 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Producent af maskinkomponenter: 9 afgørende punkter før din første anfordring om tilbud
Forståelse af maskinkomponentproducenter og deres industrielle rolle
Har du nogensinde spekuleret på, hvem der skaber præcisionsgearene i din bils gearkasse eller de indviklede ventilkomponenter i luftfartssystemer? Producenter af maskinkomponenter er de specialiserede producenter, der omdanner råmaterialer til de kritiske dele, der driver stort set alle brancher. I modsætning til almindelige producenter, der bygger store strukturer, fremstiller disse præcisionsfokuserede virksomheder individuelle komponenter med tolerancer, der ofte måles i tusindedele af en tomme.
Denne guide gennemgår alt, hvad du behøver at vide, før du sender din første tilbudsanmodning. Tænk på den som din omfattende køreplan – ikke et produktkatalog – der er designet til at hjælpe dig med at navigere i den komplekse verden af maskindeleproduktion med selvtillid.
Hvad producenter af maskinkomponenter rent faktisk gør
I bund og grund specialiserer producenter af maskinbearbejdede komponenter sig i subtraktive fremstillingsprocesser. Forestil dig en billedhugger, der arbejder med en marmorblok – disse producenter starter med et massivt metalmateriale og fjerner systematisk materiale, indtil den ønskede form fremkommer. Den vigtigste forskel fra generel fremstilling? Præcision er altafgørende.
Mens et fabrikationsværksted bygger strukturer ved at skære, bukke og svejse metalplader sammen, fokuserer præcisionsproducenter på at skabe individuelle komponenter med nøjagtige specifikationer. De arbejder med CNC-maskinkomponenter og avanceret udstyr for at opnå tolerancer, som manuelle processer simpelthen ikke kan matche. Alene det amerikanske marked for maskinværksteder er vurderet til 48,0 milliarder dollars i 2025, hvilket afspejler, hvor vigtige disse specialiserede producenter er blevet for moderne produktion.
Den skjulte rygrad i industriel produktion
Du finder maskinbearbejdede dele på steder, du måske aldrig ville have forventet. Fra lejer i vindmøller til forbindelser i medicinsk udstyr danner præcisionsbearbejdede komponenter den usynlige infrastruktur, der holder industrier kørende problemfrit.
Disse producenter producerer en bred vifte af essentielle maskinkomponenter:
- Koblinger og bremser – Kritisk for kraftoverførings- og bevægelsesstyringssystemer
- Koblinger – Forbind roterende aksler under udligning af skævheder
- Fjedre og fastgørelseselementer – Sørger for spænding, kompression og sikre forbindelser
- Præcist bearbejdede komponenter – Tilpassede komponenter til specifikke applikationer
- Gear og transmissionskomponenter – Muliggør kraftoverførsel ved forskellige hastigheder og momenter
- Lejer og støttekonstruktioner – Reducer friktion og oprethold justering
Fra råmetal til præcisionsdele
Hvad adskiller en specialiseret præcisionsproducent fra et generelt maskinværksted? Det handler om kapacitet, konsistens og certificering. Almindelige producenter producerer måske strukturelle rammer og indkapslinger, men når du har brug for en komponent, der skal passe inden for mikrometerspecifikationen, har du brug for en dedikeret præcisionspartner.
Specialiserede producenter investerer kraftigt i avanceret CNC-teknologi, kvalitetsstyringssystemer og dygtige maskinarbejdere, der forstår nuancerne ved at arbejde med forskellige materialer. De opretholder strenge kvalitetskontrolprotokoller og har ofte branchespecifikke certificeringer, som almindelige værksteder simpelthen ikke stræber efter.
Det er vigtigt at forstå denne sondring, fordi valg af den forkerte type partner kan føre til projektforsinkelser, budgetoverskridelser og komponenter, der ikke opfylder dine specifikationer. Når du forbereder dig på at indkøbe maskinkomponenter, sætter det dig i en stærkere position til at finde det rette match til dit projekts specifikke krav, hvis du er klar over, hvad disse producenter rent faktisk gør – og ikke gør.

Kerneproduktionsprocesser bag præcisionskomponenter
Lyder det kompliceret? Det behøver det ikke at være. At forstå, hvordan CNC-bearbejdningsdele rent faktisk fremstilles, giver dig en betydelig fordel, når du kommunikerer med producenter og evaluerer deres kapaciteter. Lad os gennemgå de kerneprocesser, der omdanner råmetal til præcisionsbearbejdede komponenter, som du kan stole på i dine projekter.
Forklaring af CNC-bearbejdningsgrundlæggende
CNC står for Computer Numerical Control – i bund og grund computere, der styrer skæreværktøjer med exceptionel præcision. I modsætning til manuel bearbejdning, hvor operatører styrer værktøjer manuelt, følger CNC-teknologien programmerede instruktioner for at opnå tolerancer, som menneskehænder simpelthen ikke kan gentage konsekvent.
Den to grundlæggende CNC-processer de ting, du vil støde på, er drejning og fræsning. Her er den vigtigste forskel: Ved CNC-drejning roterer dit emne, mens et stationært skæreværktøj former det – ideelt til cylindriske dele som aksler, stænger og bøsninger. Ved CNC-fræsning sker det modsatte. Skæreværktøjet roterer, mens dit emne forbliver fikseret, hvilket gør det perfekt til fræsede dele med plane overflader, slidser, lommer og komplekse tredimensionelle former.
Ved fremstilling af maskindele kombinerer mange præcisionsbearbejdningsapplikationer begge operationer. En komponent kan starte på en drejebænk for at opnå sine cylindriske egenskaber og derefter flyttes til en fræsemaskine for huller, flade snit eller vinkelsnit. Forståelse af denne arbejdsgang hjælper dig med at genkende, hvilke producenter der kan håndtere hele dit projekt versus dem, der kræver sekundære leverandører.
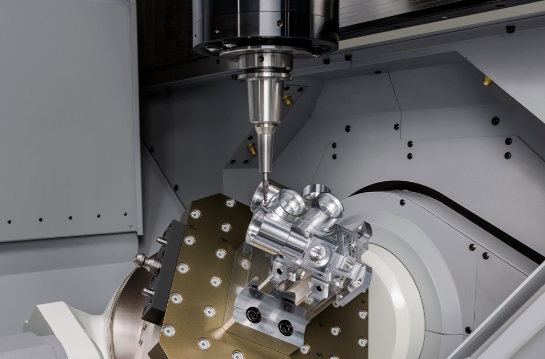
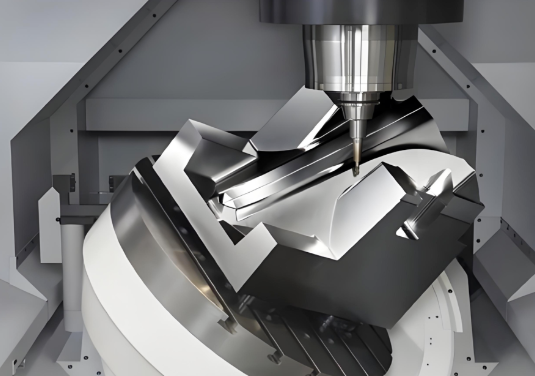
Mulighed for flerakselbearbejdning
Forestil dig at forsøge at bearbejde et turbineblad ved kun at bruge tre bevægelsesretninger – op-ned, venstre-højre og for-bag. Du ville være nødt til at stoppe gentagne gange, omplacere emnet og risikere at introducere justeringsfejl hver gang. Det er netop derfor, at flerakset bearbejdning findes.
Standard 3-akset bearbejdning bevæger skæreværktøjet langs tre lineære retninger. Selvom det er effektivt til enklere geometrier, kræver det flere opsætninger til komplekse dele. Ifølge Fictivs tekniske analyse tilføjer 5-akset CNC-bearbejdning to rotationsbevægelser, hvilket gør det muligt for værktøjet at bearbejde emner fra stort set enhver vinkel i en enkelt opsætning.
Der er også en mellemliggende mulighed kaldet 3+2-akset bearbejdning (eller positionsbaseret 5-akse). Her vipper rotationsakserne emnet på plads, men skæringen sker stadig ved kun at bruge de tre lineære bevægelser. Denne tilgang giver adgang til flere sider uden programmeringskompleksiteten ved fuldt samtidig 5-akset arbejde.
De praktiske fordele? Reduceret opsætningstid, færre muligheder for justeringsfejl og muligheden for at bearbejde komplicerede funktioner, der ellers ville kræve flere operationer eller slet ikke kunne produceres. Til CNC-præcisionsbearbejdning af dele med komplekse konturer – tænk på flykomponenter eller medicinske implantater – viser 5-akset funktion sig ofte at være afgørende.
