 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

CO2 vs fiber vs krystal: Hvilken laserskæringsteknologi passer bedst til dit projekt?
Hvad er en laserudskæringsworkshop, og hvordan fungerer den?
Har du nogensinde undret dig over, hvordan indviklede metalskilte, præcist udskårne akryldisplay eller specialfremstillede bilkomponenter fremstilles med så fejlfri nøjagtighed? Svaret fører ofte tilbage til en laserudskæringsworkshop – en specialiseret facilitet udstyret med avanceret maskineri, der omdanner råmaterialer til præcise komponenter ved hjælp af koncentrerede lysstråler.
Kort sagt bruger disse faciliteter højtydende lasere til at skære, forme og tilpasse materialer fra rustfrit stål til træ. Teknologien fungerer ved at fokusere en intens laserstråle på materialens overflade , opvarme det til et punkt, hvor det smelter, brænder eller fordampes langs en præcist styret bane. Det, der forbliver, er en ren kant med minimal termisk deformation og næsten ingen materialeaffald.
Disse workshops tilbyder mere end blot udskæring. Her er de primære funktioner, du typisk vil finde:
- Snitning: Skærer præcist igennem materialer og fremstiller dele fra simple former til komplekse geometrier
- Gravering: Fjerner materiale for at skabe permanente design, logoer eller tekst under overfladen
- Etching: Opretter overflade-nære mærker uden dyb materialefjernelse
- Mærkning: Skaber synlige ændringer på overflader til identifikation, branding eller dekorative formål
Fra industrielle gulve til din dørtrin
Historien om laserskæringsteknologien minder om en fascinerende udviklingshistorie. Da Theodore Maiman udviklede den første fungerende laser i 1960 , forestillede få sig, at den engang ville blive tilgængelig for små virksomheder og amatører. I årtier forblev disse maskiner lukket inde i luft- og rumfartsfaciliteter samt store produktionsanlæg – massive, dyre anlæg, som kun store koncerner kunne betale.
Fast frem til i dag, og landskabet ser bemærkelsesværdigt anderledes ud. Det, der engang var en eksklusiv industriel teknologi, er blevet demokratiseret. Moderne laserskæringsydelser kan nu bruges af alle, fra Fortune 500-virksomheder til weekendproducenter, der arbejder på passionerede projekter. Du finder en laserskærer, der håndterer alt fra prototypeudvikling til fuld produktion, med online bestilling, hvilket gør processen så enkel som at uploade en designfil.
Teknologien bag præcisionsskæringer
Hvad er laserskæring egentlig? Forestil dig at fokusere sollyset gennem et forstørrelsesglas, men forstærkes tusindvis af gange. Laserstrålen, der genereres af CO2, fiber eller krystallaserkilder, bliver fokuseret gennem specialiseret optik ind i et utrolig smalt punkt. Denne koncentrerede energi opvarmer materialet så præcist at skæringshærderne kan være mindre end et menneskehår.
Processen begynder med din designfil, der typisk er oprettet i CAD-software, som sendes til et computernumerisk styresystem (CNC). Denne automatisering sikrer, at hvert stykke bliver reproduceret nøjagtigt efter specifikationen, uanset om du laver et stykke eller tusind. Hvad blev resultatet? Lasergravering og -skæring på brug med en konsistens, som manuelle metoder simpelthen ikke kan matche.
Hvem bruger laserskæring i dag?
Kunderne til laserskæring og -gravering er vokset dramatisk. Fabrikanterne er afhængige af disse butikker for produktionskomponenter. Arkitekter bestiller brugerdefinerede arkitektoniske elementer. Kunstnere skaber indviklede skulpturer. De små virksomheder producerer mærkevarer. Selv hobbyister der søger lasergravering nær mig, har nu adgang til professionelle resultater.
Uanset om du har brug for en enkelt prototype eller tusindvis af identiske dele, giver en forståelse af, hvordan disse faciliteter fungerer, dig en bedre position til at udnytte deres kapacitet til dine specifikke projektkrav.
Forståelse af CO2-fiber- og krystallaser-teknologier
Nu hvor du kender til de ydelser, som disse faciliteter tilbyder, skal vi dykke ned i den teknologi, der gør det hele muligt. Ikke alle lasere er skabt lige – og at kende forskellen mellem CO2-, fiber- og krystallaser-systemer kan spare dig tid, penge og frustration, når du vælger den rigtige laserskæreservice til dit projekt.
Tænk på det på denne måde: At vælge en lasertype er ligesom at vælge det rigtige værktøj fra en værktøjskasse. En hammer virker fremragende til søm, men dårligt til skruer. På samme måde udmærker hver laserteknologi sig med bestemte materialer og anvendelser. At forstå disse forskelle hjælper dig med at kommunikere effektivt med serviceudbydere og sikrer, at dit projekt bliver matchet med den optimale udstyr.
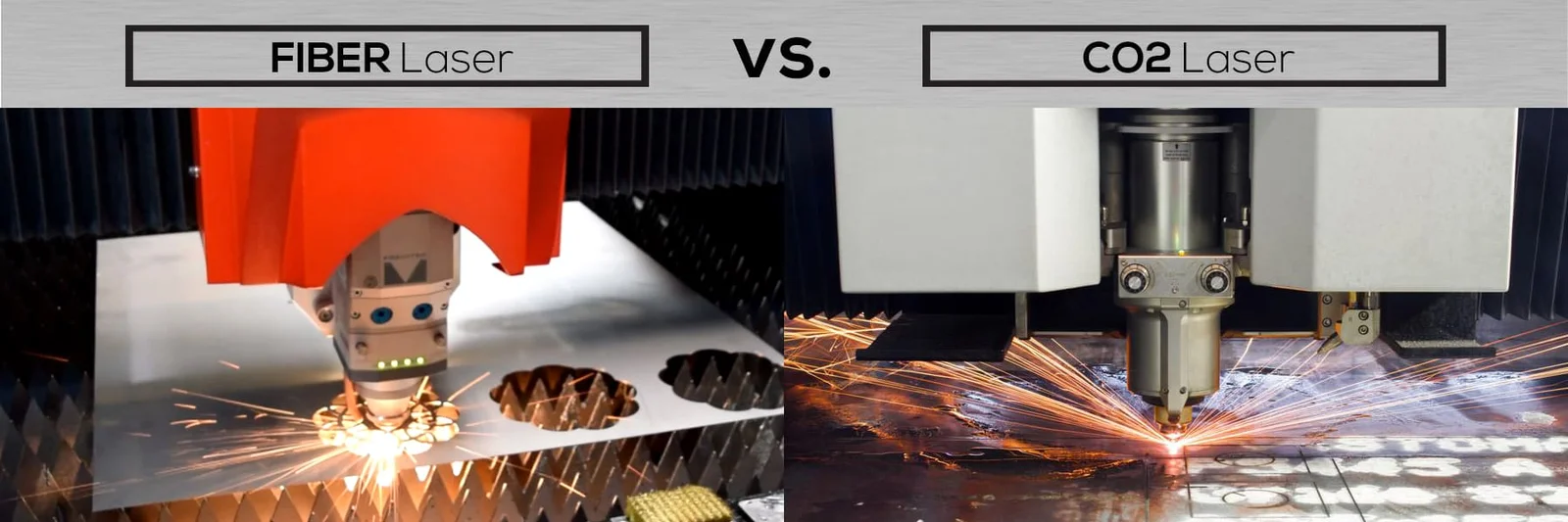
CO2-lasere til organiske materialer
CO2-lasere har i årtier været industrien standardværktøj, og med god grund. Disse gaslasere fungerer ved at elektrisk stimulere en blanding af kuldioxidgas for at frembringe en laserstråle med en bølgelængde på 10,6 mikrometer . Denne længere bølgelængde gør dem ekstremt effektive til ikke-metalliske materialer.
