 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Online-bearbejdning afkodet: Fra designfil til leveret del på få dage
Hvad online-fremstilling faktisk betyder for moderne fremstilling
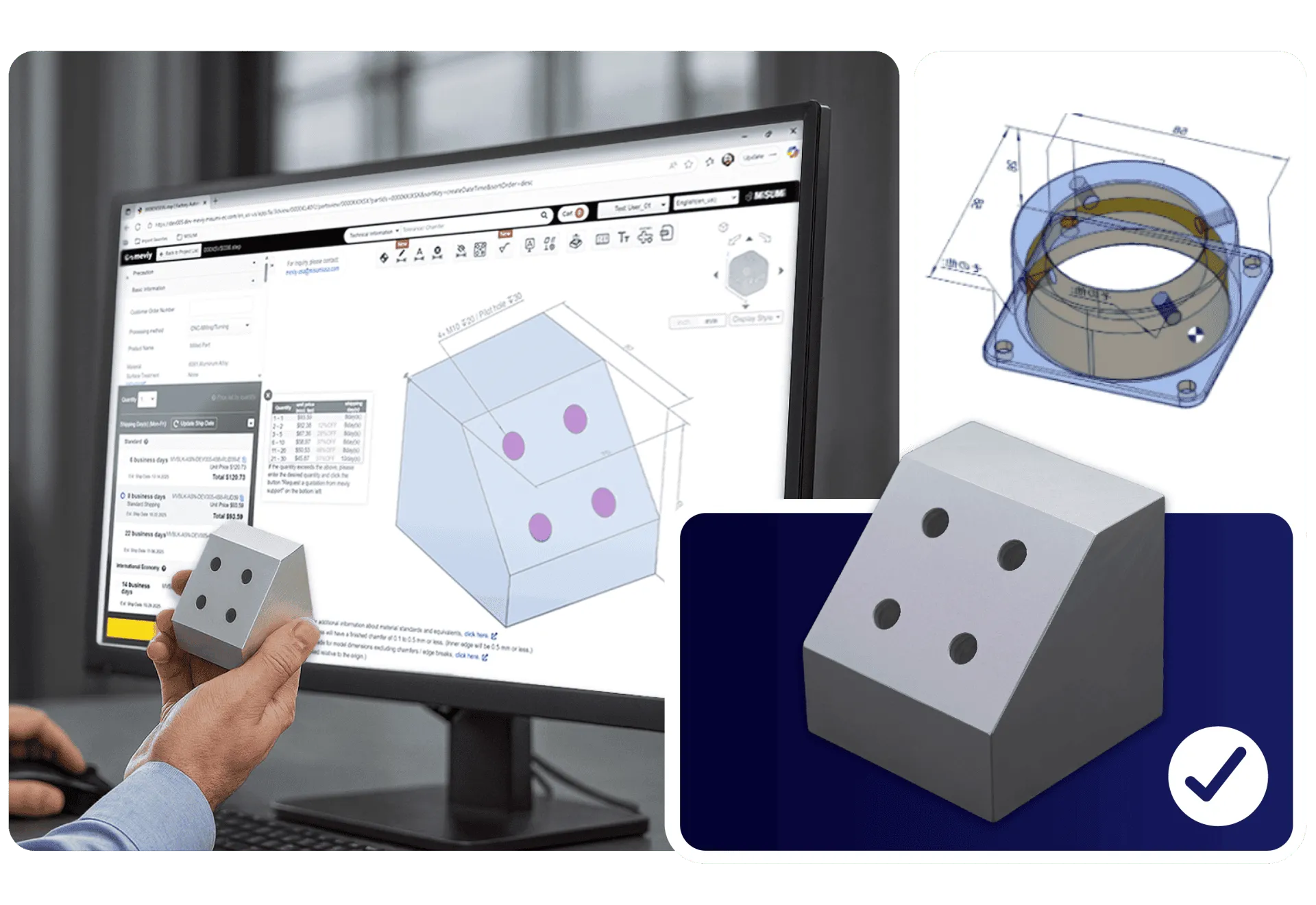
Forestil dig, at du uploader en CAD-fil kl. 9 og modtager et detaljeret tilbud med priser, levertider og feedback om fremstillelighed, inden din morgenkaffe bliver kold. Det er online-fremstilling i aktion – den digitale omstilling af, hvordan ingeniører og produktudviklere indkøber CNC-fremstillede dele .
I sin kerne henviser online-fremstilling til webbaserede platforme, der forbinder dig direkte med præcisionsfremstillingskapaciteter uden de traditionelle mellemmænd. I stedet for at opbygge relationer til lokale maskinværksteder over årevis får du adgang til globale fremstillingsnetværk via din browser. Denne model ændrer grundlæggende, hvordan CNC- og traditionel indkøbsproces krydser hinanden, og bringer gennemsigtighed og hastighed til en proces, der tidligere var langsom og afhængig af personlige relationer.
Fra tegning til browser: Den digitale fremstillingsomstilling
For ikke så længe siden betød sourcing af specialfremstillede drejede dele noget helt andet. Du ville sende tegninger pr. e-mail til flere leverandører, vente dage på svar, aftale besøg på deres faciliteter og forhandle vilkår gennem utallige telefonopkald. Processen krævede etablerede forretningsforbindelser og en betydelig tidsinvestering, inden der blev skåret en eneste spåner.
I dag vender digitale CNC-drejebænksplatforme denne model helt på hovedet. Ifølge brancheanalyse fra Lauenscnc , kan brugere nu oprette forbindelse til omfattende fremstillingsnetværk, justere parametre i realtid og sikre produktionspladser øjeblikkeligt. Denne ændring afspejler bredere digitale transformationer – tænk på, hvordan onlinebanking erstattede besøg på bankfilialer, eller hvordan e-handel har transformeret detailhandlen.
Hvad gør denne ændring så betydningsfuld? Traditionelle opsætninger udmærker sig ved langsigtede, højvolumenkontrakter med etablerede forretningsforbindelser. En online CNC-drejebænksplatform dominerer derimod i dynamiske, innovationsdrevne miljøer, hvor hastighed og fleksibilitet er afgørende.
Hvordan online-platforme forbinder dig med CNC-kapaciteter
Så hvad sker der præcis, når du bruger disse digitale platforme? Økosystemet kombinerer flere sammenkoblede komponenter, der fungerer sømløst sammen:
- Filuploadsystemer — Accepterer standardformater som STEP, IGES og native CAD-filer til øjeblikkelig behandling
- Automatiske tilbudsmoduler — Algoritmer baseret på kunstig intelligens analyserer geometrien, beregner værktøjsspor og genererer priser inden for sekunder
- Automatiseret DFM-feedback — Indbygget validering markerer potentielle problemer som tynde vægge eller undergravede funktioner, før du bekræfter ordren
- Globale Produktionsnetværk — Forbindelser til hundredvis eller tusindvis af verificerede CNC-serviceudbydere verden over
- Grænseflader til valg af materiale — Muligheder fra aluminium og rustfrit stål til tekniske plastikker og eksotiske legeringer
- Konfiguration af efterbehandling — Overfladebehandlinger, varmebehandlinger og muligheder for kvalitetsinspektion tilføjet med simple klik
Denne CNC-servicemodel bringer uset gennemsigtighed til fremstilling af indkøb. Du vælger muligheder for mængde eller materiale og ser øjeblikkeligt prisændringerne – ingen ventetid i dage for reviderede tilbud mere.
Passer denne tilgang dine behov? Hvis du udvikler prototyper, tester designiterationer eller har brug for specialfremstillede dele uden at forpligte dig til store volumener, giver online-maskineeringstilbud den fleksibilitet, som traditionelle værksteder ofte ikke kan matche. Startups kan skala deres aktiviteter uden store forudgående investeringer, mens etablerede virksomheder optimerer deres leveringskæder for større fleksibilitet.
Dog dette handler ikke om at erstatte alle de fremstillingsrelationer, du har. Det handler om at forstå, hvornår digitale platforme tilbyder reelle fordele – og hvornår traditionelle partnerskaber stadig giver mening. Målet her er ikke at sælge dig en bestemt fremgangsmåde, men at hjælpe dig med at træffe velovervejede beslutninger om, hvordan du effektivt kan få et CNC-tilbud online, mens du præcis forstår, hvad du får.
Den komplette rejse fra designfil til leveret emne
Har du nogensinde undret dig over, hvad der faktisk sker mellem at klikke på "upload" og at holde dine færdige CNC-fremstillede dele ? Processen er mere sofistikeret, end den ser ud til – men overraskende tilgængelig, så snart du forstår hver enkelt fase. Lad os gennemgå hele arbejdsgangen, så du præcis ved, hvad du kan forvente.
Forberedelse af dine CAD-filer til upload
Din rejse starter med filforberedelse, og at gøre det rigtigt herfra sparer dig problemer senere. De fleste platforme accepterer flere standardformater, men ikke alle filer er lige velegnede til fremstilling.
STEP-filer (.stp, .step) forbliver standarden inden for online-maskinbearbejdning. De bevarer solid geometri, opretholder dimensionel nøjagtighed og konverteres problemfrit mellem forskellige CAD-systemer. Hvis du kun kan eksportere ét format, så vælg STEP.
IGES-filer (.igs, .iges) fungerer som en pålidelig reserveoption. De har eksisteret længe og nyder bred kompatibilitet, selvom de lejlighedsvis giver anledning til overfladefortolkningsproblemer ved komplekse kurver.
STL-filer —som ofte associeres med 3D-printning—har begrænsninger, når det gælder CNC-maskinbearbejdningsdele. De approksimerer overflader ved hjælp af trekantede facetter i stedet for sand geometri, hvilket kan påvirke præcisionen ved krumme detaljer. Brug STL kun, hvis andre muligheder ikke er tilgængelige.
Før upload kontrollerer du, at din model er vandtæt uden åbne overflader eller selvskærende geometri. Mange platforme markerer automatisk disse problemer, men at opdage dem tidligt fremskynder din tilbudsgivningsproces betydeligt.
Forståelse af processen for øjeblikkelig prisangivelse
Her er stedet, hvor magien sker. Ifølge Xometrys platformdokumentation analyserer AI-drevne tilbudsmotorer din uploadede geometri øjeblikkeligt, beregner værktøjsspor og genererer priser baseret på de faktiske fremstillingskrav.
Systemet vurderer flere faktorer samtidigt:
- Samlede komponentdimensioner og den nødvendige materialevolumen
- Funktionernes kompleksitet, herunder huller, lommer og overfladekonturer
- Antallet af opsætninger, der kræves for at bearbejde alle funktioner
- De valgte materialeegenskaber og bearbejdningsvurderinger
- Tolerancespecifikationer og deres indflydelse på bearbejdstiden
Hvad der gør dette så kraftfuldt, er den øjeblikkelige Design for Fremstilling (DFM)-feedback. Systemet markerer potentielle problemer – f.eks. tynde vægge, der måske vil deformere sig under fræsningskræfter, dybe lommer, der kræver specialværktøj, eller funktioner, der ville kræve dyre 5-akse-operationer. Som bemærket af CNC24s tekniske team , denne automatiserede mulighedsanalyse kombineres med en faglig gennemgang af produktions-teknikere for at minimere risici, inden produktionen påbegyndes.
Fra ordreplacering til levering ved døren
Når du har konfigureret din komponent og godkendt tilbuddet, hvad sker der så? Her er den fuldstændige rækkefølge:
- Endelig teknisk gennemgang — Specialister verificerer dine specifikationer, bekræfter materialetilgængelighed og validerer, at den angivne fremstillingsmetode vil opfylde dine krav.
