 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

OEM Metalbearbejdningspartnerskaber: 8 dyre fejl, der tærer på din budget

Forståelse af OEM metalbearbejdning og hvorfor det er vigtigt
Når du har brug for skræddersyede metaldele til dine produkter, men mangler produktionsinfrastrukturen til selv at fremstille dem, hvad er så din bedste mulighed? Her træder Oem metalbearbejdning ind i billedet og tilbyder en strategisk løsning, som tusindvis af virksomheder dagligt er afhængige af.
Kernefunktionen i OEM metalbearbejdning består i at samarbejde med en ekstern producent, der fremstiller metaldele ud fra dine tegninger og specifikationer. Producenten står for fremstillingen, mens du bibeholder ejerskab til produktets intellektuelle ejendom (IP) og mærker de færdige dele med dit eget brand. Tænk på det som at have et dygtigt produktionsteam uden omkostningerne ved at opbygge og administrere din egen fabrik.
Hvad adskiller OEM metalbearbejdning fra almindelig produktion
Her er hvor mange købere bliver forvirrede. Standard metalbearbejdning indebærer typisk produktion af generiske eller katalogdele, som enhver kunde kan købe. I modsætning hertil arbejder OEM-producenter udelukkende ud fra dine proprietære design og skaber komponenter, der ikke vil fremtræde i andres produktlinjer.
Forskellen fra intern produktion er lige så betydelig. At opbygge egne produktionsfaciliteter kræver betydelige kapitalinvesteringer i maskiner, infrastruktur og dygtige medarbejdere. Ifølge analyse af produktionsindustrien er overgangen til OEM i høj grad drevet af dets kapitallet natur, hvilket tillader virksomheder at skaler hurtigt uden store forudgående investeringer.
Tre primære forskelle definerer OEM-fabrikationsmodellen:
- Designejerskab: Du bevarer fuld kontrol over dit produkts immaterielle ejendom, mens OEM-producenten udfører produktionen baseret på dine specifikationer. Dine designs, dit immaterielle ejendom, deres produktionsekspertise.
- Brandingrettigheder: I modsætning til at købe standardkomponenter bærer OEM-fabricerede dele dit brand. Den endelige kunde ser dit produkt, ikke fabrikantens.
- Produktionskapacitetsskalering: OEM-fabricerere bringer etablerede forsyningskæder, trænede medarbejdere og skalafordele med sig. Dette gør det muligt at hurtigt mobilisere produktionen, hvilket gør dem ideelle til alt fra pilotproduktioner til pludselige marktstigninger.
Forklaring af OEM-samarbejdspartnermodellen
Hvorfor er virksomheder i bilindustrien, luftfart, elektronik og sundhedssektoren afhængige af specialiserede OEM-fabricerere i stedet for at opbygge egne produktionsmuligheder? Svaret ligger i fokus og effektivitet.
OEM-fabricerere besidder kompetence til at arbejde med en bred vifte af metaller, herunder stål, aluminium, titanium og forskellige legeringer, så de kan imødekomme mangfoldige industrikrav. Deres ekspertise rækker ud over ren produktion og omfatter innovation og problemløsning. Som bemærket af branchenspecialister , disse producenter samarbejder tæt med kunderne om at forfine designs, optimere produktionsprocesser og løse tekniske udfordringer.
Kontraktmetalbearbejdning adskiller sig grundlæggende fra samarbejde med et almindeligt værksted. Mens værksteder håndterer kortvarige eller enkeltopgaver baseret på tilbud, er kontraktproducenter organiseret omkring langvarige relationer og volumenbaseret arbejde. De tilbyder robuste systemer til tidsplanlægning, kvalitetssikring, materialehåndtering og dokumentation, som produktionsmiljøer kræver.
Kort sagt: Valg af OEM-producenter giver dit firma mulighed for at fokusere på kernekompetencer, uanset om det er produktudvikling, markedsføring eller kunderelationer, mens erfarne produktionspartnere håndterer den komplekse produktionsproces. Denne samarbejdsmodel er blevet uvurderlig for virksomheder, der ønsker at bringe produkter hurtigt på markedet uden at ofre kvalitet eller kontrol.
Det komplette OEM-metalbearbejdningsarbejdsgang
Så du har besluttet at samarbejde med en OEM-producent. Hvad sker der herefter? At forstå hele arbejdsgangen fra indledende koncept til leverede komponenter hjælper dig med at planlægge realistiske tidsrammer, forudse afgørelsespunkter og undgå kostbare overraskelser undervejs.
Præcisionsproduktion efter kontrakt følger en struktureret sekvens, der balancerer hastighed med kvalitet. Hvert trin bygger på det foregående og skaber kontrolpunkter, hvor du kan verificere fremskridt, inden du investerer yderligere ressourcer. Lad os gennemgå denne proces trin for trin.
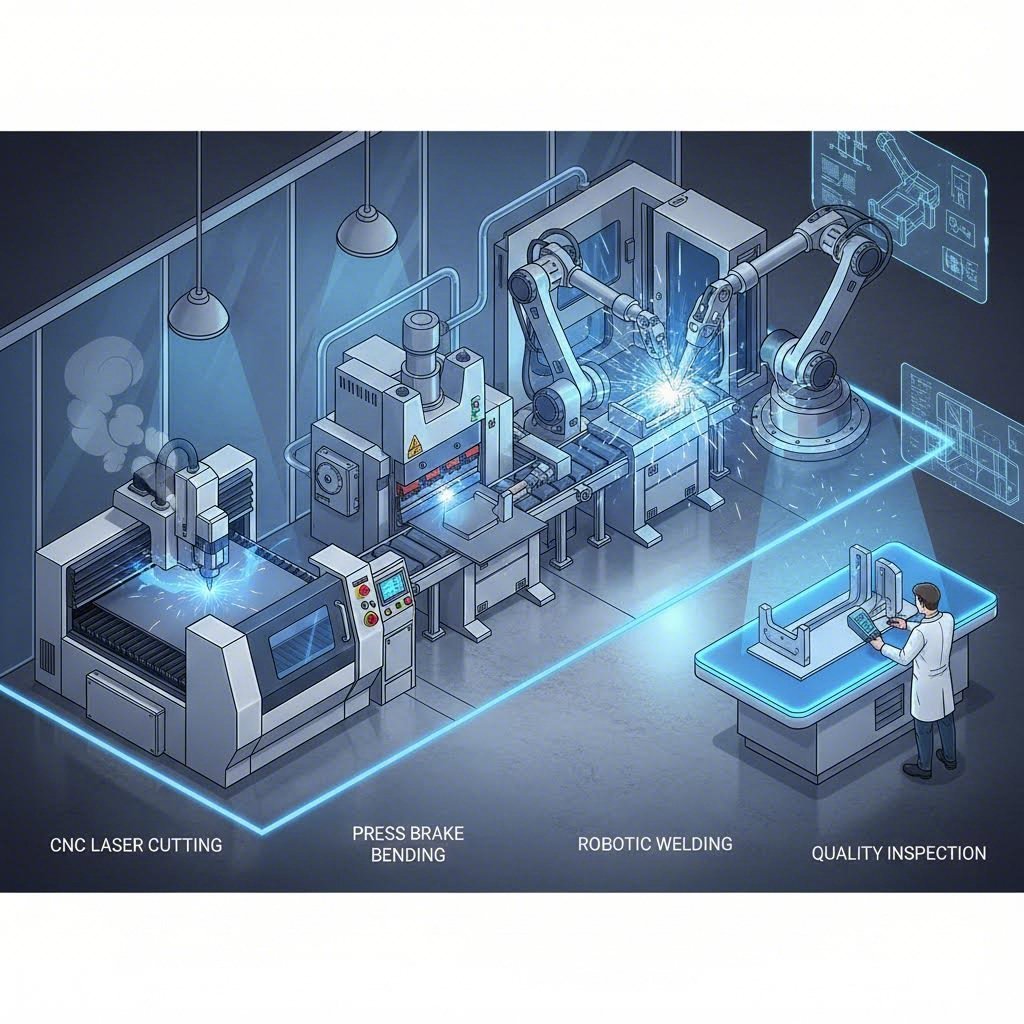
Fra koncept til komponent i otte faser
Den metalvareproduktion efter kontrakt udfolds typisk sig over otte sammenknyttede faser. Selvom varigheden af hver fase varierer ud fra projektets kompleksitet og volumenkrav, forbliver rækkefølgen ens i de fleste metalvareproduktionspartnerskaber.
- Designgennemgang og rådgivning: Rejsen begynder, når du deler dine produktspecifikationer med producenten. I denne fase gennemgår ingeniørerne dine CAD-filer, tegninger og tekniske krav. Ifølge eksperter inden for produktionsprocesser indebærer dette at definere nøjagtige mål, materialetyper, styrkekrav, tolerancer og omkostningsovervejelser. Forvent detaljerede drøftelser omkring din anvendelse, ydeevneforventninger og produktionsvolumener.
