 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Nøgeltypes stemplekomponenter i moderne produktion

TL;DR
I produktion henviser udtrykket "stans" til to relaterede begreber. Først og fremmest er stansdele de enkelte dele af et værktøj—som stansplader, føringstifte og stempel—der arbejder sammen i en presse. For det andet klassificeres støbninger i forskellige typer ud fra deres funktion og kompleksitet, såsom enkle, sammensatte og progressive støbninger, hvilket afgør, hvordan de skærer eller former plademetal til et færdigt produkt.
De grundlæggende komponenter i en stansningsstans
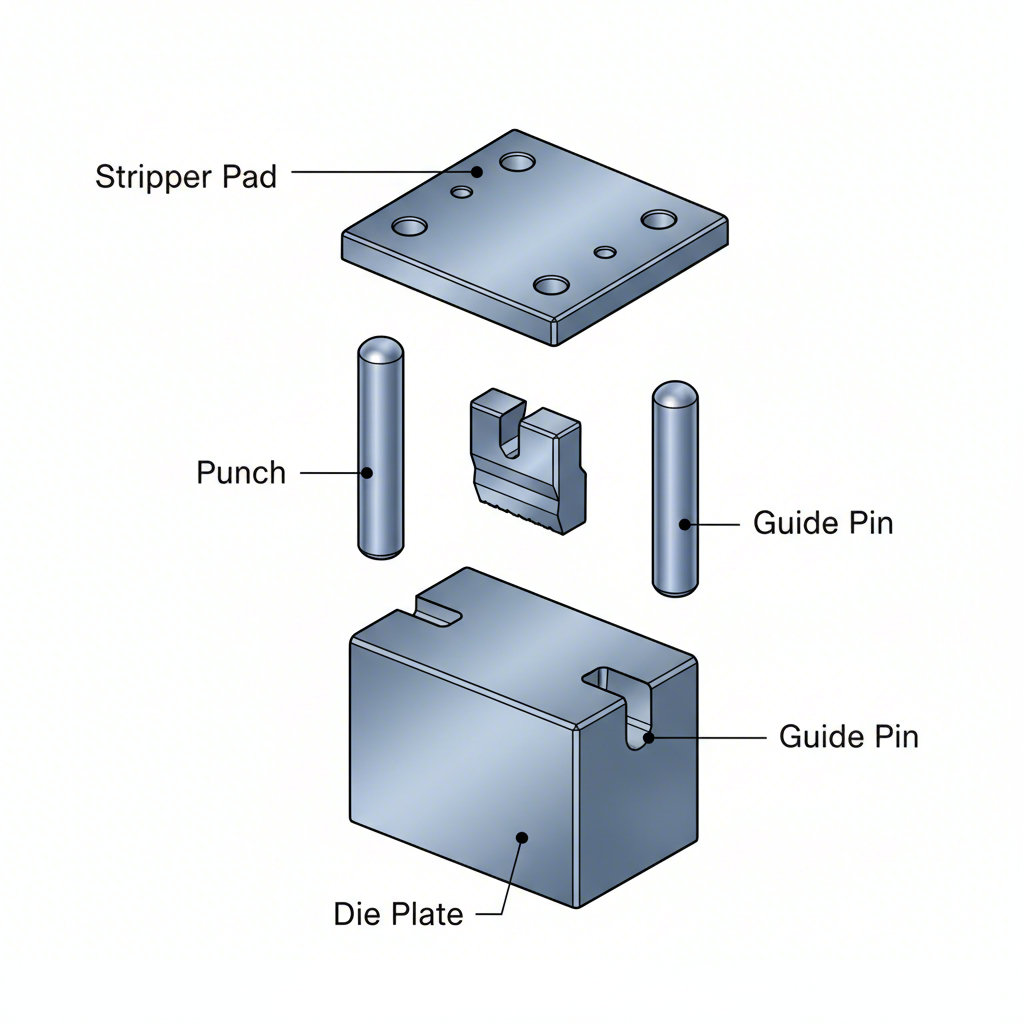
En stansform er et præcisionsværktøj, der bruges til at skære og forme plademetal, og den er bygget op af flere væsentlige komponenter, som fungerer sammen. I bunden findes stempelplader , også kendt som formeskåle eller formsæt. Disse tykke, flade plader udgør grundlaget for montering af alle andre arbejdende dele i formen. Deres fladhed og parallelitet er afgørende for hele værktøjets nøjagtighed. Den øvre og nedre formeskål justeres præcist ved hjælp af føringsstænger og føringshylstre , som sikrer, at de to halvdele af formen mødes perfekt ved hver pressehub, og forhindrer derved fejljustering, der kunne beskadige værktøjet eller det fremstillede emne.