- Leverandørmatchning — Dit projekt tildeles en optimal producent fra platformens forhåndsgodkendte netværk. Vurderingskriterierne omfatter maskinkapacitet, aktuel kapacitet, geografisk placering samt eventuelle certificeringskrav, som du har specificeret.
- Produktionsplanlægning — Din ordre kommer ind i produktionss kø. Prioriteten afhænger af den leveringstid, du har valgt – accelererede ordrer går forrest, mens økonomiske muligheder venter på optimal batchplanlægning.
- Udførelse af CNC-bearbejdning — Erfarne drejere indstiller råmateriale, indlæser programmer og fremstiller dine dele. Kompleks prototypproduktion kan kræve flere indstillinger og omhyggelig verifikation under processen.
- Kvalitetsinspektion — Færdige dele gennemgår dimensionel verifikation i henhold til dine specifikationer. Afhængigt af kravene omfatter dette enten standardudtag eller omfattende CMM-måling med detaljerede rapporter.
- Efterbehandling — Alle specificerede efterbehandlingsoperationer udføres: afskæring af spåner, overfladebehandlinger, varmebehandling eller belægningsapplikationer.
- Indpakning og forsendelse — Dele pakkes omhyggeligt for at forhindre skade under transport og afsendes via den af dig valgte fragtmetode.
Hvad levertider skal du faktisk forvente?
Levertiderne varierer kraftigt afhængigt af projektkompleksiteten og hastighedskravene. For hurtig CNC-prototypproduktion med simple geometrier og standardmaterialer som aluminium kan nogle platforme levere allerede efter så få som seks dage ifølge MakerVerses prototyppguide .
Her er en realistisk opdeling:
| Projekttype | Typisk leveringstid | Nøglefaktorer |
|---|---|---|
| Simpel CNC-prototype (aluminium, grundlæggende geometri) | 5-10 arbejdsdage | Standard tolerancer, minimale indstillinger |
| Kompleks prototype (smalle tolerancer, flere funktioner) | 10-15 arbejdsdage | Mange-akse-bearbejdning, inspektionskrav |
| Lavvolumenproduktion (10–100 styk) | 2-4 uger | Amortisering af opsætning, batchoptimering |
| Produktionsløb (100+ styk) | 3-6 uger | Råmaterialeindkøb, konsekvent kvalitetskontrol |
Accelererede leveringsmuligheder kan betydeligt forkorte disse tidsrammer – nogle gange halvere leveringstiden – men forvent øget pris. Omvendt udvider økonomisk fragt ledetiderne, mens den reducerer omkostningerne ved ikke-akutte CNC-prototyperingsprojekter.
At forstå denne komplette arbejdsgang hjælper dig med at planlægge projekter realistisk og kommunikere effektivt med platformens support, når spørgsmål opstår. Nu hvor din procesviden er etableret, er det næste afgørende valg at vælge det rigtige materiale til din specifikke anvendelse.
Valg af det rigtige materiale til dit CNC-projekt
Du har uploadet din CAD-fil, gennemgået det øjeblikkelige tilbud og står nu med en dropdown-menu med dusinvis af materialemuligheder. Hvilken skal du vælge? Denne beslutning påvirker alt – delens ydeevne, fremstillingsomkostningerne, levertiden og endnu mere, om din konstruktion lykkes i dens tilsigtede anvendelse.
Den gode nyhed? Online-maskineplatforme tilbyder omfattende materialebiblioteker, som traditionelle værksteder ofte ikke kan matche. Udfordringen er at navigere intelligently gennem disse muligheder. Lad os gennemgå udvælgelsesprocessen, så du kan træffe sikre og velovervejede beslutninger.
Metaller til applikationer, hvor styrke og præcision er afgørende
Når mekanisk ydeevne er afgørende, er metaller stadig det foretrukne valg til CNC-bearbejdning . Men "metal" dækker et meget bredt spektrum af egenskaber og prisniveauer. At forstå de vigtigste kategorier hjælper dig med hurtigt at indsnævre mulighederne.
Aluminiumlegeringer: De alsidige materialer
Hvis du er usikker på, hvor du skal starte, giver bearbejdning af aluminium ofte den bedste balance mellem ydeevne, omkostninger og fremstillelighed. Ifølge Hubs' vejledning til valg af materiale har aluminiumlegeringer et fremragende styrke-til-vægt-forhold, høj termisk og elektrisk ledningsevne samt naturlig korrosionsbeskyttelse – hvilket gør dem til den mest økonomiske løsning for mange prototype- og produktionsanvendelser.
Aluminium 6061 er standardvalget til almindelige formål. Den bearbejdes fremragende, koster relativt lidt og kan anodiseres for at forbedre overfladehårdhed og æstetik.
Aluminium 7075 er det rigtige valg, når du har brug for luftfartsgrad-styrke. Den kan varmebehandles til hårdhedsniveauer, der svarer til nogle ståltyper, samtidig med at den bevarer aluminiums fordel ved lav vægt – hvilket er afgørende for vægtfølsomme anvendelser.
Aluminium 5083 udmærker sig i marine miljøer, hvor saltvand ville korrodere andre legeringer. Hvis dine dele udsættes for krævende miljøforhold, bør denne legering overvejes.
Stål: Når holdbarhed er vigtigere end vægt
Stållegeringer leverer styrke, hårdhed og slidstærkhed, som aluminium simpelthen ikke kan matche. Modparten? Højere materialeomkostninger, længere maskinbearbejdingstider og betydeligt mere vægt.
Rustfrit stål 304 håndterer de fleste korrosionsbestandige anvendelser effektivt. Det bearbejdes rimeligt godt og er modstandsdygtigt over for de fleste miljøforhold – hvilket gør det til standardvalget for fødevareindustri, medicinsk udstyr og udendørsanvendelser.
Rostfrit Stål 316 udvider korrosionsbestandigheden yderligere, især over for saltvandsløsninger. Havmiljøer og kemisk procesudstyr kræver ofte denne forbedrede beskyttelse.
Værktøjsstål som D2 og A2 opnår ekstraordinær hårdhed efter varmebehandling – op til 65 HRC. De er afgørende for fremstilling af værktøjer, støbemodeller og komponenter, der udsættes for ekstrem slid, selvom de kræver specialiseret maskinbearbejdningseksperise.
Messing og bronze: Specialiseret ydelse
Disse kobberlegeringer anvendes til specialiserede, men kritiske applikationer. Messing C36000 bearbejdes yderst godt og har naturlig korrosionsbestandighed, hvilket gør den populær til komponenter i stor seriefremstilling, såsom fittings og forbindelsesdele.
CNC-bearbejdning af bronze stiller unikke udfordringer, der kræver særlig opmærksomhed. Som anført af Othala Tech's eksperter inden for bronzebearbejdning adfærer forskellige bronzekvaliteter sig meget forskelligt under skæreværktøjer. C932 (blyholdig bronze) skæres glat med fremragende spånhåndtering, mens C954 (aluminiumbronze) opbygger varme hurtigt og kræver omhyggelig hastighedsstyring.
Når du bearbejder bronze til lejer, gear eller marin hardware, retfærdiggør materialets naturlige slidbestandighed og selvsmørende egenskaber den ekstra bearbejdningskompleksitet. CNC-operationer på bronze kræver værksteder med erfaring i bearbejdning af disse legeringer – et aspekt, der bør verificeres, når du vælger din producentpartner til dine bronze-CNC-projekter.
Når plastik overgår metalalternativer
Antag ikke, at metal altid er løsningen. Konstruktionsplastik tilbyder overbevisende fordele i mange anvendelser: lavere vægt, lavere materialeomkostninger, fremragende kemisk modstandsdygtighed og naturlig elektrisk isolation.
Højtydende konstruktionsplastik
Delrin-plast (POM/acetal) skiller sig ud som mesteren blandt bearbejdelige plastikker. Den tilbyder den højeste bearbejdlighed blandt plastikker, fremragende dimensionsstabilitet, meget lav friktion og minimal vandabsorption. Når du har brug for præcise plastdele med stramme tolerancer, bør delrin-plastik være din første overvejelse.
Nylon til maskinbearbejdning anvendelser leverer fremragende slagstyrke, god kemisk modstandsdygtighed og naturlig slidstyrke. Nylon 6 og Nylon 66 er de mest almindeligt specificerede kvaliteter. Nylon til maskinbearbejdningsprojekter kræver dog opmærksomhed på én begrænsning: materialet absorberer fugt, hvilket kan påvirke dimensionsstabiliteten i fugtige miljøer.
Polycarbonat kombinerer høj slidstyrke med optisk gennemsigtighed – den kan bearbejdes til gennemsigtige komponenter. Dens slagstyrke overstiger ABS, hvilket gør den velegnet til beskyttelsesdæksler, linser og væskebaserede enheder.
PEEK repræsenterer den øverste kvalitetsklasse af tekniske termoplastikker. Den tåler temperaturer op til 250 °C, er modstandsdygtig over for de fleste kemikalier og har styrke-til-vægt-forhold, der kan konkurrere med metal. Medicinske PEEK-varianter muliggør anvendelse i biomedicinske implantater. Ulempen? Betydeligt højere materialeomkostninger.
Materialevalg på et blik
Den følgende sammenligning hjælper dig med hurtigt at identificere potentielle materialer ud fra dine primære krav:
| Materialekategori | Typiske anvendelser | Relativ pris | Bearbejdelighed | Nøgleegenskaber |
|---|---|---|---|---|
| Aluminium 6061 | Generelle prototyper, kabinetter, beslag | $ | Fremragende | Letvægts, korrosionsbestandig, anodiserbar |
| Aluminium 7075 | Luftfartskomponenter, komponenter under høj spænding | $$ | God | Høj styrke, varmebehandlingsvenlig, udmattelsesbestandig |
| Rustfrit stål 304 | Fødevareudstyr, medicinsk udstyr, udendørs hardware | $$ | Moderat | Korrosionsbestandig, svejsbar, hygiejnisk |
| Rostfrit Stål 316 | Marine hardware, kemisk procesudstyr | $$$ | Moderat | Overlegen korrosionsbestandighed, egnet til saltvand |
| Brass c36000 | Fittings, forbindelsesdele, dekorativ beslag | $$ | Fremragende | Lav friktion, elektrisk ledningsevne, æstetisk tiltalende |
| Bronze (C932/C954) | Lager, gear, marinepropeller | $$-$$$ | God (varierer afhængigt af kvalitet) | Slidstærk, selvsmørende, korrosionsbestandig |
| Delrin (POM) | Præcisionsgear, bushinger, isolatorer | $ | Fremragende | Lav friktion, dimensionsstabil, fugtbestandig |
| Nylon 6/66 | Sliddele, konstruktionsdele, isolatorer | $ | God | Stødfast, kemikaliebestandig, slidstærk |
| Polycarbonat | Optiske komponenter, beskyttelsesdæksler, display | $ | God | Gennemsigtig, høj stødfasthed, temperaturstabil |
| PEEK | Medicinske implantater, luftfart, højtemperaturapplikationer | $$$$ | Moderat | Ekstrem temperaturbestandighed, kemisk inaktiv, biokompatible muligheder |
Afgørelseskriterier: Tilpasning af materialer til krav
Hvordan begrænser du denne omfattende liste? Overvej disse fire faktorer i rækkefølge efter prioritet:
- Mekaniske krav — Hvilke belastninger, spændinger og slidforhold vil din komponent udsættes for? Dette eliminerer muligheder, der ikke kan opfylde ydekravene.