- Materialevalg: Ud fra dine designkrav anbefaler producenten passende metaller og legeringer. Forskellige materialer tilbyder unikke egenskaber såsom styrke, korrosionsbestandighed og termisk ydeevne. En erfaren samarbejdspartner inden for kontraktbaseret metalproduktion hjælper dig med at balancere ydeevnekrav op imod budgetbegrænsninger og foreslår ofte alternativer, som du måske ikke har overvejet.
- Prototypering: Før der går til fuld produktion, oprettes fysiske modeller til test og evaluering. CNC-bearbejdning er den mest almindelige prototyperingsmetode, da den tilbyder præcision, alsidighed og hurtige gennemløbstider. For kabinetter, paneler og komponenter, der kræver bøjning og formning, kan pladeudformning være mere hensigtsmæssig. Denne fase giver dig mulighed for at identificere konstruktionsfejl i et tidligt stadium, hvor ændringer koster mindst.
- Værktøjsudvikling: Når prototyperne er godkendt, opretter producenten specialfremstillede værktøjer, fixturer og stans, som er nødvendige for produktionen. Dette investeringsforløb muliggør ensartet og gentagelig produktion i stor skala. Kompleksiteten af dine komponenter påvirker direkte værktøjskravene og de tilknyttede omkostninger.
- Produktionsløb: Den faktiske produktion begynder. Skæring og formning kan omfatte laserskæring, vandskæringsmaskine, plasmaskæring, saksbeskæring eller savning. Komponenter, der kræver stramme tolerancer, behandles med CNC-maskinering for at opnå glatte overflader. Svejsning og samling samler flere dele til færdige komponenter.
- Kvalitetskontrol: Gennem hele produktionen verificerer din partner, at komponenterne opfylder de krævede specifikationer og kvalitetsstandarder. Inspektionsteknikker varierer fra visuelle undersøgelser til avancerede ikke-destruktive testmetoder, afhængigt af dine branchekrav og komponenternes kritikalitet.
- Overfladebehandling: Efter samling har metaldele ofte ru overflade, svejsemærker eller oxidation, som skal fjernes. Afretningsprocesser forbedrer udseende, funktion og holdbarhed gennem slibning, polering, sandblæsning eller pulverlak.
- Logistik og levering: Den sidste fase omfatter emballering, lagring og forsendelse for at sikre tidsmæssig levering. En pålidelig produktionssamarbejdspartner koordinerer disse logistikprocesser, så de passer til dine produktionsplaner og lagerbehov.
Kritiske kontrolpunkter i fremstillingsarbejdsgangen
Lyder det komplekst? Det behøver ikke at være overvældende, når du ved, hvor du skal fokusere din opmærksomhed. Flere kritiske kontrolpunkter afgør projektets succes, og overser du nogle af dem, kan det føre til de dyre fejl, som denne artikel behandler.
Design for manufacturability (DFM) repræsenterer måske det vigtigste kontrolpunkt i hele processen. DFM-principper bør integreres allerede i den første designgennemgang, ikke først efter, at prototyper afslører problemer. Denne proaktive tilgang analyserer dit design for at identificere funktioner, der kan forårsage produktionsproblemer, øge omkostningerne eller mindske komponenternes pålidelighed.
Forestil dig at designe en beslag med en indvendig hjørneradius, der er for spids til standardværktøjer. Uden DFM-analyse kan du overså dette problem, indtil produktionen begynder, hvilket kræver dyre specialværktøjer eller et helt nyt design. Med integreret DFM fra starten vil producenten markere dette problem under designgennemgangen og foreslå en let større radius, der opnår samme funktion til en brøkdel af omkostningerne.
Effektiv DFM-optimering dækker flere nøgleområder:
- Funktionsadgang Sikrer, at maskinbearbejdningsværktøjer og svejseudstyr kan nå alle nødvendige overflader
- Toleranceringsopbygning: Analyserer, hvordan individuelle tolerancer kombineres på tværs af samlede komponenter
- Materialeudnyttelse: Optimerer designs for at minimere affald og reducere materialeomkostninger
- Procesintegration Kombinerer flere operationer, hvor det er muligt, for at reducere håndtering og opsætningstid
Sammenhængen inden for kontraktbaseret metalproduktion fungerer bedst, når du behandler din producent som en samarbejdspartner i stedet for blot en leverandør, der udfører ordrer. Deres produktionseksperterne kombineret med din viden om produktet skaber komponenter, der yder bedre og koster mindre, end hvad hver af parterne kunne opnå alene.
Når arbejdsgangen er etableret, handler det næste afgørende valg om at vælge de rigtige materialer til dine specifikke anvendelseskrav.
Strategier for materialevalg til OEM-metaldele
Valg af forkert materiale til dit OEM-dels fremstillingsprojekt er en af de hurtigste måder at overskride din budgetramme på. Alligevel skynder mange købere sig igennem dette valg og fokuserer udelukkende på de umiddelbare omkostninger, mens de ignorerer, hvordan valget af materiale påvirker alle efterfølgende processer.
Sådan forholder det sig: det metal, du vælger, påvirker ikke kun komponentens ydeevne, men også svejsningskompleksiteten, mulighederne for efterbehandling, værktøjsforringelse og endda fragtomkostningerne. En gennemtænkt materialevalgsstrategi afvejer seks nøglefaktorer, som producenter vurderer forskelligt afhængigt af deres prioriteringer.
Ifølge metallurgiske specialister hos Ulbrich inkluderer de vigtigste faktorer ved legeringsvalg fysiske egenskaber, mekaniske egenskaber, omkostninger, levetid, fabrikationskrav og overfladeegenskaber. Rangordenen af disse varierer fra projekt til projekt, men alle bør indgå i din beslutning.
Valg af materialer i overensstemmelse med anvendelseskrav
Før du går i dybden med specifikke metaller, skal du stille dig selv et par afgørende spørgsmål. Vil din komponent udsættes for fugt, kemikalier eller ekstreme temperaturer? Spiller vægt en rolle for dit anvendelsesområde? Hvilke tolerancer og overfladeafgørelser har du brug for? Svarene guider dig mod den rigtige materialtype.
Fysiske egenskaber driver ofte det indledende valg. Hvis korrosionsbestandighed er vigtig, kigger du sandsynligvis på rustfrit stål eller visse aluminiumslegeringer. Applikationer med ekstreme høje eller lave temperaturer peger måske mod nikkel-legeringer. Forbrugerprodukter, hvor estetik er afgørende, kan prioritere materialer med bedre muligheder for overfladebehandling.
Mekaniske egenskaber indsnævrer feltet yderligere. Krav til styrke, enten trækstyrke eller flydestyrke, behov for ductilitet til formningsoperationer samt krav til hårdhed påvirker alle, hvilken specifik kvalitet inden for en materialtype der er hensigtsmæssig. Husk, at disse egenskaber ofte kan justeres gennem bearbejdning, da valsering og glødeteknikker finjusterer egenskaberne, så de matcher dine behov.
Guide til valg af stål, aluminium og specialmetaller
Lad os gennemgå de mest almindelige materialkategorier, du vil støde på ved fremstilling af metaldele, og hvornår hver enkelt giver mening.
Kulstofstål forbliver arbejdshesten inden for industriproduktion. Det tilbyder fremragende styrke til en relativt lav pris, hvilket gør det ideelt til konstruktionsapplikationer, hvor korrosion ikke er et primært problem. Kuldioxidstål som 1018 bearbejdes godt og kan nemt svejses. Det kræver dog beskyttende belægninger eller overfladebehandlinger i miljøer med fugtpåvirkning.
Rustfrit stål træder til, når korrosionsbestandighed bliver kritisk. Kvaliteterne fra 300-serien, især 304 og 316, dominerer OEM-anvendelser. I miljøer, hvor temperaturen overstiger 2.000 °F, anbefaler Ryerson 310 rustfrit stål på grund af dets oxidationssbestandighed og højtemperaturstyrke. Når der skal svejses, tilbyder 316L modstand mod korngrænsekorrosion efter svejseprocessen.
OEM Aluminium leverer den bedste styrke-til-vægt-ratio inden for kategorien almindelige metaller. Blandt aluminiumslegeringer skiller 6061 sig ud til strukturelle anvendelser, hvor fremragende styrke, korrosionsbestandighed og bearbejdelighed kræves. I modsætning hertil tilbyder 6063-aluminium en overlegen overfladekvalitet, hvilket gør det til det foretrukne valg til arkitektoniske anvendelser og komponenter, hvor estetik er vigtig. Som eksperterne hos Ryerson påpeger: vælg 6061, hvis du har brug for styrke; vælg 6063, når det gælder estetik og formbarhed.
