitetssystemer uden at binde kapital. Mange drejebænkværksteder i Californien og andre fremstillingscentre specialiserer sig i bestemte brancher og tilbyder ekspertise, som det ville tage år at udvikle internt.
Denne fleksibilitet viser sig især værdifuld, når projektkravene svinger. I stedet for at holde udstyr i standby under perioder med lav aktivitet eller at skulle skynde sig med at udvide kapaciteten under pludselige efterspørgselsstigninger, giver outsourcing mulighed for at skala produktionen sømløst. Det er en strategisk fordel, der holder dig fokuseret på det, du gør bedst – at designe produkter, betjene kunder og udvide din virksomhed. 
Typer af CNC-drejebænkprocesser og deres anvendelsesområder
Når du samarbejder med en servicefremstillingstilbyder, får du ikke kun adgang til udstyr – du får adgang til et alsidigt værktøjssæt af fremstillingsprocesser. Men her er udfordringen: Hvordan ved du, hvilken proces der passer til dit projekt? At forstå forskellene mellem fræsning, drejning og specialiserede teknikker hjælper dig med at kommunikere effektivt med din fremstillingspartner og træffe velovervejede beslutninger om dine dele.
Forklaring af CNC-fræsning
Forestil dig et roterende skæreværktøj, der bevæger sig over et stationært arbejdsemne, og fjerner materiale lag for lag . Det er CNC-fræsning i aktion. I modsætning til processer, hvor emnet roterer, holder fræsningen dit arbejdsemne fast, mens flerpunkts-skæreværktøjer udfører arbejdet langs flere akser.
Denne fremgangsmåde er fremragende til fremstilling af komplekse 3D-forme, som ville være umulige at fremstille med simplere metoder. Ifølge 3ERP's fremstillingsforskning kan fræsemaskiner operere med 3-, 4- eller 5-akset kapacitet, hvor hver ekstra akse åbner nye geometriske muligheder.
Hvad gør fræsning særligt alsidig? Overvej disse almindelige anvendelser:
- Flade overflader og ansigter — flade-fræsning skaber præcise vandrette planer på overfladen af arbejdsemner
- Fremstilling af lommer og hulrum — kumme-fræsning fjerner materiale fra indre sektioner og skaber fordybninger
- Spor og riller — perifer-fræsning skærer kanaler langs delekanter med kontrolleret dybde
- Komplekse 3D-konturer — kugleformede fræsere følger organiske kurver til støbeforme og prototyper
- Vinklede profiler — afskærmningsfræsere og vinklede operationer skaber afskårede kanter
Når du undersøger CNC-bearbejdningstjenester med 5 akser, ser du på den mest avancerede fræsningskapacitet, der findes. Disse maskiner kan kable værktøjet eller bordet og dermed nå underkutninger og komplekse overflader i én enkelt opsætning. For CNC-bearbejdning af store dele eller indviklede luftfartskomponenter leverer leverandører af 5-akse-CNC-tjenester en præcision, som enklere opsætninger ikke kan matche.
Når drejning overgår fræsning
Skift nu perspektivet. Ved CNC-drejning roterer emnet hurtigt, mens et stationært enkeltspids-skæreværktøj former overfladen. Denne omvendte bevægelse skaber en grundlæggende forskel i, hvad hver proces gør bedst.
Lyd det enkelt? Det er det – og denne enkelhed omsættes direkte til effektivitet. Drejeoperationer er fra naturens side hurtigere for cylindriske komponenter, fordi den roterende bevægelse naturligt frembringer runde profiler. Hvis din del ligner en aksel, stift, bushing eller gevindstang, er drejning næsten helt sikkert den bedste løsning.
Her er situationer, hvor drejning overgår fræsning:
- Cylindriske og kegelformede former —det roterende emne frembringer naturligt runde profiler med fremragende koncentricitet
- Storforbrugsproduktion —stangfodere muliggør kontinuerlig bearbejdning med minimal brugerindgriben
- Ydre og indre gevind —gevindskæring integreres nahtløst i drejecykler
- Stramme rundheds-tolerancer —processen opretholder konstante diametre på lange dele
- Projekter med begrænsede budgetter —enklere værktøjer og kortere cykeltider reducerer omkostningerne pr. del
Moderne CNC-drejebænke gør grænsen mellem processer uklar. Mange indeholder nu live-værktøjer – roterende værktøjer, der kan udføre fræsningsoperationer, mens emnet stadig er spændt i drejebænken. Denne hybride funktionalitet betyder, at en enkelt maskine kan boret tværgange, fræse flader eller skære nøglefurer uden at skulle overføre emnet til en separat opsætning.
For CNC-fremstillede deleprojekter, der kombinerer runde og prismeformede funktioner, bør du spørge din serviceudbyder om mill-turn-funktioner. Disse hybride maskiner kan markant reducere leveringstider og forbedre målenøjagtigheden ved at eliminere flere opsætninger.
Specialiserede processer til komplekse geometrier
Hvad sker der, når konventionelle skæreværktøjer ikke kan nå den geometri, du har brug for? Det er her specialiserede processer som elektrisk udledningsmaskinering (EDM) og præcisions-slidning træder i billede.
Elektrisk Diskargeformling (EDM) fjerner materiale ved hjælp af kontrollerede elektriske gnister i stedet for fysisk skæring. Ifølge OpenLearn's tekniske dokumentation , EDM virker på ethvert elektrisk ledende materiale uanset hårdhed – hvilket gør det ideelt til hærdede værktøjsstål og eksotiske legeringer, der ville ødelægge konventionelle skæreværktøjer.
EDM fremhæves i specifikke anvendelser:
- Små huller med høje forhold mellem dybde og diameter — tråd-EDM kan lave åbninger så små som 0,05 mm
- Komplekse støbeforme — sinker-EDM former indviklede formefeatures uden bur
- Hærdede materialer — gnisterosion ignorerer materialehårdhed helt
- Skarpe indvendige hjørner — opnår radius så små som 0,4 mm, hvor skæreværktøjer ikke kan nå
Kompromiset? EDM arbejder langsommere end konventionel maskinbearbejdning, og metalafdragshastigheden måles typisk i kubikcentimeter pr. time. Der dannes også et genopsmeltet lag på 0,0025–0,15 mm tykkelse, som muligvis skal fjernes ved applikationer, hvor udmattelse er kritisk.
Nøjagtig Sliffing bruger slibehjul til at opnå overfladeafslutninger og tolerancer, der går ud over det, som skæreværktøjer kan levere. Når dit projekt kræver spejllignende overflader eller nøjagtighed på mikronniveau, bliver slibning afgørende.
Virksomheder som Odyssey Machining og andre specialiserede leverandører kombinerer ofte flere processer i rækkefølge – grovbehandling med fræsning, afsluttende behandling med slibning og detaljeret arbejde med EDM. Denne integrerede fremgangsmåde leverer de bedste egenskaber fra hver metode samtidig med, at den samlede produktions tid minimeres.
At forstå disse procesforskelle hjælper dig med at samarbejde mere effektivt med din maskinfremstillingspartner. Når du kan præcisere, om din komponent kræver fleksibilitet ved fræsning, effektivitet ved drejning eller specialiseret præcision, får du mere præcise tilbud og hurtigere gennemførelsestider.
Vejledning til valg af materiale til drejede/delskårne komponenter
Du har valgt din bearbejdningsproces. Nu kommer en lige så kritisk beslutning: hvilket materiale skal din komponent fremstilles i? Dette valg påvirker alle aspekter af dit projekt – fra bearbejdnings tid og værktøjsforring til den færdige komponents ydeevne og samlede omkostning. Gør du det rigtigt, får du komponenter, der overgår forventningerne. Gør du det forkert, risikerer du forsinkelser, budgetoverskridelser eller komponenter, der svigter i brug.
Her er årsagen til, at materialevalg er så udfordrende: Det er altid et kompromis. Ifølge fremstillingsforskningen fra Tops Best Precision har bløde metaller som aluminium og messing fremragende bearbejdnings egenskaber, men kan mangle styrke og holdbarhed. Modsat er hårdere materialer som titan og rustfrit stål sværere at bearbejde, men tilbyder højere styrke, korrosionsbestandighed og holdbarhed.
Lad os gennemgå dine muligheder, så du kan træffe velovervejede beslutninger for din aluminium CNC bearbejdningsservice eller eventuelle andre materialekrav.
Aluminiumlegeringer til letvægtspræstation
Når producenter har brug for dele hurtigt uden at kompromittere kvaliteten, står aluminium ofte øverst på listen. Med en bearbejdningshastighed på 90–95 % i forhold til messing som standard leverer aluminiumsbearbejdningstjenester hurtige leveringstider og fremragende overfladeafslutninger.
Hvorfor bearbejdes aluminium så godt? Dets høje termiske ledningsevne tillader, at varme hurtigt afledes fra skæringzonen, hvilket gør det muligt at bearbejde med højere hastigheder uden at påvirke værktøjets levetid negativt. Ifølge Ethereal Machines’ vejledning til materialevalg kombinerer aluminiumlegering 6061 styrke og god bearbejdlighed og er dermed alsidig anvendelig inden for områder fra bilindustrien til forbrugsvarer.