- Eksponering for miljø — Vil dele udsættes for fugt, kemikalier, UV-stråling eller ekstreme temperaturer? Materialekompatibilitet med driftsbetingelser er en ufravigelig krav.
- Vægtbegrænsninger — Luftfarts- og bærbare enheder kræver ofte minimumsvægt. Kunststoffer og aluminiumslegeringer giver her betydelige fordele.
- Budgetovervejelser — Når du har identificeret materialer, der opfylder kravene til ydeevne, kan prisforskelle lede den endelige udvælgelse. Nogle gange kan standardaluminium klare en opgave, der ikke kræver dyre speciallegeringer.
Når materialecertificeringsdokumentation er afgørende
I visse industrier strækker materialevalget sig ud over egenskaberne til også at omfatte dokumentationskrav. Luftfartsapplikationer kræver måske materiale-sporbarhedscertifikater, der beviser den præcise legeringssammensætning og forarbejdningshistorik. Medicinske udstyr kræver ofte dokumentation for biokompatibilitetstests. Automobilkomponenter kræver måske overensstemmelsescertifikater i overensstemmelse med specifikke OEM-specifikationer.
Hvis du fremstiller for regulerede industrier, skal du bekræfte, at din online maskinfremstillingsleverandør kan levere de relevante certifikater, inden du afgiver ordrer. Ikke alle platforme tilbyder dette dokumentationsniveau, og at opdage manglen efter produktionen, medfører kostbare forsinkelser.
Når valget af materiale er forstået, påvirker den næste kritiske specifikation både delens funktion og fremstillingsomkostningerne direkte: kravene til tolerancer. At forstå, hvordan præcisionsniveauer påvirker din budgettering, hjælper dig med at specificere præcis det, du har brug for – og intet mere.
Tolerancevalg, der balancerer præcision og omkostninger
Her er et scenarie, du sikkert har stiftet bekendtskab med: Du afslutter en konstruktion, og feltet for tolerancer stirrer tilbage på dig. Skal du angive ±0,005" for sikkerhedens skyld? Eller vil ±0,010" fungere lige så godt? Denne beslutning – ofte truffet på få sekunder – kan fordoble dine fremstillingsomkostninger eller føre til monteringsfejl senere i processen.
Tolerancer repræsenterer den tilladte variation fra de ønskede mål. I praksis afgør de, om maskinerede dele passer korrekt sammen, fungerer som beregnet og opfylder kvalitetskravene. Ifølge observationer fra RPWORLD's fremstillingsingeniører , er der imidlertid opstået en bekymrende tendens: Dele til forskellige anvendelser har nu ofte unødigt stramme tolerancer, selv for ikke-kritiske overflader. Dette afspejler forbedringer i industriens kapacitet – men medfører ofte betydelige økonomiske spild.
Standardtolerancer versus præcisionstolerancer
Hvad kan du realistisk set forvente fra online-maskinbearbejdningstjenester? At forstå de grundlæggende muligheder hjælper dig med at specificere korrekt uden at overdimensionere.
For de fleste CNC-fræsnings- og drejeoperationer er standardtolerancen ±0,010" (±0,25 mm) på tværs af almindelige materialer og geometrier. Ifølge Modus Advanceds toleranceanalyse understøtter dette præcisionsniveau langt de fleste ingeniøranvendelser, samtidig med at rimelige omkostninger og levertider opretholdes.
Hvornår er standardpræcision tilstrækkelig? Overvej disse anvendelser:
- Kapsler og kabinetter, hvor nøjagtige mål ikke er afgørende
- Monteringsbeslag med spillerumshuller til fastgørelsesmidler
- Prototypeiterationer, der fokuserer på form- og funktionsafprøvning
- Komponenter med generøse monteringsafstande, som er indbygget i designet
Præcisionsdrejede dele kræver strammere specifikationer – typisk ±0,003" til ±0,005" (±0,08 til ±0,13 mm). Disse tolerancer kræver yderligere bearbejdningsskridt, specialiseret værktøj, klimakontrollerede miljøer og omfattende inspektionsprotokoller. Resultatet? Betydeligt højere omkostninger pr. enkelt del.
Toleranceområder og deres reelle indvirkning
Følgende tabel viser, hvordan tolerancekrav oversættes til omkostningskonsekvenser og typiske anvendelser for CNC-fresede komponenter:
| Toleranklasse | Typisk interval | Prisens indvirkning | Fælles anvendelser |
|---|---|---|---|
| Standard | ±0,010" (±0,25 mm) | Standardprisfastsættelse | Generelle prototyper, ikke-kritiske funktioner, kabinetter |
| Nøjagtighed | ±0,005" (±0,13 mm) | 1,5–2× standard | Sammenfaldende overflader, lejefit, glideoverflader |
| Høj præcision | ±0,002–0,003" (±0,05–0,08 mm) | 2–3× standard | Luft- og rumfartsforbindelser, medicinsk udstyrsdele, optiske monteringer |
| Ultra-præcision | ±0,001" (±0,025 mm) eller strammere | 4×+ standard | Turbinkomponenter, præcisionsinstrumenter, halvlederudstyr |
Bemærk, hvordan omkostningerne stiger eksponentielt – ikke lineært – når tolerancerne bliver strengere. Som RPWORLD påpeger, kan for strenge tolerancer tvænge dele til sekundære slibnings- eller EDM-operationer, hvilket unødigt øger både omkostningerne og leveringstiderne.
Hvordan valg af tolerancer påvirker din budgettering
Hvorfor koster stramme tolerancer så meget mere? Flere faktorer forstærker hinanden:
- Yderligere maskinbearbejdningsskridt — Fjernelse af materiale i mindre inkrementer for at opretholde dimensional kontrol
- Langsomme fremføringshastigheder — Reduceret skærehastighed minimerer værktøjsafbøjning og termiske effekter
- Specialiseret værktøj — Højere kvalitet skæreværktøjer med strammere runout-specifikationer
- Forlænget opsætningstid — Mere omhyggelig fastspænding og justering af arbejdsemnet
- Forbedret inspektion — Målinger med koordinatmålingsmaskine (CMM) i stedet for standard måling
- Miljøkontrol — Temperaturstabil bearbejdning for de strengeste tolerancer
Tolerancesammensætningsproblemet
Her er det, hvor mange design løber ind i problemer. Når flere komponenter monteres sammen, akkumuleres individuelle tolerancer. Ifølge CNCYangsen's tekniske analyse , kan hver enkelt del i en montage have en individuel tolerance på ±0,1 mm, men den samlede akkumulerede tolerance kan nå op på ±0,3 mm eller mere ved den endelige grænseflade.
Overvej en simpel montage med tre dele. Hvis hver komponent har en tolerance på ±0,010" på sin kritiske dimension, betyder værste-fald-akkumuleringen, at din endelige montagedimension kan variere med ±0,030". Det er tre gange så meget som hvad som helst enkelt tegning specificerer.
Klogt design adresserer akkumuleringen gennem flere strategier:
- Identificer kritiske dimensioner — Forstram tolerancer kun på funktionelle egenskaber, der direkte påvirker monteringsfunktionen
- Funktioner for designpositionering — Lokaliseringsspænder, justeringsforhøjninger eller selvcentrerende geometri reducerer positionsakkumulering
- Forenkle monteringsforhold — Færre dele i tolerancekæden betyder mindre kumulativ variation
- Design rimelige spalter — Hvor det er muligt, kan bevidst indførte spiller kompensere for variation uden at påvirke funktionen negativt
Overfladefinish og toleranceforhold
Specifikationer af overfladefinish korrelerer ofte med – men erstatter ikke – dimensionstolerancer. En ru overflade (højere Ra-værdi) kan ikke opnå samme effektive præcision som en glat overflade, simpelthen fordi måleusikkerheden stiger med overfladens uregelmæssighed.
For præcisions-CNC-bearbejdning, hvor der kræves stramme tolerancer, skal man forvente at specificere tilsvarende overfladefinish:
- Standardtolerancer kombineres typisk med 125 Ra μin (3,2 Ra μm) eller grovere
- Præcisionsmåletolerancer fungerer godt med 63–32 Ra μin (1,6–0,8 Ra μm)
- Højpræcist arbejde kræver ofte 16 Ra μin (0,4 Ra μm) eller finere
At angive uoverensstemmende kombinationer – stramme tolerancer sammen med grove overflader eller omvendt – signalerer uklare krav og kan give anledning til spørgsmål fra din leverandør af præcisionsmaskinbearbejdning.
Kommunikation af kritiske versus generelle tolerancer
Dine tekniske tegninger bør tydeligt skelne mellem egenskaber, der kræver stram kontrol, og dem, hvor standardpræcision er tilstrækkelig. De fleste erfarede ingeniører anvender en hierarkisk fremgangsmåde:
- Generel tolerance i titelblokken — Gælder for alle mål uden specifikke angivelser (typisk ±0,010" eller i henhold til ISO 2768)
- Specifikke målangivelser — Strammere tolerancer angivet direkte på kritiske egenskaber
- GD&T-symboler — Geometriske tolerancer for egenskaber, hvor form, orientering eller placering er afgørende ud over simpel størrelse
Denne fremgangsmåde kommunikerer fremstillingsmæssig hensigt tydeligt. Drejere forstår straks, hvilke egenskaber der kræver ekstra opmærksomhed, og hvor standardpræcisionsbearbejdning er tilstrækkelig.
Når stramme tolerancer virkelig betyder noget
Så hvornår bør man faktisk angive præcisionstolerancer? Gyldige anvendelser omfatter:
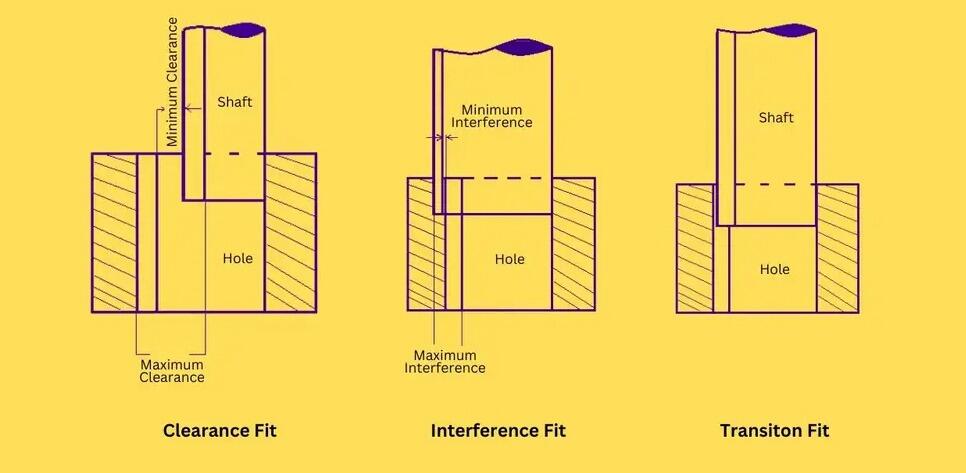
- Presfit- eller interferensforbindelser — Dimensionel præcision bestemmer direkte monteringskraften og fastgørelsen
- Lagerbore og akseldiametre — Korrekt pasform sikrer den rigtige løbefrihed og lejertid
- Tætningsflader — O-ring-riller og tilsvarende flanger kræver kontrollerede dimensioner for pålidelig tætning
- Kinematiske mekanismer — Ledder, kurver og præcisionsglideflader kræver stram kontrol for glat funktion
- Sikkerhedskritiske samlinger — Luftfarts-, medicinske og automobilapplikationer, hvor konsekvenserne af fejl er alvorlige
For alt andet? Standardtollerancer fra kompetente CNC-bearbejdningsmaterialer og -processer giver fremragende resultater til en brøkdel af omkostningerne. Den væsentlige indsigt fra brancheeksperter : beslutningen om at specificere stramme tolerancer skal altid knyttes til konkrete funktionelle krav i stedet for generelle kvalitetspræferencer.