Specialmetaller træder i kraft ved krævende anvendelser. Titanium tilbyder enestående styrke-til-vægt-ydelse og korrosionsbestandighed til luftfart og medicinske enheder. Inconel og andre nikkelbaserede superlegeringer tåler ekstreme temperaturer og korroderende miljøer, som ville ødelægge almindelige ståltyper.
| Materiale | Trækfasthed | Relativ Vægt | Korrosionsbestandighed | Relativ pris | Typiske anvendelser |
|---|---|---|---|---|---|
| Kulstofstål (1018) | Høj | Hårdt | Lav | $ | Strukturelle rammer, beslag, maskinstel |
| Stainless steel (304) | Høj | Hårdt | Fremragende | $$ | Fødevareforarbejdning, kemisk udstyr, medicinsk |
| Rustfrit stål (316) | Høj | Hårdt | Overlegen | $$$ | Marine, farmaceutisk, miljøer med høj korrosion |
| Aluminium (6061-T6) | Medium | Lyserød | God | $$ | Bil-, rumfarts- og maskinindustri |
| Aluminium (5052-H32) | Mellem-Lav | Lyserød | Fremragende | $$ | Pladeemballager, komponenter til skibsfart |
| Titan (Ti 6Al-4V) | Meget høj | Lyserød | Fremragende | $$$$ | Luft- og rumfart, medicinske implantater, racingsport |
Hvordan materialevalg påvirker efterfølgende processer
Dit materialevalg foregår ikke isoleret. Det påvirker alle efterfølgende produktionsprocesser og har indflydelse på både kvalitet og omkostninger på måder, som mange købere undrer sig over.
Svejsekompatibilitet: Ikke alle metaller svejses på samme måde. Det er umuligt at svejse aluminium direkte til stål på grund af deres forskellige metallurgiske egenskaber. Industrier som skibsbyggeri og luftfart bruger bimetalliske overgangsindsatsstykker til at forbinde disse ulige metaller. Selv inden for samme materialefamilie svejses nogle kvaliteter nemmere end andre, hvilket påvirker arbejdstiden og defektraten.
Overfladebehandlingsmuligheder: Forskellige materialer accepterer forskellige overfladebehandlinger. Aluminium kan modtage fabriksfinish, slibet finish eller anodiserede behandlinger, som forbedrer både udseende og korrosionsbestandighed. Stål kræver ofte maling eller pulverlakering til beskyttelse. At forstå dine krav til overfladebehandling fra starten hjælper med at indsnævre materialevalget.
Bearbejdning og værktøjsforbrud: Hårdere materialer slider værktøjer hurtigere, hvilket øger produktionsomkostningerne over tid. Nogle legeringer lader sig nemmere bearbejde end andre, hvilket påvirker cyklustider og overfladekvalitet. Når du angiver tolerancer, skal du huske, at strammere tolerancer på svært-bearedjbbare materialer betydeligt forøger omkostningerne.
Bunden linje? Materialevalg handler ikke kun om metallet i sig selv. Det handler om at forstå, hvordan det valg påvirker hvert trin i din OEM-dels fremstillingsproces. Samarbejd med en producent, der kan vurdere disse downstream-effekter i designfasen, før materialevalgene låser dig fast i undgåelige omkostninger.
Med de valgte materialer bliver det næste overvejelsespunkt lige så afgørende: sikre, at din produktionssamarbejdspartner opretholder de kvalitetscertificeringer og inspektionsstandarder, som din branche kræver.

Kvalitetscertificeringer og inspektionsstandarder forklaret
Du har valgt det perfekte materiale og færdiggjort din design. Men hvordan kan du være sikker på, at dine fremstillede OEM-komponenter rent faktisk lever op til de kvalitetskrav, som dit anvendelsesområde stiller? Det er her certificeringer og inspektionsprotokoller adskiller pålidelige samarbejdspartnere fra risikable.
Her er noget, som mange købere overser: en certificering er ikke bare et skilt på væggen. Den repræsenterer et verificeret kvalitetsledelsessystem med dokumenterede procedurer, trænet personale og eksterne revisioner, der bekræfter, at producenten konsekvent leverer det, de lover. At forstå, hvad hver enkelt certificering reelt betyder, hjælper dig med mere effektivt at vurdere potentielle samarbejdspartnere.
Afkode branchecertificeringer for metalbearbejdning
Gå ind i en metalbearbejdningsenhed, og du vil sandsynligvis se logoer for forskellige certificeringer fremhævet. Men hvad garanterer disse forkortelser egentlig? Lad os gennemgå de mest almindelige, som du vil støde på, når du vurderer leverandører af kontraktmæssige metalprodukter.
ISO 9001:2015 fungerer som grundlag for de fleste kvalitetsstyringssystemer. Ifølge eksperter i branchecertificering kræver denne internationalt anerkendte standard, at organisationer definerer og følger et kvalitetsstyringssystem, der både er passende og effektivt, samt at de identificerer områder til forbedring. Tænk på det som den basale certificering, der viser, at en metalbearbejder har systematiske kvalitetskontroller på plads.
AWS-certificering (American Welding Society) fokuserer specifikt på svejsekvalitet. Denne certificering er bevis for en producents evne til at fremstille kvalitetsstålssvejsninger i overensstemmelse med branchestandarder. Certificeringsprocessen omfatter beståelse af både skriftlige prøver og praktiske svejsetests, som administreres af AWS-certificerede undervisere. Mange virksomheder vil kun samarbejde med AWS-certificerede producenter, hvilket gør denne kvalifikation afgørende for metalbearbejdningsaftaler, der omfatter sammenbyggede svejsede komponenter.
AISC-certificering (American Institute of Steel Construction) giver tredjepartsverifikation for, at en stålproducent har det nødvendige personale, organisation, erfaring, kapacitet og engagement til at opfylde krævende kvalitetsstandarder for konstruktionsstålprodukter. Som bemærket af certificeringsspecialister, anerkendes AISC-certificering i hele USA som et tegn på en kompetent og troværdig stålproducent.
AS9100D stiller krav til kvalitet på linje med kravene i luft- og rumfartsindustrien. Denne certificering bygger på ISO 9001, men tilføjer specifikke krav til luftfartsindustrien, herunder forbedret sporbarhed, konfigurationsstyring og risikobaseret tænkning. Hvis dine komponenter ender i fly eller rumfartsapplikationer, er denne certificering ikke frivillig.
IATF 16949 repræsenterer kvalitetsstandarden for bilindustrien. Ud over grundlæggende kvalitetsstyring fremhæver den forebyggelse af fejl, reduktion af variation og eliminering af spild i varekæden. Automobil-OEM'er kræver typisk denne certificering fra deres tilskæringsleverandører.
ISO 13485:2016 styrer produktion af medicinsk udstyr. Ifølge regulatoriske eksperter hos NSF fremhæver denne standard overholdelse af regler og risikostyring for at sikre sikkerhed og effektivitet af medicinsk udstyr. Den udgør grundlaget for overholdelse af regler for medicinsk udstyr i EU, Canada, Japan, Australien og i stigende grad USA.
Certificeringskrav efter branche
Hvilke certificeringer er vigtige for dit specifikke anvendelsesområde? Branchekrav varierer betydeligt, og valg af en partner uden de rigtige kvalifikationer kan helt stoppe projekter.
- Bilsektoren: IATF 16949-certificering er typisk obligatorisk for direkte leverandører. ISO 9001 kan være tilstrækkeligt for leverandører i lavere niveauer, men automobilerne kræver stigende grad certificeringer hele vejen ned gennem varekæden. AWS-certificering bliver afgørende for chassis og strukturelle komponenter med sammensatte svejsninger.
- Luftfartsektor: AS9100D-certificering er det mindste, der forventes. Afhængigt af det specifikke anvendelsesområde kan yderligere certificeringer som Nadcap (for særlige processer) være påkrævet. Sporbarhedskrav udvides til råmaterialecertificeringer og batchsporing for varmebehandling.
- Medicinsk udstyr: ISO 13485:2016 er afgørende for producenter, leverandører og serviceytere. Som NSF påpeger, etablerer denne standard kvalitets- og sikkerhedsprocesser fra design til produktion, installation og service. FDA har tilpasset sine krav til ISO 13485, med fuld gennemførelse af den nye regel om kvalitetsstyringssystemer fra februar 2026.
- Maritim sektor: Certificeringer fra klassifikationsselskaber som ABS (American Bureau of Shipping) eller Lloyd's Register bekræfter, at fremstillede komponenter opfylder maritime sikkerhedsstandarder. Disse certificeringer indebærer regelmæssige revisioner og krav til materialetraceabilitet specifikt for maritime anvendelser.
- Generel industri: ISO 9001:2015 giver et solidt grundlag. CRSI (Concrete Reinforcing Steel Institute)-certificering er vigtig for armeringsstål-anvendelser og sikrer hårde krav til kvalitetskontrol, produktion og inspektion.