Almindelige aluminiumlegeringer, du vil støde på i tilbud på aluminium CNC-fræsning, omfatter:
- 6061-T6 — den alsidige legering, der tilbyder god styrke, svejseegenskaber og korrosionsbestandighed til almindelige anvendelser
- 7075-T6 — højere styrke, der nærmer sig nogle ståltyper, og som er ideel til luft- og rumfartsstrukturkomponenter samt applikationer med høj mekanisk belastning
- 2024-T3 — fremragende udmattelsesbestandighed til flyskrog og strukturelle dele
- 5052— fremragende korrosionsbestandighed til marine og kemiske procesmiljøer
Kompromiset? Aluminiums lavere hårdhed betyder, at det ikke kan klare ekstrem slid eller højtemperaturanvendelser. I disse situationer skal du overveje stål eller eksotiske legeringer.
Stål- og rustfrie muligheder for holdbarhed
Når styrke og holdbarhed er vigtigere end vægt, bliver stålsorter dine foretrukne materialer. Stålfamilien omfatter dog et bredt ydeevneområde – og så gør bearbejdningsvenligheden også.
Kulstof- og legeringsstål (som f.eks. 1018, 4140 og 4340) tilbyder en rimelig balance mellem styrke og bearbejdningsvenlighed. Med en bearbejdningsværdi på ca. 70 % er de betydeligt sværere at skære end aluminium, men stadig mulige at bearbejde med almindelig værktøj. Disse materialer er fremragende til strukturelle komponenter, maskindelen og gear, hvor styrken retfærdiggør den ekstra bearbejdnings tid.
Rostfri stål udgør en anden udfordring. Ifølge materialeforskning har kvaliteter som 304 og 316 kun bearbejdningsvurderinger på 30–40 %. Hvorfor er det så svært? Rustfrit stål bliver hårdere under bearbejdning – det bliver altså mere modstandsdygtigt, mens man skærer i det. Dette kræver lavere skærehastigheder, mere stive opstillinger og oftere værkskifte.
Trods bearbejdningsudfordringerne retfærdiggør rustfrit ståls egenskaber indsatsen i specifikke anvendelser:
- 304 rostfri —almindelig korrosionsbestandighed til fødevareindustri, arkitektoniske og kemiske anvendelser
- 316 Rustfrit —overlegen korrosionsbestandighed til marine, medicinske og farmaceutiske miljøer
- 17-4 PH —udskillelseshærdende kvalitet med høj styrke til luft- og rumfarts- samt forsvarskomponenter
- 303 rustfrit stål —fribevægelig kvalitet med tilsat svovl for forbedret spåndannelse og længere værktøjslevetid
Hvis dit projekt kræver rustfrit stål, skal du forvente længere leveringstider og højere omkostninger pr. del sammenlignet med tilbud på aluminiumsfræsning. Materiallet er dyrere i sig selv, fræsningen sker langsommere, og værktøjerne slidtes hurtigere – alle faktorer, som din serviceudbyder vil inkludere i deres pris.
Teknisk avancerede plastmaterialer og eksotiske materialer
Ikke alle komponenter behøver at være af metal. Teknisk avancerede plastmaterialer tilbyder unikke fordele, herunder lavere vægt, kemisk modstandsdygtighed og elektrisk isolering. Eksotiske legeringer håndterer imidlertid ekstreme forhold, hvor konventionelle materialer svigter.
Almindelige tekniske plastmaterialer for maskinfremstillede komponenter omfatter:
- Delrin (Acetal) —meget nemt at bearbejde med fremragende dimensionsstabilitet, ideelt til gear, lejer og mekaniske komponenter
- PEEK —højtydende termoplast, der kan klare temperaturer op til 250 °C, almindelig i luft- og rumfart samt medicinske implantater
- UHMW —fremragende slidstyrke og lav friktion til transportbåndkomponenter og slidstriber
- Polycarbonat —høj slagstyrke og optisk gennemsigtighed til sikkerhedsvinduer og beskyttelsesdæk
Kunststofmaskiner hurtigt, men kræver forskellige overvejelser. Nogle kan smelte eller deformere sig under skærehed, mens andre sprækker, hvis de skæres for aggressivt. Din maskinbearbejdningssamarbejdspartner bør tilpasse hastigheder, fremføringer og kølestrategier i overensstemmelse hermed.
Eksotiske legeringer optager den modsatte ende af spektret – svære at bearbejde, men afgørende for ekstreme miljøer. Primo Medical Group bemærker at materialer som titan og andre eksotiske legeringer kræver specialiserede bearbejdningsmetoder på grund af deres unikke egenskaber såsom hårdhed, korrosionsbestandighed og biokompatibilitet.
Titan har en bearbejdelighedsgrad på kun 20-25 %. Dets lave termiske ledningsevne bevirker, at varme akkumuleres i skærezonen, hvilket kræver lave hastigheder og specialiserede belagte værktøjer. Inconel og andre nikkelbaserede superlegeringer har endnu lavere værdier på 10-15 % og kræver ekstrem forsigtighed for at undgå værktøjsfejl.
Hvornår begrundes den vanskelige bearbejdning af disse materialer? Titan anvendes i luftfartsstrukturer, medicinske implantater og sportsgrej til høj ydelse, hvor dets styrke-til-vægt-forhold er utroet. Inconel anvendes til jetmotordele og kerneenergiapplikationer, hvor ekstrem varme og korrosion ville ødelægge andre materialer.
Materiale sammenligning på et blik
Brug denne reference tabel, når du diskuterer materialevalg med din servicebearbejdningstilbyder:
| Materiale | Bearbejdningsvurdering | Typiske anvendelser | Omkostningsovervejelse |
|---|---|---|---|
| Brass c36000 | 100 % (standard) | Forbindelsesdele, elektriske komponenter, dekorative beslag | Moderat materialeomkostning, laveste bearbejdningsomkostning |
| Aluminium 6061 | 90-95% | Luft- og rumfart, automobiler, elektronikomkapslinger | Lav materialeomkostning, hurtig bearbejdning |
| Kulstål 1018 | 70% | Konstruktionsdele, aksler, maskinkomponenter | Lav materialeomkostning, moderat bearbejdnings tid |
| Rustfrit stål 304 | 30-40% | Fødevareindustri, medicinsk brug, marine miljøer | Højere materialeomkostning, langsommere bearbejdning |
| Titanium 6Al-4V | 20-25% | Luftfartsstrukturer, medicinske implantater, forsvarsapplikationer | Høj materialeomkostning, specialværktøj kræves |
| Inconel 718 | 10-15% | Jetmotorer, kernekraftreaktorer, ekstreme miljøer | Meget høj materialeomkostning, langsomste bearbejdning |
| Delrin (Acetal) | Høj | Tandhjul, lejer, præcisionsmekaniske dele | Moderat materialeomkostning, hurtig bearbejdning |
| PEEK | Moderat | Medicinske implantater, luft- og rumfart, kemisk forarbejdning | Høj materialeomkostning, kræver temperaturkontrol |
Branchespecifikke materialekrav
Din branche fastlægger sandsynligvis materialevalg ud over rent ydelsesmæssige overvejelser. Regulatoriske krav og certificeringsstandarder indskrænker dine muligheder betydeligt.
Produktion af medicinske enheder kræver materialer med dokumenteret biokompatibilitet og sporbarehed. Titanium, rustfrit stål 316L og specialiserede polymerer som PEEK opfylder FDA-kravene til indplantable enheder. Din maskinbearbejdningspartner skal opretholde dokumentation, der beviser materialeoprindelse og overholdelse af standarder som ISO 13485.
Luftfartsapplikationer kræver certificerede legeringer med fuld materiale-sporbarhed. Du kan ikke blot anvende ethvert aluminium – det skal være luftfartsgrad med værkscertifikater, der dokumenterer dens kemiske sammensætning og mekaniske egenskaber. Almindelige specifikationer omfatter AMS (Aerospace Material Specifications) og ASTM-standarder.
Automobilkomponenter balancer ofte omkostningseffektivitet med krav til ydeevne. Produktion i store mængder foretrækker typisk nemt bearbejdelige materialer som aluminium og friholdende stål for at minimere omkostningerne pr. enkelt del, samtidig med at der opfyldes kravene til holdbarhed.
At forstå disse materiale-dynamikker hjælper dig med at samarbejde mere effektivt med din maskinbearbejdningspartner. Når du kan diskutere afvejninger mellem bearbejdlighed og ydeevne, træffer du bedre beslutninger om, hvor du skal investere din budgetpost – og hvor du kan spare. 
Den komplette service-maskingproces forklaret
Du har valgt din proces og udvalgt dit materiale. Hvad så? For mange første-gangs-købere føles rejsen fra den første henvendelse til modtagelse af færdige dele som en sort boks. Hvad sker der, efter at du har indsendt dine filer? Hvor lang tid tager hver fase? At forstå hele arbejdsgangen hjælper dig med at sætte realistiske forventninger og undgå kostbare misforståelser.
Uanset om du arbejder med en maskinværksted i San Jose eller en leverandør på tværs af landet, følger de fleste respekterede CNC-maskinfremstillingsservicefaciliteter i Californien en lignende struktureret proces. Lad os gennemgå hvert trin, så du præcis ved, hvad du kan forvente.
Forberedelse af dine designfiler til indsendelse
Dit projekt starter i det øjeblik, du indsender dine designfiler – og hvordan du forbereder disse filer, har direkte indflydelse på pristilbuddets nøjagtighed og leveringstiden. Ifølge branchens arbejdsgangsdokumentation bør en typisk anfordringspakke indeholde CAD-modeller, tekniske tegninger, materialekrav, mængdekrav og leveringstidsfrister.