De aktive elementer i formen er stans og knapper (eller formmatrix). Stanse er de komponenter, der udfører skæringen eller formningen; for eksempel skaber en gennemstans et hul, mens en konturstans skærer ydre kontur af en del. Disse stanse holdes sikkert på plads af holder . Når et stanser værktøj trænger igennem materialet, træder det ind i en tilhørende hulrum i den nederste stansbloc, hvorved metallet skæres over. For at forhindre, at materialet sidder fast på det trækkende værktøj, holder en fjederbelastet afstiverpude det flade metal nede, så værktøjet kan trække sig ud rent.
Til sidst drives og styres hele samlingen af forskellige andre komponenter. Fedre —som kan være spiral-, urethan- eller kvælstofgasspiraler—sørger for den nødvendige kraft til afstiverpuder og trykpuder, som holder metallet under omformningsoperationer. For stanse, der udsættes for betydelige sideværts kræfter, hælklodser og hælplader tilføjes for at optage denne kraft og beskytte føringsspidsene mod bøjning. Ifølge eksperter hos Producenten , danner disse kernekomponenter rygraden i næsten alle stansedies, fra de simpleste til de mest komplekse.
En omfattende guide til de vigtigste typer stansedies
Ud over deres enkelte komponenter klassificeres stålskærere i flere typer baseret på de operationer, de udfører, og deres kompleksitet. Valget af stålskæretype afhænger af faktorer som delenes kompleksitet, produktionsvolumen og omkostningseffektivitet. Den mest grundlæggende er en Linjeværktøj (eller simpel stålskære), som udfører én enkelt operation, såsom bøjning eller punktering, ved hvert pressehub. Denne metode anvendes ofte til produktion i små serier eller til fremstilling af enkle dele, da den kræver mindre komplekse og dyrere værktøjer.
For mere effektiv produktion vælger producenter mere avancerede konstruktioner. En Sammensat støb udfører flere skæreeoperationer i ét enkelt pressehub ved én station. For eksempel kan den slå et hul i centrum af en del samtidig med at den afgrænser dens ydre kontur, hvilket gør den ideel til fremstilling af flade dele som skiver med høj præcision. I modsætning hertil udfører en Progressiv presseform omfatter en række stationer, hvor hver station udfører en anden handling sekventielt. Metalpladen, i form af en rullestrimmel, føres gennem værktøjet, og med hver pressehub bevæges emnet til den næste station, indtil det er færdigt. Som bemærket af Standardværktøj er denne metode ekstremt hurtig og omkostningseffektiv til produktion i store serier af komplekse dele.
En anden vigtig kategori er Overførselsværktøj som minder om et progressivt stansværktøj, men håndterer individuelle, adskilte plader i stedet for et kontinuert bånd. Mekaniske fingre eller arme transporterer emnet fra station til station. Dette er nyttigt til store dele, som bilpaneler, der ikke let kan håndteres på et bånd. For komplekse projekter, især i bilindustrien, er det afgørende at samarbejde med en specialiseret producent. For eksempel Shaoyi (Ningbo) Metal Technology Co., Ltd. udmærker sig ved at skabe brugerdefinerede stansværktøjer til biler og tilbyder præcise løsninger til OEM'er og Tier 1-leverandører, som kræver avanceret værktøjning til masseproduktion.