Kontrolpunkter for kvalitetskontrol, der beskytter dine produkter
Certificeringer etablerer rammerne, men det er på værkstedsgulvet, at det afgøres, om dine fremstillede OEM-komponenter faktisk opfylder specifikationerne. Effektiv kvalitetskontrol indebærer flere inspektionsmetoder, der anvendes på strategiske punkter gennem hele produktionsprocessen.
Dimensionel verifikation bekræfter, at færdige dele overholder dine designspecifikationer. Dette spænder fra manuelle målinger med skydelære og mikrometerskrue til avancerede koordinatmålemaskiner (CMM) til komplekse geometrier. Kritiske dimensioner undersøges til 100 %, mens mindre kritiske funktioner kan følge statistiske stikprøveplaner.
Materialeprøvning verificerer, at den metaltype, du har specificeret, faktisk er det, du har modtaget. Dette inkluderer kemisk analyse for at bekræfte legeringssammensætning, mekanisk testning for trækstyrke og hårdhed samt certificeringer, der sporer materialet tilbage til mosen. For kritiske applikationer giver uafhængig tredjeparts-test ekstra sikkerhed.
Veldinspektion anvender flere teknikker afhængigt af kritikaliteten. Visuel inspektion afslører overfladedefekter, mens ikke-destruktive testmetoder som ultralydstest, røntgeninspektion eller magnetpartikelinspektion afslører indre fejl, der er usynlige for det blotte øje. Inspektører certificeret efter AWS bringer standardiserede evalueringsskriterier til denne proces.
Overfladeanalyse sikrer, at komponenter opfylder æstetiske og funktionelle krav. Profilometre måler overfladeruhed kvantitativt, mens visuelle standarder verificerer belægningsstykkelse, farveens konsistens og udseende. For anodiserede eller belagte dele bekræfter vedhæftningstest holdbarheden af overfladebehandlingen.
Forståelse af tolerancespecifikationer
Tolerancespecifikationer påvirker direkte både komponenternes ydeevne og produktionsomkostninger. Strammere tolerancer kræver mere præcise udstyr, langsommere bearbejdningshastigheder og øget inspektion, hvilket alt sammen øger omkostningerne. At forstå branchens standardtolerancer hjælper dig med at specificere passende uden at overkonstruere.
Generelle maskinbearbejdnings tolerancer ligger typisk inden for +\- 0,005 tommer for de fleste kommercielle anvendelser. Præcisionsanvendelser kan kræve +\- 0,001 tommer eller strammere. Plademetalbearbejdning holder generelt +\- 0,015 tommer på formede dimensioner, selvom dette varierer med materialetykkelse og bøjningskompleksitet.
Nøglen er at afstemme tolerancer med funktionskravene. Spørg dig selv: hvilken tolerance har denne funktion faktisk brug for at udføre sin opgave? At specificere unødigt stramme tolerancer på ikke-kritiske funktioner spilder penge uden at forbedre produktets ydeevne.
Kvalitetsorienterede fabriceringsvirksomheder hjælper dig med at optimere toleranceangivelser under gennemgangen af design til producibilitet. De identificerer, hvilke dimensioner der virkelig kræver stram kontrol, og hvilke kan acceptere standard produktionstolerancer, og skaber dermed en balance mellem ydeevnekrav og produktionens økonomi.
Når kvalitetsrammerne er forstået, bliver det næste overvejelse, hvordan disse standarder anvendes forskelligt på tværs af bestemte brancheområder, hver med unikke krav til fremstilling og overholdelse.

Branchespecifikke OEM-krav til fremstilling
Her er et spørgsmål, der driller mange indkøbshold: hvorfor koster samme type beslag dramatisk forskellige beløb afhængigt af, om det ender i en bil, et fly eller en hospitalsmaskine? Svaret ligger i branchespecifikke krav, som grundlæggende ændrer måden, hvorpå samarbejdspartnere inden for kontraktfremstilling og metalbearbejdning tilgangen til hvert projekt.
Hvert sektor stiller unikke krav. Disse forskelle rækker langt ud over blot at opfylde strammere tolerancer eller opnå ekstra certificeringer. De påvirker materialevalg, dokumentationskrav, testprotokoller og endda måden, hvorpå jeres producent organiserer deres produktionsafdeling. At forstå disse forskelle hjælper jer med at vælge den rigtige kontraktproducent inden for plademetal til jeres specifikke anvendelse og undgå kostbare fejlmatches.
Krav og overholdelseskrav i bilindustrien
Når I producerer chassiskomponenter, ophængningsbeslag eller strukturelle samlinger til bilapplikationer, bevæger I jer i en verden, hvor volumen, konsistens og omkostningseffektivitet er afgørende. Automobil-OEM'er kræver IATF 16949-certificering som minimumskrav, men det er kun begyndelsen.
Bilindustrien opererer med yderst smalle marginaler og produktionsvolumener, der overgår de fleste andre industrier. Din OEM-partner inden for pladebehandling skal demonstrere evne til højvolumenproduktion samtidig med at opretholde statistisk proceskontrol over tusindvis af identiske dele. Ifølge specialister i kontraktproduktion gør branchespecifik ekspertise det muligt at komme hurtigere i gang med projekter, reducere udviklingstiden og sikre overholdelse af sektorregulativer – alt afgørende faktorer, når lanceringstidslinjerne i bilindustrien konstant trækkes sammen.
Typiske automobildeler inkluderer:
- Chassis- og rammedele: Konstruktionsbeslag, tværbjælker og fastgørelsesplader, der kræver et højt styrke-vægt-forhold
- Ophængskomponenter: Tvingarme, støddæmperophæng og fjederholder, hvor præcis dimensionskontrol er nødvendig
- Karosseri-strukturelle elementer: Forstærkninger, søjler og kollisionskonstruktioner, hvor materialekonsistens påvirker sikkerhedsvurderinger
- Motorunderstelbeslag: Motortragere og gearkasseophæng, der kræver vibrationsdæmpning og termisk stabilitet
Leveringstider i bilindustrien følger ofte just-in-time-leveringsmodeller, hvilket betyder, at din producent skal have robuste logistikkapaciteter og fleksibilitet til hurtigt at kunne justere produktionsplaner. Misse et leveringsvindue, og du risikerer at lukke en samlelinje ned – en situation, der øjeblikkeligt ødelægger leverandørrelationer.
Luft- og rumfart: Hvor præcision møder sporbarhed
Når du træder ind i produktion til luft- og rumfart, ændres reglerne dramatisk. Her gælder det, at hvert gram tæller, dokumentationskravene vokser eksponentielt, og kvalitet er ikke bare vigtig – den er bogstaveligt talt et spørgsmål om liv eller død.
Strukturelle samlinger til luft- og rumfart står over for ekstreme driftsbetingelser: temperatursvingninger fra -65°F i højden til 300°F nær motorer, konstant vibration og belastningscykler målt i millioner. Materialer som titaniumlegeringer, højstyrkealuminium og specialstål dominerer, hvor hvert kræver specifik bearbejdningseksperter, som almindelige producenter ofte mangler.
AS9100D-certificering bliver obligatorisk, men store flyvemaskinproducenter udfører også deres egne leverandørrevisioner og kan kræve Nadcap-akkreditering for særlige processer som svejsning, varmebehandling eller ikke-destruktiv inspektion. Kravene til sporbarhed alene adskiller luftfartssektoren fra andre sektorer. Ethvert stykke råmateriale skal kunne spores tilbage til dets oprindelige produktionscertifikat fra stålværket, og den dokumentation følger komponenten gennem hele dens levetid.
Produktionsvolumener har tendens til lavere mængder, men med betydeligt højere værdi pr. enhed. En producent, der er vant til at fremstille 50.000 bilbeslag om måneden, kan få svært ved en luftfartsordre på 200 komplekse samlinger, der kræver omfattende dokumentationspakker for hver enkelt enhed.
Fremstilling af medicinsk udstyr: Sterilitet møder præcision
Produktion af medicinsk udstyr stiller krav, som overrasker producenter uden erfaring fra sundhedssektoren. Ifølge specialister inden for fremstilling af medicinsk udstyr bliver præcisionsfremstilling et krav, når selv den mindste fejl kan have alvorlige konsekvenser for patienters helbred og sikkerhed.
Biokompatibilitet er den vigtigste overvejelse for komponenter, der har kontakt med patienter. Dette krav styrer materialevalget mod specifikke kvaliteter af rustfrit stål, titanium og andre legeringer, som er dokumenteret som sikre ved kontakt med menneskeligt væv. Overfladeafgødninger betyder meget, da ru overflader kan huse bakterier eller forårsage vævsirritation.