Schweizisk skruebearbejdning til komplekse geometrier
Når dine præcisionsbearbejdningskrav omfatter små, slanke komponenter med indviklede funktioner, leverer schweizisk skruebearbejdning muligheder, som konventionelle drejebænke ikke kan matche. Denne teknologi, der oprindeligt blev udviklet til urmageri, udmærker sig ved at producere lange, tynde dele uden de nedbøjningsproblemer, der plager standarddrejeoperationer.
Hvad gør schweiziske maskiner anderledes? Emnet understøttes af en føringsbøsning ekstremt tæt på skærepunktet, hvilket giver enestående stabilitet. Dette design muliggør bearbejdning af dele med længde-til-diameter-forhold, der ville forårsage vibrationer og unøjagtighed på konventionelt udstyr. Ifølge Kremin Inc. schweiziske drejebænke er uundværlige for medicinalindustrien, luftfartsindustrien, elektronikindustrien og urmagerindustrien, hvor præcision og små delstørrelser er afgørende.
Mange schweiziske maskiner har også roterende værktøjer – roterende værktøjer, der kan udføre fræseoperationer, mens hovedspindelen holder emnet. Det betyder, at komplekse CNC-fræsede dele med både drejede og fræsede funktioner kan fremstilles komplette i én operation.
Sammenligning af fremstillingsprocesser med et hurtigt blik
Valg af den rigtige bearbejdningsproces afhænger af din komponents geometri, nødvendige tolerancer og materiale. Denne sammenligning hjælper dig med at matche dine behov med den passende fremstillingsmetode:
| Procestype | Bedste anvendelser | Typiske tolerancegrænser | Materiel forenelighed |
|---|---|---|---|
| CNC-skrue | Cylindriske dele: aksler, stifter, bøsninger, fittings | ±0,025 mm (±0,001 tomme) | Metaller, tekniske plasttyper, legeringer |
| CNC-fræsning | Prismatiske dele: huse, beslag, plader med lommer og slidser | ±0,05 mm (±0,002 tommer) | Stål, aluminium, titanium, plast, kompositmaterialer |
| Svejtsk skruemaskinering | Små, slanke komponenter: medicinske stik, elektroniske stik, urdele | ±0,005 mm (±0,0002 tommer) | Messing, rustfrit stål, titanium, aluminium |
| Flerakset bearbejdning (5-akset) | Komplekse geometrier: turbineblade, impeller, ortopædiske implantater | ±0,01–0,02 mm (±0,0004–0,0008 tommer) | Alle bearbejdelige metaller, højtydende legeringer |
Bemærk, hvordan tolerancerne snævres, efterhånden som du bevæger dig mod mere specialiseret udstyr. Denne sammenhæng mellem kapacitet og præcision er grunden til, at det er vigtigt at forstå disse processer – det hjælper dig med at undgå både at underspecificere (og få utilstrækkelige dele) og at overspecificere (og betale premiumpriser for kapaciteter, du ikke har brug for).
Med et klart billede af, hvordan disse fremstillingsprocesser fungerer, er du nu klar til at udforske et andet kritisk beslutningspunkt: at vælge det rigtige materiale til dine bearbejdede komponenter.

Vejledning til valg af materiale til drejede/delskårne komponenter
At vælge det forkerte materiale kan afspore hele dit projekt. Forestil dig at designe en perfekt komponent, kun for at se den korrodere i felten, bule under belastning eller sprænge dit budget, fordi du har specificeret en eksotisk legering, når standardstål ville have fungeret fint. Materialevalg ligger i krydsfeltet mellem teknisk ydeevne og økonomisk virkelighed – og at gøre det rigtigt kræver forståelse for, hvordan forskellige metaller og plasttyper opfører sig under virkelige forhold.
Hvornår indkøb af bearbejdede metaldele fra producenter , vil du støde på et bredt spektrum af muligheder. Hvert materiale har forskellige fordele og kompromiser på tværs af mekanisk styrke, korrosionsbestandighed, vægt og omkostninger. Lad os opdele hovedkategorierne, så du kan matche dine krav med det optimale valg.
Stållegeringer for styrke og holdbarhed
Stål er fortsat arbejdshesten i industriel produktion med god grund. Kombinationen af styrke, hårdhed og overkommelige priser gør det til standardvalget til applikationer, der kræver strukturel integritet og slidstyrke. Imidlertid er ikke alle ståltyper skabt lige.
Bløde ståltyper (som 1018 og 1045) tilbyder fremragende bearbejdelighed og svejsbarhed til økonomiske priser. Ifølge Hubs er blødt stål 1018 den mest almindeligt anvendte kvalitet, der giver god sejhed, styrke og hårdhed til generelle anvendelser. Disse ståltyper fungerer godt til skabeloner, inventar og strukturelle komponenter, hvor korrosionsbeskyttelse kan tilføjes gennem plettering eller belægning.
Legemejle (såsom 4140 og 4340) forbedrer ydeevnen betydeligt. De kan varmebehandles for at opnå højere hårdhed og styrke, samtidig med at de opretholder god sejhed. Hvis dine specialfremstillede ståldele skal modstå høje belastninger, gentagne stød eller krævende slidforhold, retfærdiggør legeret stål deres beskedne pristillæg.
Rostfri stål bringe korrosionsbestandighed ind i ligningen. Kromindholdet (typisk over 10,5%) danner et beskyttende passiveringslag, der modstår rust og kemiske angreb. Kvalitet 304 håndterer de fleste generelle anvendelser, mens 316 tilbyder overlegen modstandsdygtighed over for saltholdige miljøer – afgørende for marint eller kemisk procesudstyr.
Afvejningen? Rustfrit stål er sværere at bearbejde end blødt stål, hvilket øger omkostningerne til bearbejdning af metaldele. Værktøjsslid accelererer, og hærdning kan komplicere skæreoperationer. På trods af dette opvejer den langsigtede holdbarhed ofte de højere startomkostninger.
Aluminiumsapplikationer i letvægtskomponenter
Når vægtreduktion er vigtig – hvad enten det er for brændstofeffektivitet, bærbarhed eller reduktion af inerti i bevægelige enheder – leverer aluminiumslegeringer exceptionel ydeevne. Med en densitet på omtrent en tredjedel af stål muliggør aluminium designs, der ville være upraktisk tunge i jernholdige metaller.
Ud over vægtbesparelser tilbyder aluminium enestående bearbejdelighed. Lavere skæremodstand betyder hurtigere cyklustider, reduceret værktøjsslid og fremragende overfladefinish. Dette resulterer direkte i lavere bearbejdningsomkostninger, hvilket gør aluminium særligt attraktivt til både prototypefremstilling og storproduktion.
Aluminium 6061 står som den mest almindelige legering til generelle formål. Dens afbalancerede egenskaber - godt styrke-til-vægt-forhold, korrosionsbestandighed og fremragende bearbejdelighed - gør den velegnet til alt fra bilstel til elektroniske kabinetter. Branchedata bekræfter, at 6061 er den mest økonomiske og bredt tilgængelige aluminiumsmulighed til CNC-bearbejdning.
Aluminium 7075 målrettet højtydende applikationer. Denne legering i luftfartskvalitet opnår stållignende styrke ved varmebehandling, hvilket gør den ideel til strukturelle flykomponenter, klatreudstyr og konkurrencecykeldele. Den høje pris afspejler dens overlegne mekaniske egenskaber.
En vigtig overvejelse: Selvom aluminium naturligt modstår atmosfærisk korrosion, kan det reagere med visse kemikalier og forskellige metaller. Anodisering skaber et hårdt, beskyttende lag, der forbedrer holdbarheden og muliggør farvede overflader – en almindelig sekundær operation for præcisionsbearbejdede metaldele.
Specialmaterialer til ekstreme miljøer
Nogle gange kan standardmaterialer simpelthen ikke overleve din anvendelses krav. Ekstreme temperaturer, aggressive kemikalier eller usædvanlige mekaniske krav kræver speciallegeringer og avancerede plasttyper.
Titanium kombinerer bemærkelsesværdig styrke med cirka 45 % mindre vægt end stål. Dets korrosionsbestandighed kan konkurrere med eller overgå rustfrit stål, og det bevarer egenskaber ved forhøjede temperaturer. Luftfart, medicinske implantater og marine applikationer specificerer ofte titanium på trods af dets betydeligt højere pris. Udfordringen? Titaniums dårlige varmeledningsevne og tendens til at hærde under deformation gør metalbearbejdningsoperationer krævende. Forvent længere cyklustider, specialiserede værktøjskrav og tilsvarende højere priser.