Hvilke filformater foretrækker maskinværksteder i San Jose, CA, og andre professionelle faciliteter?
- STEP (.stp, .step) — den universelle standard for udveksling af 3D-modeller, som kan læses af næsten alle CAM-programmer
- IGES (.igs, .iges) — et ældre, men bredt understøttet format til flade- og fastlegemsgeometri
- DXF/DWG — 2D-tegningsfiler, der er afgørende for flade dele og supplerende mål
- Native CAD-filer —SolidWorks-, Inventor- eller Fusion 360-filer bevarer den fulde designhensigt, når din værksted bruger tilsvarende software
- PDF-tegninger —kommenterede 2D-tegninger, der viser måletolerancer, overfladebehandlinger og særlige krav
Her er noget, som mange købere overser: Kun 3D-modeller er ikke tilstrækkeligt. Dit maskinværksted i Californien har brug for dimensionerede 2D-tegninger, der specificerer tolerancer, krav til overfladekvalitet og kritiske funktioner. 3D-modellen fortæller dem, hvilken form der skal fremstilles; tegningen fortæller dem, hvor præcist den skal fremstilles.
Før du sender, skal du dobbelttjekke følgende almindelige problemer:
- Er alle mål tydeligt angivet med passende tolerancer?
- Har du angivet, hvilke funktioner der er kritiske i forhold til generelle tolerancer?
- Er materialeklassen eksplicit angivet (ikke kun "aluminium", men f.eks. "6061-T6")?
- Er kravene til overfladekvalitet angivet ved hjælp af standard Ra-værdier?
- Har du inkluderet den ønskede mængde og den målsatte leveringsdato?
Tilbuds- og gennemgangsprocessen
Når dine filer ankommer, begynder tilbudsprocessen – og den er mere omfattende, end mange kunder indser. Ifølge Stecker Machine's RFQ-vejledning gennemgår erfarna medlemmer af værkstedsgruppen pakken, idet de starter med en mulighedsanalyse baseret på virksomhedens kompetencer og ekspertise.
Hvad sker der under denne gennemgang? Ingeniører undersøger dine tegninger for inkonsistenser, stramme tolerancer, problemer og udfordringer i forbindelse med fremstillingsprocessen. De søger efter potentielle problemer, inden de bliver dyre fejl.
De bedste service-machining-leverandører citerer ikke kun det, du anmoder om – de foreslår også forbedringer. En analyse af Design til Fremstilling (DFM) identificerer muligheder for:
- Forringe omkostninger ved at udskifte materialer eller forenkle geometrier
- Forbedre kvaliteten ved at justere tolerancerne på ikke-kritiske funktioner
- Reducer ledetider ved at vælge fremstillingsprocesser, der er mere velegnede til din geometri
- Eliminere potentielle fejl ved at identificere tynde vægge, skarpe indvendige hjørner eller andre problematiske funktioner
Kompleksitet og mængde afgør, hvordan dele skal behandles. Ud fra denne information samarbejder tilbudsgivere med ingeniører om at foretage tidsstudier værktøj for værktøj og operation for operation. Disse cykeltidsestimater styrer alt – operatorkapacitet, udstyrsbehov og endeligt din prisangivelse.
Det formelle tilbud, du modtager, indeholder typisk:
- Stykpris og detaljeret omkostningsopgørelse
- Estimeret gennemløbstid fra ordrebekræftelse til afsendelse
- Materialeomkostninger (nogle gange angivet separat)
- Opsætningsgebyrer og værktøjskrav
- Eventuelle præciserende bemærkninger om tolerancer eller specifikationer
Produktion gennem endelig inspektion
Når du godkender tilbudet og bekræfter din ordre, påbegyndes produktionsplanlægningen. Din ordre placeres i en kø baseret på kompleksitet, materialetilgængelighed og maskinplanlægning. Her er det, hvor dine dele faktisk bliver til.
Produktionsfasen omfatter flere koordinerede trin:
- Vareforing —din værksted indkøber råmateriale, der matcher den angivne kvalitet, ofte med mærkecertifikater til sporbarthed
- CNC-programmering —ingeniører opretter værktøjsstier ved hjælp af CAM-software, optimeret for hastighed, præcision og værktøjslevetid
- Maskinens indstilling —operatører monterer fastspændingsanordninger, laster værktøjer og kalibrerer maskinen til din specifikke komponent
- Første artikelproduktion —den første komponent fremstilles og gennemgår en grundig inspektion, før der fortsættes
- Produktionsomløb —når den første artikel har bestået inspektionen, fremstilles de resterende komponenter
- Kvalitetskontrol under processen —operatører verificerer kritiske mål under hele produktionsprocessen
- Sekundære operationer —hvis nødvendigt gennemgår komponenterne afgrædning, overfladebehandling eller varmebehandling
- Slut Inspektion —færdige komponenter måles i forhold til dine specifikationer ved hjælp af kalibreret udstyr
- Indpakning og forsendelse —komponenter beskyttes passende og afsendes med den påkrævede dokumentation
Kvalitetskontroller foretages løbende og ikke kun ved afslutningen. Første-artikel-inspektionen er særligt kritisk – her identificeres eventuelle programmeringsfejl, opsætningsproblemer eller designfejl, inden der bruges materiale på en fuld produktionsomgang.
Den komplette arbejdsgang på et blik
Fra start til slut – her er den typiske rejse, din projektopgave gennemgår i en professionel service-fremstillingsservice:
- Indsendelse af design —du leverer CAD-filer, tegninger og specifikationer
- Tilbudsgenerering —ingeniører vurderer udførelsesmuligheden og udarbejder pristilbud
- Designgennemgang og DFM —potentielle forbedringer identificeres og drøftes
- Ordrebekræftelse —du godkender tilbuddet og giver købsautorisation
- Produktionsplanlægning —din ordre placeres i køen baseret på aftalte levertider
- Materiale indkøb —råmateriale indkøbes efter dine specifikationer
- Bearbejdningoperationer —CNC-udstyr omdanner råmaterialet til færdige dele
- Inspektion og kvalitetskontrol —dele kontrolleres i forhold til dimensionelle og kvalitetskrav
- Forsendelse og levering —færdige dele ankommer til din facilitet med dokumentation
At forstå denne arbejdsgang hjælper dig med at planlægge projekter mere effektivt. Du vil vide, hvornår du kan forvente opdateringer, hvilken information din værksted har brug for i hver fase og hvordan du undgår forsinkelser, der kunne udskyde din leveringsdato.
Nu hvor du forstår processen, bliver det næste logiske spørgsmål: hvad vil alt dette faktisk koste? Adskillige faktorer påvirker priserne på måder, der ikke er umiddelbart indlysende – og at kende dem kan hjælpe dig med at designe mere intelligens og budgettere mere præcist.
Hvad påvirker omkostningerne ved service-fremstilling
Her er det, som de fleste leverandører ikke fortæller dig opfront: Prisen for drejede dele afhænger af beslutninger, som du selv styrer. Valg af materiale, tolerancespecifikationer, krav til overfladebehandling og ordrevolumen påvirker din endelige faktura – nogle gange dramatisk. Når du forstår disse variable, har du fuld kontrol over budgetteringen af dine projekter og forhandlingerne med leverandører.
Ifølge Unionfabs omfattende omkostningsopgørelse varierer CNC-bearbejdningens omkostninger betydeligt afhængigt af faktorer såsom delens geometri, valg af materiale, bearbejdningsstrategi, tolerancemæssige krav og produktionsvolumen. Lad os undersøge hver enkelt faktor, så du kan træffe velovervejede beslutninger, inden du indsender din næste tilbudsanmodning.
Hvordan materialevalget påvirker dit budget
Dit valg af materiale påvirker alle omkostningskategorier – fra råmaterialets pris og bearbejdnings tid til værktøjsforurening og endda fragtvægten. Vælg klogt, og du optimerer værdien. Vælg forkert, og du betaler ekstraomkostninger, der ikke forbedrer dit produkt.
Overvej kun råmaterialeomkostningerne. Ifølge branchens prisdata falder materialer i tydelige omkostningsniveauer:
- Lav omkostning ($) —Aluminium og PMMA (akryl) udgør det mest økonomiske udgangspunkt
- Moderat omkostning ($$) —POM, PTFE, nylon og kompositmaterialer som FR4
- Højere omkostning ($$$) —Kobber, messing, bronze, stål, rustfrit stål og tekniske plastikker som PC og ABS
- Premiumomkostning ($$$$$) —Magnesium, titan, PEEK og tekniske keramikker
Men råmaterialeprisen fortæller kun en del af historien. En maskinværksted i Bay Area vil også tage bearbejdningsvenlighed i betragtning – hvor hurtigt og nemt materialet kan fræses. Aluminium bearbejdes med hastigheder, der er 3–4 gange højere end rustfrit stål. Denne hastighedsforskel giver direkte lavere omkostninger til arbejdskraft og maskintid.
Her er den praktiske konklusion: Angiv ikke titan, når aluminium opfylder dine krav. Vælg ikke automatisk rustfrit stål, når kulstofstål giver tilstrækkelig korrosionsbestandighed. Hver unødigt høj specifikation øger omkostningerne uden at tilføje værdi til din anvendelse.