Vigtige krav til fremstilling af medicinsk udstyr inkluderer:
- Korrosionsbestandighed: Apparater gennemgår hyppig sterilisering med brug af aggressive kemikalier og høje temperaturer
- Krav til overfladekvalitet: Ra-værdier specificeret under 32 mikroinch for overflader, der har kontakt med væsker
- Fuldstændig materialetraceabilitet: Fuld dokumentation fra råmateriale til færdigt apparat
- Rene produktionsmiljøer: Nogle komponenter kræver fremstilling i kontrollerede miljøer
ISO 13485:2016-certificering regulerer kvalitetssystemer inden for produktion af medicinsk udstyr. Ifølge eksperter inden for medicinsk fremstilling skal producenter kombinere erfaring, ekspertise og nyeste teknologi ved fremstilling af præcisionsfremstillede plademetaldele for at sikre kvalitet, sikkerhed og ydeevne for hver produceret komponent.
Elektronikhuses: EMI-afskærmning og termisk styring
Elektronikfremstilling stiller særlige krav med fokus på elektromagnetisk kompatibilitet og termisk ydeevne. Præcisionshuse skal beskytte følsomme komponenter samtidig med at de håndterer varmeafledning, en vanskelig balance, der påvirker materialevalg og designkompleksitet.
Tolerancerne bliver betydeligt strammere for elektronikanvendelser. Panelafstande skal forblive konsekvente for effektiv EMI-afskærmning, mens monteringsfunktioner kræver præcision for korrekt komponentjustering. Aluminium dominerer denne sektor på grund af sin fremragende varmeledningsevne, let vægt og naturlige EMI-afskærmningsegenskaber.
Overfladebehandlingskrav inkluderer ofte ledende belægninger eller behandlinger, der opretholder elektrisk kontinuitet over sammenføjede overflader. I modsætning til dekorative overfladebehandlinger i forbrugerprodukter har elektronikoverflader funktionelle formål, der påvirker produktets ydeevne.
Hvordan branche dikterer fabriceringsspecifikationer
Forestil dig at sende den samme tegning til fire forskellige fabriceringsvirksomheder, hver specialiseret i en anden branche. Du ville modtage fire vidt forskellige tilbud, leveringstider og vurderinger af kapacitet. Tabellen nedenfor illustrerer, hvorfor disse variationer opstår.
| Krav | Automobil | Luftfart | Medicinsk | Elektronik |
|---|---|---|---|---|
| Typiske tolerancegrænser | +/- 0,010" standard | +/- 0,005" eller strammere | +/- 0,005" typisk | +/- 0,005" for kritiske pasform |
| Krævede certificeringer | IATF 16949, ISO 9001 | AS9100D, Nadcap | ISO 13485, FDA-registrering | ISO 9001, UL-overensstemmelse |
| Almindelige materialer | Højstyrkestål, aluminium | Titan, aluminiumslegeringer, Inconel | 316L rustfrit stål, titan | Aluminium, kobber, forzinket stål |
| Produktionsvolumener | Høj (10.000+ enheder) | Lav til mellem (50-500 enheder) | Lav til mellem (100-5.000 enheder) | Mellem til høj (1.000-50.000 enheder) |
| Forventede leveringstider | 4-8 ugers produktion | 12-20 uger med dokumentation | 8-16 uger med validering | 6-10 uger typisk |
| Dokumentationsniveau | PPAP-pakker kræves | Omfattende sporbarhed på delniveau | Maskinoptegnelser, validering | Standard inspektionsrapporter |
Kontraktsproducenter tilpasser deres processer til at imødekomme hver enkelt sektors særlige krav gennem specialiseret uddannelse, investeringer i udstyr og ændringer af kvalitetssystemet. En fabrikant med stor erfaring inden for bilindustrien har sandsynligvis investeret i statistisk processstyringssoftware, automatiserede inspektionssystemer og slanke produktionsmetoder, der driver den konsistente produktion i høj volumen.
Omvendt lægger en butik med fokus på luftfart vægt på dokumentationssystemer, særlige procescertifikater og inspektionsfunktioner, som ville være for store til at udføre generelle industrielle opgaver, men som er afgørende for flyvekritiske komponenter.
Det vigtige? At matche dit projekt med en producent med relevant brancheerfaring handler ikke kun om certificeringer på papiret. Det handler om at arbejde sammen med en partner, hvis hele drift er i overensstemmelse med din sektors specifikke krav. Denne overensstemmelse reducerer indlæringskurver, forhindrer uventede compliance-problemer og resulterer til sidst i komponenter, der opfylder dine krav uden dyre omarbejder eller forsinkelser.
At forstå disse branchespecifikke krav hjælper dig med at stille bedre spørgsmål under evaluering af partnere. Men selv med det rigtige branchematch kan faldgruber stadig sabotere dine produktionsprojekter, hvis du ikke er forberedt på at håndtere dem proaktivt.
Undgå almindelige faldgruber i OEM-produktionspartnerskaber
Du har identificeret den rigtige specialiserede producent med imponerende certificeringer. De indledende samtaler forløb problemfrit, og tilbuddet så konkurrencedygtigt ud. Så hvorfor gik projektet alligevel galt? Svaret ligger ofte i samarbejdets dynamik, som certificeringer og kompetencer alene ikke kan forudsige.
Her er en realitetscheck: selv velafstemte samarbejder med kontraktmæssig metalproduktion mislykkes, når købere og leverandører overser de menneskelige og procedurerele elementer, der afgør daglig succes. Ifølge eksperter i kontraktproduktion indebærer succes i disse samarbejder at følge bedste praksis såsom klar kommunikation, grundig research af producenter og opbygning af stærke partnerskaber. Lad os se nærmere på de fem mest skadelige fejltrin og hvordan du undgår hvert enkelt, før det går ud over din budgetramme.
Fem samarbejdspitfalls, der ødelægger fabriceringsprojekter
Tænk på disse udfordringer som skjulte klipper under rolige vande. De annoncerer sig ikke, før dit projekt løber aground. At genkende dem tidligt giver dig mulighed for helt at undgå dem.
- Uklare specifikationer, der fører til omarbejde: Vage tegninger, ufuldstændige tolerancer eller tvetydige materialekrav skaber fortolkningsmangler, som din producent udfylder med antagelser. Når disse antagelser ikke lever op til dine forventninger, følger dyrt ombyggearbejde i kølvandet. Forebyggelse starter med grundig dokumentation af designet og en formel designgennemgangsproces. Som fagfolk påpeger, indebærer en klar definition af krav en beskrivelse af produktets specifikationer, herunder materialer, design og ydeevnestandarder. Anmod din producent om at dokumentere deres fortolkning af kritiske funktioner og få din skriftlige godkendelse, inden produktionen begynder.
- Kommunikationsbrud under produktion: Projekter sjældent forløber præcist som planlagt. Materialeforsinkelser, udstyrsproblemer og behov for afklaring af design opstår under produktionen. Når kommunikationskanaler svigter, udvikler små problemer sig til store problemer. Løsningen? Etabler en stærk kommunikationskanal, der inkluderer regelmæssige statusmøder, udpegede kontaktpersoner, klare eskalationsprocedurer og definerede svarfrister. Antag ikke, at ugentlige e-mailopdateringer er tilstrækkeligt, når daglig koordination måske er nødvendig i kritiske faser.
- Kvalitetsvariationer mellem partier: Din første produktion løb perfekt i henhold til specifikationerne. Den tredje parti havde dimensionelle afvigelser. Den femte parti viste variationer i overfladebehandlingen. Inkonsistens mellem partier underminerer tilliden og skaber efterfølgende problemer ved samling. Forhindre dette ved at etablere klare kvalitetsstandarder fra starten og sikre, at alle leverandører forstår og overholder dem. Anmod om kvalitetscertificeringer, overvej besøg på stedet for at vurdere processer, og gennemfør regelmæssige kvalitetsrevisioner for at opdage problemer i tide.
- Intellektuelle ejendomsforhold: Dine proprietære designs repræsenterer en betydelig investering. At dele dem med en kontraktproducent indebærer iboende risici, især når det gælder OEM-producenter i USA-faciliteter, som måske også leverer til dine konkurrenter, eller udenlandske partnere, der opererer under andre juridiske rammer. Beskyttelse kræver fortrolighedsaftaler i kontrakten, regelmæssig overvågning af, hvordan din proprietære information anvendes, og omhyggelig vurdering af en producents kundebase inden forpligtelse. Nogle købere segmenterer deres produktion ved at beholde de mest følsomme komponenter hos betroede partnere, mens mindre kritiske varer udliciteres mere bredt.
- Kapacitetsbegrænsninger i perioder med høj efterspørgsel: Deres produktlancering overgik forventningerne, eller en større kunde øgede pludselig ordrer usandsynligt. Pludselig kan jeres leverandør af metalbearbejdning ikke følge med. Denne kapacitetsknaphed opstår oftere end købere forventer, især hos mindre amerikanske metalværksteder, der mangler fleksibilitet i produktionen. Håndter dette proaktivt ved at drøfte kapacitetsplanlægning under valget af samarbejdspartner. Forstå deres nuværende udnyttelsesgrad, mulighed for at tilføje vagter samt relationer til ekstra leverandører ved høj belastning. At opbygge volumenaftaler med fleksibilitetsklausuler beskytter begge parter, når efterspørgslen svinger.