Når grundlaget for tolerancer er forstået, er du klar til at tackle et andet spørgsmål, som alle projekter står over for: hvad vil dette faktisk koste? I næste afsnit gennemgås de fem primære faktorer, der driver priserne for CNC-bearbejdning – og der afsløres designvalg, der reducerer omkostningerne uden at kompromittere funktionen.
Forståelse af, hvad der driver omkostningerne ved CNC-bearbejdning
Du har valgt dit materiale og angivet tolerancer. Nu kommer spørgsmålet, som alle stiller: hvad koster det egentlig? I modsætning til mange andre industrier, hvor prissætningen føles vilkårlig, følger priserne for CNC-bearbejdning logiske mønstre. At forstå disse mønstre hjælper dig med at opstille realistiske budgetforventninger – og afslører muligheder for at reducere omkostningerne uden at ofre kvaliteten.
Udfordringen er, at de fleste online maskinbearbejdningsplatforme viser dig et slutresultat uden at forklare, hvordan de er nået frem til det tal. Dette afsnit gennemgår de fem primære omkostningsdrevende faktorer, så du kan fortolke tilbud på en velovervejet måde og træffe informerede kompromiser, inden du forpligter dig.
De fem faktorer, der afgør dine maskinbearbejdningsomkostninger
Ifølge Scan2CAD's omfattende omkostningsanalyse , afhænger maskinbearbejdningens økonomi af flere sammenkoblede variable. Lad os undersøge hver faktor og dens relative indflydelse på dit endelige tilbud.
1. Materialevalg og mængde
Materialeomkostningerne svinger afhængigt af type, mængde og aktuelle markedsvilkår. Som udgangspunkt koster plastik betydeligt mindre end metal – men selv inden for metalkategorierne er prisforskellene betydelige. Aluminium 6061 kan koste 3–8 USD pr. pund, mens rustfrit stål ligger mellem 5–15 USD pr. pund, og speciallegeringer som titan kan overstige 30 USD pr. pund.
Ud over råmaterialepriserne skal du overveje, hvor meget råmateriale din konstruktion forbruger. En komponent, der kræver 80 % materialeborttagelse, genererer mere spild, længere maskineringstid og øget værktøjsforring i forhold til konstruktioner, der bevarer mere af det oprindelige råmateriale. Ligningen for metalomkostninger hos maskinisten omfatter både, hvad du køber, og hvor effektivt din konstruktion bruger det.
2. Geometrisk kompleksitet
Komponentens kompleksitet korrelerer direkte med maskineringstiden – den enkelte største omkostningsdriver ifølge brancheanalyser. Komplekse geometrier kræver:
- Flere værktøjsbytter for at bearbejde forskellige funktioner
- Yderligere opsætninger for at få adgang til funktioner fra forskellige orienteringer
- Længere programmeringstid for indviklede værktøjsbaner
- Langsomme skærehastigheder for at opretholde nøjagtighed ved detaljerede funktioner
Ifølge Hoteans omkostningsopgørelse for prototyper kan designkompleksitet alene øge maskineringstiden med 30–50 %. En simpel rektangulær aluminiumsblok med grundlæggende huller kan koste 150 USD, mens samme basisdel med komplekse konturer og lommer med variabel dybde kan koste 450 USD eller mere.
3. Tolerancer
Som tidligere diskuteret påvirker tolerancespecifikationer kraftigt fremstillingsomkostningerne. Standardtolerancer (±0,010") udgør basisprisen. Indsnævres tolerancerne til ±0,005", forventes omkostningerne at stige med 1,5–2×. Ved en tolerance på ±0,001" kan omkostningerne ifølge branchens benchmark blive op til fire gange så høje.
Den stigende pris afspejler reelle fremstillingskrav: ekstra bearbejdningsskridt, langsommere fremføringshastigheder, specialiseret værktøj og forbedrede inspektionsprotokoller bruger alle tid og ressourcer.
4. Mængdeøkonomi
Her er det afgørende at forstå opstillingomkostningerne. Hver CNC-opgave kræver programmering, fastgørelsesforberedelse, værktøjssortering og maskinkonfiguration – uanset om du fremstiller én enkelt komponent eller hundrede. Disse faste omkostninger fordeler sig over din ordremængde.
Økonomien er bemærkelsesværdig: Data fra omkostningsanalyser viser, at en enkelt prototype kan koste 500 USD, mens prisen pr. styk falder til ca. 300 USD ved en ordre på 10 enheder. Ved 50+ enheder kan omkostningerne falde med op til 60 %, hvilket sænker prisen pr. enhed til omkring 120 USD.
| Ordrekvantitet | Omtrentlig pris pr. enhed | Kostnadsreduktion |
|---|---|---|
| 1 enhed | $500 | Baseline |
| 10 enheder | $300 | 40 % reduktion |
| 50+ enheder | $120 | 60 % reduktion |
Dette forklarer, hvorfor små CNC-fremstillingsordrer har højere pris pr. komponent – du bærer opstillingomkostningerne over færre stykker.
5. Afsluttende operationer
Efterbehandlingsprocesser tilføjer yderligere omkostninger, som mange undervurderer i den indledende budgettering. Ifølge data om afslutningsomkostninger:
- Maskinfærdig overflade: Ingen ekstra omkostning – hurtigste leveringstid
- Kulstråling: Tilføjer 10–20 USD pr. komponent for en ensartet mat overflade
- Anodisering: Tilføjer $25–50 pr. stk. for korrosionsbestandighed og farve
- Pulverbelægning: Tilføjer $30–70 afhængigt af reservedelens størrelse og kompleksitet
Hver overfladebehandling opfylder enten funktionelle eller æstetiske formål, men omkostningerne stiger hurtigt ved ordrer med flere dele.
Smart designvalg, der reducerer fremstillingsomkostninger
Nu hvor du forstår, hvilke faktorer der påvirker omkostningerne, hvordan mindsker du så omkostningerne uden at kompromittere funktionen? Fictivs DFM-analyse identificerer de designprincipper, der kræver »mindst mulig indsats«, og som direkte oversættes til lavere omkostninger:
- Design ud fra standardmaterialegeometri — Dele, der udgangspunktet er standardstænger, -plader eller -runde profiler, minimerer oprindelig spild og opsætningskompleksitet
- Begræns antallet af opsætninger til to eller færre — Hver ekstra fastspændingsretning tilføjer betydelig tid; design dele, der kan bearbejdes fra et minimalt antal retninger
- Brug standardværktøjsgeometrier — Funktioner, der kan bearbejdes med almindelige fræsere, bor og afskæringværktøjer, koster mindre end dem, der kræver specialværktøj
- Angiv kun nødvendige tolerancer — Anvend stramme måletolerancer udelukkende på funktionelle overflader; brug generelle tolerancer alle andre steder
- Undgå dybe lommer og tynde vægge — Funktioner, der kræver specialiseret langt rækkeværktøj eller omhyggelig afbøjningsstyring, forlænger bearbejdstiden
- Rund indvendige hjørner — Skarpe indvendige hjørner kræver mindre værktøjer og flere gennemløb; generøse radiusser bearbejdes hurtigere
- Vælg standard overfladebehandlinger — Overflader som de forlader maskinen (as-machined) eller stråleblæste overflader koster mindre end anodisering eller pulverlakning, når udseendet ikke er afgørende
Disse ændringer kompromitterer ikke den tekniske hensigt – de tilpasser designbeslutninger til fremstillingsmulighederne.
Prototype vs. serieproduktion: Forskellige økonomiske overvejelser
Din projektfase påvirker betydeligt den optimale indkøbsstrategi. Ved prototyper er hastighed og fleksibilitet typisk mere afgørende end optimering af pris pr. enkelt komponent. Du tester koncepter, itererer design og validerer pasform – og det er fornuftigt at betale en premiumpris pr. enhed for små mængder, når tiden til læring er afgørende.
Ved produktionsmængder ændres beregningsgrundlaget. Oprettelsesomkostninger fordeler sig over hundredvis eller tusindvis af komponenter, rabatter ved større materialemængder kommer i spil, og procesoptimering bliver rentabel. På dette trin dominerer omkostningerne pr. enhed beslutningsprocessen.
Når online-maskinbearbejdning giver omkostningsfordele
Digitale platforme fremhæver sig i bestemte scenarier:
- Prototype-mængder (1–50 styk) — Øjeblikkelig prisangivelse, hurtig levering og ingen omkostninger forbundet med opbygning af forretningsrelationer
- Design-iterationscyklusser — Hurtige prisangivelser på flere varianter hjælper med at optimere designet, inden der træffes en beslutning om produktion
- Ekstra kapacitetsbehov — Når dine almindelige leverandører er på maksimal kapacitet, giver online-netværk øjeblikkelige alternativer
- Specialiserede materialer eller processer — Adgang til bredere kapacitetsnetværk end lokale muligheder muligvis kan tilbyde
Når traditionelle værksteder måske konkurrerer bedre
En ærlig vurdering afslører scenarier, hvor etablerede relationer giver fordele:
- Storforbrugsproduktion — Langvarige kontrakter med lokale leverandører giver ofte bedre priser gennem relationsrabatter og procesoptimering
- Komplekse samlinger, der kræver samarbejde — Designs, der drager fordel af maskinisternes indsats under udviklingen, fungerer ofte bedre sammen med partnere, der kender dine produkter
- Regulerede industrier med etablerede godkendelser — Hvis en leverandør allerede har godkendelser for dit kvalitetssystem, medfører skift af leverandør godkendelsesomkostninger
- Geografisk nærhedsfordele — Når du søger efter «cnc-fremstilling i nærheden» eller «cnc i nærheden», eliminerer lokale værksteder fragtkomponenten og gør det muligt at hente samme dag ved akutte behov
Udvikling af realistiske budgetforventninger
Før du anmoder om din første tilbud, skal du afgrænse forventningerne ud fra dine projektparametre:
- Enkle aluminiumsprototyper med standardtollerancer: 100–300 USD pr. del
- Komplekse dele med mange funktioner eller stramme tolerancer: 300–800 USD pr. del
- Specialmaterialer eller omfattende efterbehandling: 500–1.500+ USD pr. del
- Produktionsmængder (50+): 40–60 % reduktion i forhold til prototyppriser
Disse intervaller udgør udgangspunkter – dine faktiske tilbud afhænger af den konkrete geometri, materiale og krav. Men at gå ind i tilbudsprocessen med en grov vurdering af forventningerne hjælper dig med at vurdere, om de modtagne tilbud ligger inden for markedets normer, eller om de kræver yderligere drøftelse.
Omkostningsovervejelser fører naturligt til et andet vigtigt spørgsmål: hvilke branchespecifikke krav kan der være for din anvendelse? Automobil-, luftfarts- og medicinsektorerne stiller hver især krav til certificering og dokumentation, som påvirker både leverandørvalg og projektomkostninger.