Forholdet mellem tolerance og omkostninger
Strammere tolerancer koster altid mere – men forholdet er ikke lineært. Ifølge Fictivs forskning inden for fremstillingsorienteret design anvender designs i "mindst indsats"-toleranceområdet ISO 2768-mellemstandard, hvilket repræsenterer en god balance mellem det, der nemt kan opnås med almindelige CNC-maskiner, og det, der er nødvendigt for funktionelle dele.
Hvorfor får stramme tolerancer omkostningerne til at stige? Flere faktorer forstærker hinanden:
- Langsomere bearbejdningshastigheder —opnåelse af præcision kræver omhyggelige, målrettede fræsninger i stedet for aggressiv materialeborttagning
- Yderligere operationer —geometrier kan kræve grovfræsningspassager efterfulgt af separate afsluttende passager
- Specialiseret værktøj —præcisionsarbejde kræver ofte højere kvalitet i skæreværktøjer med mindre runout
- Forlænget inspektionstid —hver streng tolerance kræver verificering med kalibreret måleudstyr
- Højere afvisningsrater —dele uden for specifikationen skal kasseres eller omformes
Den smarteste fremgangsmåde? Anvend strenge tolerancer kun, hvor funktionen kræver det. En præcisionsmaskine-værksted i Mass Precision San Jose eller andre steder vil fortælle dig det samme: angiv kun ±0,001" på kritiske sammenføjelsesflader og lad ikke-kritiske detaljer være på standard ±0,005" eller mere løse.
Ifølge Exact Machine Service’s omkostningsanalyse er det vigtigt at fastlægge de nødvendige tolerancer og overfladeafslutninger ud fra delenes funktionelle krav for at opnå en balance mellem præcision og omkostninger.
Volumenprisning og opsætningsovervejelser
Hver produktionsomgang starter med opsætning – montering af fastspændingsanordninger, installation af værktøjer, kalibrering af maskinen og fremstilling af en første prøve. Disse omkostninger forbliver relativt faste, uanset om du fremstiller 10 eller 1.000 dele.
Overvej dette scenarie: En maskinværksted i San Jose, CA, angiver 500 USD i opsætningsomkostninger plus 20 USD pr. del i maskinbearbejdningstid. Bestil 10 dele, og udgør din opsætningsomkostning 50 USD pr. enhed. Bestil 100 dele, og den falder til 5 USD pr. enhed. Maskinbearbejdningens omkostning forbliver konstant, men din samlede omkostning pr. del falder fra 70 USD til 25 USD.
Her er omkostningsfaktorerne rangeret fra størst til mindst indflydelse på din samlede projektomkostning:
- Dels kompleksitet og geometri —komplekse design, der kræver flere opsætninger, specialværktøjer eller 5-akset bearbejdning, kræver premiumpriser
- Valg af materiale —eksotiske legeringer og svært bearbejdelige materialer øger både råmaterialeomkostningerne og bearbejdningsomkostningerne
- Tolerancrav —hver decimalplads i nøjagtighed tilføjer en uretfærdig stor omkostning
- Ordrekvantitet —højere volumener afskriver oprettelsesomkostninger og kan give ret til partipriser
- Krav til overfladeafslutning —overfladebehandlinger ud over 'som-fremstillet' (Ra 3,2 μm) kræver yderligere operationer
- Sekundære operationer —varmebehandling, anodisering, galvanisering eller maling medfører ekstra omkostninger efter fremstillingen
- Leveringstidskrav —accelereret levering medfører ofte ekstra gebyrer for hast
Vil du reducere omkostningerne uden at kompromittere funktionaliteten? Ifølge fremstillingsmæssige bedste praksis fra Fictiv giver disse konstruktionsændringer de største besparelser:
- Forenkle Geometri —minimer skarpe indvendige hjørner, dybe lommer og indviklede detaljer, der øger fremstillingsomkostningerne
- Brug standardværktøjsstørrelser —konstruktion af detaljer, der er kompatible med almindelige fræsere og bor, reducerer oprettelses- og værktøjsomkostninger
- Design til færre opstillinger —dele, der kan fremstilles i to eller færre opstillinger, undgår omplaceringstid og akkumulering af tolerancer
- Angiv kun funktionelle overfladebehandlinger —anmod kun om polerede overflader, hvor æstetik eller funktion kræver dem
- Overvej lidt større partier —at springe fra 25 til 50 enheder giver ofte uforholdsmæssigt store besparelser pr. enhed
Maskinværksteder i Bay-området og præcisionsmaskinbearbejdningsservicere i hele USA anvender lignende omkostningsstrukturer. Ved at forstå, hvad der driver deres prissætning, kan du designe mere intelligente dele, indsende bedre forberedte tilbud og forhandle ud fra viden frem for gæt.
Disse omkostningsfaktorer bliver især afgørende, når dit projekt kræver branchespecifikke certificeringer. Luft- og rumfart, automobilindustri og medicinske applikationer stiller krav om overholdelse af regler, som påvirker både prissætning og valg af samarbejdspartner – emner, vi vil udforske næste.

Industrielle anvendelser og certificeringskrav
Tror du, at alle maskinfremstillingstilbud er ens? Tænk endnu engang. Værkstedet, der fremstiller dekorativt beslag, opererer efter helt andre regler end det værksted, der fremstiller flybracketter eller kirurgiske implantater. Din branche påvirker ikke kun, hvad du fremstiller – den dikterer også, hvordan din maskinfremstillingspartner skal operere, dokumentere og verificere hvert enkelt trin i produktionsprocessen.
At forstå disse certificeringskrav hjælper dig med at vurdere potentielle partnere og undgå kostbare fejl. Ifølge forskning inden for fremstillingscertificering er certificeringer inden for maskinfremstilling ikke blot en formalitet – de er et kritisk krav, der styrer udvælgelsen af leverandører, kontraktens gyldighed og overholdelse af lovgivningen.
Krav og certificeringer for bilkomponenter
Bilindustrien kræver konsekvens på tværs af store produktionsmængder. Når du producerer tusinder af identiske komponenter, der er beregnet til monteringslinjerne for køretøjer, er variation ikke blot uønsket – den er uacceptabel. Derfor kræver bilproducenter (OEM’er), at leverandører opfylder strenge certificeringskrav, inden der tildeler kontrakter.
IATF 16949-certificering iATF 16949 står som guldstandard for kvalitetsstyring i bilindustrien. Udgivet af International Automotive Task Force bygger denne standard på ISO 9001, men tilføjer bilindustri-specifikke krav. Ifølge AIAG’s certificeringsvejledning , definerer IATF 16949:2016 krav til kvalitetsstyringssystemer for organisationer i den globale bilindustri.
Hvad gør IATF 16949 anderledes end generelle kvalificeringer? Standarden lægger vægt på:
- Fejlforebyggelse —systematiske metoder til identificering og eliminering af potentielle fejl, inden de opstår
- Variationsreduktion —protokoller for løbende forbedring, der gradvist forbedrer proceskontrollen
- Spildeliminering —lean-produktionsprincipper integreret i kvalitetsstyring
- Kunderespecifikke krav —fleksibilitet til at integrere individuelle OEM-specifikationer
Statistisk processtyring (spc) spiller en afgørende rolle i bilproduktionen. I stedet for at inspicere dele efter produktionen overvåger SPC processer i realtid for at opdage variationer, inden de fører til defekte komponenter. Kontrolkort, kapabilitetsindeks og tendensanalyse bliver standardværktøjer for certificerede faciliteter.
For CNC-maskinværksteder i Californien og luft- og rumfarts-CNC-maskinværksteder, der betjener bilkunder, er disse certificeringer ikke valgfrie ekstraudvidelser – de er forudsætninger for at kunne drive forretning. Store OEM’er som General Motors, Ford og Stellantis kræver IATF 16949-certificering fra deres maskinbearbejdningssuppliører.
Certificerede faciliteter som Shaoyi Metal Technology opfylde disse krav fra bilindustrien med IATF 16949-certificering og strenge SPC-protokoller. Deres produktion leverer chassidelmontager med høj præcision og præcisionskomponenter, samtidig med at de opretholder den dokumentation og sporbarehed, som bilindustriens leveringskæder kræver.
Luftfartens Præcisionsstandarder
Hvis bilindustrien kræver konsekvens, så kræver luft- og rumfartsindustrien perfektion – med dokumentation. Hvert materiale, hver proces og hver måling skal dokumenteres og være sporbare. Når komponentfejl kan føre til katastrofale konsekvenser, afspejler certificeringskravene netop disse risici.
AS9100-certificering bygger på ISO 9001 ved at tilføje strenge kvalitetskrav, der specifikt er tilpasset luft- og rumfarts-, forsvars- og rumfartssystemer. Ifølge brancheforskning kræver over 80 % af globale luft- og rumfartsvirksomheder AS9100-certificering fra CNC-leverandører.
Hvad adskiller AS9100 sig fra generelle kvalitetsstandarder?