| Diestype | Nøglekarakteristik | Almindelig anvendelse | Relativ kompleksitet/omkostning |
|---|---|---|---|
| Linjematrice (enkel matrix) | Udfører én operation pr. pressehub | Produktion i små serier, enkle dele, sekundære operationer | Lav |
| Sammensat støb | Udfører flere skæreoperationer i én station | Skiver, tætningsringe og andre flade dele med høj nøjagtighed | Medium |
| Progressiv presseform | Flere stationer udfører sekventielle operationer på et metalstrimmel | Højvolumenproduktion af komplekse dele (f.eks. elektroniske kontakter) | Høj |
| Overførselsværktøj | Flytter en enkelt del mellem flere stationer til bearbejdning | Store dele som karosseriplader og dybtrukne skaller | Meget høj |
| Kombinationsværktøj | Udfører både en skære- og en ikke-skæreoperation (formning/trækning) i én hub | Dele, der kræver en skæring og en bøjning/formning, som f.eks. små beslag. | Mellem høj |
Udforskning af specialiserede værktøjer til specifikke produktionsoperationer
Udover de generelle klassifikationer baseret på arbejdsgang er mange værktøjer navngivet efter den specifikke opgave, de udfører. Disse specialiserede, ofte enfaldige operationer, er afgørende for at opnå præcise funktioner på en fremstillet del. Et Blankingskabe f.eks. er designet udelukkende til at skære ydre form eller profil af en del ud fra et større metalplade. Stykket, der skæres ud, kendt som blanken, bliver det halvfabrikate til efterfølgende operationer. Dette er ofte det allerførste trin i en produktionsproces, såsom at skære den flade form af en bil dørpanel, inden det formas.
I modsætning til et Gennemborende stans bruges til at skabe huller, nicher eller andre indvendige funktioner i en del uden at påvirke dens ydre kontur. I modsætning til blankning, hvor den udskårne del er den ønskede komponent, kasseres den udskårne materiale (slug) som affald ved piercing. Piercing-operationer kan udføres med en dedikeret stans eller integreres som en station inden for en større progressiv stans. Både blankning og piercing er grundlæggende skæreoperationer i metalstansning, som beskrevet i forskellige produktionsressourcer, herunder Wikipedia's oversigt over formanfærdigung .
Andre specialiserede former fokuserer på omformning frem for skæring. En Prægeskærm bruges til at skabe forhøjede eller indfældede design i plademetal uden at ændre dets tykkelse. Dette opnås ved at presse materialet mellem et matchende stempel og en form, der indeholder det ønskede mønster, ofte anvendt til logoer, bogstaver eller dekorative elementer. Ligeledes bruges en Prægedødning udøver ekstremt højt tryk på emnet, hvilket tvinger metallet til at strømme ind i de indviklede detaljer i stempelhulen. Denne proces kan skabe forskellige funktioner på hver side af emnet og anvendes til fremstilling af genstande med høj detaljegrad, såsom mønter og medaljer.
Ofte stillede spørgsmål
1. Hvad er en stempeldel?
En stempeldel er en enkelt del af et større stempelsæt, der bruges i en stemplingspresse. Disse komponenter arbejder sammen for at skære eller forme plademetal. Nøgleeksempler inkluderer stempelplader (grundlaget), guidebolte og ledninger (til justering), punch-værktøjer (som udfører skæringen eller formningen) og udskydningsdæmper (som fjerner materialet fra punch-værktøjet).
2. Hvad er de forskellige typer stempelmateriale?
Ståle er typisk fremstillet af meget holdbare, slidstærke materialer. De mest almindelige er værktøjsstål, som er specielle legeringer af jern og kulstof, der kan hærdes for at opnå holdbarhed og kantsikkerhed. Til ekstremt store mængder eller applikationer med stort slid anvendes ofte wolframkarbid til skære- og formningsafsnit på grund af dets ekstraordinære hårdhed. Andre materialer kan omfatte aluminium til stålsko for at reducere vægten samt aluminium-bronze til slidplader og ledninger for at mindske friktionen.