Branchekrav fra automobil til luftfart
Du har fastlagt dit materiale, angivet de passende tolerancer og forstår omkostningsfaktorerne. Men her er et spørgsmål, der ofte får nye brugere af online-maskinbearbejdning til at fejle: stiller din branche yderligere krav ud over de grundlæggende komponentspecifikationer? For automobil-, luftfarts- og medicinske anvendelser er svaret næsten altid ja.
Forskellige sektorer kræver forskellige niveauer af dokumentation, sporbarthed og proceskontrol. At vælge en producentpartner uden de rigtige certificeringer kan resultere i dele, som du rent faktisk ikke kan bruge – uanset hvor præcise de er dimensionelt. Lad os gennemgå, hvad hver større industri kræver, så du kan verificere leverandørens kvalifikationer, inden du afgiver ordrer.
Krav og certificeringer for bilkomponenter
Bilindustrien opererer inden for nogle af fremstillingens mest krævende kvalitetsrammer. Når du indkøber dele til køretøjsanvendelser, står én certificering over alle andre: IATF 16949 .
Hvad betyder IATF 16949 egentlig for dig som kunde? Ifølge American Micro Industries' certificeringsvejledning kombinerer denne globale standard for kvalitetsstyring inden for bilindustrien ISO 9001-principperne med sektorspecifikke krav til løbende forbedring, fejlforebyggelse og streng leverandørkontrol. Det er adgangsbilletten til samarbejde med store OEM’er og Tier-1-leverandører.
Nøgleelementer, som IATF 16949-certificering garanterer, omfatter:
- Fokus på fejlforebyggelse — Systemer designet til at opdage problemer, inden de opstår – ikke kun efterfølgende
- Produktets sporbarhed — Komplet dokumentation, der knytter hver enkelt komponent til specifikke materialepartier, maskiner og operatører
- Protokoller for kontinuerlig forbedring — Dokumenterede korrektive handlingsprocesser, der forhindrer gentagelse af problemer
- Leverandør kvalitetsstyring — Streng kontrol, der strækker sig gennem hele leverancekæden
Ud over IATF 16949 kræver bilproduktion Statistisk processtyring (spc) evner. Hvorfor er SPC vigtig? Når du producerer tusindvis af identiske komponenter, er variation uundgåelig. SPC-overvågning registrerer dimensionelle tendenser i realtid og opdager afdrift, inden dele går uden for specifikationen. Denne konsekvens er afgørende for produktionsprocesser med høj kapacitet, hvor selv små fejlprocenter medfører betydelige kvalitetsomkostninger.
For ingeniører, der indkøber bilkomponenter via online-platforme, undgår verificering af disse kvalifikationer på forhånd smertefulde overraskelser. Shaoyi Metal Technology , f.eks. opretholder IATF 16949-certificering samt robuste SPC-evner – hvilket demonstrerer den type automobilkvalificerede CNC-fremstillingstjenester, som OEM-tilsynskæder kræver. Deres tilgang til chassismonteringer og specialfremstillede metalstøddæmper afspejler den dokumentationsmæssige strenghed, som automobilapplikationer kræver.
Overvejelser vedrørende overholdelse af krav inden for medicinsk udstyr og luftfartssektoren
Hvis automobilstandarder virker krævende, så tilføjer medicinske og luftfartskrav yderligere lag af kompleksitet. Disse regulerede industrier stiller krav til dokumentation og sporbarehed, hvor genveje simpelthen ikke er en mulighed.
Luftfart: Hvor materiale-sporbarhed er ufravigelig
CNC-bearbejdning inden for luftfart sker inden for rammer, der er udformet til at sikre absolut pålidelighed. Når komponenter svigter i 35.000 fod højde, er konsekvenserne katastrofale – hvilket forklarer, hvorfor luftfartscertificeringskravene er blandt de mest strenge inden for fremstilling.
AS9100 aS9100 fungerer som den grundlæggende kvalitetsstandard inden for luftfart. Som bemærket af branchens certificeringseksperter bygger AS9100 på ISO 9001 og introducerer yderligere krav, der specifikt vedrører luftfartssektoren, med vægt på risikostyring, streng dokumentation og kontrol af produktintegritet gennem komplekse leveringskæder.
For luftfartsrelateret arbejde inden for forsvarssektoren, ITAR (International Traffic in Arms Regulations) tilføjer ITAR endnu et kritisk lag. Ifølge Advantage Metal Products' ITAR-analyse , denne ramme kontrollerer strengt håndteringen af følsom teknisk data og komponenter. Overholdelse kræver registreret status hos det amerikanske udenrigsministerium og strenge protokoller for informationssikkerhed.
Hvad ITAR betyder i praksis for fremstilling:
- Krav til facilitetssikkerhed — Kontrolleret adgang til produktionsområder, hvor der håndteres forsvarsrelaterede komponenter
- Protokoller for datahåndtering — Sikre CAD/CAM-filoverførsler og beskyttede maskinbearbejdningsoperationer
- Personalebegrænsninger — Kun amerikanske personer må få adgang til kontrolleret teknisk data
- Leverandørkvalifikation — Alle underentrepriser skal ligeledes overholde ITAR-kravene
Derudover, Nadcap-akkreditering validerer specialprocesser, der er afgørende for luftfartsindustriens fremstilling – varmebehandling, kemisk behandling og ikke-destruktiv prøvning. I modsætning til generelle kvalitetscertificeringer undersøger NADCAP proces-specifikke kontrolforanstaltninger med ekstraordinær grundighed. For 5-akse CNC-bearbejdningstjenester, der fremstiller komplekse luftfartsgeometrier, er disse specialiserede valideringer ofte afgørende.
Medicinsk bearbejdning: Patientsikkerhed driver alt
Standarder for medicinsk bearbejdning findes af én grundlæggende årsag: patientsikkerhed. Når en kirurgisk implantat- eller diagnostisk enhedsdel svigter, står menneskelige liv på spil. Denne virkelighed former alle aspekter af kravene til fremstilling af medicinsk udstyr.
ISO 13485 står som den endelige kvalitetsstyringsstandard for medicinsk udstyr. Ifølge specialister inden for præcisionskonstruktion , denne standard beskriver strenge krav til design, fremstilling, sporbarehed og risikomindskelse. Hvert år forårsager defekte medicinsk udstyr mere end 83.000 skader og dødsfald kun i USA—hvilket forklarer, hvorfor disse krav forbliver uforhandlingslige.
Nøglekrav i ISO 13485 for CNC-bearbejdning omfatter:
- Dokumenterede arbejdsanvisninger — Alle CNC-programmeringsbeslutninger skal følge fastlagte protokoller
- Designkontrol — FEA-testning og validering af implantater og kritiske komponenter
- Sporbarhedssystemer — Unik enhedsidentifikation (UDI) og komplette enhedshistorikregistreringer (DHR)
- Procesvalidering — IQ/OQ/PQ-protokoller, der dokumenterer konsekvent bearbejdningsresultat
I USA skal producenter også overholde FDA 21 CFR Part 820 — kvalitetssystemreglerne for fremstilling af medicinsk udstyr. Dette rammeværk omhandler produktdesign, fremstillingsprocedurer og sporingssystemer, der muliggør hurtig reaktion, hvis problemer opstår efter markedsplacering.
For CNC-drejningstjenester, der fremstiller medicinske komponenter, skaber kombinationen af ISO 13485-certificering og FDA-overensstemmelse omfattende kvalitetssikring. Uden disse certifikater kan dele ikke lovligt indgå i den medicinske forsyningskæde – uanset deres dimensionelle nøjagtighed.
Certificeringsoversigt: Hvilke certificeringer skal man være opmærksom på
Følgende tabel sammenfatter de vigtigste certificeringer efter brugsområde:
| Branche | Primære certificeringer | Yderligere krav | Nøgleområder |
|---|---|---|---|
| Automobil | IATF 16949, ISO 9001 | SPC-egnethed, PPAP-dokumentation | Fejlforebyggelse, leverandørkontrol, sporbarehed |
| Luftfart | AS9100, Nadcap | ITAR-registrering (forsvar), materialecertificeringer | Risikostyring, kontrol af særlige processer, datasikkerhed |
| Medicinsk udstyr | ISO 13485, FDA 21 CFR Part 820 | Biokompatibilitetstestning, UDI-overensstemmelse | Patientsikkerhed, sporbarehed, procesvalidering |
| Forsvar | AS9100, ISO 9001 | ITAR-registrering, sikkerhedsgodkendelser for faciliteter | Informationssikkerhed, indenlandsk sourcing, personalekontrol |
Hvorfor disse certificeringer er afgørende for dine projekter
Lyd det kompliceret? Her er den praktiske konklusion: Certificeringer er ikke bureaukratisk overhead – de er din garanti for, at producentpartnere har de nødvendige systemer, uddannelse og tilsyn til at levere konsekvent kvalitet til krævende anvendelser.
Når du vurderer online-maskineudbydere til regulerede industrier, skal du verificere certificeringerne, inden du uploader din første fil. De fleste platforme viser kvalifikationer fremtrædende, men tøv ikke med at anmode om kopier af de faktiske certifikater. Søg efter aktuelle registreringsdatoer – certificeringer kræver løbende revisioner for at bevare deres gyldighed.
For projekter uden for regulerede industrier signalerer disse certificeringer stadig fremstillingens modenhed. En værksted, der opretholder overholdelse af IATF 16949 eller AS9100, har investeret betydeligt i kvalitetssystemer, uddannet personale og proceskontroller. Denne investering gavner alle kunder – også dem, der ikke har formelle certificeringskrav.
At forstå branchekrav hjælper dig med at vælge passende produktionspartnere. Men hvordan vurderer du kvaliteten ud over at kontrollere, om certificeringerne er på plads? I næste afsnit præsenteres en praktisk ramme til vurdering af online-maskinbearbejdningstjenester – herunder de advarselssignaler, der bør fremkalde forsigtighed.
Sådan vurderes kvaliteten af online-maskinbearbejdningstjenester
Du har identificeret dit materiale, specificeret tolerancer og forstået kravene til branchecertificering. Nu kommer et praktisk spørgsmål: Hvordan vurderer du faktisk, om en bestemt online-maskinbearbejdningstjeneste leverer kvalitetsdele til tiden? Certificeringer udgør et udgangspunkt – men de fortæller ikke hele historien.
Uanset om du søger efter "maskinisterbutikker i min nærhed" eller udforsker globale produktionsnetværk, følger vurderingsprocessen de samme principper. Dette afsnit præsenterer en leverandørneutral ramme til vurdering af servicekvalitet – samt advarselstegn, der bør få dig til at overveje grundigt, inden du afgiver en ordre.
Certificeringer og kvalitetsindikatorer, der er værd at tjekke
ISO-certificeringer nævnes ofte, men hvad garanterer de faktisk for dig som kunde? Ifølge Focused on Machining's certificeringsanalyse er ISO-certificeringen forskellen mellem at arbejde med en værksted, der opererer ud fra intuition, og et værksted, der har et klart sæt dokumenterede procedurer til opfyldelse af de højeste mulige branchestandarder.
ISO 9001:2015 forbliver den grundlæggende certificering inden for kvalitetsstyring. Værksteder, der besidder denne kvalifikation, har udviklet og dokumenteret alle processer, sikrer sporbarehed for materialer og processer og underkaster sig regelmæssige interne og eksterne revisioner. Denne systematiske tilgang skaber gentagelige procedurer for tilbudsgivning, materialehåndtering, produktion, kvalitetssikring og afsendelse.