Hvad betyder dette for dine projekter? Hvis du arbejder med træ, akryl, glas, papir, tekstiler, læder eller de fleste plasttyper, leverer en CO2-laser til skæremaskineanvendelser fremragende resultater. Strålen giver rene snit med minimal forgulning af organiske materialer, og akrylarbejde får ofte karakteristiske polerede, glatte kanter – et salgsargument for skilt- og udstillingsanvendelser.
CO2-systemer har dog begrænsninger. De har problemer med reflekterende metaller og kræver mere vedligeholdelse end nyere alternativer. En CO2-laserskæremaskine til metal kan håndtere visse metalarbejder, men er generelt langsommere og mindre effektiv end fiberbaserede alternativer til dette formål.
Fiberlasere til metaloverlegenhed
Når metal er dit primære materiale, udgør fiberlaser-savningstjenester guldstandarden. Disse faststoflasere genererer deres stråle gennem specielt designede glasfibre, som forstærkes af pumpe-dioder, og producerer en bølgelængde på 1,064 mikrometer – cirka ti gange kortere end CO2-lasere.
Hvorfor er bølgelængden afgørende? Den kortere bølgelængde skaber en ekstremt lille fokaldiameter med en intensitet op til 100 gange højere end CO2-lasere ved samme effektniveau. Dette resulterer i hurtigere savnehastigheder, bedre præcision og fremragende ydeevne på reflekterende materialer som aluminium, messing og kobber, som giver CO2-systemer problemer.
Fra et praktisk synspunkt tilbyder en metal-laserudskæringsmaskine med fiber-teknologi yderligere fordele: minimal vedligeholdelseskrav og levetider på over 25.000 laser-timer. For enhver laserudskæringsmaskine til metalapplikationer – uanset om det drejer sig om kulstofstål, rustfrit stål eller titan – leverer fiber-teknologien typisk de bedste resultater.
En specialvariant, der er værd at kende til, er MOPA-laseren, som har justerbare pulsvarigheder. Denne fleksibilitet gør den til en af de mest alsidige muligheder for mange forskellige applikationer inden for én enkelt metal-laserudskæringsmaskine.
Krystallaser: De præcisionsorienterede specialister
Krystallaser, herunder Nd:YAG (neodymium-dopet yttrium-aluminium-granat) og Nd:YVO (neodymium-dopet yttrium-orto-vanadat), fylder en specialiseret niche. Ligesom fiberlaser udskiller de samme bølgelængde på 1,064 mikrometer, hvilket gør dem velegnede til bearbejdning af både metal og plast.
Kompromiset? Krystalllasere indeholder pumpe-dioder, som skal udskiftes efter ca. 8.000–15.000 laser-timer – betydeligt kortere end levetiden for fiberlasere. Selv krystallerne har en begrænset levetid. Selvom de er i stand til fremragende præcisionsarbejde, især ved mærkning og gravering, gør deres højere vedligeholdelseskrav og komponentomkostninger dem mindre almindelige i almindelige laserudskæringsmaskiner til metal.
Valg af den rigtige laserteknologi til dit projekt
Valg af den passende teknologi handler om at matche dine materiale- og anvendelseskrav med laserteknologiens egenskaber. Nedenstående sammenligningstabel beskriver de vigtigste forskelle:
| Laser type | Bedste Materialer | Typisk tykkelseomfang | Hastigheds karakteristika | Ideelle anvendelser |
|---|---|---|---|---|
| CO2 | Træ, akryl, glas, papir, tekstiler, læder, plastik, folier | Op til 25 mm for ikke-metaller; begrænset evne til at skære metal | Moderat; fremragende strålekvalitet | Skilte, udstillinger, gravering, udsætning af ikke-metaller, dekorativt arbejde |
| Fiber | Kulstål, rustfrit stål, aluminium, kobber, messing, titan | Tynd plade til 2+ tommer afhængigt af maskinstørrelse | Hurtig; op til 100 gange intensiteten af CO2 ved samme effekt | Pladefremstilling, bilkomponenter, industrielle komponenter, reflekterende metaller |
| Krystal (Nd:YAG/Nd:YVO) | Metaller, belagte metaller, plastikker, nogle keramikker | Primært tynde materialer; fokuseret på mærkning | Præcis, men kræver mere hyppig vedligeholdelse | Præcisionsmærkning, gravering, specialiserede industrielle anvendelser |
Når du rådfører dig med leverandører af fiberlaser-skæreservices eller andre udbydere, skal du specifikt spørge, hvilke lasertyper de benytter. En værksted med både CO2- og fiberlaser-kapacitet tilbyder fleksibilitet for projekter med blandede materialer, mens specialiserede faciliteter måske kan levere større ekspertise inden for bestemte materialkategorier.
At forstå disse teknologiske grundlag forbereder dig til at træffe velovervejede beslutninger – men teknologi er kun en del af ligningen. Lige så vigtigt er det at vide, hvilke materialer der fungerer bedst med hver lasertype, og hvilke resultater du realistisk kan forvente.
Materialer, du kan skære i en laserskæringsservice
Du har valgt den rigtige laserteknologi – men hvad med materialerne? At vide, hvilke substrater der fungerer med hvert system, transformerer gode resultater til ekseptionelle resultater. Lad os gennemgå de materialekategorier, du vil støde på, og hvad du kan forvente fra hver enkelt.
Forholdet mellem lasertype og materiale handler ikke kun om kompatibilitet – det handler om optimering. En fiberlaser kan teknisk set skære træ, men den leverer ikke de rene kanter, som et CO2-system giver. På samme måde går det ud over tid og giver dårligere resultater at forsøge at skære metal med en CO2-maskine. Følgende vejledning hjælper dig med at matche materialer med teknologi for optimale resultater .
Metaller, som laserskæring håndterer bedst
Laserskæring af metal er en af de mest krævende anvendelser og kræver højtydende fiberlasere for at opnå de bedste resultater. Den gode nyhed er, at moderne udstyr håndterer en imponerende række metalmaterialer med en præcision, som traditionelle metoder ikke kan matche.
Stål og rustfrit stål: Disse er stadig de mest almindeligt forarbejdede metaller. Når man skal laserskære rustfrit stål, giver fiberlasere rene, oxidfri kanter, især når kvælstof fungerer som assisterende gas. Kulstofstål skærer effektivt på tværs af tykkegrænser, fra tyndtformet plader til plader på over en tomme.
Aluminium: Laserskåret aluminium udgør en unik udfordring på grund af sin høje reflektivitet og varmeledning. Men moderne fibersystemer med høj effekt håndterer disse egenskaber effektivt. Man kan forvente en lidt bredere bredde af kanten i forhold til stål, men kantkvaliteten er fortsat fremragende for de fleste anvendelser.
Kobber og messing: Disse meget reflekterende materialer udgjorde engang en alvorlig risiko for laserudstyret. Dagens specialiserede fiberlasersystemer med passende effektniveauer skærer begge materialer pålideligt, hvilket åbner mulighed for elektriske komponenter, dekorative genstande og præcise dele.
Plast og akryl til rene kanter
Laserudskæring af plastmaterialer kræver omhyggelig udvælgelse – ikke alle plasttyper reagerer sikkert på laserbehandling. At forstå, hvilke materialer der kan bruges, og hvilke der skal undgås, beskytter både dit projekt og udstyret.
Akryl (PMMA/Plexiglas): Dette materiale er utvivlsomt den bedste mulighed til laserbehandling. Ifølge ACRYLITE's fremstillingsvejledninger , giver CO2-lasere flammepolerede kanter med skæretolerancer under 0,005"/fod. En akrylskæringstjeneste, der anvender passende indstillinger, levererer glatte, professionelle kanter, der er ideelle til skilte, præsentationsenheder og smykker.