Proaktive strategier for bedre OEM-samarbejde
Undgåelse af faldgruber kræver mere end bevidsthed; det kræver systematisk forebyggelse. De mest succesrige samarbejder etablerer klare rammer, inden problemer opstår – ikke som reaktion på dem.
Dokumentation, der forhinderer tvister: Alle antagelser, alle mundtlige aftaler og alle designafklaringer bør nedfældes skriftligt. Opret et projekt-dokumentationspaket, der omfatter godkendte tegninger med revisionskontrol, materiale-specifikationer med noterede acceptable alternativer, inspektionskriterier og stikprøveplaner, emballage- og forsendelseskrav samt eskalationsprocedurer med navngivne kontaktpersoner. Denne dokumentation fungerer som din reference, når spørgsmål opstår, og eliminerer 'Jeg troede du mente'-samtaler, der forsinkeler projekter og skader relationer.
Godkendelsesarbejdsgange, der opdager problemer tidligt: Etabler formelle godkendelsesfaser ved kritiske projektmilepæle. Før værktøjsproduktionen starter, godkend de endelige designs. Før produktionen påbegyndes, godkend førsteartiklen. Før forsendelse verificeres inspektionsrapporter imod acceptkriterierne. Hver fase er en mulighed for at opdage problemer, mens omkostningerne til rettelser er mindst.
Ydelsesmål, der sikrer ansvarlighed: Som fremgår af bedste praksis inden for kontraktproduktion, hjælper etablering af ydelsesmål med at måle succesen for aftalen. Overvej at følge leveringstidshastigheder, første-gennemløbs kvalitetsprocenter, svar tider på henvendelser og omkostningsafvigelser i forhold til tilbud. Gennemgå disse mål regelmæssigt sammen med din producent, og brug dataene til at identificere forbedringsmuligheder i stedet for blot at tildele skyld.
Vurdering af partnere før forpligtelse
Den bedste måde at undgå fælder i samarbejdet på? Vælg partnere, der fra starten viser tegn på lav risiko. Ifølge specialister i vurdering af leverandører , er kvalificering af leverandører et ekstremt vigtigt skridt, som hjælper med at måle og analysere hver enkelts leverandørs potentielle risiko, overvåge deres kapaciteter og finde måder at forbedre din varekæde på.
Før du endeligt lukker et samarbejde, undersøg disse kritiske områder:
- Kundeanbefalinger: Hvem er deres nuværende kunder? Hvor længe har de samarbejdet? Har de stødt på problemer, og hvordan blev disse problemer løst?
- Kapacitet og vækstpotentiale: Hvor meget kan de producere for dig? Kan de skalerer med din vækst? Hvilke typer ressourcer søger de at tilføje?
- Kommunikationssystemer: Hvor godt kommunikerer de under din evaluering? Hvilke systemer og processer sikrer tidsmæssigt og præcist informationsudveksling?
- Kvalitetsinfrastruktur: Hvilke kvalitetssystemer, standarder eller certificeringer er der implementeret? Udfører de interne revisioner? Hvordan håndterer de afvigelser?
Husk, at eksisterende leverandører bør genkvalificeres regelmæssigt. Gør dette til en standardpraksis, hvor hyppigheden afhænger af kritikaliteten af de dele, de producerer, samt den samlede ydelse i relationen.
At håndtere disse partnerskabsgrundlæggende faktorer stiller din produktion til succes. Men selv med den rigtige partner og solide processer på plads, er det afgørende at forstå de reelle omkostningsdrivere i OEM-produktion for realistisk budgetlægning og undgåelse af de økonomiske overraskelser, der kan sabotere ellers vellykkede projekter.
Omkostningsfaktorer og budgetlægning for OEM-projekter
Hvorfor citerer den ene producent 15 USD pr. del, mens en anden citerer 45 USD for samme komponent? At forstå prissætningen i OEM-produktion kræver, at man ser ud over det endelige beløb for at se, hvad der rent faktisk driver omkostningerne. Uden denne viden befinder du dig dybest set i blinde under forhandlingerne og ved budgetlægning.
Her er det, de fleste købere ikke indser: prisen på et tilbud udgør kun ét element i et komplekst omkostningsbillede. Materialeomkostninger, værktøjsinvesteringer, produktionsvolumener, efterbehandlingskrav, kvalitetstest og logistik spiller alle ind i den samlede projektomkostning. Lad os gennemgå hver faktor, så du kan planlægge realistisk og identificere reelle besparelsmuligheder.
Forstå de reelle omkostningsdrevende faktorer i OEM-fremstilling
Tænk på metalbearbejdningens omkostningsfaktorer som lag i en løg. Hvert lag tilføjer pris til din endelige vare, og ved at forstå dem kan du træffe informerede beslutninger om, hvor du kan optimere.
Materielle omkostninger: Råmateriale udgør typisk 30-50 % af din samlede komponentomkostning. Ifølge eksperter i plademetalbearbejdning er det afgørende at vælge det rigtige materiale, da det direkte påvirker både omkostninger og ydelse. Aluminium har højere pris pr. kilo end blødt stål, men kan reducere omkostningerne i efterfølgende processer. Rustfrit stål tilbyder korrosionsbestandighed, der eliminerer overfladebehandlingsomkostninger. Nøglen er at vurdere de samlede livscyklusomkostninger, ikke bare råmaterialets pris.
Værktøjsinvesteringer: Her oplever mange projekter et chok ved prisskiltet. Brugerne af skræddersyede støbninger, fastgørelser og former kræver betydelige forudgående investeringer, som skal afskrives over din produktionsperiode. Som produktionsanalytikere bemærker , er den største omkostningsfaktor i plademetalproduktion afskrivningen af værktøjer. Massproduktion kræver dyre støbninger, så de reelle besparelser først opnås, når disse omkostninger fordeler sig over store mængder.
Produktionsvolumen påvirker: Mængde ændrer grundlæggende dine omkostninger pr. enhed. Opsætningstid, programmering og kvalitetsdokumentation udgør faste omkostninger, uanset om du bestiller 100 eller 10.000 dele. Højere mængder fordeler disse faste omkostninger over flere enheder, hvilket markant reducerer prisen pr. styk. Den breakeven-punkt, hvor produktionværktøjer bliver økonomisk fordelagtige, opstår typisk mellem et par dusin til et par hundrede dele, afhængigt af materiale og kompleksitet.
Afslutningskrav: Overfladebehandlinger tilføjer både omkostninger og tid. Pulverlakering, anodisering, platering og specialiserede overflader har hver deres prisniveau og behandlingstid. Krav om strammere overfladekrav øger bearbejdstiden og inspektionskompleksiteten.
Kvalitetstestning: Inspektionsdybden påvirker direkte omkostningerne. Statistisk stikprøveudtagning koster mindre end 100 % inspektion. Standard dimensionelle kontrolomkostninger er lavere end destruktionsfri test. Dine branchekrav og komponenternes kritikalitet bestemmer minimumsniveauet for test, men overdimensionering af kvalitetskontrol for ikke-kritiske funktioner spilder budget uden at forbedre resultaterne.
Logistik: Emballage, lagring og fragt udgør den samlede indkøbsomkostning. Hasteforsendelse for at dække produktionsforsinkelser kan nemt tilføje 15-25 % til komponentomkostningerne. Planlægning af realistiske leveringstider undgår disse tillægsgebyrer.
Budgetplanlægning fra prototype til produktion
Forestil dig at udarbejde et tilbud baseret på prototypepriser, og derefter opdage, at produktionsomkostningerne per enhed faktisk er 60 % lavere. Eller værre: antage, at produktionsøkonomi gælder for en pilotproduktion, og se dit budget forsvinde. At forstå, hvordan omkostningerne udvikler sig fra prototype til fuld produktion, forhindrer begge scenarier.
Hurtig prototyping og masseproduktion fungerer efter grundlæggende forskellige økonomiske modeller. Prototyping er mere omkostningseffektivt ved lave oplag, fordi det undgår værktøjsomkostninger. CNC-bearbejdning, laserudskæring og manuel formning producerer funktionelle dele uden investering i specialstøbninger. Men stykomkostningerne forbliver relativt høje, fordi man betaler for fleksibilitet frem for effektivitet.
Masseproduktion vender denne ligning på hovedet. Værktøjsinvesteringer, der virkede afskrækkende for 50 dele, bliver ubetydelige, når de fordeler sig over 50.000 enheder. Automatiserede processer reducerer arbejdsindsatsen per enhed. Indkøb af materialer i store mængder giver adgang til prismæssige rabatter, som ikke er tilgængelige ved prototype-mængder.
Mange virksomheder følger en hybridtilgang: start med hurtig prototyping til designvalidering, gå derefter over til blødt værktøj eller broværktøj til mellemstore oplag, og investér først i hærdet produktionsværktøj, når efterspørgslen og designstabiliteten stiger. Denne trinvise tilgang håndterer risici, mens omkostningerne optimeres i hver fase.