Men her er det, som mange købere overser: Implementeringen af certificering varierer kraftigt mellem forretninger. Som branchens eksperter påpeger, er ISO-kravene strengt definerede, men i praksis er implementeringen ofte uoverskuelig og tidskrævende. Papirmapper og håndskrevne oplysninger opfylder dokumentationskravene, men de er ikke præcis et forbillede på effektivitet.
De bedste leverandører har digitaliseret deres ISO-processer – integreret tjeklister i software, automatiseret dokumentation og opretholdt lettilgængelige inspektionsregistre. Denne digitale tilgang gør det muligt at reagere hurtigere, reducere omkostningerne og sikre bedre sporbarehed, når der opstår problemer.
Spørgsmål, man bør stille om inspektionsmuligheder
Kvalitetspåstande betyder lidt uden inspektionsmuligheder, der understøtter dem. Ifølge Kesu Groups vejledning til vurdering af leverandører , pålidelige leverandører bruger avancerede inspektionsværktøjer såsom koordinatmålemaskiner (CMM) med en nøjagtighed op til ±0,001 mm, todimensionale måleværktøjer eller XRF-analyseapparater til materialeverificering.
Før du forpligter dig til en leverandør, skal du stille følgende specifikke spørgsmål:
- Hvilket inspektionsudstyr bruger I? — CMM’er, optiske sammenligningsapparater og kalibrerede håndværktøjer indikerer en alvorlig kvalitetsforpligtelse
- Udfører I proceskontrol eller kun endelig inspektion? — Proceskontrol opdager fejl tidligt og reducerer dermed forsinkelser som følge af defekte dele
- Kan I fremskaffe dimensionelle inspektionsrapporter? — Førsteartikelinspektionsrapporter (FAI-rapporter) verificerer kritiske dimensioner før fuld produktion
- Hvad er jeres defektrate eller returrate? — Leverandører med årlige returneringsrater under 0,2 % demonstrerer stærk kvalitetskontrol
- Tilbyder I feedback vedrørende produktionstilpasset design (DFM)? — Proaktiv designgennemgang forhindrer forsinkelser forårsaget af fremstillingsrelaterede problemer
Din vurderingscheckliste
Når du sammenligner CNC-tjenester i nærheden af dig eller vurderer globale platforme, skal du bruge denne omfattende tjekliste til at vurdere potentielle partnere:
- Certificeringer i besiddelse — Kontroller, at de har gyldig ISO 9001-certificering som minimum; branchespecifikke certificeringer (IATF 16949, AS9100, ISO 13485) for regulerede anvendelser
- Gennemsigtighed ved materialekøb — Kan de dokumentere oprindelsen af materialerne og fremlægge værkstedsattester, når det kræves?
- Kommunikationsrespons — Svarer de på tekniske henvendelser inden for 24 timer? Hurtig kommunikation i tilbudsfasen giver et indtryk af deres adfærd i produktionsfasen
- Revisionspolitikker — Hvordan håndterer de designændringer efter ordreplacering? Tydelige ændringsprocedurer forhindrer misforståelser
- Inspektionsdokumentation — Hvilke kvalitetsdokumenter følger leverede dele? Kan de gendanne historisk dokumentation, hvis problemer opstår senere?
- Maskinkapaciteter — Har de den passende udstyr (3-akse, 5-akse, CNC-drejning) til din dels geometri?
- Produktionskapacitet — Kan de håndtere dine volumenkrav uden at overbelaste deres planlægningskalender?
Røde flag ved vurdering af online maskinværksteder
Ikke alle online maskinbearbejdningstilbud lever samme kvalitet. Vær opmærksom på disse advarselssignaler, der kan tyde på potentielle problemer:
- Ingen tekniske spørgsmål om din konstruktion — Leverandører, der tilbyder priser på komplekse dele uden at stille afklarende spørgsmål, forstår muligvis ikke fremstillingsudfordringerne. Ifølge Xmakes pålidelighedsvejledning , er det ofte et rødt flag, hvis en leverandør kun tilbyder priser på det, der er angivet, uden nogen teknisk feedback – især ved mere komplekse dele.
- Urealistisk korte leveringstider — Løfter, der virker for gode til at være sande, er som regel det også. Brancheanalyser advarer mod, at overambitiøse løfter kan føre til hastet produktion, hvilket kompromitterer kvaliteten og forårsager forsinkelser.
- Uklare prisstrukturer — Pålidelige leverandører giver detaljerede tilbud, der opdeler omkostningerne til materiale, maskinbearbejdning, efterbehandling og fragt. Skjulte gebyrer indikerer manglende gennemsigtighed.
- Radiostilhed efter ordreplacering — Hvis en værksted går i stå efter modtagelse af din ordre, udgør det en betydelig risiko. Produktionsopdateringer bør være proaktive, ikke kræve gentagne opfølgninger.
- Ingen dokumentation for inspektionskapacitet — Værksteder, der ikke kan beskrive deres måleudstyr eller inspektionsprocesser, mangler sandsynligvis robuste kvalitetssystemer.
- Udløbne eller manglende certificeringer — Certificeringer kræver løbende revisioner. Udløbne gyldighedsperioder tyder på manglende vedligeholdelse af kvalitetssystemet.
Forståelse af minimumsordreantal
Minimumsordremængder (MOQ) varierer betydeligt mellem online-maskinbearbejdningstjenester – og at forstå disse forskelle hjælper dig med at vælge passende leverandører til din projektskala.
Øjeblikkelige tilbudsplatforme accepterer typisk ordrer på én enkelt del. Deres automatiserede systemer håndterer tilbudsgivning effektivt uanset mængde, hvilket gør dem ideelle til prototyper og små serier. Opsætningsomkostninger indgår i prisen pr. del, hvilket forklarer de højere stykomkostninger ved små ordrer.
Traditionelle online-maskinværksteder kan pålægge MOQs på 5, 10 eller endda 50 styk – især for standardmaterialer eller enklere geometrier. Disse minimumskrav afspejler økonomien i manuelle tilbudsprocesser og tildeling af opsætningstid.
Ingen af de to tilgange er pr. definition bedre. Tilpas din projekts behov til den rigtige serviceform: øjeblikkelige platforme for fleksibilitet og hastighed; traditionelle værksteder muligvis for bedre stykøkonomi ved større ordrer.
Pålidelighed af levertid: Hvad man faktisk kan forvente
Angivne levertider betyder intet, hvis leverandører konsekvent overskrider dem. Ifølge specialister inden for fremstillingsindkøb bør du anmode om data om leverandørens leveringstidsholdning – helst over 95 %.
Realistiske forventninger til levertid efter projekttype:
| Projekttype | Typisk leveringstid | Pålidelighedsfaktorer |
|---|---|---|
| Enkle prototyper (1–5 dele) | 5-10 arbejdsdage | Standardmaterialer på lager, minimale opsætninger |
| Komplekse prototyper | 10-15 arbejdsdage | Flere-akse-bearbejdning, specialmaterialer, stramme tolerancer |
| Lavvolumenproduktion | 2-4 uger | Batchoptimering, konsekvent kvalitetsverifikation |
| Akutte ordrer | 3-5 hverdage | Præmiepris, prioriteret planlægning |
Flere faktorer påvirker, om leverandører opfylder disse mål: aktuel arbejdsbyrde, materialetilgængelighed og din designs kompleksitet. Leverandører med realtidsordreovervågningsystemer demonstrerer operativ modenhed – du kan følge fremskridtene i stedet for at spekulere i status.
Plattformer til øjeblikkelig prisangivelse versus traditionelle online-maskinværksteder
At forstå forskellen mellem disse servicemodeller hjælper dig med at vælge den rigtige fremgangsmåde til dit projekt:
Øjeblikkelige tilbudsplatforme bruger AI-drevne systemer til at analysere geometri og generere priser inden for sekunder. De er typisk forbundet til netværk af verificerede producentpartnere og sender ordrer til de optimale leverandører baseret på kapacitet, kapacitet og beliggenhed. Fordele inkluderer hastighed, gennemsigtighed og en konsekvent brugeroplevelse. Ulemper kan omfatte mindre fleksibilitet ved usædvanlige krav eller komplekse konsultationer.
Traditionelle online-maskinværksteder tilbyder webbaserede tilbud, men involverer mere menneskelig interaktion. Tilbud kan tage 24–48 timer, da ingeniører gennemgår specifikationerne. Denne tilgang fungerer ofte bedre for komplekse projekter, der kræver teknisk samarbejde, brugerdefineret fastspænding eller usædvanlige materialer. Relateret aspekt kan tilføje værdi, når projekter udvikler sig eller kræver løbende produktion.
Mange købere anvender begge modeller strategisk: øjeblikkelige platforme til enkle prototyper og hurtige iterationer; traditionelle relationer til produktionsmængder eller teknisk krævende applikationer.
Udstyret med denne vurderingsramme kan du objektivt vurdere online-maskineleverandører – uanset om det er lokale værksteder eller globale platforme. Men CNC-bearbejdning er ikke altid den optimale fremstillingsmetode. I næste afsnit sammenlignes online-maskinebearbejdning med alternative fremstillingsmetoder som 3D-printning og injektionsformning, hvilket hjælper dig med at vælge den rigtige teknologi til hver enkelt applikation.
Online-maskinebearbejdning versus alternative fremstillingsmetoder
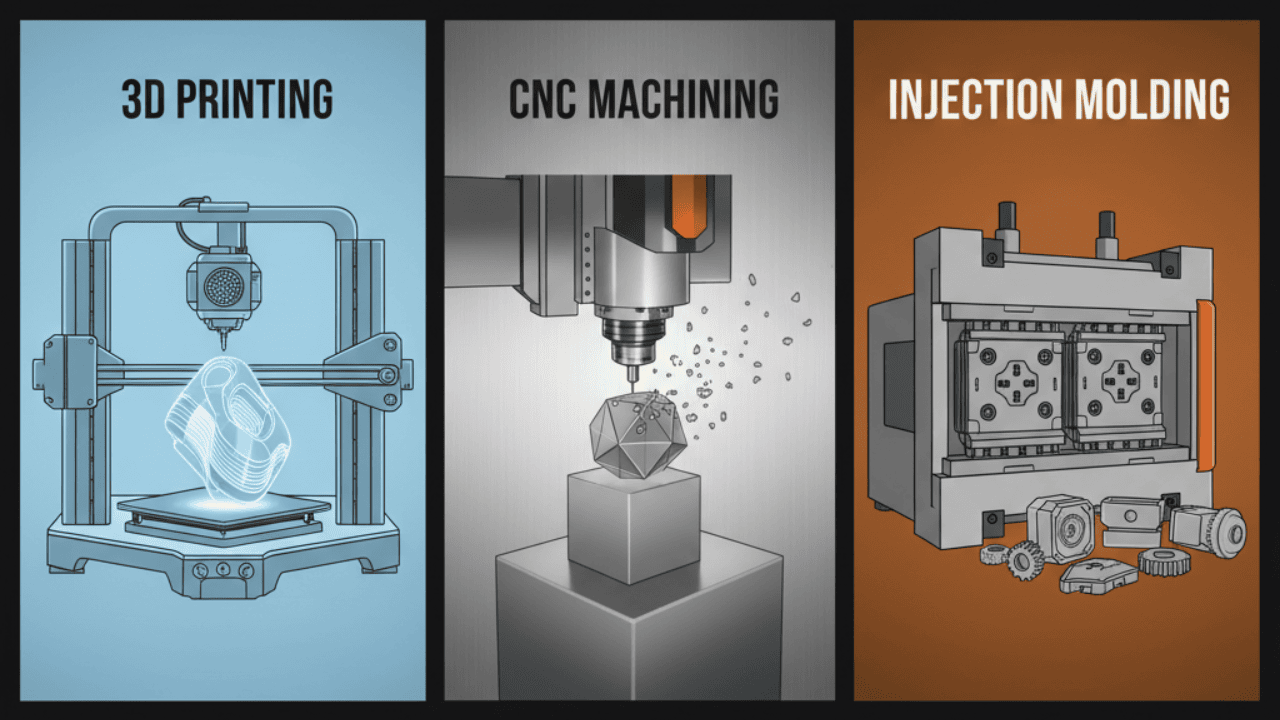
Her er en realitetskontrol, som ærlige producentpartnere vil fortælle dig: CNC-bearbejdning er ikke altid det bedste svar. Nogle gange leverer 3D-printning dele hurtigere og billigere. Andre gange giver injektionsformning økonomisk mening, som bearbejdning simpelthen ikke kan matche. Og for bestemte geometrier giver plade-metalbearbejdning bedre resultater med mindre materialeudnyttelse.