Messing udmærker sig i applikationer, der kræver lav friktion, elektrisk ledningsevne eller en attraktiv finish. Brugerdefinerede messingdele bearbejdes exceptionelt godt – messing nævnes ofte som et af de nemmeste metaller at skære. Dette gør det omkostningseffektivt til storproduktion af ventilkomponenter, elektriske stik og dekorativt hardware. Dens naturlige korrosionsbestandighed (dog mindre end rustfrit stål) er egnet til mange VVS- og marineapplikationer.
Ingeniørplaster tilbyder unikke egenskaber, som metaller ikke kan matche. Materialer som PEEK modstår kontinuerlige temperaturer på op til 250 °C, samtidig med at de giver kemisk resistens og elektrisk isolering. Nylon giver fremragende slidstyrke til gear og bøsninger, mens POM (Delrin) tilbyder lav friktion og høj dimensionsstabilitet. Disse materialer vejer kun en brøkdel af metaller, hvilket ofte forenkler montering og reducerer systembelastninger.
Materiale sammenligning på et blik
Denne tabel opsummerer vigtige beslutningsfaktorer på tværs af almindelige bearbejdede komponentmaterialer:
| Materiale | Trækstyrkeinterval | Korrosionsbestandighed | Vægtfaktor | Prisniveau | Ideelle anvendelser |
|---|---|---|---|---|---|
| Blødt stål (1018/1045) | 370–585 MPa | Lav (Kræver belægning) | Høj (7,8 g/cm³) | $ | Strukturdele, jigs, inventar, generelle maskiner |
| Rustfrit stål (304/316) | 515–620 MPa | Fremragende | Høj (8,0 g/cm³) | $$ | Fødevareforarbejdning, medicinsk, maritim, kemisk udstyr |
| Aluminium (6061/7075) | 275–570 MPa | God (fremragende med anodisering) | Lav (2,7 g/cm³) | $–$$ | Luftfartsstrukturer, bilindustrien, elektronikskabe |
| Messing (C36000) | 310–380 MPa | God | Høj (8,5 g/cm³) | $$ | Elektriske stik, ventiler, dekorative beslag |
| Titan (klasse 5) | 830–1170 MPa | Fremragende | Mellem (4,4 g/cm³) | $$$$ | Luftfart, medicinske implantater, højtydelsesracing |
| Tekniske plastmaterialer (PEEK/nylon) | 45–100 MPa | Fremragende (kemisk) | Meget lav (1,1–1,4 g/cm³) | $$–$$$ | Lejer, isolatorer, medicinsk udstyr, fødevaregodkendte dele |
Når speciallegeringer er pengene værd
Beslutningen om at opgradere fra standardmaterialer bør ikke tages let – men den bør heller ikke undgås, når omstændighederne kræver det. Overvej speciallegeringer, når:
- Konsekvenserne af en fejl er alvorlige – Flykomponenter, medicinske implantater og sikkerhedskritiske systemer berettiger til førsteklasses materialer, der minimerer risikoen
- Driftsmiljøerne er ekstreme – Høje temperaturer, ætsende kemikalier eller eksponering for saltvand kan hurtigt ødelægge standardmaterialer
- Vægtbesparelser driver systemets ydeevne – Inden for luftfart og bilindustrien forbedrer reduceret masse brændstofeffektiviteten og håndteringen
- Samlede livscyklusomkostninger favoriserer holdbarhed – En titankomponent, der holder i 20 år, kan koste mindre end at udskifte ståldele hvert 5. år.
Omvendt er det spild af budgettet at specificere eksotiske materialer til ufarlige miljøer. En rustfri stålkomponent i en tør indendørs applikation repræsenterer ofte unødvendige omkostninger, når blødt stål med passende belægning ville fungere identisk.
Med en klar forståelse af materialemuligheder og deres afvejninger er du nu rustet til at specificere krav, der afbalancerer ydelsesbehov med budgetmæssige realiteter. Den næste kritiske overvejelse? Forståelse af tolerancestandarder – for selv det perfekte materialevalg betyder ingenting, hvis dine dele ikke passer sammen som designet.
Forklaring af tolerancestandarder og præcisionsspecifikationer
Du har valgt det perfekte materiale. Dit design ser fejlfrit ud på skærmen. Men det er her, mange projekter snubler: at specificere tolerancer, der enten koster en formue at opnå, eller som ikke opfylder dine funktionelle krav. At forstå specifikationer for præcisionsbearbejdede dele er ikke kun teknisk viden – det er forskellen på komponenter, der passer perfekt, og dyre fejl, der kræver omarbejdning.
Tolerancer definerer den tilladte variation i en komponents dimensioner. Tænk på dem som den acceptable fejlmargin. En aksel designet med en diameter på 10 mm og en tolerance på ±0,02 mm kan faktisk måle et sted mellem 9,98 mm og 10,02 mm og stadig betragtes som acceptabel. Denne tilsyneladende lille detalje har enorme konsekvenser for både omkostninger og funktion.
Afkodning af toleranceklasser og deres implikationer
Når du gennemgår tilbud fra producenter af præcisionsbearbejdede dele, vil du støde på forskellige tolerancespecifikationer. I henhold til branchestandarder standard CNC-bearbejdningstolerancer på ±0,25 mm (±0,010") repræsenterer basiskapaciteten for de fleste præcisionsfremstillingsoperationer. Dette niveau tager højde for normale variationer i maskinens nøjagtighed, termiske effekter, værktøjsslid og opsætningsrepeterbarhed, samtidig med at økonomiske produktionshastigheder opretholdes.
Men hvad betyder forskellige toleranceklasser egentlig for dit projekt? Her er en praktisk oversigt:
- Standardtolerancer (±0,25 mm / ±0,010") – Velegnet til ikke-kritiske dimensioner, generelle strukturelle komponenter og dele, hvor pasformen ikke er ekstremt præcis. Den mest omkostningseffektive løsning.
- Fine tolerancer (±0,125 mm / ±0,005") – Kræves til præcisionsmaskindele med moderate pasformskrav, bevægelige komponenter og samlinger, der kræver pålidelig justering.
- Præcisionstolerancer (±0,05 mm / ±0,002") – Nødvendig til præcisionsbearbejdede dele i krævende applikationer som lejehuse, hydrauliske komponenter og præcisionsenheder.
- Ultrapræcisionstolerancer (±0,0125 mm / ±0,0005") – Reserveret til præcisionsbearbejdede komponenter inden for luftfart, medicinsk udstyr og optisk udstyr, hvor nøjagtighed på mikronniveau er ufravigelig.
Hvert trin med snævrere tolerance kræver mere sofistikeret udstyr, miljøkontroller og inspektionsprotokoller. Som Modus Advanced bemærker, kræver opnåelse af ultrapræcisionstolerancer temperaturkontrollerede miljøer, der opretholder ±0,5 °C, vibrationsisolering og højpræcisionsspindler – hvilket øger basisomkostningerne med 100-200 %.
Når stramme tolerancer faktisk er afgørende
Her er den ubehagelige sandhed: Mange købere overspecificerer tolerancer uden at forstå omkostningsimplikationerne. At anmode om præcisions-CNC-bearbejdede dele med ±0,01 mm tolerancer, når ±0,1 mm ville fungere identisk, brænder simpelthen budgettet unødvendigt.
Så hvornår er snævre tolerancer virkelig vigtige? Fokuser på disse scenarier:
- Sammenfaldende overflader – Hvor to komponenter skal passe sammen med specifik afstand eller interferens
- Roterende samlinger – Aksler, lejer og huse, der kræver ensartet koncentricitet
- Tætningsflader – Områder hvor væske- eller gasindeslutning afhænger af præcis tilpasning
- Kritiske justeringsfunktioner – Monteringshuller, styrestifter og referenceflader
For ikke-kritiske dimensioner – den samlede længde af et beslag, bredden af en ikke-parrende overflade eller placeringen af monteringshuller med god frigang – er standardtolerancer typisk tilstrækkelige. I henhold til Abra Engineering , øger for snævre tolerancer produktionsomkostningerne uden at tilføje funktionel værdi, hvilket gør toleranceoptimering afgørende for omkostningseffektivitet.
Specificering af krav uden overdreven engineering
Hvordan kommunikerer du tolerancekrav effektivt uden at øge omkostningerne? Start med at skelne mellem kritiske og ikke-kritiske dimensioner på dine tegninger.