POM (Acetal/Delrin): Denne tekniske plast fungerer fremragende til funktionelle komponenter. Når du har brug for gear, bushinger eller mekaniske dele, skæres POM renligt og opretholder sin dimensionelle stabilitet.
Materialer, der bør undgås: Flere almindelige plasttyper udgør alvorlige risici. PVC frigiver chlor-gas, der danner saltsyre – hvilket ødelægger udstyr og skaber giftige forhold. ABS afgiver cyanidforbindelser og smelter i stedet for at fordampe. Tyk polycarbonat (Lexan) antænder og misfarves kraftigt. Enhver anerkendt facilitet vil afvise disse materialer.
Råd til træ og kompositmaterialer
Træ tilbyder varme og alsidighed, som syntetiske materialer ikke kan efterligne. CO2-lasere håndterer de fleste trætyper effektivt, selvom tæthedsvariationer kræver justering af parametre.
Naturhårde træsorter: Valnød, ahorn, kirsebærtræ og eg giver smukke resultater, men kræver mere effekt og lavere hastigheder på grund af deres højere tæthed. Forvent mørkere kantforgulning, som mange anvendelser faktisk vælger at fremhæve som en æstetisk egenskab.
Lettres træ: Balsa, fyr og ceder skæres hurtigt med lavere effektindstillinger. Disse materialer egner sig godt til prototyper og projekter, hvor hastighed er vigtigere end kantpræcision.
Konstruerede træprodukter: Spånplade og MDF kræver forsigtighed. Limen, der binder disse materialer, kan frigive formaldehyd og andre forbindelser, når de opvarmes. God ventilation er derfor afgørende, og skære-kvaliteten kan variere på grund af uensartethed i limlagene.
| Materialekategori | Almindelige typer | Typisk tykkelseomfang | Bemærkninger til Skære kvalitet | Særlige hensyn |
|---|---|---|---|---|
| Jernholdige metaller | Kolstål, Rostfrit Stål | 24 gauge til 1"+ (fiberlaser) | Rejse kanter; kvælstofhjælp forhindrer oxidation på rustfrit stål | Kræver fiberlaser; CO2-laser er ineffektiv |
| Ikke-jernholdige metaller | Aluminium, kobber, messing | Op til 0,5" afhængigt af legering | God kvalitet af kanter; bredere snitbredde på aluminium | Høj reflektivitet kræver specialiserede fibersistemer |
| Akryl | PMMA, Plexiglas, støbt akryl | Op til 1" med passende effekt | Flamme-polerede kanter; fremragende gennemsigtighed | CO2-laser foretrækkes; beskyttelse forhindrer overfladeskader |
| Ingeniørplaster | POM/Delrin, Mylar | Op til 0,5 tommer | Rejne snit, velegnede til funktionelle dele | Bekræft materiale-sammensætningen; undgå PVC/ABS |
| Naturtræer | Eg, ahorn, valnød, fyr, balsa | Op til 0,75 tommer typisk | Karakteristiske forbrændte kanter; varierer efter densitet | Brandfarlig; lad aldrig ubemandet |
| Tilskåret Træ | Spånplade, MDF, hårdbund | Op til 0,5 tommer | Variabel pga. limlagene | Giftige dampe fra bindemidler; kræver fremragende udluftning |
| Stoffer | Klud, filt, denim, polyester | Enkelt lag til lette stakke | Naturlige fibre skæres rent; syntetiske materialer forsegler kanterne | Brandfare ved naturlige fibre; polyester giver kanter uden fraying |
| Papir/karton | Karton, corrugated, chipboard | Op til 0,25" | Udmærket detaljegenskab | Høj brandfare; sikr lufttilførsel og overvågning |
Når valget af materiale er afklaret, er du klar til at tackle næste afgørende trin – korrekt forberedelse af dine designfiler. Selv perfekte materialer kan ikke kompensere for fejl i filforberedelsen, der udsætter projekter for forsinkelser og øger omkostningerne.
Forbered dine designfiler til succes ved laserskæring
Du har valgt dit materiale og forstået, hvilken laserteknologi der passer til dit projekt. Nu kommer det trin, hvor mange første-gangs-kunder stryger – filforberedelsen. Selv den mest avancerede CNC-laserudskæringsmaskine kan kun arbejde med det, du giver den, og dårligt forberedte filer fører til forsinkelser, forkerte udskæringer og spildt materiale.
Tænk på din designfil som en række instruktioner. Hvis disse instruktioner indeholder fejl, tvetydigheder eller formateringsproblemer, fortolker maskinen dem bogstaveligt – ofte med frustrerende resultater. Den gode nyhed? De fleste problemer ved filforberedelse kan helt undgås, så snart du forstår, hvad laserklippe-tjenester rent faktisk kræver af dine designs.
Filformater, som alle laserskærebutikker accepterer
Laserskærere kræver vektorfiler i stedet for rasterbilleder. Hvorfor? Vektorfiler bruger matematiske stier til at definere former, hvilket gør det muligt at skalere ubegrænset uden tab af kvalitet. Et rasterbillede (f.eks. en JPEG- eller PNG-fil) består af pixel, der bliver uskarpe ved forstørrelse, og som ikke giver de præcise skærestier, som maskinerne kræver.
De fleste præcisionslaserskærefaciliteter accepterer følgende standardformater:
- DXF (Drawing Exchange Format): Den universelle standard for CAD-filer – næsten alle butikker accepterer dette format uden konverteringsproblemer
- AI (Adobe Illustrator): Native Illustrator-filer fungerer godt, især til designs, der indeholder kunstneriske elementer
- SVG (Scalable Vector Graphics): Åben kildekode-format, der bevarer vektorintegriteten på tværs af forskellige softwareplatforme
- PDF (Portable Document Format): Accepteres, når de indeholder vektorgrafik, selvom nogle butikker foretrækker dedikerede CAD-formater
- DWG (AutoCAD-tegning): Native AutoCAD-format, der almindeligvis anvendes i ingeniør- og arkitekturapplikationer
Når der er tvivl, er DXF stadig det sikreste valg. Ifølge SendCutSend's retningslinjer , at verificere målene efter konvertering fra rasterformater er afgørende – at udskrive din design til 100 % skala hjælper med at bekræfte, at alt måler korrekt, inden det indsendes.
Designfejl, der udsætter dit projekt
Selv erfarede designere begår fejl ved filforberedelse. At forstå de mest almindelige fælder hjælper dig med at undgå den tilbage-og-frem-adgang af revisioner, der sænker produktionshastigheden og øger omkostningerne.
Her er fejlene, der oftest forårsager problemer:
- Uafsluttede baner: Hver form skal danne en komplet, lukket kurve. Åbne stier forvirrer laserskæresystemer – maskinen kan ikke afgøre, hvor indersiden ender og ydersiden begynder. Som Kirmell bemærker , kan enhver åben sti resultere i ufuldstændige eller unøjagtige skæringer
- Overlappende eller dubletterede linjer: Når to linjer ligger på samme position, kan laseren skære den pågældende sti to gange, hvilket fører til overdreven materialebrænding eller en skærevide (kerf), der er bredere end tilsigtet
- Forkert målestok eller enheder: En design på 10 mm i din software kan fortolkes som 10 tommer af skæresystemet. Kontroller altid, at din fil bruger konsekvente måleenheder og svarer til de ønskede fysiske dimensioner
- Manglende tolerancer: Laserudskæring opnår bemærkelsesværdig præcision – typisk ±0,1 mm – men fremstilling uden kommunikation af kritiske dimensionskrav resulterer i dele, der ikke passer korrekt i samlingerne
- Aktive tekstbokse: Tekst, der ikke er konverteret til outlines (eller "eksploderet" i nogle CAD-programmer), kan vises forkert eller overhovedet ikke udklippes. Hold musen over tekstelementer – hvis de er redigerbare, skal de konverteres til vektorformer
- Indlejrede rasterbilleder: Baggrundsbilleder eller ikke-vektorgrafik indlejret i din fil vil enten blive ignoreret eller forårsage behandlingsfejl
- Utroligt små detaljer: Detaljer, der er mindre end laserskærens kerfbredde, kan simpelthen ikke udklippes præcist. Cirkler, tekst eller indviklede mønstre under minimumsstørrelsesgrænserne resulterer i forbrændte eller manglende detaljer
Sådan forbereder du dine filer til succes første gang
Korrekt forberedelse omdanner din design til laserskårne dele, der præcist matcher din vision. Følg disse retningslinjer for at sikre, at laserdesignservices kan behandle dine filer uden at anmode om revisioner.