At forstå, hvornår man skal bruge hver fremstillingsmetode – og hvornår man skal kombinere dem – adskiller vellykket produktudvikling fra dyr prøve-og-fejl-udvikling. Lad os opbygge en praktisk beslutningsramme, så du kan vælge den rigtige teknologi til hver anvendelse.
Når 3D-printning overgår CNC-bearbejdning
Additiv fremstilling har transformeret prototyppens økonomi. Ifølge 3D People’s omfattende fremstillingsanalyse har 3D-printning ingen startomkostninger – der kræves ingen værktøjer, og der er ingen behov for at programmere værktøjsstier. Denne barrierefrie adgang gør den attraktiv for udvikling i tidlige faser.
Hvornår overgår 3D-printning en CNC-maskine ved fremstilling af metal- eller plastdele? Overvej disse scenarier:
- Komplekse indvendige geometrier — Gitterstrukturer, indre kanaler og organiske former, som ville kræve flere opsætninger eller være umulige at fremstille med subtraktive metoder
- Hurtig designiteration — Når du tester flere koncepter samtidigt, og ændringer sker dagligt
- Lav mængde af komplekse dele — Enkeltprototyper, hvor CNC-opsætningsomkostningerne dominerer prisen pr. del
- Topologioptimerede design — Vægtreducerede strukturer, der udnytter additivs geometriske frihed
3D-printning har dog begrænsninger, som metal-CNC-maskiner nemt kan håndtere. Overfladekvaliteten viser typisk laglinjer, hvilket kræver efterbearbejdning. Materialevalget er mere begrænset – især til højtydende anvendelser. Og dimensional nøjagtighed, selvom den forbedres, ligger stadig bag præcisionen hos CNC-maskiner ved meget stramme tolerancekrav.
Omkostningsdynamikken ændrer sig dramatisk med delens størrelse. Ifølge branchens analyse 3D-printning bliver dyr for store dele, hvor printetiden – den primære omkostningsdrevende faktor – betydeligt forlænges. En CNC-fræsemaskine fremstiller ofte store, simple geometrier mere økonomisk end additive processer.
Sprøjtestøbning versus maskinbearbejdning til produktionsmængder
Hvis du planlægger en produktionsmængde på over 10.000 enheder, bør sprøjtestøbning alvorligt overvejes. Økonomien er enkel: høje oprindelige værktøjsomkostninger fordelt over store mængder resulterer i ekstremt lave stykomkostninger.
Ifølge produktionsomkostningsdata starter sprøjtestøbneværktøjer typisk fra £3.000 og stiger kraftigt med delens kompleksitet. Når værktøjet dog først findes, leverer processen en ekstremt lav stykomkostning, hvor råmaterialet udgør den primære omkostning.
Overvej denne sammenligning fra den virkelige verden for en elektronisk kabinet:
| Proces | 1 enhed | 500 enheder | 5.000 enheder |
|---|---|---|---|
| Sls 3d udskrivning | £15.59 | £2,64/prisenhed (£1.320 i alt) | £2,35/prisenhed (£11.750 i alt) |
| CNC maskering | £125.20 | £8,06/prisenhed (£4.030 i alt) | Anmodning om tilbud |
| Injskionsformning | Ikke relevant (værktøj: £5.429) | £0,92/prisenhed (£5.889 i alt) | £0,38/prisenhed (£7.329 i alt) |
Bemærk, hvordan sprøjtestøbning først bliver omkostningsmæssigt konkurrencedygtig ved ca. 500 enheder – og dominerer ved 5.000+ enheder. Break-even-punktet afhænger af reservedelens kompleksitet, materialevalg og værktøjskrav. CNC-fremstilling bibeholder fordelene ved mængder under disse grænser.
Valg af teknologi på et blik
Den følgende sammenligning hjælper dig med hurtigt at identificere den optimale fremstillingsmetode ud fra dine projektkrav:
| Kriterier | CNC maskering | 3D print | Injskionsformning |
|---|---|---|---|
| Ideelle mængder | 1–5.000 enheder | 1–10.000 enheder | 10.000+ enheder |
| Materielle muligheder | 20+ plasttyper, metaller, træsorter | 5+ plasttyper (PBF-processer) | 100+ plasttyper |
| Geometrisk frihed | Moderat (begrænset af værktøjsadgang) | Høj (komplekse indvendige strukturer mulige) | Moderat (udskiftelsesvinkler, skiljelinjer) |
| Leveringstid | 7–14 dage | 2–7 dage | 15–60 dage |
| Startomkostning | Lille NRE-gebyr (£100+) | Ingen (minimumsordre £30–60) | Høj værktøjsomkostning (£3.000+) |
| Overfladeafslutning | Udmærket (som-fremstillet eller poleret) | Viser laglinjer (efterbehandling mulig) | Udmærket (blank, struktureret, mat) |
| Designfleksibilitet | Ja – ændringer kræver genprogrammering | Ja – ændringer har ingen konsekvenser | Nej—værktøjsmodifikationer er dyre |
Fremstilling af pladeemner: Det ofte oversete alternativ
Når din konstruktion primært består af flade overflader, bøjninger og udstansninger, er pladebehandling ofte den mest økonomiske løsning. En CNC-skæremaskine, der arbejder med plademateriale, fjerner minimalt materiale—i modsætning til blokbehandling, hvor op til 80 % kan blive spåner.
Pladebehandling er fremragende til:
- Kapsler, beslag og chassikomponenter
- Paneler med monteringsfunktioner og ventilationsudstansninger
- Konstruktionsdele, der kræver høje stivheds-til-vægt-forhold
- Komponenter, hvor bøjningsoperationer erstatter komplekse maskinerede funktioner
Den CNC-baserede metalbeskæring kombineret med pressebremseformning skaber dele, der ville koste betydeligt mere, hvis de blev fremstillet ved drejning eller fræsning fra massivt materiale. Hvis din geometri egner sig til pladeformning, bør du overveje denne mulighed, inden du som standard vælger traditionel maskinbearbejdning.
Når hybride tilgange giver mening
Nogle gange er den smarteste fremstillingsstrategi en kombination af flere metoder. Ifølge fremstillingseksperter er den smarteste tilgang ofte hybride: Start med 3D-printing for at bevise konceptet, brug CNC til kritiske funktionelle prototyper og overgå til sprøjtestøbning, når efterspørgslen er klar.
Overvej disse hybride strategier:
- 3D-print først, derefter bearbejd kritiske funktioner — Additiv fremstilling skaber kompleks helhedsgemetri, mens CNC-bearbejdning opnår stramme tolerancer på sammenfaldende overflader
- Prototyp med maskinbearbejdning, fremstil med støbning — CNC-dele validerer funktionen, inden der investeres i dyre værktøjer
- Kombiner karosserier i plade metal med maskinbearbejdede detaljer — Pladeformning skaber kabinetter, mens maskinbearbejdede indsatser leverer præcise grænseflader
Overgang fra prototyping til produktion
Når projekter udvikler sig fra indledende koncepter til markedsklare produkter, ændres fremstillingskravene. Ifølge Fictivs vejledning om overgang til produktion er rejsen fra prototype til masseproduktion en kompleks transformation, der kræver omhyggelig planlægning.
Nøgleovervejelser ved udvidelse af produktionen:
- Materielens konsistens — Prototype-materialer skal svare til produktionskravene for at undgå overraskelser i senere faser
- Design til samling — Det, der fungerer ved manuel prototype-montering, kan mislykkes på automatiserede produktionslinjer
- Procesvalidering — Hver fremstillingsmetode kræver godkendelse, inden der foretages en forpligtelse til storvolumenproduktion
- Efterspørgselsprognoser — At samarbejde med en fremstillingspartner, der er i stand til at skala produktionen op eller ned – fra 1.000 til 100.000 enheder – ved hjælp af de samme processer, er afgørende for succes
Online-maskinbearbejdning-platforme understøtter denne overgang i stigende grad og tilbyder prototype-mængder gennem de samme netværk, der håndterer produktionsvolumener. Denne sammenhæng eliminerer forsinkelser forbundet med gen-godkendelse ved udvidelse af produktionen.
At træffe det rigtige teknologivalg
Ingen enkelt fremstillingsmetode optimerer alle projekter. CNC-bearbejdning via online-platforme fremhæver sig ved præcisionsdele i moderate mængder – men at erkende dens begrænsninger hjælper dig med at træffe bedre beslutninger i alt.
Stil dig selv følgende spørgsmål, når du vælger din fremgangsmåde:
- Hvor stor mængde har jeg brug for nu – og hvor stor mængde kan jeg have brug for om 12 måneder?
- Favoriserer min geometri additiv frihed eller subtraktiv præcision?
- Er jeg stadig i gang med at iterere på designet, eller er dette klar til produktion?
- Hvilke tolerancer og overfladeafslutninger kræver min anvendelse faktisk?
- Kan fremstilling af pladeemner eller støbning reducere omkostningerne pr. komponent?
Svarene leder dig mod den passende teknologi – eller mod hybride tilgange, der strategisk udnytter flere metoder. Når valget af fremstillingsmetode er afklaret, er du klar til at tage konkrete næste skridt med dit online-maskinfremstillingprojekt.
Tag dit næste skridt med online-maskinfremstilling
Du har dækket betydelig grund—fra at forstå, hvad online-maskinbearbejdning faktisk betyder, til at vurdere materialer, tolerancer, omkostninger, branchekrav og alternative fremstillingsmetoder. Nu kommer det praktiske spørgsmål: hvordan omsætter du denne viden til handling? Uanset om du bestiller dine første CNC-maskindele eller skalerer fra prototype til serieproduktion, samler denne sidste sektion alt sammen i en handlingsorienteret ramme.
Tilpasning af dine projektkrav til den rigtige service
Før du uploader din første fil, tag et øjeblik til at afstemme dine projektegenskaber med den passende servicemodel. De beslutninger, du har truffet gennem hele denne artikel—valg af materiale, angivelse af tolerancer, krav til mængde—påvirker direkte, hvilke online-CNC-maskinbearbejdningstjenester der leverer optimale resultater.