Anvend kun de snævreste tolerancer, hvor funktionen kræver det. En præcisionsbearbejdet del kan have brug for ±0,025 mm på et lejesæde, mens den accepterer ±0,25 mm på den samlede højde. Denne selektive tilgang giver producenterne mulighed for at fokusere ressourcerne der, hvor præcision rent faktisk betyder noget.
Overvej geometrisk dimensionering og tolerance (GD&T) til komplekse krav. Protolabs forklarer, at GD&T styrer forholdet mellem funktioner – som vinkelrethed, koncentricitet og sand position – mere effektivt end simple bilaterale tolerancer. Dette giver dybere kvalitetskontrol, samtidig med at man undgår tvetydighed om, hvad "inden for tolerance" rent faktisk betyder for din applikation.
Glem ikke specifikationerne for overfladefinish. Standardfinisher på 63 µin til plane overflader og 125 µin til buede overflader opfylder de fleste applikationer. Specifikation af glattere finish øger poleringsarbejdet og omkostningerne – det er umagen værd at bruge til forsegling af overflader eller kosmetiske dele, hvilket er unødvendigt andre steder.
Endelig bør du diskutere tolerancekrav med potentielle producenter, før du færdiggør specifikationerne. Erfarne leverandører af præcisionsbearbejdningsdele kan ofte foreslå alternative tilgange, der opnår dine funktionelle mål til en lavere pris. De kan identificere, hvor dine specifikationer overstiger deres standardkapacitet – hvilket kræver premiumpriser – når mindre justeringer ville holde sig inden for de økonomiske intervaller.
Med tolerancekravene klart forstået, er du klar til at evaluere endnu en afgørende faktor, der adskiller dygtige producenter fra resten: kvalitetscertificeringer og hvad de rent faktisk garanterer for de dele, du modtager.
Kvalitetscertificeringer og inspektionsstandarder, der betyder noget
Du har fundet en producent, der angiver imponerende certificeringer på deres hjemmeside – ISO 9001, IATF 16949, AS9100. Men hvad garanterer disse akronymer egentlig for de præcisionsbearbejdede produkter, du modtager? Mange købere behandler certificeringer som afkrydsningsfelter snarere end meningsfulde kvalitetsindikatorer. Forståelse af, hvad hver certificering kræver, hjælper dig med at vurdere, om en producents kvalitetssystemer reelt matcher dit projekts krav.
Kvalitetscertificeringer repræsenterer tredjepartsverifikation af, at en producent følger dokumenterede processer, opretholder ensartede standarder og løbende forbedrer driften. De er ikke bare plaketter på væggen – de indikerer systematiske tilgange til fremstilling af præcisionsdele, der reducerer defekter, sikrer sporbarhed og beskytter din forsyningskæde.
ISO 9001 og hvad den garanterer
ISO 9001 fungerer som fundament for kvalitetsstyring på tværs af brancher verden over. Med over en million certificerede organisationer globalt etablerer denne standard de grundlæggende krav til ethvert robust kvalitetsstyringssystem.
Hvad kræver ISO 9001 egentlig? Certificeringen kræver dokumenterede procedurer, ensartet procesudførelse og dokumentation for løbende forbedringer. Producenter skal demonstrere kundefokus, risikobaseret tænkning og målbare kvalitetsmål. Når du køber varer fra en ISO 9001-certificeret leverandør af præcisionsbearbejdede dele, arbejder du med en organisation, der har etablerede systemer til:
- Procesdokumentation – Skriftlige procedurer sikrer ensartet drift, uanset hvilken operatør der betjener udstyret
- Sporing af kundekrav – Systemer registrerer og verificerer dine specifikationer gennem hele produktionen
- Protokoller for korrektive foranstaltninger – Når problemer opstår, forhindrer analyse af rodårsagen gentagelse
- Ledelsens gennemgang – Ledelsen evaluerer regelmæssigt kvalitetspræstationer og driver forbedringer
Til generelle industrielle anvendelser giver ISO 9001-certificering en rimelig sikkerhed for, at en producent opererer professionelt. Branchespecifikke certificeringer bygger dog videre på dette fundament med yderligere krav, der er skræddersyet til bestemte sektorer.
IATF 16949 for forsyningskæder inden for bilindustrien
Hvis du skal bruge præcisions-CNC-komponenter til bilindustrien, er IATF 16949-certificering afgørende. Denne standard, der er udviklet af International Automotive Task Force i samarbejde med ISO, tilføjer bilspecifikke krav oven i ISO 9001-overholdelsen.
Ifølge certificeringseksperters iATF 16949 fokuserer specifikt på forebyggelse af defekter, sporbarhed i forsyningskæden og reduktion af variationer i produktionen – kritiske bekymringer, når komponenter ender i køretøjer, der transporterer passagerer. Store bilproducenter kræver denne certificering fra deres Tier 1- og Tier 2-leverandører.
Hvad gør IATF 16949 strengere end ISO 9001? Bilstandarden kræver:
- Krav til produktsikkerhed – Specifikke protokoller, der sikrer, at komponenter ikke skaber sikkerhedsrisici
- Kunderespecifikke krav – Hver større bilproducent har unikke kvalitetsforventninger
- Beredskabsplanlægning – Dokumenterede reaktioner på forstyrrelser i forsyningskæden
- Garantistyring – Systemer, der sporer fejl i felten og muliggør tilbagekaldelser, når det er nødvendigt
- Leverandørudvikling – Krav om udvidelse af kvalitetssystemer til underleverandører
For fremstilling af præcisionskomponenter til bilindustrien signalerer IATF 16949-certificeringen en producent, der er forberedt på at opfylde branchens krævende kvalitetsforventninger. Fabrikker som Shaoyi Metal Technology opretholder denne certificering sammen med strenge protokoller for statistisk proceskontrol (SPC), hvilket gør dem i stand til at levere komponenter med høj tolerance med den konsistens, som bilindustrien kræver.
AS9100 Krav til luftfartskomponenter
Luftfartsapplikationer kræver endnu strengere kvalitetssystemer. AS9100-certificeringen omhandler specifikt luftfartskrav og verificerer, at dele opfylder de sikkerheds-, kvalitets- og tekniske standarder, som luftfartsindustrien kræver.
Hvorfor kræver luftfartsindustrien sin egen certificering? Komponenter i fly opererer under ekstreme forhold – temperaturvariationer, vibrationer, trykændringer – hvor konsekvenserne af fejl kan være katastrofale. AS9100 tilføjer krav til konfigurationsstyring, førstegangsinspektion og forbedret sporbarhed ud over, hvad generelle produktionscertificeringer kræver.
Forståelse af statistisk proceskontrol
Ud over certificeringer, spørg potentielle producenter om deres inspektionsmetoder og kvalitetskontrolprocesser. Statistisk proceskontrol (SPC) repræsenterer en datadrevet tilgang til at opretholde ensartethed i hele produktionsforløbet.
I stedet for at inspicere færdige dele og afvise defekter overvåger SPC produktionsparametre i realtid. Kontroldiagrammer sporer kritiske dimensioner og identificerer tendenser, før de resulterer i dele uden for tolerancen. Denne proaktive tilgang reducerer spild, forbedrer udbyttet og giver dokumenteret bevis for, at dine præcisionsbearbejdede produkter forblev inden for specifikationerne gennem hele produktionsprocessen.
Producenter, der investerer i SPC-systemer, demonstrerer engagement i præcisionskomponentfremstilling ud over minimumscertificeringskravene. Når du evaluerer leverandører af præcisionsbearbejdede dele, skal du spørge om deres målekapaciteter, inspektionsfrekvens og hvordan de dokumenterer kvalitetsdata til kundevurdering.
Hurtig reference til nøglecertificeringer
Match dine ansøgningskrav med de relevante certificeringsniveauer:
- ISO 9001 – Universelt kvalitetsstyringsgrundlag; egnet til generelle industrielle anvendelser
- IATF 16949 – Krav i bilindustrien; afgørende for leverandører af køretøjskomponenter
- AS9100 – Standard for luftfart og forsvar; obligatorisk for flydele og -samlinger
- ISO 13485 – Fremstilling af medicinsk udstyr; sikrer patientsikkerhed og overholdelse af lovgivningen
- ISO 14001 – Miljøledelse; demonstrerer bæredygtige produktionspraksisser
Certificeringer fortæller dig, hvilke systemer en producent har på plads – men de fortæller dig ikke, om den pågældende producent er den rette til dit specifikke projekt. Det næste trin involverer evaluering af kapaciteter, kommunikation og resultater for at opbygge din liste over kvalificerede leverandører.