Omkostningsoptimeringsstrategier, der virkelig virker
Du behøver ikke at acceptere tilbud uden videre. Strategiske købere reducerer aktivt fremstillingsomkostninger gennem flere afprøvede metoder:
- DFM-optimering: Design for Manufacturability-analyse identificerer skjulte omkostningsdrivere i dit design. Ifølge fremstillingsomkostningsspecialister kan forenkling af dit design betydeligt reducere omkostningerne. Undgå alt for komplekse udskæringer, unødige svejsninger og indviklede detaljer, som kræver meget arbejdskraft og tid, da det direkte påvirker dine samlede omkostninger. Brug af standardmaterialestørrelser reducerer yderligere spild og omkostninger.
- Analyse af materialeersætning: Vurder, om de specificerede materialer reelt opfylder anvendelseskravene. Selvom rustfrit stål tilbyder overlegent korrosionsbestandighed, kan aluminium vise sig mere omkostningseffektivt til lette applikationer, hvor miljøpåvirkning er begrænset. Din leverandør bør hjælpe med at identificere alternativer, der opfylder ydelseskravene til lavere omkostninger.
- Mængdeforpligtelser: At forpligte sig til årlige mængder, selv med planlagte lanceringer, muliggør bedre priser end køb ved behov. Din producent kan optimere materialeindkøb, planlægge produktion effektivt og reducere omkostningerne pr. enhed, når de har overblik over fremtidig efterspørgsel.
- Procesintegration Reducerer man håndtering mellem operationer, sparer det tid og omkostninger. Kan svejste samlinger blive ét formet stykke? Kan flere maskinbearbejdningsopsætninger kombineres til færre operationer? Hver gang en del flyttes mellem arbejdsstationer, akkumuleres omkostningerne.
- Batchproduktion: At producere komponenter i partier i stedet for enkelte specialfremstillede dele reducerer omkostningerne markant gennem mindre opsætningstid og forbedret arbejdseffektivitet, samtidig med at kvaliteten holdes konstant.
Overvejelser vedrørende leveringstid og prissætning af hastordrer
Tid er penge i fremstilling, helt bogstaveligt. Hastordrer, der forkorter standard leveringstider, medfører typisk tillægsomkostninger på 15 % til 50 % afhængigt af hastighedskrav og kapacitetsbegrænsninger.
Standard leveringstider gælder, fordi producenterne skal planlægge din ordre sammen med andres kunders ordrer, sikre råmaterialer og effektivt tildele udstyr. At springe køen over kræver overtidsarbejde, ekspederet forsendelse af materialer og forskydning af anden planlagt produktion. Alle disse tiltag medfører reelle omkostninger, som videreføres til dig.
Den smartere tilgang? Planlæg fremstillingsbehov med realistiske tidsrammer indbygget i din produktudviklingsplan. Ifølge eksperter i fremstillingsomkostninger følges sidste-minut-projekter ofte af højere priser på grund af ekspederet arbejdskraft og materialeforsyning. Ved at planlægge forud undgår du rush-gebyrer og sikrer en mere jævn og omkostningseffektiv produktion.
Når rushkrav er uundgåelige, så kommunikér tidligt med din producent. Ofte er delvis acceleration mulig, så vigtige komponenter kan fremskaffes hurtigt, mens mindre presserende emner følger den almindelige tidsplan. Denne selektive tilgang koster mindre end fuld ekspedition, samtidig med at dine væsentligste frister overholdes.
At forstå disse omkostningsdynamikker stiller dig bedre i stand til at forhandle effektivt og planlægge budgetter, der afspejler virkeligheden frem for optimistiske antagelser. Men at kende de faktorer, der driver omkostningerne, er kun halvdelen af ligningen. Valget af en produktionssamarbejdspartner, der lever op til dine krav og kan overholde sine løfter, afgør, om din budgetplanlægning rent faktisk resulterer i projektets succes.
Valg af den rette OEM-partner inden for metalbearbejdning
Du har gjort dit hjemmearbejde vedrørende omkostninger, kvalitetsstandarder og branchekrav. Nu kommer det afgørende valg, som bestemmer, om al denne forberedelse bærer frugt: at vælge den rigtige OEM-partner inden for metalbearbejdning. Dette valg handler om mere end blot at vælge en leverandør; det er et OEM-produktionssamarbejde, der vil påvirke din produkts kvalitet, leveringssikkerhed og bundlinje i mange år fremover.
Så hvordan omdanner du alt, hvad der er dækket i denne artikel, til en praktisk proces for udvælgelse af metalbearbejdningsleverandører? Nøglen ligger i en systematisk evaluering på tværs af flere dimensioner, stille de rigtige spørgsmål og genkende de kendetegn, der adskiller ekstraordinære samarbejdspartnere fra tilstrækkelige.
Evaluering af OEM-fabrikanter i forhold til dine krav
Når du vælger en leverandør inden for metalbearbejdning, skal du modstå fristelsen til kun at fokusere på pris. Ifølge specialister i kontraktproduktion hos GMI Solutions , rejser evaluering af kontraktfabrikanter praktiske spørgsmål ud over citerte omkostninger: Er de oplyste omkostninger til et job fuldt inklusive, eller vil der tillægges gebyrer og andre tillæg? Hvilke processer sikrer effektivitet, kvalitet og ensartethed? Er der en dedikeret kontaktperson, og hvilket kommunikationsniveau kan du forvente?
Din evaluering bør systematisk vurdere seks afgørende dimensioner:
Tekniske evner: At opnå en forståelse af de tjenester og typer af arbejde, som en kontraktproducent tilbyder, er et grundlæggende første skridt i vurderingen af samarbejdspotentialet. Har producenten den specifikke udstyr, processer og ekspertise, som dine komponenter kræver? Dette omfatter ikke kun nuværende evner, men også deres engagement i teknologiske investeringer, der signalerer fremtidig klarhed.
Certificeringsmæssig overensstemmelse: Afstem certificeringer med dine branchekrav. En automobilleverandør uden IATF 16949-certificering skaber compliance-risiko uanset deres tekniske evner. En producent af medicinsk udstyr uden ISO 13485 kan simpelthen ikke effektivt betjene den pågældende marked.
Prototypehastighed: Hvor hurtigt kan de gå fra dine designfiler til fysiske prøver i dine hænder? Muligheder for hurtig prototyping, såsom levering på fem dage, fremskynder produktudviklingscykluserne markant og muliggør hurtigere designiteration.
Produktionskapacitet: Selvom kontraktproducenten matcher dine projektbehov, er det irrelevant, hvis de ikke kan håndtere produktionen. Forstå deres nuværende udnyttelsesgrad, evne til at skalerer og deres historik i at opfylde volumenkrav under efterspørgselstoppene.
Kvalitetssystemer: Se ud over certificeringslogoer for at forstå, hvordan kvalitet rent faktisk fungerer på deres produktionsafdeling. Hvilke inspektionsmetoder anvender de? Hvordan håndterer de afvigelser? Hvordan har deres fejlrate set ud gennem historien?
Kommunikationsrespons: Ifølge eksperter i fabrikeringspartnerskaber skal producenter tage valget af den rigtige fabrikeringspartner alvorligt, fordi det er afgørende for succes. Hvor hurtigt reagerer de i din vurderingsfase? Denne responsivitet afspejler typisk, hvad du vil opleve som kunde.
| Vurderingskriterier | Spørgsmål til at stille | Grønne flag | Advarselssignaler |
|---|---|---|---|
| Tekniske kapabiliteter | Hvilke ydelser er interne mod eksterne? Hvilke udstyrsinvesteringer har I foretaget for nylig? | Omfattende interne kompetencer; løbende investering i teknologi | Stor afhængighed af underleverandører; forældet udstyr |
| Certificeringsalignment | Hvilke certificeringer har du? Hvornår var din sidste revision? | Nuværende certificeringer, der matcher din branche; ren revisionshistorik | Udløbne certificeringer; revisionsfund ikke afhjulpet |
| Prototypehastighed | Hvad er din typiske prototypetid? Kan du fremskynde ved behov? | 5-7 dages hurtig prototyping; fleksible fremskyndelsesmuligheder | Flere ugers prototypetidsrammer; ingen mulighed for fremskyndelse |
| Produktionskapacitet | Hvad er din nuværende udnyttelsesgrad? Hvordan ville du skala op ved øget efterspørgsel? | Kapacitetsmargin; klare skaleringsplaner; mulighed for flere vagter | Drift tæt på kapacitet; vage svar om vækst |
| Kvalitetssystemer | Hvad er din første-pass udbytteprocent? Hvordan håndterer du ikke-overensstemmelser? | Dokumenterede kvalitetsmål; systematisk korrektiv handlingsproces | Ingen kvalitetsdata tilgængelige; reaktiv kvalitetsindsats |
| Kommunikation | Hvem vil være min primære kontaktperson? Hvad er din typiske svartid for tilbud? | Dedikeret projektleder; svartid på tilbud på 12-24 timer | Roterende kontaktpersoner; svartid på tilbud over flere dage |
| DFM Support | Tilbyder du design for fremstillingsvenlighed-analyse? Er det inkluderet i tilbudsprocessen? | Omfattende DFM-gennemgang som standardpraksis | DFM som ekstraudgifts-service eller ikke tilbudt |
| Brancheerfaring | Hvilke lignende projekter har du gennemført? Kan du give referencer? | Bevist spor i din sektor; villige referencer | Begrænset relevant erfaring; utilbøjelighed til at dele referencer |
Nøglespørgsmål at stille, inden du forpligter dig til en producent
Udover evalueringstjeklisten afslører visse spørgsmål, om en potentiel OEM-partner inden for metalbearbejdning virkelig opfylder dine behov. Disse spørgsmål går dybere end overfladiske kompetencer og afslører, hvordan samarbejdet rent faktisk vil fungere.