- Fuldstændig materialetraceabilitet —hver komponent kan spores tilbage til certificeret råmateriale med dokumenterede varmenumre og værkscertifikater
- Førsteartikulinspektion (FAI) —Dokumentation i overensstemmelse med AS9102 beviser, at den indledende produktion opfylder alle specifikationer
- Konfigurationshåndtering —streng revisionskontrol sikrer, at dele svarer til de aktuelle tekniske udgaver
- Risikostyring —formelle processer identificerer, vurderer og mindsker potentielle kvalitetsproblemer
- Forebyggelse af efterlignede dele —verificeringsprocedurer sikrer materialeægtheden
Dokumentationsbyrden strækker sig igennem hele produktionsprocessen. En CNC-maskinværksted i Californien, der betjener luftfartsbranchens kunder, skal føre registreringer, der viser:
- Certifikater for råmaterialer og verificering af kilde
- Værktøjsspor og CNC-programmer anvendt til hver operation
- Operatørers kvalifikationer og uddannelsesregistreringer
- Kalibreringsstatus for al måleudstyr
- Komplet inspektionsdata for hver kritisk dimension
For leverandører af metalbearbejdning i San Jose, CA, og andre regionale værksteder kræver opnåelse af AS9100-certificering en betydelig investering i dokumentationssystemer, uddannelse og forberedelse til revision. Certificeringen åbner dog adgang til luftfartsaftaler, som ikke-certificerede konkurrenter ikke kan efterstræbe.
Overvejelser ved fremstilling af medicinsk udstyr
Produktion af medicinsk udstyr tilføjer endnu et lag regulatorisk kompleksitet. Når drejede komponenter indgår i diagnosticeringsudstyr eller indplantelige enheder, styrer patientsikkerheden alle krav.
Ifølge FDA's regulatoriske retningslinjer , skal producenter etablere og følge kvalitetssystemer for at sikre, at deres produkter konsekvent opfylder de gældende krav og specifikationer. Disse kvalitetssystemer for FDA-regulerede udstyr kaldes aktuelle gode fremstillingspraksis (CGMP).
ISO 13485 Certificering sigter specifikt mod kvalitetsstyring af medicinsk udstyr. Selvom det i struktur minder om ISO 9001, tilføjer det krav til:
- Designkontrol —systematisk verificering af, at udstyr opfylder kravene til den tilsigtede anvendelse
- Procesvalidering —dokumenteret bevis for, at fremstillingsprocesser konsekvent giver acceptabelt resultater
- Biokompatibilitetsdokumentation —bevis for, at materialer ikke vil forårsage uønskede reaktioner hos patienter
- Sterilisationsvalidering —verificering af, at steriliseringsprocesser opnår de krævede sterilitetsgarantiniveauer
- Håndtering af klager —formelle systemer til sporing og undersøgelse af produktproblemer
FDA's regler for kvalitetssystem (21 CFR Part 820) udgør den reguleringstekniske ramme i USA. Ifølge FDA-dokumentationen omfatter QS-reglerne en 'paraply'-tilgang, der kræver, at producenter udvikler og følger procedurer, der er passende for deres specifikke udstyr.
Hvad betyder dette for din maskinfremstillingspartner? De skal sikre:
- Komplette udstyrshistorikregistreringer for hver fremstillet parti
- Validerede fremstillingsprocesser med dokumenterede parametre
- Kalibreret måleudstyr, der kan spores tilbage til nationale standarder
- Kontrollerede miljøer, der er passende i forhold til produktkravene
- Personaleuddannelsesregistre, der dokumenterer kompetence
FDA har for nylig udstedt den endelige regel om kvalitetsstyringssystem (QMSR), hvori ISO 13485:2016 er integreret i den regulatoriske ramme. Denne harmonisering betyder, at leverandører af maskinerede medicinsk udstyr i stigende grad skal overholde både FDA-kravene og internationale standarder.
Vælg den rigtige certificerede partner
Din branche afgør, hvilke certificeringer der er mest relevante. Her er en hurtig reference:
| Branche | Primær certificering | Nøglekrav |
|---|---|---|
| Automobil | IATF 16949 | Statistisk proceskontrol (SPC), fejlforebyggelse, kundespecifikke krav |
| Aerospace/Forsvar | AS9100 | Fuld sporbarthed, første artikel-inspektion (FAI), konfigurationsstyring |
| Medicinsk udstyr | ISO 13485 | Designkontrol, procesvalidering, klagehåndtering |
| Generel industri | ISO 9001 | Grundprincipper for kvalitetsstyring, løbende forbedring |
Antag ikke, at en virksomhed, der er certificeret inden for én branche, automatisk er kvalificeret inden for en anden. Leverandører inden for luft- og rumfart, der er certificeret i henhold til AS9100, kan mangle de systemer til fremstilling i højt volumen, som bilindustrien kræver. Specialister inden for medicinsk udstyr kan muligvis ikke have erfaring med de eksotiske legeringer, som luft- og rumfartindustrien kræver.
Når du vurderer potentielle partnere, skal du verificere certificeringerne direkte. Bed om kopier af certifikaterne, tjek udløbsdatoerne og bekræft, at certificeringsområdet dækker dine specifikke produkttyper. Certificeringsorganer opretholder offentlige databaser, hvor du selv kan verificere en leverandørs status.
Disse certificeringskrav tilføjer omkostninger og kompleksitet til servicefremstilling – men de findes af gode årsager. Når dine komponenter indgår i køretøjer, fly eller medicinsk udstyr, retfærdiggør risikoen investeringen i strenge kvalitetssystemer. At forstå, hvad hver branche kræver, hjælper dig med at finde partnere, der rent faktisk kan opfylde deres løfter.
Certificeringer fastlægger grundlæggende kvalitetssystemer, men hvordan verificerer fremstillingsserviceudbydere faktisk, at enkeltdelene opfylder dine specifikationer? Svaret ligger i inspektionsmetoder og kvalitetsstyringsprotokoller – vores næste emne.
Kvalitetsstyring og toleranceverificering
Din fremstillingspartner har en imponerende certificering. Men her er det reelle spørgsmål: Hvordan beviser de faktisk, at dine dele opfylder specifikationerne? Certificeringer fastlægger systemer – inspektion verificerer resultater. At forstå, hvordan professionelle faciliteter måler, dokumenterer og verificerer dimensioner, hjælper dig med at vurdere kvalitetspåstande og fortolke de inspektionsrapporter, du modtager sammen med dine leveringer.
Uanset om du samarbejder med en maskinværksted-facilitet i Santa Clara eller indkøber hos maskinværksteder i Santa Clara, CA, forbliver kvalitetsstyringsgrundprincipperne ens hos pålidelige udbydere.
Forståelse af tolerancespecifikationer
Før nogen måling foretages, skal alle være enige om, hvad "acceptable" betyder. Tolerancespecifikationer definerer den tilladte variation fra nominelle dimensioner – og at forstå dette sprog hjælper dig med at kommunikere effektivt med din maskinbearbejdningssamarbejdspartner.
Tolerancer fremgår i flere former på tekniske tegninger:
- Bilaterale tolerancer — variation tilladt i begge retninger (f.eks. 25,00 ±0,05 mm)
- Unilaterale tolerancer — variation tilladt kun i én retning (f.eks. 25,00 +0,00/–0,10 mm)
- Grænseværdier — eksplicitte maksimale og minimale værdier (f.eks. 24,95–25,05 mm)
- GD&T-angivelser — symboler for geometrisk dimensionering og tolerancer, der styrer form, orientering og position
Hvorfor er dette vigtigt for kvalitetsverificering? Ifølge CMM-metrologiforskning , avancerede systemer kan måle komplekse geometrier med ekseptionel præcision og opnår ofte måleusikkerheder inden for mikrometerområdet. Men selv den mest sofistikerede udstyr betyder intet, hvis tolerancekravene ikke er tydeligt defineret.
Inspektionsprocessen starter med din tegning. Alle dimensioner, der er markeret som kritiske, måles og dokumenteres. Funktioner med standardtolerancer kan kontrolleres stikprøvevis i stedet for at blive inspiceret 100 % – en praktisk fremgangsmåde, der balancerer grundighed med omkostningseffektivitet.
Inspektionsmetoder og udstyr
Professionelle servicefremstillingssfaciliteter anvender en række inspektions-teknologier, hvor hver enkelt er velegnet til specifikke måleudfordringer. At forstå disse værktøjer hjælper dig med at forstå, hvad der indgår i verificeringen af dine dele.
Koordinatmålemaskiner (CMM) repræsenterer standarden inden for dimensionel verifikation. Ifølge branchedokumentation registrerer koordinatmålingsmaskiner (CMM) datapunkter, som software behandler for at beregne dimensioner, tolerancer og geometriske forhold. Disse avancerede instrumenter fungerer inden for et tredimensionelt koordinatsystem og bruger X-, Y- og Z-akserne til at bestemme nøjagtige positioner.
Hvad gør CMM’er særligt værdifulde?
- Måling af komplekse 3D-geometrier, som manuelle værktøjer ikke kan nå
- Levering af reproducerbare, operatorduafhængige resultater
- Generering af automatiserede inspektionsrapporter med fuld dokumentation af alle data
- Verifikation af GD&T-specifikationer, herunder sand position og profil-tolerancer
Optiske komparatorer projicere forstørrede deleprofiler på skærme til visuel sammenligning med referenceoverlays. Disse kontaktløse systemer fungerer godt til:
- Skrøbelige eller let deformable dele
- Gevindprofiler og tandhjulstænder
- Kantafrundinger og afskåringer
- Hurtig visuel verifikation under produktion
Overfladeruhedstestere måle den mikroskopiske struktur på maskinerede overflader. Når din tegning specificerer Ra-værdier (aritmetisk gennemsnitlig ruhed), verificerer disse instrumenter overensstemmelsen ved at føre en føler over overfladen og analysere den resulterende profil.