Sådan vurderer og vælger du den rigtige producent
Du har gennemgået certificeringer, studeret kompetencer og samlet en stak potentielle leverandører. Nu kommer den udfordrende del – at adskille ægte kvalificerede producenter af maskinbearbejdede dele fra dem, der blot markedsfører godt. Forskellen mellem et succesfuldt partnerskab og en dyr fejltagelse kommer ofte ned til, hvor grundigt du undersøger potentielle leverandører, før du forpligter dig.
At vælge den rigtige producent af præcisionsdele handler ikke om at finde det laveste tilbud. Det handler om at identificere en partner, hvis kompetencer, kvalitetssystemer og kommunikationsstil stemmer overens med dit projekts krav. Lad os gennemgå en systematisk tilgang, der beskytter dine interesser og øger dine chancer for at finde en pålidelig langsigtet leverandør.
Kompetencevurdering ud over markedsføringspåstande
Alle producenter af maskinbearbejdede dele har en hjemmeside med imponerende udstyrslister og strålende anmeldelser. Men hvordan verificerer man, at disse påstande stemmer overens med virkeligheden? Start med at se ud over overfladen.
Ifølge brancheeksperter evaluering af en producent af CNC-dele kræver en undersøgelse af deres tekniske infrastruktur, teamekspertise og produktionsskalerbarhed. Kontroller, om de bruger avancerede CNC-drejebænke, fræsemaskiner og koordinatmålemaskiner (CMM'er). Deres ingeniørteam skal demonstrere færdigheder med CAD/CAM-værktøjer og multiaksebearbejdning – ikke blot eje udstyret.
Bed om specifikke oplysninger om maskinmodeller, spindelhastigheder, arbejdsområder og positioneringsnøjagtighed. En producent af specialfremstillede dele, der hævder at kunne levere 5-akset, bør beredvilligt give oplysninger om deres faktiske udstyr, ikke vage generaliseringer. Spørg om deres typiske delkompleksitet, og om dit projekt falder inden for deres komfortzone eller flytter deres grænser.
Overse ikke kapacitetsovervejelser. En fabrik, der producerer præcisionsbearbejdede dele og kører med 95% udnyttelsesgrad, kan have svært ved at imødekomme din tidslinje. At forstå deres nuværende arbejdsbyrde og vækstkurve hjælper dig med at vurdere, om de kan skalere i forhold til dine behov.
Røde flag ved vurdering af potentielle leverandører
Erfaring lærer købere at genkende advarselstegn tidligt. Vær opmærksom på disse almindelige røde flag, der ofte signalerer fremtidige problemer:
- Modvilje mod at dele referencer – Etablerede producenter forbinder dig gerne med tilfredse kunder
- Vage svar om tolerancer – Kompetente butikker taler præcist om deres muligheder og begrænsninger
- Usædvanligt lave tilbud – Priser langt under konkurrenterne indikerer ofte skjulte kvalitetsgenveje eller lokkemadstaktikker
- Dårlig kommunikationsrespons – Hvis det tager dage at få svar under tilbudsgivningen, så forestil dig produktionsproblemer
- Modstand mod besøg på faciliteten – Velrenommerede producenter af maskinbearbejdningsdele byder kundeaudits velkommen
- Manglende eller forældede certificeringer – Kvalitetscertificeringer kræver regelmæssige revisioner; udløbne legitimationsoplysninger tyder på forsømte systemer
Eksperter i due diligence af leverandører understreger at en leverandørs omdømme ofte er en pålidelig indikator for deres pålidelighed, produktkvalitet og kundeservice. Tjek branchefora, LinkedIn-anbefalinger og eventuelle tilgængelige casestudier, før du forpligter dig.
Overvejelser vedrørende indenlandsk versus offshore produktion
Beslutningen om at vælge indenlandsk kontra udlandet involverer mere end blot enhedspriser. Ifølge en Thomas-undersøgelse har 83 % af nordamerikanske producenter evalueret reshoring på grund af sårbarheder i forsyningskæden, der er blevet afsløret i de senere år.
Offshore-bearbejdning kan tilbyde lavere enhedsomkostninger, men overvej de samlede landede omkostninger inklusive forsendelse, told, lageromkostninger og kvalitetskontrolkrav. Kommunikationsudfordringer på tværs af tidszoner, bekymringer om intellektuel ejendomsret og længere leveringstider undergraver ofte de tilsyneladende besparelser.
Indenlandsk produktion giver tættere samarbejde, hurtigere iteration under udvikling og reduceret risiko i forsyningskæden. Når der opstår tekniske ændringer – og det vil de – implementerer lokale leverandører ændringer på dage i stedet for uger. For tidsfølsomme projekter eller applikationer, der kræver streng kvalitetskontrol, viser den indenlandske præmie sig ofte umagen værd.
Din trinvise evalueringstjekliste
Følg denne systematiske proces for at evaluere og sammenligne potentielle leverandører objektivt:
- Definer dine krav tydeligt – Dokumentér mængder, tolerancer, materialer, nødvendige certificeringer og forventede tidsfrister, før du kontakter leverandører
- Skærmens indledende funktioner – Gennemgå hjemmesider, udstyrslister og certificeringer for at oprette en liste over potentielt kvalificerede kandidater
- Anmod om detaljerede tilbud – Giv identiske specifikationer til hver leverandør; sammenlign ikke kun priser, men også leveringstider, betalingsbetingelser og inkluderede tjenester
- Verificer certificeringer uafhængigt – Tjek certificeringsdatabaser for at bekræfte den aktuelle gyldighed i stedet for at stole på viste logoer
- Foretag referencetjek – Tal med eksisterende kunder om kvalitetskonsistens, kommunikation og problemløsning
- Vurder finansiel stabilitet – Anmod om regnskaber eller kreditrapporter for at vurdere langsigtet levedygtighed, især for kritiske komponenter
- Planlæg besøg på faciliteter eller virtuelle rundvisninger – Observer udstyrets tilstand, arbejdspladsens organisering og teamets ekspertise på første hånd
- Start med en prototypeordre – Test forholdet med et lille projekt, før du forpligter dig til produktionsvolumener
Opbygning af langsigtet samarbejde med producenter
At finde en kvalificeret leverandør er kun begyndelsen. De mest succesfulde køber-producentforhold udvikler sig til ægte partnerskaber, hvor begge parter investerer i gensidig succes.
Kig efter producenter, der tilbyder feedback om design til fremstillingsevne (DFM) – forslag, der forbedrer dine dele, samtidig med at produktionsomkostningerne reduceres. En producent af maskinbearbejdede dele, der er villig til at anbefale designændringer, demonstrerer ekspertise og partnerskabsmentalitet, der går ud over blot at følge instruktioner.
Evaluer deres tilgang til problemløsning. Når problemer uundgåeligt opstår, kommunikerer de så proaktivt eller skjuler de problemer, indtil de udvikler sig til kriser? Branchevejledning bekræfter, at lydhør og klar kommunikation sikrer, at du ikke bliver efterladt i uvidenhed, når der opstår udfordringer.
Overvej også eftersalgssupport. Tilbyder leverandøren garantier, udskiftninger eller teknisk assistance, når dele ikke fungerer som forventet? En kvalitetsproducent står bag sit arbejde og ser hvert projekt som en mulighed for at styrke forholdet.
Den indsats, der investeres i grundig evaluering, betaler sig gennem hele jeres produktionsforhold. Når I har identificeret en pålidelig partner, involverer næste skridt udarbejdelsen af en RFQ-pakke, der muliggør præcise tilbud og en problemfri produktionsstart.
Forberedelse af din RFQ og forståelse af leveringstider
Du har identificeret kvalificerede leverandører og evalueret deres evner. Nu kommer det øjeblik, der afgør, om du modtager præcise tilbud eller frustrerende frem-og-tilbage anmodninger om afklaring: forberedelse af din tilbudsanmodning. En velstruktureret RFQ-pakke fremskynder ikke kun tilbudsprocessen – den etablerer din troværdighed som professionel indkøber og lægger grundlaget for et problemfrit produktionsforhold.
Tænk på din OFFQ som et kommunikationsværktøj. Jo mere komplette og organiserede dine oplysninger er, desto hurtigere kan producenterne vurdere dit projekt og tilbyde konkurrencedygtige priser. Ufuldstændige anmodninger forårsager forsinkelser, da salgsteams jagter manglende detaljer, hvilket ofte fører til dage eller uger, før du ser dit første tilbud.