Overvej disse matchningskriterier:
- Prototypekvantiteter (1–10 dele) — Platforme til øjeblikkelig prisangivelse udmærker sig her ved at tilbyde hastighed og fleksibilitet uden relationel overhead
- Produktion i små serier (10–500 dele) — Både øjeblikkelige platforme og traditionelle onlinebutikker fungerer godt; sammenlign tilbud fra begge
- Regulerede industrianvendelser — Verificer certificeringer på forhånd; bilrelaterede anvendelser kræver partnere med IATF 16949-certificering
- Komplekse geometrier, der kræver rådgivning — Traditionelle butikker, der tilbyder ingeniørmæssig support, kan tilføje værdi ud over ren pris
- Mulighed for at skala produktionen — Vælg partnere, der er i stand til at vokse sammen med dine produktionsmængder for at sikre konsekvens
For bilrelaterede anvendelser, herunder chassismonteringer eller specialfremstillede metalstøddæmper, demonstrerer leverandører som Shaoyi Metal Technology hvordan specialiserede CNC-fremstillingsydelser kan skala fra hurtig prototypproduktion til masseproduktion med gennemførelsestider så korte som én arbejdsdag – afgørende, når udviklingstidsplanerne indskrænkes.
Kom i gang med din første online-maskinebestilling
Er du klar til at fortsætte? Brug denne omfattende tjekliste for at sikre, at dit projekt er forberedt til en vellykket gennemførelse:
Tjekliste for projektklarhed
-
Forberedelse af designfil
- Eksporter din model i STEP-format (.stp, .step) for bedst kompatibilitet
- Bekræft, at geometrien er vandtæt uden åbne flader eller selvkrydsninger
- Inkludér tekniske tegninger for kritiske mål og GD&T-angivelser
- Bekræft, at alle funktioner kan bearbejdes fra tilgængelige orienteringer
-
Valg af materiale
- Afstem materialeegenskaberne til mekaniske, miljømæssige og vægtkrav
- Overvej bearbejdningsvenlighedsgrader og deres indflydelse på omkostningerne
- Angiv materialecertificeringer, hvis det kræves for din branche
-
Tolerancespecifikation
- Anvend stramme tolerancer kun på funktionelt kritiske egenskaber
- Brug generelle tolerancer i titelblokken (±0,010") til ikke-kritiske mål
- Overvej toleranceopsummering i samling af flere dele
-
Mængdeplanlægning
- Start med prototype-mængder for at validere designet, inden der træffes produktionsbeslutning
- Inkludér afskrivning af opsætningsomkostninger, når der sammenlignes små og større partier
- Giv oplysning om forventede fremtidige mængder for at undersøge muligheder for partnerskabspriser
-
Krav til efterbehandling
- Angiv krav til overfladefinish (som-maskineret, stråleblæst, anodiseret)
- Identificer eventuelle efterbehandlingsoperationer, der er nødvendige (varmebehandling, belægning)
Håndtering af filsikkerhed og intellektuel ejendomsret
Brugere, der bruger tjenesten første gang, er ofte tilbageholdende ved at uploade eksklusive design til online-platforme. Denne bekymring er berettiget – dine design repræsenterer en betydelig investering i forskning, udvikling og innovation.
Ifølge Factorems analyse af beskyttelse af intellektuel ejendomsret introducerer deling af innovative design med eksterne producenter en risiko for tyveri af intellektuel ejendomsret eller uautoriseret videregivelse. Der findes dog på troværdige platforme flere beskyttelseslag.
Når du vurderer en leverandørs beskyttelse af intellektuel ejendomsret, skal du være opmærksom på:
- Fortrolighedsaftaler (NDAs) — Standardpraksis for professionelle fremstillingsrelationer
- Sikre filoverførselsprotokoller — Krypterede uploads, der beskytter data under overførsel
- Adgangskontrol — Begrænset adgang for personale til dine designfiler
- Produktionsaftaler — Tydelige vilkår om ejerskab af design og begrænsninger for anvendelse
- Verificerede partnernetværk — Platforme, der verificerer deres producentpartnere for sikkerhedskonformitet
For særligt følsomme design overvej venligst at anmode om formelle fortrolighedsaftaler (NDA’er), inden filer uploades. De fleste etablerede online-maskinbearbejdningstjenester imødekommer disse anmodninger som standard erhvervspraksis.
Start med prototyper, før der træffes produktionsforpligtelser
Her er råd, som erfarene ingeniører konsekvent følger: valider, inden du skalerer. Ifølge præcisionsproduktionsspecialister , kan brug af forskellige leverandører til prototyping og produktion føre til kvalitetsafvigelser og uoverensstemmelser i udstyrsudformning – en mangel på sammenhæng, der kan blive katastrofal for projekter.
Den intelligente fremgangsmåde for CNC-prototypemaskinbearbejdning omfatter:
- Bestil først prototypekvantiteter — Typisk 1–5 stykker til validering af pasform, funktion og overfladebehandling
- Test samling og ydeevne — Bekræft, at dele opfylder designmålet, inden der går til serieproduktion
- Iterér efter behov — Afhjælp eventuelle problemer, der opdages under evaluering af prototype
- Skalér med samme partner — Opnå fremstillingens kontinuitet fra CNC-fremstilling af prototyper til serieproduktion
Denne trinvis fremgangsmåde minimerer risikoen. Hvis prototypedele afslører designproblemer, har du kun investeret i et fåtal dele i stedet for hundreder. Når prototyper lykkes, udnyttes ved skaleringsfasen de etablerede processer og afprøvede værktøjsporer.
Leverandører, der tilbyder problemfri skalering – som f.eks. Shaoyi Metal Technology med deres evne til hurtig prototypproduktion og masseproduktion – eliminerer genkvalificeringsforsinkelser ved overgang mellem projektfaser. Deres IATF 16949-certificering og SPC-kapacitet sikrer, at de samme kvalitetssystemer gælder både for prototyper og serieproduktion.
Udnyt øjeblikkelig prisangivelse til velovervejede beslutninger
En af de største fordele ved online-maskinbearbejdning? Du kan udforske muligheder uden forpligtelse. Før du endeligt bekræfter en ordre, kan du bruge værktøjer til øjeblikkelig prisberegning til at:
- Sammenligne priser på tværs af materialer — Se, hvordan aluminium sammenlignet med rustfrit stål påvirker din budgettering
- Evaluere omkostningerne ved tolerancer — Skifte mellem standard- og præcisionskrav
- Vurdere økonomien ved mængder — Forstå, hvordan prisen pr. del falder ved større volumen
- Gennemgå leveringstidsmuligheder — Afveje hastighedskrav mod budgetbegrænsninger
- Identificere DFM-problemer tidligt — Automatiseret feedback markerer fremstillingssværigheder, inden produktionen påbegyndes
Denne sammenligningsindkøb tager minutter – ikke dage med telefonopkald og relationsskabelse. Brug den strategisk til at udvikle realistiske forventninger og identificere den optimale balance mellem omkostninger, kvalitet og levering for dine specifikke krav til brugerdefinerede drejede og fræsede dele.
Din online maskinfremstillingsrejse starter nu
Du har nu erhvervet den viden, der er nødvendig for at navigere sikkert i online maskinfremstilling – fra filforberedelse til levering, fra materialevalg til kvalitetsvurdering. Det digitale fremstillingsøkosystem står klar til at omdanne dine design til præcise CNC-dreje- og fræseoperationer, der leverer færdige dele på få dage i stedet for uger.
Fremtidsretningen er tydelig: Forbered dine filer i henhold til bedste praksis, angiv kun de tolerancer, som du virkelig har brug for, vælg materialer, der matcher dine applikationskrav, og vælg fremstillingspartnere, hvis kompetencer svarer til dine projektkrav. Start med prototype-mængder for at validere din fremgangsmåde, og skaler derefter med tillid, når designene viser sig at være vellykkede.
Online-maskinbearbejdning har gjort præcisionsfremstilling tilgængelig for alle. Uanset om du er en startup, der udvikler dit første produkt, eller et etableret firma, der optimerer dine leveringskæder, giver værktøjerne og viden, der behandles her, dig mulighed for at udnytte disse muligheder effektivt. Din næste specialfremstillede maskindel er kun én filupload væk.
Ofte stillede spørgsmål om online-maskinbearbejdning
1. Hvad er en online-CNC-maskinbearbejdningstjeneste?
Online CNC-bearbejdningstjeneste forbinder ingeniører og produktudviklere direkte med præcisionsfremstillingskapaciteter via webbaserede platforme. I stedet for at opbygge relationer til lokale maskinværksteder over flere år uploader du dine CAD-filer, modtager øjeblikkelige tilbud med DFM-feedback, vælger materialer og tolerancer og får færdige dele leveret på få dage. Disse platforme udnytter AI-drevne tilbudsmoduler og globale fremstillingsnetværk for at sikre gennemsigtighed, hastighed og konkurrencedygtige priser fra prototype til seriefremstilling.
2. Hvordan får jeg et øjeblikkeligt tilbud for online CNC-bearbejdning?
At få et øjeblikkeligt tilbud indebærer at uploade din CAD-fil (foretrukket i STEP-format) til en online maskinbearbejdning-platform. Det AI-drevne system analyserer din geometri, beregner værktøjsspor og genererer priser inden for sekunder. Derefter kan du justere parametre som materialevalg, mængde, tolerancer og overfladebehandling for at se ændringer i prisen i realtid. Systemet giver også automatisk DFM-feedback, der markerer potentielle fremstillingssværheder, inden du går videre til produktion.
3. Hvilke filformater accepteres til online CNC-bearbejdning?
De fleste online maskinbearbejdning-platforme accepterer STEP-filer (.stp, .step) som standard – de bevarer massiv geometri og sikrer dimensional nøjagtighed på tværs af CAD-systemer. IGES-filer (.igs, .iges) er pålidelige alternativer med bred kompatibilitet. STL-filer fungerer, men har begrænsninger for CNC-bearbejdning på grund af triangulerede overfladeapproksimationer, hvilket kan påvirke præcisionen ved krumme detaljer. Kontroller altid, at din model er vandtæt uden åbne overflader, før du uploader den.
4. Hvor meget koster CNC-bearbejdning online?
Omkostningerne for CNC-bearbejdning afhænger af fem primære faktorer: materialevalg og mængde, geometrisk kompleksitet, krav til tolerancer, mængdeøkonomi og efterbearbejdningsoperationer. Enkle aluminiumsprototyper med standardtolerancer ligger typisk mellem 100-300 USD pr. reservedel, mens komplekse dele med flere funktioner og stramme tolerancer kan koste 300-800 USD. Ved produktionsmængder på 50+ enheder falder ofte omkostningerne pr. enhed med 40-60 %, da opsætningsomkostningerne fordeler sig over flere dele. Leverandører certificeret i henhold til IATF 16949, såsom Shaoyi Metal Technology, tilbyder konkurrencedygtige priser samt hurtig prototypproduktion og masseproduktionskapacitet.
5. Hvilke certificeringer bør jeg lede efter hos en online maskinværksted?
De certificeringer, du har brug for, afhænger af din branches anvendelse. ISO 9001:2015 fungerer som den grundlæggende kvalitetsstyringsstandard for almindelig fremstilling. Automobilapplikationer kræver IATF 16949-certificering med SPC-funktioner. Luft- og rumfartsprojekter kræver AS9100 og muligvis NADCAP-akkreditering samt ITAR-registrering til forsvarsrelateret arbejde. Komponenter til medicinsk udstyr kræver ISO 13485 og overholdelse af FDA 21 CFR Part 820. Kontroller altid, at certificeringerne er gyldige, inden du afgiver ordrer til applikationer inden for regulerede industrier.