Her er en sammenligning af almindelige inspektionsmetoder:
| Inspektionmetode | Typisk nøjagtighed | Bedste anvendelser | Begrænsninger |
|---|---|---|---|
| KMM (kontaktbaseret) | ±0,001–0,003 mm | Kompleks 3D-geometri, GD&T-verifikation, produktionsdele | Langsommer ved simple målinger, kræver kontrolleret miljø |
| Optisk komparator | ±0,01–0,025 mm | Profilinspektion, trådverifikation, visuel sammenligning | kun 2D, kræver operatørtolkning |
| Mikrometre/Skærmåleinstrumenter | ±0,01–0,025 mm | Hurtige kontrolmålinger, ydre dimensioner, simple geometriske former | Manuel betjening, begrænset til tilgængelige overflader |
| Højdemålere | ±0,01 mm | Trinshøjder, referencepunkter, arbejde på måleplade | Kræver en plan referenceoverflade |
| Overflade-roughness tester | Opløsning ned til 0,001 μm Ra | Verifikation af overfladekvalitet, procesvalidering | Måler kun overfladetekstur, ikke dimensionsmæssig nøjagtighed |
| 3D Scanning | ±0,025–0,1 mm | Komplekse former, reverse engineering, afvigelseskortlægning | Lavere nøjagtighed end CMM, efterbehandling kræves |
En maskinværksted i Santa Clara, CA, eller en hvilken som helst facilitet med fokus på kvalitet kombinerer typisk flere metoder. Koordinatmålemaskiner (CMM) håndterer den endelige inspektion af kritiske egenskaber, mens manuelle værktøjer understøtter mellemkontroller under bearbejdning.
Dokumentation og sporbarhed
Måledata betyder intet uden korrekt dokumentation. Professionel kvalitetssikring går ud over at foretage målinger – den omfatter fuld sporbarthed fra råmateriale til endelig afsendelse.
Førsteartikulinspektion (FAI) danner grundlaget for produktionskvaliteten. Ifølge fremstillingsforskning fra PMP Metals er FAI en formel, skriftlig proces, der sikrer, at fremstillingen af en komponent eller samling opfylder kundedefinerede eller ingeniørdefinerede konstruktionsspecifikationer, tegninger og krav.
Hvad indeholder en grundig FAI?
- Balladetegn —hver dimension nummereret til reference
- Dimensionel Resultattabel —måleværdier sammenlignet med angivne tolerancer
- Materialecertifikationer —dokumentation, der beviser korrekt legering og varmebehandling
- Procesregistreringer —oplysninger om maskiner og værktøjer, der er anvendt i produktionen
- Godkendelser — operatørens og inspektørens underskrifter, der bekræfter verificering
FAI finder sted ved kritiske tidspunkter: ved første produktionsomløb, efter tekniske ændringer, når produktionssteder skiftes, eller efter længerevarende produktionspauser. Dette checkpoint-system opdager problemer, inden de formidles til hele produktionsmængderne.
Inspektion under proces giver løbende verificering under produktionsomløb. Operatører kontrollerer kritiske mål i faste intervaller – f.eks. hver 10. eller 25. genstand – for at sikre, at processen forbliver stabil. Enhver afvigelse udløser en undersøgelse, inden der akkumuleres ud af tolerance værende dele.
Slut Inspektion protokoller verificerer færdige dele før afsendelse. Afhængigt af dine krav og branchestandarder kan dette omfatte:
- 100 % inspektion af alle kritiske egenskaber
- Statistisk stikprøvetagning baseret på parti-størrelse og acceptable kvalitetsniveauer (AQL)
- Overensstemmelsescertifikat, der dokumenterer overholdelse af specifikationerne
- Fuldstændige dimensionsrapporter med de faktisk målte værdier
Kvalitetsstyringssystemer forbinde disse elementer. Ifølge ISO 9001:2015-forskningen fastsætter denne internationalt anerkendte standard benchmarken for, at virksomheder opfylder og overgår kundens forventninger. En ISO-certificeret maskinværksted har implementeret et robust kvalitetsstyringssystem (QMS), der garanterer konsekvent kvalitet og pålidelighed.
Hvad betyder ISO 9001:2015-certificering faktisk for dine dele?
- Dokumenterede procedurer sikrer konsekvente processer uanset hvilken operatør der udfører din ordre
- Kalibreringsprogrammer verificerer, at måleudstyr opretholder nøjagtighed
- Korrektive handlingsprocedurer håndterer problemer systematisk i stedet for gentagne gange
- Ledelsesgennemgang sikrer kontinuerlig forbedring i stedet for stagnation
Ud over ISO 9001 tilføjer branchespecifikke certificeringer specialiserede krav. AS9102 regulerer dokumentationen for første artikelinspektion (FAI) inden for luft- og rumfart. IATF 16949 kræver statistisk proceskontrol (SPC) inden for bilindustrien. ISO 13485 omhandler sporbarehed for medicinsk udstyr. Din anvendelse afgør, hvilke standarder der gælder – og hvilken dokumentation du bør forvente fra din maskinfremstillingspartner.
Kvalitetssikring kommer i sidste ende an på tillid, der er bekræftet ved dokumenteret evidens. Certificeringer etablerer systemer. Inspektionsudstyr giver kapacitet. Dokumentation beviser resultaterne. Når du vurderer leverandører af service-machining, skal du se ud over de påståede kompetencer for at forstå, hvordan de faktisk verificerer det, de leverer.
Sammenligning af service-machining med alternative fremstillingsmetoder
Du har undersøgt, hvordan servicebearbejdning fungerer, hvad den koster og hvordan kvaliteten verificeres. Men her er det spørgsmål, der holder driftschefer vågne om natten: Er udliciteret bearbejdning faktisk det rigtige valg for dit projekt? Eller vil intern produktion, 3D-printning eller støbning give bedre resultater?
Svaret afhænger af din specifikke situation – volumenkrav, tolerancekrav, materialebegrænsninger og tidspresser påvirker alle den optimale fremgangsmåde. Lad os opbygge en beslutningsramme, der hjælper dig med at vurdere disse kompromiser objektivt.
Servicebearbejdning versus intern drift
Valget mellem at udlicitere eller investere repræsenterer et af de mest afgørende valg, som producenter står over for. produktionsforskning ifølge [kilde], er det typisk mere fornuftigt at udlicitere i starten, medmindre du kræver mere end ca. 4.000–5.000 dele pr. år, har strenge krav til immaterielle rettigheder (IP) eller certificering, eller kan dække en initiel investering på 200.000–700.000 USD plus omkostninger til operatørtræning.
Hvad gør denne beregning så kompleks? Overvej, hvad intern maskinbearbejdning faktisk kræver:
- Kapitalinvestering —en enkelt 5-akset CNC-maskine kan koste 200.000–700.000 USD før installation, værktøjer og uddannelse
- Kvalificerede operatører —CNC forbliver en meget specialiseret proces, der kræver løbende opdaterede kompetencer
- Vedligeholdelse på langt sigt —udstyr kræver regelmæssig kalibrering, reparation og endelig udskiftning
- Gulvplads og energiforsyning —maskinværktøjer kræver passende fundament, strømforsyning og klimakontrol
Hvornår giver outsourcing mere mening? Ved årlige mængder under 1.000 enheder taler regnestykket tydeligt for eksterne partnere. En typisk kontraktværksted kan tilbyde 18 USD pr. del for lavvolumen-CNC-bearbejdning af aluminium – langt mindre end den afskrevne omkostning ved ejet udstyr, der står delvist ubenyttet.
Beregningen ændrer sig dog ved større skala. Når produktionsløb overstiger 5.000 enheder årligt med standardtolerancer, begynder interne investeringer at give lavere stykpriser. Oprettelsesomkostningerne spreder sig over tilstrækkeligt mange dele, så intern produktion bliver økonomisk fornuftig.
Hvis du søger efter «CNC-maskinister i min nærhed», fordi du har brug for lejlighedsvis prototyper eller produktion i mellemstørrelse, tilbyder servicefremstilling næsten altid større værdi end kapitalinvestering.
Når additiv fremstilling giver mere mening
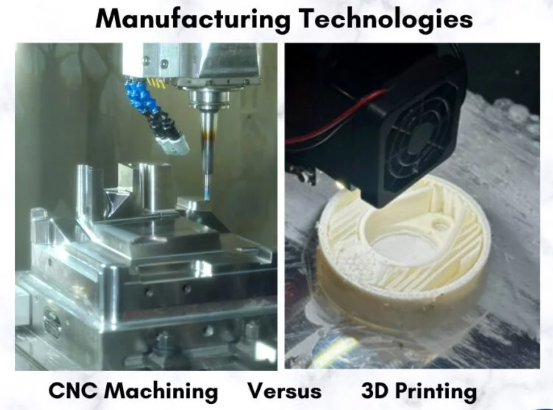
3D-printning har forstyrret fremstillingsøkonomien – men den har ikke erstattet maskinfremstilling. At forstå, hvor hver metode udskiller sig, hjælper dig med at træffe den rigtige valg.
Ifølge Xometry’s proces-sammenligning leverer 3D-printning færdige dele hurtigt, mens CNC-maskinfremstilling kræver individuel opsætning samt generelt manuel programmering og tilsyn. Det er almindeligt, at CNC-komponenter koster op til 10 gange mere end 3D-printede dele ved lav volumen og komplekse geometrier.
Hvor er additiv fremstilling fordelagtig?