Erfaring og baggrund: En kontraktproducent kan være velkendt, men antal år i branchen svarer muligvis ikke til et godt samarbejde for dig. Kendskab til din branche og en dokumenteret historik med at producere produkter lignende dine er afgørende. Bed om casestudier eller referencer for at forstå deres ekspertise og verificere deres evne til at opfylde forventninger.
Procesfleksibilitet: Selvom robuste, afprøvede processer gavner alle parter, bør en kontraktproducent også tilbyde fleksibilitet, hvor og når det er nødvendigt. Kan de tilføje dine leverandører til deres godkendte leverandørliste? Vil de arbejde med dine interne krav eller tilpasse sig produktspecifikke testprocedurer? Stivhed hos en samarbejdspartner skaber ofte gnidning, når dine behov udvikler sig.
Design- og ingeniørsupport: Sammenarbejdspartnere inden for bearbejdning bør optimere designs for bedre omkostningseffektivitet, effektivitet og kvalitet. Spørg, om deres ingeniører kan forfine specifikationer, find ud af, hvilke filformater de accepterer til CAD, og undersøg, hvordan de håndterer designændringer under produktionen. Partnere, der tilbyder omfattende DFM-support, hjælper dig med at undgå de kostbare designrelaterede fejl, som tidligere er beskrevet i denne artikel.
Skalerbarhed og vækst: Din produktionspartner skal kunne skalerer sammen med dig, når din virksomhed vokser. Find ud af deres fleksibilitet i forhold til produktionsvolumener, kapacitet til fremtidig vækst og evne til at håndtere øget efterspørgsel uden at kompromittere kvaliteten. En partner, der ikke kan vokse med dig, bliver en flaskehals, når din virksomhed lykkes.
Finansiel stabilitet: Forstyrrelser i en leveringskæde forårsaget af en kontraktproducentens økonomiske problemer har langtrækkende og risikofyldte konsekvenser for OEM'er, herunder produktionsforsinkelser, kvalitetsproblemer og dårlig lagerstyring. Tøv ikke med at spørge om deres økonomiske sundhed, især når det gælder mindre producenter.
Sekundære operationer: En alt-i-en-partner bør hjælpe med at effektivisere produktionen og forbedre gennemløbstiden. Spørg, om de tilbyder pulverlak, indsætning af beslag, svejsning eller andre sekundære ydelser internt. At samle operationer hos én partner reducerer koordineringskompleksiteten og ofte også omkostningerne.
Sæt det hele sammen: Find din ideelle partner
De karakteristika, der gennemgås i denne artikel, samler sig i partnere, som demonstrerer operationel udmærkelse på tværs af flere dimensioner. Specifikt for bilapplikationer betyder dette at finde producenter med IATF 16949-certificering, hurtig prototyping-evne, omfattende DFM-understøttelse og responsiv kommunikation.
Overvej, hvordan et ideelt samarbejde inden for bilproduktion ser ud i praksis: Shaoyi (Ningbo) Metal Technology forkræfter disse principper og tilbyder 5-dages hurtig prototyping, kvalitetssystemer med IATF 16949-certificering samt tilbud inden for 12 timer for chassis, ophængning og strukturelle komponenter. Denne kombination af hastighed, certificering og DFM-ekspertise repræsenterer nøjagtigt de partneregenskaber, som denne vurderingsmodel hjælper dig med at identificere.
Uanset om du indkøber metalstansede dele til automobilapplikationer eller præcisionsmonteringer til andre industrier, forbliver vurderingsprocessen den samme. Brug denne ramme systematisk, dokumentér dine fund og træf beslutninger baseret på beviser frem for salgspræsentationer.
Den rigtige OEM-partner inden for metalbearbejdning udfører ikke blot dine ordrer; de bliver en udvidelse af din produktionskapacitet og bidrager med ekspertise, der styrker dine produkter og forsyningskædens robusthed.
Husk: Omkostningerne ved et dårligt valg rækker langt ud over spildt tid på evaluering. Om-og genarbejde, forsinkelser, kvalitetsfejl og ekstra administration i samarbejdet tilskrider sig over tid og dræner budgetter på måder, som oprindelige tilbud aldrig afslører. Investér opfrisk i at finde en partner, der er justeret efter dine krav, og samarbejdet vil returnere denne investering mange gange igennem pålidelig, kvalitetsorienteret produktion, der understøtter din virksomheds vækst.
Ofte stillede spørgsmål om OEM metalbearbejdning
1. Hvad er de tre typer metalbearbejdning?
De tre grundlæggende teknikker within metalbearbejdning er skæring, bøjning og samling. Skæring indebærer formning af metalplader ved hjælp af laser, vandskærings- eller plasmametoder. Bøjning bruger pressebøsningsmaskiner eller formskæringsudstyr til at skabe vinkler og kurver. Samling forbinder flere komponenter gennem svejsning, skrueteknik eller limføjning. OEM-producenter kombinerer disse teknikker ud fra dine specifikke komponentkrav og optimerer hver proces gennem design for producibilitetsanalyse for at reducere omkostninger og forbedre kvaliteten.
2. Hvor meget koster metalværk per time?
Arbejdskraftsomkostningerne for metalbearbejdning ligger typisk mellem 70 og 130 USD i timen for svejsning og skræddersyede arbejdsopgaver. Samlet projektomkostning afhænger dog af flere faktorer ud over arbejdskraft: materialeomkostninger (30-50 % af komponentprisen), værktøjsinvesteringer, produktionsvolumener, efterbehandlingskrav og kvalitetstest. Høje produktionsvolumener reducerer betydeligt stykomkostningerne, da omkostningerne til værktøjer og opsætning fordeler sig på flere dele. Anmod om detaljerede tilbud, der opdeler hver omkostningskomponent, for at forstå den reelle pris.
3. Hvad er forskellen mellem OEM-fabrikation og standard metalfabrikation?
OEM-fabrikation producerer skræddersyede komponenter ud fra dine egne design, som du mærker og sælger som dine egne produkter. Standardfabrikation skaber typisk generiske eller katalogbaserede dele, der er tilgængelige for alle kunder. Tre nøgleforskelle definerer OEM-samarbejder: Du beholder ejerskab til designet og den intellektuelle ejendom, du har rettigheder til branding af færdige komponenter, og fabrikanten sikrer produktionsskalering gennem etablerede forsyningskæder og stordriftsfordele uden, at du skal investere i faciliteter.
4. Hvilke certificeringer bør en OEM-metalvarefabrikant have?
Påkrævede certificeringer afhænger af din branche. Leverandører til bilindustrien har brug for IATF 16949-certificering. Anvendelser inden for luft- og rumfart kræver AS9100D og eventuelt Nadcap-akkreditering. Produktion af medicinsk udstyr kræver overholdelse af ISO 13485:2016. AWS-certificering bekræfter svejsekvalitet, mens AISC-certificering bekræfter kompetence inden for strukturel stålkonstruktion. ISO 9001:2015 fungerer som grundlæggende kvalitetsstyringsstandard. Undersøg altid gyldighed og revisionshistorik for certificeringer, inden du går i forpligtelser med en produktionssamarbejdspartner.
5. Hvordan vælger jeg den rigtige OEM-partner inden for metalbearbejdning?
Vurder partnere ud fra seks dimensioner: tekniske kompetencer, der matcher dine komponentkrav, certificeringsmæssig overensstemmelse med din branche, hastighed i prototyping til designiterationer, produktionskapacitet til volumenbehov, kvalitetssystemer med dokumenterede metrikker og kommunikationsresponsivitet. Anmod om referencer fra lignende projekter, vurdér deres DFM-understøttelseskompetencer og verificér finansiel stabilitet. Partnere, der tilbyder hurtigt prototyping, omfattende designunderstøttelse og certificerede kvalitetssystemer som IATF 16949, demonstrerer operationel excellence.