Vigtig information til din tilbudsanmodning
Hvad adskiller en RFQ, der får øjeblikkelig opmærksomhed, fra en, der henslængt i kø? Fuldstændighed. Ifølge leverandører af maskinbearbejdningstjenester jo mere detaljeret din RFQ er, desto hurtigere modtager du et præcist tilbud. Start med det grundlæggende, før du dykker ned i de tekniske specifikationer.
Din RFQ-pakke bør indeholde disse kerneelementer:
- Virksomhedsoplysninger – Kontaktoplysninger, faktureringsadresse, leveringsadresse og virksomheds-ID
- Produktbeskrivelse – Grundlæggende oversigt over, hvad du har brug for, og dets tilsigtede anvendelse
- Materiale specifikationer – Foretrukne materialer eller acceptable alternativer med eventuelle særlige krav
- Mængdekrav – Oprindelig ordremængde plus forventet årligt forbrug
- Forventninger til tidslinjen – Målsætninger for levering og eventuelle tidsbegrænsninger
- Branche-specifikke krav – Bemærk, om delene er til medicinske, luftfarts-, bilindustrien eller andre regulerede anvendelser
- Krav til kvalitetsdokumentation – Inspektionsrapporter, certificeringer eller sporbarhedskrav
Gå ikke ud fra, at producenterne vil spørge om manglende oplysninger. Nogle kan give tilbud baseret på antagelser, der ikke matcher dine faktiske behov – hvilket kan føre til overraskelser, når specialfremstillede dele ankommer, eller fakturaer forfalder.
Tekniske tegninger og specifikationskrav
Dine tegninger fungerer som den definitive reference for fremstilling af specialfremstillede dele. De kommunikerer geometri, tolerancer, overfladebehandlinger og særlige krav i et universelt ingeniørsprog. Uden ordentlige tegninger kan selv den dygtigste producent ikke garantere resultater, der lever op til dine forventninger.
Branchens bedste praksis anbefaler at levere både 2D PDF-tegninger og 3D STEP-filer. PDF-filen fungerer som hoveddokument, der definerer kritiske dimensioner og tolerancer, mens 3D-modellen gør det muligt for producenter at importere geometri direkte til CAM-software og verificere deres forståelse af komplekse funktioner.
Din tekniske pakke skal tydeligt angive:
- Kritiske dimensioner med tolerancer – Identificer hvilke funktioner der kræver stram kontrol
- Overfladeafslutningskrav – Angiv ruhedsværdier for forskellige overflader
- Geometriske Tolerancer – Inkluder GD&T-angivelser for position, koncentricitet og vinkelrethed, hvor det er relevant
- Materiale- og varmebehandlingsspecifikationer – Definer legeringskvaliteter og eventuel nødvendig bearbejdning
- Gevaltspecifikationer – Standard eller brugerdefinerede gevindopkald med pasformsklasse
- Særlige markeringer eller identifikation – Varenumre, lotkoder eller andre nødvendige mærker
Hvis du undersøger online tilbudssystemer til bearbejdede dele, skal du huske på, at automatiserede platforme fungerer bedst med komplette 3D-modeller og standardtolerancer. Komplekse, specialfremstillede bearbejdede dele med usædvanlige funktioner eller stramme specifikationer drager typisk fordel af direkte teknisk gennemgang.
Volumenhensyn og prisstrukturer
Den mængde, du bestiller, påvirker prisen pr. enhed dramatisk – og forståelse af dette forhold hjælper dig med at træffe smartere indkøbsbeslutninger. Prissætning af brugerdefinerede CNC-dele inkluderer både faste omkostninger (programmering, opsætning, værktøj) og variable omkostninger (materiale, bearbejdningstid, inspektion). Højere volumener spreder de faste omkostninger på tværs af flere enheder, hvilket reducerer prisen pr. styk.
Vær transparent omkring dine volumenprognoser. En producent, der giver et tilbud på 100 stk., træffer andre beslutninger end en, der giver et tilbud på 10.000. De kan vælge andet udstyr, investere i specialfremstillede inventar eller allokere dedikeret maskintid. At levere realistiske prognoser – selvom de er usikre – muliggør mere præcise prisstrukturer.
Overvej at anmode om trindelt prisfastsættelse ved flere mængdegrænser. Dette afslører volumentærsklen, hvor stordriftsfordele bliver meningsfulde for dine dele. Du vil måske opdage, at bestilling af 500 stykker i stedet for 250 reducerer din enhedspris med 30 %, hvilket gør det umagen værd at justere lagerstrategien.
Prototyping versus produktionskrav
Fremgangsmåden til bestilling af fem prototypeenheder adskiller sig fundamentalt fra bestilling af fem tusinde produktionsenheder. Ifølge produktionseksperter snubler programmer ofte, fordi teams behandler prototype og produktion som udskiftelige – når de kræver tydeligt forskellige driftsformer.
Prototypefremstilling prioriterer hastighed og fleksibilitet. Du validerer design, tester pasform og funktion og foretager sandsynligvis ændringer baseret på det, du lærer. Forvent højere enhedsomkostninger, fordi producenter ikke kan amortisere opsætning på tværs af store mængder. Leveringstiderne er dog ofte kortere, da prototyper typisk springer foran produktionskøerne.
Fremstilling af produktionsdele lægger vægt på repeterbarhed, dokumenterede processer og optimerede omkostninger. Designet skal fastfryses, specifikationerne skal færdiggøres, og kvalitetskravene skal være klart definerede. Producenter investerer i fiksturering, etablerer procesparametre og implementerer statistiske kontroller, der ikke ville give mening for små prototypeserier.
Kommuniker hvor du er i udviklingscyklussen. En producent, der forstår, at du har brug for fremstilling af specialfremstillede dele til prototyper med efterfølgende produktion, kan strukturere sit tilbud passende – måske tilbyde reducerede prototypepriser til gengæld for forpligtelser til produktionsvolumen.
Ledetidsfaktorer og produktionsplanlægning
Hvad bestemmer, hvor længe du venter på dine dele? Leveringstider afhænger af flere faktorer ud over blot bearbejdningskompleksiteten. Forståelse af disse faktorer hjælper dig med at sætte realistiske forventninger og planlægge i overensstemmelse hermed.
De vigtigste drivkræfter for leveringstid omfatter:
- Nuværende butikskapacitet – Travle perioder forlænger køer uanset delenes kompleksitet
- Materialetilgængelighed – Standardlegeringer sendes hurtigt; specialmaterialer kan tage uger
- Sekundære operationer – Varmebehandling, plettering og coating forlænger behandlingstiden
- Inspektionskrav – Omfattende dokumentation øger tiden til kvalitetskontrol
- Tegningens fuldstændighed – Manglende information udløser forsinkelser i afklaringen
- Første artikel – Produktionen holder, indtil du godkender de første prøver
Ved akutte behov, spørg om muligheder for ekspresservice på forhånd. Mange producenter tilbyder ekspresservice til en højere pris – nogle gange med en ekspeditionstid på én dag for kritiske komponenter. At haste med hver ordre belaster dog relationer og budgetter. Reserver ekspresservice til reelle nødsituationer.
Planlægning af produktion af dele fungerer bedst, når du giver indsigt i fremtidige behov. Deling af prognoser – selv grove estimater – giver producenter mulighed for at reservere kapacitet, forudbestille materialer og gnidningsløs produktionsplanlægning. Dette samarbejde resulterer ofte i bedre priser og mere pålidelig levering end transaktionelle, ordre-for-ordre-relationer.
Med din OFFQ grundigt udarbejdet kan producenter fokusere på teknisk gennemgang og præcis prisfastsættelse i stedet for at jagte manglende detaljer. Men før dele sendes, kræver mange applikationer yderligere bearbejdning - varmebehandling, overfladebehandling eller monteringstjenester, der tilføjer værdi og funktionalitet til dine bearbejdede komponenter.
Sekundære operationer og efterbehandlingsprocesser
Dine præcisionsbearbejdningskomponenter ankommer fra CNC-maskinen – men er de virkelig færdige? I mange applikationer kræver råbearbejdede produkter yderligere bearbejdning for at opnå de ydeevneegenskaber, som din applikation kræver. Disse sekundære operationer forvandler gode dele til fantastiske dele, hvilket tilføjer holdbarhed, korrosionsbestandighed og funktionalitet, som bearbejdning alene ikke kan give.
At forstå hvornår og hvorfor disse processer er vigtige, hjælper dig med at specificere krav præcist og undgå dyre overraskelser. Lad os udforske de sekundære operationer, der tilfører reel værdi til dine CNC-bearbejdede komponenter.