Kontroller, at alle stier er lukkede: Brug dit softwarens værktøjer til stianalyse for at identificere huller. I Illustrator forbinder kommandoen "Forbind" åbne endepunkter. De fleste CAD-programmer indeholder lignende verifikationsfunktioner.
Fjern al duplikatgeometri: Overlappende linjer skyldes ofte kopiering og indsættelse eller import af filer fra andre programmer. Kør dit softwares oprydning- eller sammenføjningsfunktioner for at fjerne unødige gentagelser.
Konverter tekst til konturer: Før eksport vælger du alle tekstelementer og konverterer dem til vektorstier. I Illustrator betyder det "Omdan til konturer". SolidWorks-brugere kan eksportere uden bekymring – de fleste systemer ignorerer automatisk vandmærker med teksten "Student Version".
Tag hensyn til kerf: Laserstrålen fjerner materiale, mens den skærer, typisk 0,1 mm til 0,4 mm afhængigt af materiale og effektindstillinger. For præcise pasforme skal du justere dine skærelinjer med halvdelen af den forventede snitbredde (kerf). Mange værksteder angiver specifikke kerf-værdier på anmodning.
Tjek for indesluttede udskæringer: Indvendige dele, der ikke er forbundet til det primære design, falder væk under skæringen og kan ikke genoprettes. Hvis du har brug for disse elementer, skal du tilføje små broer (faste punkter) for at holde dem på plads, eller indsend dem som separate designs.
Angiv tolerancer tydeligt: For præcision ved laserudskæring af kritiske mål bør du angive specifikke tolerancemål i din fil eller i ordrebemærkninger. Standardnøjagtigheden ligger omkring ±0,1 mm, men at angive, hvilke mål der er mest afgørende, hjælper operatørerne med at prioritere nøjagtighed dér, hvor du har størst brug for den.
Tjek målene gensidigt: Udskriv dit design i 100 % skala og mål de vigtigste detaljer med skydelære eller en lineal. Denne simple fremgangsmåde opdager eventuelle fejl i skalaen, inden de bliver dyre fejl.
Professionel tip: Mange laserudskæringsydelser tilbyder filgennemgang, inden produktionen begynder. Udnyt denne mulighed – en hurtig forproduktionskontrol opdager problemer, som ellers kunne kræve kostbare gentagelser.
Når du har ordnede filer klar, er du godt placeret til at modtage kvalitetsresultater. Men hvordan står det til med laserudskæring i forhold til alternative teknologier? At forstå, hvor denne proces udmerker sig – og hvor andre metoder måske passer bedre – hjælper dig med at træffe den smarteste beslutning for hvert enkelt projekt.
Laserudskæring versus vandstråle, plasma og CNC-fresning
Dine designfiler er klar, og du ved, hvilke materialer der fungerer bedst med laserteknologi. Men her er et spørgsmål, der er værd at stille: Er laserudskæring faktisk det rigtige valg til dit specifikke projekt? Nogle gange er svaret et tydeligt ja – andre gange leverer alternative teknologier bedre resultater til lavere omkostninger.
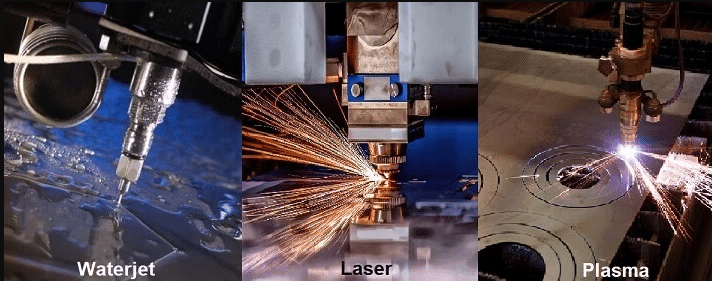
At vælge den forkerte skæremetode kan koste dig tusinder i spildt materiale og tabt tid. Uanset om du driver en metalværksted eller bestiller specialfremstillede dele til et hobbyprojekt, gør det alt muligt at matche den rigtige skæret teknologi med dine specifikke krav. Lad os undersøge, hvordan CNC-laserskæring sammenlignes med tre store alternative metoder: vandstråle-, plasma- og CNC-fræsning.
| TEKNOLOGI | Nøjagtighedsniveau | Hastighed | Materiel forenelighed | Kantkvalitet | Kostningsfaktorer | Bedste anvendelsestilfælde |
|---|---|---|---|---|---|---|
| Laser Skæring | ±0,001 mm til ±0,1 mm; fremragende til fine detaljer | Hurtig på tynde materialer; bliver langsommere ved stigende tykkelse | Metaller, plastik, træ, tekstiler; begrænset ved tykke eller reflekterende materialer uden fiberlaser | Ren, glat kant; minimal efterbehandling | Moderat udstyrsomkostning; effektiv til seriefremstilling af tynde plader | Intrikate designs, tynde plademetal, præcisionsdele, elektronik, skilte |
| Vandjet | typisk ±0,1 mm; fremragende ved tykke materialer | Langsommer end laserskæring og plasmaskæring; 3–4 gange langsommere på 1" stål sammenlignet med plasma | Stort set ethvert materiale inklusive sten, glas, kompositmaterialer; op til 24" tyk for grove skæringer | Satinværdig glat; ingen varme-påvirkede zoner | Højere udstyrsomkostninger (~195.000 USD mod 90.000 USD for plasma); højere driftsomkostninger | Varmefølsomme materialer, tykke plader, sten/glas, luftfartskomponenter |
| Plasma | Mindre præcis end laser; egnet til konstruktionsarbejde | Hurtigst på tykke ledende metaller | Kun ledende metaller (stål, aluminium, kobber) | Danner slagger/dross; kræver ofte efterbearbejdning | Laveste udstyrs- og driftsomkostninger | Konstruktionsstål, tungt udstyr, skibsværfter, arbejde med tykke plader |
| CNC-fræsning | ±0,01 mm; fremragende til kompleks 3D-geometri | Langsommer i alt; fjerner materiale trinvis | Metaller, plastik, træ, kompositmaterialer; håndterer tykke/tætte materialer godt | Glat overflade; kan kræve slibning eller polering | Højere startinvestering; omkostningseffektiv til præcise 3D-dele | Komplekse 3D-dele, luftfart, medicinske udstyr, bearbejdning af tykke materialer |
Når laserskæring overgår alternativer
Laser-CNC-teknologien glimter mest, når præcision og hastighed mødes. Ifølge Makera's sammenligningsundersøgelse opnår laserskæring tolerancer så smalle som ±0,001 mm – hvilket gør den ideel til anvendelser, der kræver fin detaljering og skarpe kanter. Tænk på smykkerdele, elektronikgehuse, brugerdefinerede skilte og indviklet dekorativ bearbejdning.