- Komplekse indvendige geometrier —gitterstrukturer, konform kølekanaler og organiske former, som skæreværktøjer ikke kan nå
- Hurtig iteration —modifikationer kræver kun filændringer, ikke ny værktøjning eller programmering
- Lavvolumenproduktion —opsætningsomkostningerne er minimale, hvilket gør enkeltdele økonomisk fornuftige
- Muligheder for sammenfletning —monterede dele kan blive én enkelt trykt komponent
Men 3D-printning har betydelige begrænsninger. Forskellige printprocesser giver forskellige styrkeegenskaber i forhold til de oprindelige materialeegenskaber – så lavt som 10 % af materialets brudstyrke for FFF i ABS, men op til 100 % for SLS af nylon. CNC-bearbejdning fremstiller dele i uafbrudte, oprindelige materialer, så styrken er generelt høj.
Overfladekvaliteten udgør en anden udfordring. 3D-printning påvirkes generelt af procesmekanikken – især Z-opløsningen medfører trappetrinformede overflader og synlige uregelmæssigheder. CNC-overfladekvaliteten kan være ekstremt ensartet og meget præcis, hvis fræserbanerne programmeres til en glat overflade.
Det praktiske beslutningspunkt? Vælg additiv fremstilling til prototyper, komplekse geometrier og mængder under 50 enheder. Skift til service-fremstilling, når du har brug for materialeegenskaber på produktionsniveau, stramme tolerancer eller glatte overflader.
Alternativer til støbning og formgivning
For produktion i høj volumen kan hverken fremstilling eller 3D-printing være den bedste løsning. Støbning og injektionsformning giver betydeligt lavere omkostninger pr. del – så snart du har afviklet investeringen i værktøjerne.
Injektionsformning kan fremstille identiske plastdele på sekunder i stedet for timer. Men selve formene koster fra flere tusinde til flere hundrede tusinde dollars, afhængigt af kompleksiteten. Denne investering er kun fornuftig, når du producerer titusinder af identiske komponenter.
Die-casting tilbyder lignende økonomi for metaldele. Komplekse aluminiums- eller zinkkomponenter kan fremstilles hurtigt, så snart værktøjerne findes. Die-casting kan dog ikke opnå maskinfremstillede tolerancer uden sekundære operationer, og designændringer kræver dyre ombygninger af støbeforme.
Hvornår er disse metoder mere fordelagtige end servicefremstilling?
- Volumener over 10.000 enheder —værktøjsomkostningerne fordeler sig til en ubetydelig omkostning pr. enhed
- Stabile designs —ændringer er dyre, så komponenterne skal være produktionsklare
- Moderate tolerancer —nøjagtigheden direkte fra støbning eller formning opfylder kravene
- Længerevarende produktionsløb —samme design vil blive fremstillet i måneder eller år
Sammenligning af fremstillingsmetoder på et blik
Brug denne reference tabel, når du vurderer produktionsmetoderne til dit næste projekt:
| Kriterier | Service-masking | Indenfor-værksted masking | 3D print | Injskionsformning | Formgivnings |
|---|---|---|---|---|---|
| Ideel volumenomfang | 1-5.000 enheder | 5.000+ enheder årligt | 1-50 enheder | 10.000+ enheder | 5.000+ enheder |
| Materielle muligheder | Stort udvalg af metaller og plastikker | Begrænset af egen udstyr | Proces-specifikke polymerer, nogle metaller | Termoplastikker primært | Aluminium-, zink- og magnesiumlegeringer |
| Toleranceniveau | ±0,001" opnåelig | ±0,001" opnåelig | ±0,005–0,010 tommer typisk | ±0,002–0,005 tommer typisk | ±0,005 tommer typisk, masking til strengere tolerancer |
| Leveringstid | Dage til uger | Timer til dage | Timer til dage | Uger til værktøj, derefter hurtig | Uger til værktøj, derefter hurtig |
| Installationsomkostninger/værktøjsomkostninger | Lav-Moderat | Høj kapitalinvestering | Minimalt | $5.000–$100.000+ for forme | $10.000–$100.000+ for dies |
| Pris pr. del (lav volumen) | Moderat | Høj | Lav-Moderat | Meget høj | Meget høj |
| Pris pr. del (højt volumen) | Moderat | Lav | Høj | Meget lav | Meget lav |
| Designfleksibilitet | Høj | Høj | Meget høj | Lav efter værktøjning | Lav efter værktøjning |
| Materialestyrke | Fulde native egenskaber | Fulde native egenskaber | 10–100 % afhængigt af processen | Næsten fulde polymer-egenskaber | Næsten fulde legerings-egenskaber |
At Træffe den Rigtige Valgmulighed for Dit Projekt
Den optimale fremstillingsmetode afhænger af, hvor dit projekt ligger på flere beslutningsakser. Overvej disse scenarier:
Vælg servicefræsning, når:
- Du har brug for metaldele til produktion i mængder fra 10 til flere tusinde
- Tolerancer strengere end ±0,005" er påkrævet
- Din design kan udvikle sig på baggrund af tests eller kundefeedback
- Du mangler kapital til udstyrsinvestering eller kvalificerede operatører
- Du har brug for adgang til 5-akse-maskinværksteder eller specialiserede processer uden at eje dem
Vælg fremstilling i eget værksted, når:
- Årlige mængder konsekvent overstiger 5.000 enheder af lignende dele
- Kontrol med leveringstid er afgørende – du har brug for dele inden for timer, ikke dage
- IP-beskyttelsesmæssige overvejelser gør outsourcing risikofyldt
- Du har allerede eller kan udvikle den kvalificerede arbejdskraft til at betjene udstyret
Vælg 3D-print, når:
- Geometrier inkluderer indre kanaler, gitter eller organiske former
- Du itererer hurtigt igennem designene og har brug for hurtig feedback
- Mængderne er meget lave – især enkeltprototyper
- Kravene til materialestyrke er moderate
Vælg formgivning eller støbning, når:
- Designene er færdiggjorte og stabile til langvarig produktion
- Volumenerne retfærdiggør investeringen i værktøjer – typisk 10.000+ enheder
- Pris pr. del er den primære drijvkræft
- Tolerancenkrav kan opfyldes uden sekundær maskinbearbejdning
Mange projekter drager fordel af hybride tilgange. Lav prototyper med 3D-printning, valider med service-masking, og skaler op til formgivning, når designene stabiliseres. En maskinfabrik i San Francisco eller en maskinfabrik i San Francisco, CA, kan hjælpe dig med at navigere disse overgange – mange tilbyder både maskinbearbejdning og rådgivning om, hvornår alternative metoder giver mening.
For producenter, der undersøger muligheder for CNC-bearbejdning i nærheden af mig i Californien, forbliver beslutningsrammen uændret uanset lokation. Vurder dine prognoser for produktionsmængde, krav til tolerancer, tidspresset og kapitalbegrænsninger. Den rigtige fremstillingsmetode fremkommer ud fra en ærlig vurdering af disse faktorer – ikke ud fra antagelser om, hvilken teknologi der er "bedst".
Med denne beslutningsramme i hånden er det sidste trin at vælge den rigtige bearbejdningspartner til at gennemføre din valgte fremgangsmåde. Kriterierne for vurdering – og de spørgsmål, du bør stille – afgør, om dit projekt lykkes eller oplever problemer.
Valg af den rigtige servicebearbejdningspartner
Du har analyseret processerne, sammenlignet fremstillingsmetoder og forstået, hvad der driver omkostningerne. Nu kommer den beslutning, der afgør, om dit projekt lykkes eller fejler: valget af den rigtige bearbejdningspartner. Dette valg påvirker alt – kvalitet, leveringstid, omkostninger og din evne til at skala op, når efterspørgslen stiger.
Ifølge Principal Manufacturing Corporation's vejledning for udvælgelse af partnere sikrer valget af den rigtige CNC-bearbejdningsservice, at dit projekt bliver en succes. En erfaren virksomhed kan positivt påvirke alle aspekter af produktionsprocessen – fra kvalitet til levering inden for tidsfristen.
Uanset om du vurderer maskinværksteder i San Jose eller udforsker maskinværksteder i Oakland, CA, hjælper disse kriterier dig med at skelne mellem fremragende partnere og blot tilfredsstillende partnere.
Nøglekriterier for vurdering af bearbejdningspartnere
Hvad adskiller en pålidelig bearbejdningspartner fra én, der skaber problemer? Se forbi de citerte priser og vurdér i stedet disse væsentlige faktorer:
- Relevante certificeringer —kontroller, at de har ISO 9001-certificering som minimum samt branchespecifikke standarder som f.eks. IATF 16949 for bilindustrien, AS9100 for luft- og rumfart eller ISO 13485 for medicinsk udstyr
- Udstyrsfunktioner —bekræft, at de råder over de rigtige maskiner til dine dele – enten det drejer sig om 5-akse fræsning, svejtsdrejning eller specialiseret EDM
- Gennemløbstidsydeevne —spørg om typisk gennemløbstid for din mængde og om deres track record for at overholde leveringsforpligtelser
- Kommunikationsrespons —bemærk, hvor hurtigt de reagerer på indledende henvendelser, da dette ofte forudsiger den fremtidige projektkommunikation
- Kvalitetshistorik —anmod om referencer fra lignende projekter og spørg om afvisningsrater og historik over korrigerende foranstaltninger
- Teknisk ekspertise —vurder deres evne til at give DFM-feedback og foreslå forbedringer, ikke kun udføre dine tegninger uden videre
- Kapacitet og skalerbarhed —sikr dig, at de kan imødekomme dine nuværende behov og udvide deres kapacitet i takt med stigende produktionsvolumener
Ifølge brancheforskning vil et kundeorienteret selskab arbejde tæt sammen med kunden for at yde værdifulde indsigt, diskutere designforbedringer og foreslå omkostningsbesparelsesforanstaltninger. Partnere bør fungere som pålidelige rådgivere, der deler deres ekspertise for at hjælpe med at opnå de bedst mulige resultater.