Varmebehandling til forbedret ydelse
Forestil dig et tandhjul, der slides for tidligt, fordi overfladen ikke blev hærdet, eller en fjeder, der mister spænding, fordi restspændinger ikke blev aflastet. Varmebehandling imødekommer disse udfordringer ved at ændre metallernes indre struktur gennem kontrollerede opvarmnings- og kølecyklusser.
Ifølge Hubs er varmebehandling afgørende for at modificere kritiske egenskaber som hårdhed, styrke, sejhed og duktilitet i metaldele. Tidspunktet for varmebehandlingen – før eller efter bearbejdning – afhænger af dine specifikke krav.
Forbearbejdning af varmebehandling fungerer godt, når man bruger standardiserede metallegeringskvaliteter. Producenter kan bearbejde dele direkte fra forvarmet materiale, hvilket reducerer leveringstiderne. Dog, efterbearbejdningsvarmebehandling bliver nødvendigt, når processen har til formål at hærde materiale eller tjene som et afsluttende trin – især for værktøjsstål, der bliver betydeligt hårdere efter behandling.
De tre mest almindelige varmebehandlingsprocesser omfatter:
- Anning – Opvarmning af metal til høj temperatur efterfulgt af langsom afkøling blødgør materialet og forbedrer bearbejdeligheden. De fleste CNC-bearbejdede dele har udglødede egenskaber, medmindre yderligere behandlinger er specificeret.
- Spændingsafløb – Anvendes efter bearbejdning for at eliminere restspændinger, der opstår under fremstillingen, hvilket producerer dele med mere ensartede mekaniske egenskaber.
- Afskærmning – Følger bratkøling af blødt stål og legeret stål for at reducere sprødhed og samtidig forbedre den mekaniske ydeevne.
For komplekse bearbejdede dele, der udsættes for høj belastning eller slid, repræsenterer varmebehandling ofte forskellen mellem acceptabel ydeevne og for tidligt svigt.
Muligheder og anvendelser inden for overfladebehandling
Overfladebehandlinger gør mere end at få dele til at se godt ud – de beskytter mod korrosion, reducerer friktion, forbedrer elektriske egenskaber og øger slidstyrken. Valg af den rigtige finish afhænger af dit driftsmiljø og funktionelle krav.
Ifølge Alpha Metal , hver efterbehandlingsmetode tilbyder forskellige fordele til forskellige anvendelser:
Anodering skaber et hårdt, korrosionsbestandigt oxidlag på aluminiumsoverflader gennem en elektrokemisk proces. Delen nedsænkes i en sur elektrolytopløsning, mens elektrisk strøm oxiderer overfladen. Denne "konverteringsbelægning" kan farves i forskellige farver og giver fremragende slidstyrke, hvilket gør den populær til luftfart, bilindustrien, elektronik og arkitektoniske komponenter.
Overtræk aflejrer et tyndt metallag på din komponents overflade. Nikkelbelægning forbedrer korrosionsbestandigheden, forkromning tilføjer æstetisk glans og hårdhed, zinkbelægning giver beskyttelse mod korrosion, og guldbelægning forbedrer den elektriske ledningsevne. Processen bruger enten elektroplettering (elektrisk strøm) eller elektroløs kemisk aflejring.
Pulverlakeret påfører et tørt polymerpulver elektrostatisk og hærder det derefter under varme for at danne en tyk, holdbar belægning. Denne proces giver fremragende slagfasthed og korrosionsbestandighed med minimal miljøpåvirkning – oversprøjtning kan genbruges, og VOC-emissionerne er lave.
Maleri er fortsat den mest alsidige løsning til farvematchning og æstetiske krav, selvom den typisk tilbyder mindre holdbarhed end pulverlakering eller anodisering. Vandbaserede malinger giver miljøvenlige alternativer til opløsningsmiddelbaserede formuleringer.
Sammenligning af overfladebehandlingsmuligheder
Denne tabel hjælper dig med at matche efterbehandlingsprocesser til dine applikationskrav:
| Procestype | Nøglefordele | Typiske anvendelser | Prisens indvirkning |
|---|---|---|---|
| Anodering | Hård, slidstærk overflade; korrosionsbeskyttelse; farvemuligheder; ikke-ledende | Luftfartskomponenter, elektronikskabe, arkitektoniske elementer | Moderat ($$) |
| Galvanisering (nikkel/krom) | Forbedret korrosionsbestandighed; æstetisk metallisk finish; forbedret ledningsevne | Biludstyr, værktøj, smykker, elektroniske stik | Moderat til høj ($$–$$$) |
| Zinkplatering | Offerkorrosionsbeskyttelse; omkostningseffektiv | Fastgørelseselementer, beslag, strukturel hardware | Lav ($) |
| Pulverlakeret | Tyk, ensartet belægning; fremragende slagfasthed; bredt farveudvalg; miljøvenlig | Udendørsudstyr, apparater, bildele | Moderat ($$) |
| Maleri | Ubegrænsede farvemuligheder; nem opfriskning; alsidig substratkompatibilitet | Forbrugsvarer, byggematerialer, indkapslinger | Lav til Moderat ($–$$) |
| Glasperleblæsning | Glat satinfinish; overfladebehandling; forbedret korrosionsbestandighed | Medicinsk udstyr, præcisionsfræsede dele, dekorative komponenter | Lav ($) |
Monteringstjenester og værdiskabende operationer
Hvorfor modtage individuelle komponenter, når du kan modtage monteringsklare samlinger? Mange producenter tilbyder samling af bearbejdede dele som en merværditjeneste, der forenkler din forsyningskæde og reducerer din interne arbejdsbyrde.
Ifølge Marver Med reducerer levering af sekundære tjenester internt den samlede produktionstid betydeligt ved at eliminere forsinkelser og ekstra omkostninger ved outsourcing. Disse værdiskabende operationer omfatter:
- Komponentmontage – Kombination af flere maskinbearbejdede dele med fastgørelseselementer, tætninger eller andet hardware
- Laser mærkning – Permanent delidentifikation, serienumre eller logoer
- Rengøring og affedtning – Fjernelse af bearbejdningsvæsker og forurenende stoffer til montering eller steril emballering
- Renrumsemballage – Kritisk for medicinsk udstyr og følsom elektronik
- Efterspånlingsbearbejdning – Yderligere dreje-, planfræsnings-, bore- eller gevindfræsningsoperationer for at forfine dimensioner
Konsolidering af disse operationer med din primære bearbejdningsleverandør tilbyder flere fordele. Ansvar fra én leverandør forenkler kvalitetsansvaret. Reduceret håndtering mellem faciliteter minimerer risikoen for skader. Og koordineret planlægning forkorter ofte de samlede leveringstider sammenlignet med at håndtere flere leverandører.
Når du evaluerer producenter, så spørg hvilke sekundære operationer de udfører internt versus outsourcet. Interne kapaciteter betyder typisk bedre kvalitetskontrol og hurtigere ekspeditionstid, mens outsourcede processer øger leveringstid og potentielle koordineringsudfordringer.
Med en klar forståelse af, hvordan sekundære operationer forbedrer dine præcisionsbearbejdningskomponenter, er du nu rustet til at specificere komplette krav, der inkluderer efterbearbejdning. Det sidste trin involverer at syntetisere alt, hvad du har lært, for at træffe sikre producentvalg til dit projekt.
Foretag dit endelige producentvalg
Du har gennemgået materialevidenskab, tolerancespecifikationer, kvalitetscertificeringer og sekundære operationer. Nu kommer beslutningens øjeblik – at syntetisere alt til handlingsrettede valg, der beskytter din forsyningskæde og sætter dine projekter op til succes. Den rette producent af præcisionsbearbejdede dele er ikke blot den billigste løsning eller den med den mest prangende hjemmeside. Det er den partner, hvis evner, kvalitetssystemer og kommunikationsstil stemmer præcist overens med dit projekts krav.
Match dine krav med producentens muligheder
Start med at gennemgå dine kernekrav i forhold til det, du har lært om hver potentiel leverandør. Håndterer deres udstyr dine delgeometrier? Kan de opnå dine tolerancespecifikationer uden premiumpriser? Matcher deres certificeringer din branches lovgivningsmæssige forventninger?