Den fokuserede stråle skaber ekstremt rene kanter, der ofte ikke kræver yderligere efterbearbejdning. For tynde plademetal og detaljerede mønstre leverer en metalskærende laser resultater, som plasma simpelthen ikke kan matche. Den bedste laser til skæring af tynde materialer falder generelt ind under laser-kategorien, når kvaliteten af kanten og præcisionen er afgørende.
Hastighedsfordele bliver især tydelige ved tynde materialer og komplekse designs. Hvor CNC-fræsning fjerner materiale trinvis (en tidskrævende proces ved indviklede 2D-mønstre), foregår laserskæring af metal næsten øjeblikkeligt langs skærepraten. Produktion i stor skala med korte leveringstider drager betydelig fordel af denne effektivitet.
Laserskæring har dog praktiske begrænsninger. Industritestning bekræfter, at lasere har svært ved overflader med en tykkelse på mere end én tomme – og varmen, der genereres under skæringen, kan efterlade brænd- eller spændingsmærker, hvilket kræver sekundær finish på visse materialer.
Vandstråle vs. laser til tykke materialer
Når materialernes tykkelse stiger eller følsomhed over for varme bliver et problem, fremstår vandstråleskæring som et overbevisende alternativ. Denne køleskæringsteknik bruger vand under højt tryk (ofte blandet med slibende partikler) til at skære igennem materialer uden at danne varme-påvirkede zoner.
Alsådigheden er bemærkelsesværdig. Ifølge Flow Waterjets tekniske sammenligning kan slibende vandstråle-savning håndtere næsten ethvert materiale – metal, sten, glas, kompositmaterialer og endda fødevarer – med tykkelser op til 24 tommer ved grove snit. Ingen anden skæretknologi kan matche denne materialefleksibilitet.
Ved varmefølsomme anvendelser bliver valget tydeligere. Laserskæring genererer koncentreret termisk energi, der kan forvrænge tynde materialer eller skabe hærdede zoner i metaller. Vandstråleskæring frembringer en satinvævet, glat kant uden termisk forvrængning, hvilket gør den foretrukken til luft- og rumfartskomponenter, medicinske udstyr og materialer, hvor metallurgiske egenskaber skal forblive uændrede.
Kompromiset? Hastighed og omkostninger. Tests viser, at plasmaudskæring af 1 tomme tyk stål foregår ca. 3–4 gange hurtigere end vandstråleudskæring, og driftsomkostningerne er cirka halvt så store pr. fod. Komplette vandstrålesystemer koster ca. 195.000 USD mod 90.000 USD for sammenlignelige plasmasystemer. For de fleste metalværksteder, der fokuserer på stål og aluminium, giver plasma eller laser ofte en bedre avkastning på investeringen – men vandstråleudskæring forbliver uerstattelig på grund af dens unikke egenskaber.
At vælge den rigtige teknologi til dit projekt
Efter at have gennemgået disse teknologier bliver én sandhed tydelig: Der findes ikke én enkelt "bedste" skæremetode. Hver enkelt udmærker sig i specifikke scenarier.
Vælg laser og CNC-laserskæring, når:
- Du har brug for indviklede design med fine detaljer i tynde materialer
- Kvaliteten af skærekanten er afgørende, og du ønsker minimal efterbehandling
- Produktionshastigheden på pladematerialer er en prioritet
- Tætte tolerancer (±0,1 mm eller bedre) er påkrævet
Vælg vandskæring, når:
- Materialet ikke kan tolerere varme (luftfartslegeringer, varmebehandlede metaller)
- Du skærer ikke-metaller som sten, glas eller kompositmaterialer
- Tykkelsen overstiger én tomme
- Varme-påvirkede zoner er uacceptable for dit anvendelsesformål
Vælg plasmaskæring når:
- Tykke ledende metaller (stål, aluminium, kobber) dominerer dit arbejde
- Budgetbegrænsninger er vigtigere end kantafslutning
- Hastighed ved skæring af tykke plader vejer tungere end kravene til præcision
- Søger plasma-skæring i nærheden med hurtig levering på konstruktionsarbejde
Vælg CNC-fremsning når:
- Der kræves komplekse tredimensionale former
- Tætte eller tykke materialer kræver præcis bearbejdning
- Krav til overfladekvalitet kræver efterbearbejdning efter skæring
- Anvendelserne kræver fjernelse af materiale fra massive blokke frem for pladeskæring
Mange vellykkede fremstillingsvirksomheder integrerer til sidst flere teknologier – og med god grund. At starte med det system, der dækker dine mest almindelige projekter, giver god mening, men at udvide kapaciteterne over tid gør det muligt at imødekomme bredere kundekrav.
At forstå, hvilken teknologi der passer til dit projekt, er én del af puslespillet. Lige så vigtigt er det at vide, hvad disse ydelser faktisk koster, og hvordan prissætningen fungerer – et emne, der ofte frustrerer nye kunder, der søger gennemsigtighed.
Forståelse af omkostninger og prisfaktorer ved laserudskæring
Hvis du nogensinde har søgt efter en laserskæringstjeneste i nærheden af mig og følt dig frustreret over vagt prisinformatik, er du ikke alene. I modsætning til at købe et produkt fra hylden varierer prisen for laserskæring kraftigt afhængigt af dusinvis af variable – og de fleste leverandører udgiver ikke faste prislister af god grund.
At forstå, hvad der påvirker din endelige pris, giver dig mulighed for at træffe mere velovervejede beslutninger, optimere dine designs for omkostningseffektivitet og kommunikere effektivt, når du anmoder om et tilbud på laserskæring. Lad os gennemgå de faktorer, der faktisk afgør, hvad du skal betale.
Hvad påvirker din endelige pris
Hvert laserskæringsprojekt er unikt, men beregningen af omkostningerne følger forudsigelige mønstre. Ifølge Komacuts prisanalyse omfatter de primære faktorer materialetype, tykkelse, designkompleksitet, skæringstid, arbejdskraftsomkostninger og efterbehandlingsprocesser. Her er, hvordan hvert element påvirker dine laserskæringsomkostninger:
- Materialetype og pris: Forskellige materialer har forskellige grundpriser – rustfrit stål koster mere end blødt stål, og speciallegeringer kræver præmiepriser. Råmaterialeomkostningerne udgør grundlaget for ethvert tilbud
- Materialetykkelse: Tykkere materialer kræver mere energi, langsommere skærehastigheder og øget maskinforurening. En 1 mm ståldele kan f.eks. skæres på én til tre sekunder, mens tykkere råmaterialer kræver betydeligt mere tid og mere energiforbrug
- Design kompleksitet: Indviklede mønstre med mange udstansninger kræver flere gennemborende punkter – og hvert punkt tilføjer skæretid. Ifølge branchedata øger flere gennemborende punkter og længere skæreveje direkte omkostningerne på grund af forlænget maskindrift
- Samlet skærevejlængde: Laseren skal følge hver linje i din tegning. Flere skær betyder mere tid, og tid er penge, når maskinerne kører til 60–100+ USD i timen
- Yderligere efterbehandlingskrav: Afvigling, polering, slibning, pulverlakning eller monteringsarbejde tilføjer arbejdskraft, udstyrsdriftstid og materialer til din samlede omkostning
- Gennemløbstid: Hurtigbestillinger indebærer typisk tillæg på 20–50 % for arbejde samme dag eller i weekenden. Standard leveringstider holder omkostningerne lavere
Smart design-tip: At reducere antallet af udstansninger og forenkle geometrier kan betydeligt sænke dine omkostninger uden at kompromittere funktionaliteten.