Når du leder efter en maskinværksted i Fremont, CA, eller andre steder, skal du anmode om referencer fra kunder, der har samarbejdet med virksomheden på lignende projekter. Deres erfaringer afslører mere end enhver salgspræsentation.
Forbered dit projekt til succes
Selv den bedste maskinfremstillingspartner kan ikke kompensere for dårligt forberedte projekter. Sæt dig selv op til succes ved at afklare følgende elementer, inden du indsender din første anfordring om et tilbud:
- Fuldstændige designfiler —lever både 3D CAD-modeller (STEP-format foretrækkes) og dimensionerede 2D-tegninger med tydeligt angivne tolerancer
- Materiale specifikationer —angiv specifikke legeringsklasser, ikke kun materialefamilier (f.eks. "6061-T6" i stedet for blot "aluminium")
- Identifikation af kritiske funktionelle egenskaber —markér, hvilke mål og egenskaber der er funktionelt kritiske i forhold til generelle tolerancer
- Mængde- og tidsplankrav —angiv tydeligt mængder, leveringsdatoer samt om kravene eventuelt kan ændres
- Krav til kvalitetsdokumentation —angiv, hvilke inspektionsrapporter, certifikater eller sporbarehedskrav du har
Ifølge Fictivs fremstillingsvejledning giver samarbejde med en erfaren fremstillingspartner fra starten en effektiv vej til indkøb af dele gennem hele produktudviklingsprocessen og hjælper med at mindske risici senere i processen.
Jo mere kontekst du giver op front, jo mere præcise tilbud bliver du givet. Gør ikke potentielle partnere nødt til at gætte på kravene – tvetydighed fører enten til forhøjede priser (de dækker ukendte faktorer) eller overraskelser senere, når antagelserne viser sig at være forkerte.
Lokale værksteder som Jose's Machine Shop eller Diaz Machine Shop kan tilbyde fordele ved ansigt-til-ansigt-samarbejde under komplekse projekter. Begræns dog ikke din søgning geografisk, hvis specialiserede kompetencer er vigtigere end nærhed.
Opscalering fra prototype til produktion
Her er noget, der ofte fanger mange producenter uforberedt: Værkstedet, der er fremragende til prototyper, kan have svært ved at håndtere seriefremstilling – og omvendt. At finde en partner, der håndterer begge faser, sparer dig for smertefulde leverandørskift midt i projektet.
Ifølge produktionsteknisk forskning er det afgørende at samarbejde med et selskab, der kan tilpasse sig fremtidig vækst. Når din virksomhed udvides eller projektets krav stiger, kan en pålidelig partner problemfrit håndtere større produktionsmængder og ændrede krav.
Hvad ser skalerbarhed ud i praksis?
- Prototypefleksibilitet —evne til hurtigt at fremstille små mængder, ofte med leveringstider på én dag ved akutte behov
- Overgangsproduktionskapacitet —håndtering af lavvolumen-produktion (ti til hundrede enheder), mens du validerer dine designs
- Produktionskapacitet —udstyr og arbejdskraft til at fremstille tusindvis af dele månedligt, når efterspørgslen opstår
- Proceskonsistens —vedligeholdelse af identiske kvalitetsstandarder uanset parti-størrelse
- Efterspørgselsrespons —justering af mængder opad eller nedad efter behov uden at kompromittere leveringstidspunkterne
Skalerbare maskinfremstillingspartnere forstår også betydningen af at investere i avanceret teknologi. De opgraderer løbende deres udstyr, software og fremstillingsprocesser for at bevare deres konkurrenceevne og imødekomme den udviklende branches krav.
Specifikt for automobilapplikationer: Shaoyi Metal Technology illustrerer denne skalabarhedsmodel. Deres facilitet leverer præcisions-CNC-maskinbearbejdning med levertider så hurtige som én arbejdsdag for akutte prototyper, samtidig med at de opretholder produktionskapaciteten, IATF 16949-certificeringen og de strenge SPC-protokoller, som bilindustriens leveringskæder kræver. Denne kombination af hastighed og skala betyder, at du ikke vil udvokse din partner, når projekter udvikler sig fra koncept til fuld produktion.
Spørgsmål, du bør stille, inden du forpligter dig
Før du underskriver den første købsordre, skal du få klare svar på disse kritiske spørgsmål:
- Hvilke certificeringer har du, og hvornår blev de sidst revideret?
- Kan I dele referencer fra kunder inden for min branche?
- Hvad er jeres typiske levertid for mit volumenområde?
- Hvordan håndterer du designændringer under produktionen?
- Hvilke inspektionsmuligheder har I in-house?
- Hvordan vil I kommunikere projektstatus og eventuelle problemer, der opstår?
- Hvad sker der, hvis dele ikke opfylder specifikationerne?
Svarene afslører ikke kun kompetence, men også karakter. Partnere, der undgår spørgsmål eller lover for meget, bør vække bekymring. Dem, der giver direkte, specifikke svar – herunder en ærlig anerkendelse af begrænsninger – demonstrerer den gennemsigtighed, som vellykkede samarbejdsforhold kræver.
Servicefremstillingens succes afhænger i sidste ende lige så meget af kvaliteten af partnerskabet som af den tekniske kompetence. Den rigtige partner bringer ekspertise, som du ikke har, opdager problemer, inden de bliver dyre, og skalerer sammen med din virksomhed. Brug tid på at vælge klogt, og dine fremstillingsprojekter vil levere de resultater, du har brug for – til tiden, inden for budgettet og i overensstemmelse med specifikationerne.
Ofte stillede spørgsmål om servicefremstilling
1. Hvad er timelønnen for en CNC-maskine?
Timepriserne for CNC-fremstilling ligger typisk mellem 30 og 100 USD, afhængigt af lokation, maskinernes kompleksitet og det bearbejdede materiale. Faktorer som 5-akse-kapacitet, stramme tolerancer og eksotiske materialer giver højere priser. Opsætningsomkostninger beregnes ofte separat og fordelt over produktionsmængden, hvilket gør større ordrer mere omkostningseffektive pr. del. Hastordrer medfører normalt tillæg på 15–50 % over standardpriserne.
2. Hvad betyder fremstilling?
Maskinbearbejdning er en subtraktiv fremstillingsproces, der skaber ønskede former ved at fjerne unødvendigt materiale fra større råmaterialer. I modsætning til 3D-printning, hvor materiale tilføjes lag for lag, bruger maskinbearbejdning roterende skæreværktøjer eller slibehjul til præcist at fræse materiale væk. CNC-maskinbearbejdning (Computer Numerical Control) automatiserer denne proces ved hjælp af programmerede værktøjsstier og gør det muligt at fremstille komplekse dele med konsekvent kvalitet og tolerancer så små som ±0,001 tommer i metaller, plastik og kompositmaterialer.
3. Hvor lang tid tager CNC-maskinbearbejdning fra ordre til levering?
Leveringstider for servicefræsning varierer afhængigt af kompleksitet, mængde og værkstedets kapacitet. Enkle prototyper kan afsendes inden for 1–3 dage fra faciliteter, der tilbyder hurtig levering. Standardproduktionsløb kræver typisk 1–3 uger, inklusive designgennemgang, programmering, fræsning og inspektion. Komplekse dele, der kræver sekundære processer som varmebehandling eller anodisering, tilføjer yderligere dage. Certificerede automobilleverandører som Shaoyi Metal Technology tilbyder leveringstider så hurtige som én arbejdsdag for akutte prototyper.
4. Hvilke filformater accepterer CNC-maskinværksteder?
De fleste professionelle maskinværksteder foretrækker STEP-filer (.stp, .step) som den universelle standard til udveksling af 3D-modeller, da de kan læses af næsten al CAM-software. IGES-filer er stadig bredt understøttet for flade- og fastlegemsgeometri. 2D DXF/DWG-filer er afgørende for flade dele og supplerende mål. Oprindelige CAD-filer fra SolidWorks, Inventor eller Fusion 360 bevarer hele designintentionen, når værkstederne bruger tilsvarende software. Inkludér altid dimensionerede PDF-tegninger, der specificerer tolerancer, overfladebehandlinger og kritiske funktioner.
5. Hvordan vælger jeg mellem CNC-bearbejdning og 3D-printning?
Vælg CNC-bearbejdning, når du har brug for materialestyrke på produktionsniveau, stramme tolerancer under ±0,005 tommer, glatte overfladeafslutninger eller metaldele i mængder på over 50 styk. 3D-printing er fremragende til komplekse indre geometrier, hurtig designiteration, meget lave mængder og organiske former, der ikke kan fremstilles ved maskinbearbejdning. CNC-dele bibeholder 100 % af materialets oprindelige egenskaber, mens nogle 3D-printprocesser kun opnår 10–50 % af materialets styrke. Mange projekter drager fordel af at prototypemæssigt udvikle med 3D-printing og derefter skifte til maskinbearbejdning til seriefremstilling.