Opret en simpel beslutningsmatrix, der vejer de faktorer, der betyder mest for din applikation:
- Teknisk kapacitetsjustering – Deres udstyr, tolerancer og materialeekspertise matcher dine krav til CNC-bearbejdede dele
- Kvalitetssystemets strenghed – Certificeringer relevante for din branche (minimum ISO 9001, IATF 16949 for bilindustrien, AS9100 for luftfart)
- Produktionskapacitet – Tilstrækkelig båndbredde til dine mængder uden at overbelaste deres butik
- Gennemløbstidsydeevne – Realistiske tidslinjer, der understøtter din produktionsplan
- Kommunikationsrespons – Hurtige, klare svar under tilbudsgivning forudsiger adfærd under produktion
- Geografiske overvejelser – Indenlandske versus offshore-afvejninger, der er passende til din risikotolerance
Fald ikke i fælden med at overvurdere prisen. En producent, der tilbyder præcisions-CNC-bearbejdningsdele til 20 % lavere priser end konkurrenterne, kan gå på kompromis med inspektion, bruge ringere materialer eller operere med utilstrækkelige kvalitetssystemer. Omkostningerne ved at modtage defekte bearbejdningsdele – produktionsforsinkelser, omarbejdning, kundeklager – overstiger langt enhver besparelse fra et lavt initialt tilbud.
Opbygning af din shortlist af kvalificerede leverandører
Din evalueringsproces bør indsnævre snesevis af potentielle leverandører til en fokuseret shortliste på to til fire reelt kvalificerede kandidater. Disse finalister har bestået din kompetencescreening, demonstreret relevante certificeringer og svaret professionelt på dine forespørgsler.
Før du indgår endelige forpligtelser, bør du overveje disse valideringstrin:
- Anmod om prøvedele – At se faktiske præcisions-CNC-dele afslører mere end noget specifikationsark
- Bekræft referencer – Tal med nuværende kunder om kvalitetskonsistens og problemløsning
- Begynd i det små – En prototypeordre tester forholdet, før produktionsvolumener forpligter sig til betydelig kapital
- Vurder DFM-feedback – Producenter, der tilbyder forslag til designforbedringer, demonstrerer partnerskabsmentalitet
Vær opmærksom på, hvordan leverandører håndterer dine spørgsmål under evalueringen. En leverandør af specialfremstillede bearbejdningsløsninger, der er villig til at forklare deres processer, anerkende begrænsninger og foreslå alternativer, viser den gennemsigtighed, du har brug for, når produktionsudfordringer uundgåeligt opstår.
De bedste partnerskaber mellem producenter lykkes ikke fordi problemer aldrig opstår, men fordi begge parter kommunikerer åbent og løser problemer hurtigt, når de opstår.
Tag det næste skridt i din sourcingrejse
Når din shortlist er etableret, bliver vejen frem klarere. For mange købere kombinerer den ideelle partner teknisk præcision med certificerede kvalitetssystemer og hurtig service – en kombination, der accelererer projekter fra koncept til produktion uden gnidninger i form af miskommunikation eller kvalitetsudslip.
Producenter med IATF 16949-certificering demonstrerer den procesdisciplin, som forsyningskæder inden for bilindustrien kræver. Når disse muligheder udvides til hurtige overgange fra prototypefremstilling til produktion, opnår du en fleksibilitet, som traditionelle leverandører ikke kan matche. Forestil dig at validere et design med prototype CNC-præcisionsdele og derefter problemfrit skalere til produktionsvolumener – alt sammen med én kvalificeret partner.
For tidskritiske applikationer, spørg om fremskyndede muligheder. Nogle producenter af præcisionsbearbejdede dele leverer med leveringstider på helt ned til én arbejdsdag til presserende komponentbehov. Denne respons viser sig at være uvurderlig, når produktionslinjer står over for uventede mangler, eller designændringer kræver øjeblikkelig validering.
Hvis dine applikationer omfatter bilkomponenter – chassissamlinger, specialfremstillede metalbøsninger eller andre køretøjssystemer – bør du overveje at udforske specialiserede ressourcer. Faciliteter, der tilbyder præcisions-CNC-bearbejdning til bilindustrien bringe branchespecifik ekspertise sammen med strenge statistiske proceskontrolprotokoller, der sikrer ensartethed på tværs af produktionskørsler.
Husk, at valg af producent ikke er en engangstransaktion – det er begyndelsen på et løbende forhold. Den indsats, du investerer i grundig evaluering, betaler sig gennem pålidelige leverancer, ensartet kvalitet og samarbejdsbaseret problemløsning, når der opstår udfordringer. Din leverandør af præcisions-CNC-bearbejdningsdele bliver en forlængelse af dine egne muligheder, hvilket direkte påvirker din evne til at betjene dine kunder effektivt.
Bevæbnet med viden fra denne guide – fremstillingsprocesser, materialevalg, tolerancespecifikationer, kvalitetscertificeringer, evalueringsrammer, forberedelse af tilbudsanmodninger og sekundære operationer – er du forberedt på at henvende dig til producenter af maskinkomponenter som en informeret køber. Denne forberedelse resulterer i bedre partnerskaber, bedre dele og bedre resultater for dine projekter.
Ofte stillede spørgsmål om producenter af maskinkomponenter
1. Hvor meget koster en brugerdefineret CNC-del?
Priserne på brugerdefinerede CNC-dele varierer betydeligt afhængigt af kompleksitet, materialer og produktionsvolumen. Enkle dele i små serier koster typisk mellem 10 og 50 dollars pr. styk, mens præcisionskonstruerede komponenter kan koste 160 dollars eller mere, især for ordrer med lav volumen. Faktorer, der påvirker prisen, omfatter materialevalg, tolerancekrav, sekundære operationer som varmebehandling eller plettering og opsætningsomkostninger, der fordeles over større mængder. Anmodning om trindelt prisfastsættelse ved flere mængdegrænser hjælper med at identificere volumentærskler, hvor stordriftsfordele reducerer omkostningerne pr. enhed.
2. Hvad er de 7 grundlæggende maskinværktøjer, der bruges i fremstillingsindustrien?
De syv grundlæggende værktøjsmaskiner er drejemaskiner (drejebænke og boremaskiner), høvle og fræsemaskiner, boremaskiner, fræsemaskiner, slibemaskiner, motorsave og pressere. Moderne CNC-teknologi har omdannet disse traditionelle værktøjer til computerstyret udstyr, der er i stand til at opnå tolerancer, der er umulige med manuel betjening. Multiaksede CNC-bearbejdningscentre kombinerer nu flere operationer, hvilket giver producenterne mulighed for at producere komplekse geometrier i enkelt opsætninger, samtidig med at de opretholder enestående præcision.
3. Hvilke certificeringer skal producenter af maskinkomponenter have?
Essentielle certificeringer afhænger af din branche. ISO 9001 giver det universelle kvalitetsstyringsgrundlag, der er egnet til generelle industrielle applikationer. IATF 16949 er obligatorisk for komponenter til bilindustrien i forsyningskæden med fokus på defektforebyggelse og sporbarhed. AS9100-certificering er påkrævet for luftfarts- og forsvarsapplikationer med strengere sikkerheds- og kvalitetskrav. Producenter af medicinsk udstyr skal have ISO 13485-certificering. IATF 16949-certificerede faciliteter som Shaoyi Metal Technology implementerer strenge statistiske proceskontrolprotokoller, der sikrer ensartet produktion af komponenter med høj tolerance.
4. Hvad er forskellen mellem CNC-drejning og CNC-fræsning?
Ved CNC-drejning roterer emnet, mens et stationært skæreværktøj former det, hvilket gør det ideelt til cylindriske dele som aksler, stænger og bøsninger. Ved CNC-fræsning roterer skæreværktøjet, mens emnet forbliver fikseret, perfekt til dele med plane overflader, slidser, lommer og komplekse tredimensionelle former. Mange præcisionsbearbejdningsapplikationer kombinerer begge operationer, hvor komponenter starter på en drejebænk for cylindriske funktioner og derefter flyttes til fræsemaskiner for yderligere funktioner som huller, flade eller vinkelsnit.
5. Hvordan udarbejder jeg en effektiv RFQ for maskinbearbejdede dele?
En komplet RFQ-pakke bør indeholde virksomhedsoplysninger, detaljerede produktbeskrivelser, materialespecifikationer, mængdekrav med forventet årligt forbrug, forventninger til tidslinje og behov for kvalitetsdokumentation. Lever både 2D PDF-tegninger og 3D STEP-filer med tydeligt markerede kritiske dimensioner, tolerancer, krav til overfladefinish og eventuelle GD&T-forslag. Vær transparent omkring volumenprognoser og om du har brug for prototype- eller produktionsmængder, da producenter træffer forskellige udstyrs- og procesbeslutninger baseret på disse oplysninger.