Omkostninger til prototyper versus besparelser ved stor produktionsmængde
En af de mest almindelige spørgsmål, kunder stiller: Hvorfor koster min enkelte prototype så meget mere pr. styk end produktionsmængder? Svaret ligger i, hvordan omkostningerne fordeler sig over mængden.
Hver laserudskæringsopgave medfører faste installationsomkostninger uanset mængden – filforberedelse, maskinprogrammering, materialeindlæsning og kvalitetsverificering finder sted, uanset om du udskærer én enkelt del eller tusind dele. Når du bestiller én enkelt prototype, bærer du 100 % af disse installationsomkostninger. Bestil 100 dele, og den samme installationsomkostning fordeler sig over alle enheder.
Økonomien fungerer således:
- Prototypeproduktion (1–10 dele): Opsætningsomkostninger udgør den største andel af din stykpris. Forvent højere priser for laserskæring pr. styk, men lavere samlede projektinvestering til test af koncepter
- Små serier (10–100 styk): Opsætningsomkostninger begynder at sprede sig betydeligt. Denne optimale mængde er ofte fornuftig for begrænsede udgaver, specialkomponenter eller markedsafprøvning
- Produktionsmængde (100+ styk): Faste omkostninger bliver ubetydelige pr. styk. Materialeffektiviteten forbedres gennem optimeret nesting, og værksteder kan tilbyde mængderabatter både på maskintid og materialer
Effektiv nesting – dvs. at placere dele tæt sammen på materialeplader – bliver stadig mere værdifuld ved større produktionsmængder. Ifølge branchens bedste praksis minimerer avanceret nesting-software materialeudnyttelsen, reducerer skæretid og sænker betydeligt stykprisen for seriefremstilling.
Mange laserudskæringsydelser i nærheden af mig og på tværs af branchen kræver ikke minimumsbestillinger, hvilket gør prototyping tilgængeligt. Forståelse af omkostningsstrukturen hjælper dog dig med at planlægge budgetterne realistisk for de forskellige projektfaser.
Få nøjagtige tilbud hurtigt
Er du klar til at få reelle tal for dit projekt? De fleste værksteder tilbyder lynpriser for laserudskæring via deres hjemmesider, men nøjagtigheden af automatiserede priser afhænger stærkt af de oplysninger, du leverer. Sådan kan du optimere processen:
- Indsend rene, korrekt formaterede filer: DXF-filer med lukkede baner og korrekte mål gør det muligt for automatiserede prisberegningssystemer at beregne udklipningstiden præcist. Fejl udløser manuelle gennemgangsforsinkelser.
- Angiv præcise materialer: "Stål" er ikke nok – angiv kvalitet (rustfrit stål 304, blødt stål A36 osv.), tykkelse og eventuelle særlige krav som forbehandling eller certificeringer.
- Angiv mængder klart: Inkluder behovet for prototyper samt den forventede produktionsmængde. Nogle værksteder tilbyder trinvise priser, der viser, hvordan omkostningerne falder ved forskellige mængdetærskler.
- Bemærk alle krav til afslutning: Sekundære processer som afsætning, bøjning, svejsning eller belægning påvirker den samlede pris. Ved at angive disse krav fra starten undgås uventede tillæg senere
- Kommuniker tidsplanens forventninger: Standard leveringstid holder omkostningerne lavere. Hvis du har brug for accelereret levering, skal du nævne det tidligt, så værkstederne kan give et passende tilbud
Når du sammenligner tilbud fra flere leverandører, skal du sikre dig, at du vurderer ækvivalente specifikationer. En betydeligt lavere pris kan indikere forskellige materialekvaliteter, andre toleranceantagelser eller udeladte afslutningstrin. Stil afklarende spørgsmål, inden du forpligter dig – transparente værksteder hilser sådanne samtaler velkommen
At forstå de grundlæggende principper for prissætning giver dig mulighed for at budgettere præcist og optimere dine designs for omkostningseffektivitet. Men omkostninger er kun én overvejelse – at vide, hvilke brancher der benytter disse ydelser, og hvordan de anvender teknologien, kan inspirere nye muligheder for dine egne projekter.

Industrier og anvendelser, der er afhængige af laserskæring
Nu hvor du forstår prisdynamikken, lad os udforske, hvor denne teknologi faktisk bliver anvendt. Fra fabriksgulve, hvor der produceres tusindvis af bilkomponenter, til værksteder i garager, hvor der fremstilles unikke kunstværker, bruges laserskæring i en bemærkelsesværdigt bred vifte af anvendelser. At se, hvordan forskellige brancher udnytter disse muligheder, kan give dig ideer til dine egne projekter.
Alsens alsidighed inden for industrielle laserskæringsprocesser går langt ud over, hvad de fleste mennesker forestiller sig. Ifølge brancheforskning fra Accurl har laserteknologien transformeret sektorer fra luft- og rumfartproduktion til smykkedesign – hver især med krav om forskellige præcisionsniveauer, materialer og produktionsmængder.
Automotive and Transportation Applications
Når du tænker på laserskæring af metal i praksis, repræsenterer bilindustrien en af dens mest krævende testmiljøer. Præcision og konsekvens er her ikke valgfrie – de er krav, der påvirker køretøjets sikkerhed og ydeevne.
Moderne fremstilling af køretøjer er stærkt afhængig af laserskæring af plade til komponenter, der skal opfylde præcise tolerancer hver eneste gang. En laserskæremaskine til pladematerialer håndterer alt fra strukturelle elementer til dekorative kantprofiler:
- Chassikomponenter: Rammeforstærkninger, tværbjælker og strukturelle beslag, der kræver konsekvent dimensionel nøjagtighed på tværs af tusindvis af enheder
- Karosseridæksele: Dørskinne, fenderkomponenter og indre kantprofiler, hvor kvaliteten af kanterne påvirker montering og overfladeafslutning
- Udstødningssystemdele: Varmeskilte, monteringsbeslag og rørkomponenter skåret fra rustfrit stål
- Ophængselementer: Styrestangkomponenter, fjedermonteringer og justeringsbeslag, der kræver stramme tolerancer
- Motorrumdele: Ventildæksler, indsugningsmanifolder og tilbehørsbeslag skåret fra aluminiumslegeringer
Jernbane- og transportsektoren drager ligeledes fordel af laserskæring af metalplader til togkomponenter, sporvognsdele og infrastrukturelementer. Ifølge SENFENG's brancheanalyse , højstyrke-stål og aluminiumlegeringer, der er bearbejdet ved hjælp af fiberoptiske lasersystemer, sikrer pålidelighed og sikkerhed, som disse anvendelser kræver.
Fra prototyper til produktionsserier
Det, der gør laserskæring særligt værdifuld på tværs af industrier, er dens skalerbarhed – samme teknologi, der fremstiller en enkelt prototype, kan udvides til at opfylde produktionsordrer på flere tusinde stykker.
Luftfart og forsvar: Få industrier kræver mere præcision end luft- og rumfart. Rørlaserskæringsydelser fremstiller strukturelle elementer, motorhuskomponenter og flyklamper af titan, højspændingsstål og specialaluminiumlegeringer. Teknologiens evne til at bevare materialestyrken under skæringen er afgørende, når komponenter skal fungere under ekstreme forhold.
- Strukturelle klamper og forstærkninger til fly
- Motorhuskomponenter
- Komponenter til satellitter og rumfartøjer
- Panserplader og komponenter til forsvarsfartøjer
Elektronik og kabinetter: Miniaturiserings-trenden inden for elektronik kræver skærekapaciteter, der svarer til de faldende komponentstørrelser. Lasersystemer skaber præcise udstansninger til ventilation, monteringshuller og kabelrute i serverskabe, styrepaneler og omslag til forbrugsprodukter.
- Datacenteromkapslinger og serverrack-komponenter
- Udstansninger i styrepaneler til kontakter og displaye
- EMI Shielding Components
- Kølelegemer
Skiltning og display: Reklamebranchen anvender laserskæring til fremstilling af opmærksomhedskabende tredimensionale skilte. Kanalbogstaver, metallogos, lysebokspaneler og dekorative udstillingsgenstande drager alle fordel af teknologiens evne til at håndtere komplekse mønstre med rene kanter. Ifølge branchens eksperter leverer fiberlasere med lille til mellem stor effekt (1000 W–3000 W) den nødvendige præcision til indviklede skrifttyper og detaljerede grafikker.
Arkitektoniske elementer: Moderne arkitektur integrerer i stigende grad brugerdefineret metalværk—dekorative skærme, rækværk, facadepaneler og indendørs adskillelsesvægge, der transformerer funktionelle elementer til designudtryk. Rustfrit stål, kobber og aluminiumsplader omdannes til intrikate mønstre, der definerer samtidsrum.
Kreative og kunstneriske laserklippede projekter
Her bliver det interessant for enkeltpersoner. En laserskæringstjeneste til amatører åbner muligheder, der tidligere kun var forbeholdt industrielle producenter—og anvendelsesmulighederne er kun begrænset af fantasiens grænser.
Ifølge Full Spectrum Lasers projektdokumentation , amatører og kunstnere bruger laserteknologi inden for et imponerende udvalg af kreative anvendelser:
- Smykker og tilbehør: Intrikate øreringe, halskæder og dekorative genstande skåret i akryl, træ eller tynde metalplader
- Hjemmeforretning: Brugerdefineret vægdekoration, lagdelte skulpturer, personlige gaver samt funktionelle genstande som underlag og bakker
- Modelbygning: Arkitektoniske modeller, miniature-spillemiljøer og målestoksmodelreplikaer med præcis detaljering
- Møbeldelene: Brugerdefinerede skuffehåndtag, dekorative indlæg og konstruktive elementer til maker-projekter
- Begivenheds- og bryllupsartikler: Pladskort, kagepynt, brugerdefinerede invitationer og mindesmærker
Maker-fællesskabet har især omfavnet CO2-lasersystemer til arbejde med træ, akryl og læder. Disse materialer skæres rent med minimal efterbehandling, hvilket gør dem ideelle til projekter fra enkle prototyper til færdige produkter, der er klar til salg.
Det, der ofte adskiller professionelle resultater fra amatørforsøg, er forståelsen af materialers egenskaber og korrekt filforberedelse – viden, du allerede har opnået i tidligere afsnit af denne vejledning.
Uanset om du er en producent, der søger produktionsstørrelse-kapacitet, eller en amatør, der udforsker kreative muligheder, er det samme grundlæggende teknologi, der tjener begge ender af spektret. Den væsentligste forskel ligger i at finde en serviceudbyder, hvis udstyr, ekspertise og kvalitetsstandarder matcher dine specifikke krav – et emne, der er værd at udforske detaljeret, inden du afgiver en ordre.
Hvordan du vælger den rigtige leverandør af laserverskæring
Du har undersøgt laserteknologier, materialer, filforberedelse og omkostningsfaktorer. Nu kommer beslutningen, der binder alt sammen: at vælge en serviceudbyder, der faktisk kan levere resultater, der lever op til dine forventninger. Dette valg påvirker alt fra delkvaliteten til projekttidsplanerne – vælg rigtigt, og din fremstilling løber smidigt; vælg forkert, og du står over for forsinkelser, genarbejde og frustration.
At finde metal-laserudskæringsydelser, der matcher dine specifikke behov, kræver mere end en hurtig internetsøgning på "laserudskæring i min nærhed." Evalueringen kræver en omhyggelig vurdering af tekniske kompetencer, kvalitetssystemer og kommunikationspraksis. Lad os gennemgå en systematisk fremgangsmåde til at vurdere potentielle partnere.
Vurdering af teknologi og materialekompetencer
Ikke alle laserfabrikationsværksteder bruger den samme udstyr eller betjener de samme markeder. Ifølge California Steel Services er det første skridt ved valg af en leverandør at sikre sig, at de rent faktisk kan arbejde med det materiale, du ønsker — forskellige ydelser specialiserer sig i udskæring af forskellige materialer, fra metaller og plast til træ og glas.
Når du vurderer CNC-laserudskæringsydelser, skal du dykke ned i detaljerne omkring deres udstyr:
- Laser-type og -effekt: Bruger de CO2-, fiber- eller begge typer lasere? Fiberlasere med højere effekt (i området 6 kW–12 kW) kan håndtere tykkere metaller og reflekterende materialer, som lavere effektsystemer ikke kan klare
- Bæddets størrelse og kapacitet: Større borde kan rumme større dele og mere effektiv indpakning til seriefremstilling. Nogle præcisionslaserudskæringsydelser opererer borde, der er længere end 25 fod.
- Præcisionsangivelser: Kvalitetsudbydere angiver deres tolerancer—søg efter evner på omkring ±0,0005 tommer ved præcisionsarbejde.
- Materialetykkelsesområde: Bekræft, at de kan håndtere den specifikke pladetykkelse (gauge) eller pladetykkelse, du har brug for, og ikke kun materialetypen.
En stål-laserudskæringsydelse kan være fremragende til kulstofstål, men mangler erfaring med rustfrit stål eller aluminiumlegeringer. Tilsvarende bringer en værksted, der fokuserer på laser-rørudskæring, specialiseret ekspertise inden for runde, firkantede og rektangulære rør, som faciliteter med udelukkende fladbænksudstyr ikke kan matche. Spørg specifikt om deres erfaring med din materialetype—valg af en ydelse med dokumenteret ekspertise sikrer bedre resultater.
Hvorfor certificeringer er afgørende for kvalitetssikring
Kvalitetssikring adskiller professionelle leverandører af metal-laserudskæringsydelser fra værksteder, der blot ejer laserudstyr. Ifølge Wrightforms evaluationsvejledning afslører spørgsmål om kvalitetskontrolprocesser, hvor alvorligt en leverandør tager dimensionel nøjagtighed, materialeverificering og delkonsistens.
For industrielle anvendelser – især inden for bilindustrien, luft- og rumfart samt medicinsk udstyr – giver certificeringer objektiv validering af kvalitetssystemer:
- IATF 16949: Bilindustriens standard, der demonstrerer omfattende kvalitetsstyringssystemer. Producenter som Shaoyi (Ningbo) Metal Technology vedligeholder denne certificering specifikt, fordi bilkunder inden for chassis, ophæng og strukturelle komponenter kræver verificerede kvalitetsprocesser
- ISO 9001: Den grundlæggende kvalitetsstyringscertificering, der indikerer dokumenterede procedurer og praksis for løbende forbedring
- AS9100: En certificering specifikt for luft- og rumfartsindustrien, der kræves af leverandører af komponenter til forsvar og luftfart
- ISO 13485: En certificering for fremstilling af medicinsk udstyr med strenge krav til sporbarehed
Hvorfor er certificeringer praktisk set vigtige? De indikerer, at leverandøren følger dokumenterede inspektionsprocedurer, vedligeholder kalibreret udstyr og kan demonstrere sporbarehed gennem hele produktionsprocessen. For kritiske anvendelser eliminerer samarbejde med certificerede producenter usikkerheden om, hvorvidt dele vil opfylde specifikationerne konsekvent.
Ud over certificeringer bør du stille spørgsmål om specifikke kvalitetskontrolforanstaltninger: Udfører de dimensionelle inspektioner? Hvilket måleudstyr bruger de? Hvordan håndterer de materialeverificering? Transparente leverandører hilser disse spørgsmål velkommen – undvigende svar tyder på potentielle kvalitetsmangler.
Spørgsmål, du bør stille, inden du afgiver din ordre
Før du forpligter dig til en leverandør, skal du indsamle den information, der er nødvendig for at træffe et velovervejet beslutning. Brug denne trin-for-trin-vurderingsliste til systematisk at evaluere potentielle partnere:
- Bekræft materialekompatibilitet og erfaring: "Hvilke materialer bearbejder du regelmæssigt, og hvilke tykkelser kan du håndtere for [dit specifikke materiale]?" Søg efter leverandører med dokumenteret ekspertise inden for dit materiale – ikke kun teoretisk kapacitet
- Verificer teknologispecifikationer: "Hvilke lasertyper anvender I, og hvilke effektniveauer?" For metalbearbejdning indikerer fiberlasere i området 6 kW+ alvorlig kapacitet. Nogle leverandører, som f.eks. California Steel Services, anvender fiberlasere i området 6–12 kW med en nøjagtighed på ±0,0005 tommer
- Forstå leveringstidsmuligheder: "Hvad er jeres standardleveringstid, og tilbyder I accelererede muligheder?" Produktionskapaciteten varierer betydeligt – nogle værksteder kan håndtere hastordrer inden for dage, mens andre kræver uger
- Gennemgå kvalitetscertificeringer: "Hvilke certificeringer har I, og kan I fremlægge dokumentation?" For automobilapplikationer demonstrerer IATF 16949-certificering – som f.eks. den, som Shaoyi opretholder for deres hurtige prototypering og automatiserede produktion – den kvalitetsinfrastruktur, som alvorlige projekter kræver
- Vurder tilgængeligheden af designstøtte: "Tilbyder I filgennemgang eller hjælp til designoptimering?" Ifølge branchens bedste praksis kan virksomheder, der tilbyder designstøtte, hjælpe med at forfine projekter og undgå kostbare fejl
- Afklar yderligere servicefunktioner: "Tilbyder I sekundære processer såsom afskæring, bøjning, overfladebehandling eller samling?" Enkeltkildeleverandører forenkler logistikken og sikrer konsistens på tværs af produktionsfaserne
- Vurder svarfremstødighed i kommunikation: "Hvad er jeres typiske tid til tilbudsafgivelse?" Leverandører, der tilbyder hurtige svar – nogle leverer tilbud inden for 12 timer – demonstrerer en kundefokuseret tilgang, som typisk fortsætter gennem hele projektet
- Tjek skalerbarhed: «Kan I håndtere både prototype-mængder og produktionsvolumener?» Fleksible leverandører kan tilpasse sig vækst uden, at I skal finde nye partnere, når behovene ændrer sig
- Forstå geografiske overvejelser: «Hvor er I placeret, og hvilke fragtmuligheder tilbyder I?» Nærhed reducerer fragtomkostninger og transporttid, selvom mange præcisionslaserudskæringsydelser effektivt sender varer landsgældende
- Anmod om referencer eller eksempler: «Kan I fremlægge eksempler på lignende arbejde eller kunde referencer?» Kvalitetsleverandører deler gerne deres track record – tøven kan være et tegn på begrænset relevant erfaring
Professionel tip: Den bedste indikator for fremtidig ydelse er tidligere adfærd. Anmod om referencer fra kunder med lignende projektkrav, og følg op på dem, inden I afgiver betydelige ordrer.
Kommunikationskvaliteten under tilbudsprocessen forudsiger ofte hele samarbejdsforholdet. Leverandører, der reagerer hurtigt, besvarer spørgsmål grundigt og proaktivt identificerer potentielle problemer, demonstrerer den opmærksomhed, der holder projekterne på rette kurs. Omvendt forbedrer langsomme svar og vagt formulerede svar i salgsfasen sjældent sig selv, når produktionen først er sat i gang.
For højvolumenautomotive- eller industrielle anvendelser, der kræver konsekvent kvalitet på tværs af tusindvis af dele, bliver vurderingskriterierne endnu strengere. Omfattende DFM-understøttelse (Design for Manufacturability), hurtig prototypproduktion og certificerede kvalitetssystemer adskiller kompetente partnere fra grundlæggende skæretjenester. Producenter, der tilbyder hurtig prototypproduktion på 5 dage sammen med automatiseret masseproduktion – og som har IATF 16949-certificeringen som bekræftelse på deres kvalitetspåstande – leverer den pålidelighed, som disse krævende anvendelser kræver.
At tage tid til at vurdere potentielle partnere grundigt, inden man afgiver ordrer, forhindrer den kostbare cyklus af fejlbehæftede dele, forsinkede tidsplaner og skift af leverandører. Den ovenstående tjekliste giver en ramme – tilpas den til dine specifikke krav, og tøv ikke med at stille opfølgende spørgsmål, indtil du er sikker på din valgte partner.
Ofte stillede spørgsmål om laserudskæringsværksteder
1. Hvilke materialer kan et laserudskæringsværksted arbejde med?
Professionelle laserudskæringsværksteder håndterer en bred vifte af materialer, herunder metaller (stål, rustfrit stål, aluminium, kobber, messing), plastik (akryl, POM/Delrin), træ (hårdt træ, blødt træ, spånplade, MDF), stoffer, papir og papkarton. Fibertilasere er fremragende til udskæring af metal, mens CO2-lasere fungerer bedst til organiske materialer som træ og akryl. Visse materialer som PVC og ABS bør dog undgås på grund af udslippet af giftige dampe.
2. Hvad koster laserudskæring?
Laserudskæringsomkostninger afhænger af flere faktorer: materialetype og -tykkelse, designkompleksitet (antal udskæringer og længden af skærebanen), bestilte mængder, leveringstid og krav til efterbehandling. Prototyppeløb koster mere pr. styk på grund af faste opsætningsomkostninger, mens produktionsmængder på 100+ styk reducerer stykomkostningerne betydeligt. De fleste værksteder tilbyder øjeblikkelige online-tilbud, når du uploader korrekt formaterede designfiler.
3. Hvad er forskellen mellem CO2- og fiberlaserudskæring?
CO2-lasere bruger en blanding af kuldioxidgas, der genererer en bølgelængde på 10,6 mikrometer, hvilket gør dem ideelle til ikke-metaller som træ, akryl, glas og tekstiler. Fiberoptiske lasere genererer en bølgelængde på 1,064 mikrometer med op til 100 gange højere intensitet og er fremragende til at skære metaller, herunder reflekterende materialer som aluminium og kobber. Fiberoptiske lasere kræver også mindre vedligeholdelse og har en levetid på over 25.000 timer.
4. Hvilke filformater accepterer laserudskæringsværksteder?
De fleste laserudskæringsforretninger accepterer vektorfilformater, herunder DXF (den universelle standard), AI (Adobe Illustrator), SVG, PDF (med vektorgrafik) og DWG (AutoCAD). Rasterbilleder som JPEG eller PNG kan ikke bruges direkte. Din designfil skal indeholde lukkede stier, ingen overlappende linjer, korrekt målestok og enheder samt tekst konverteret til konturer for en vellykket behandling.
5. Hvordan vælger jeg den rigtige leverandør af laserskæringstjenester?
Vurder leverandører ud fra deres laserteknologi og effektniveauer, materialeekspertise, kvalificeringer (IATF 16949 for automobilindustrien, ISO 9001 for generel kvalitet), leveringstid og responsivitet i kommunikationen. Spørg om deres specifikke erfaring med din materialetype, anmod om tolerancespecifikationer og spørg om sekundære ydelser som afgrædning eller efterbehandling. Producenter certificeret i henhold til IATF 16949, såsom Shaoyi, tilbyder omfattende DFM-understøttelse og hurtig prototypproduktion til krævende anvendelser.