 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Embossing vs. debossing af autodele: Den tekniske guide
Kort sagt: Kerneforskellen for automobilingeniører
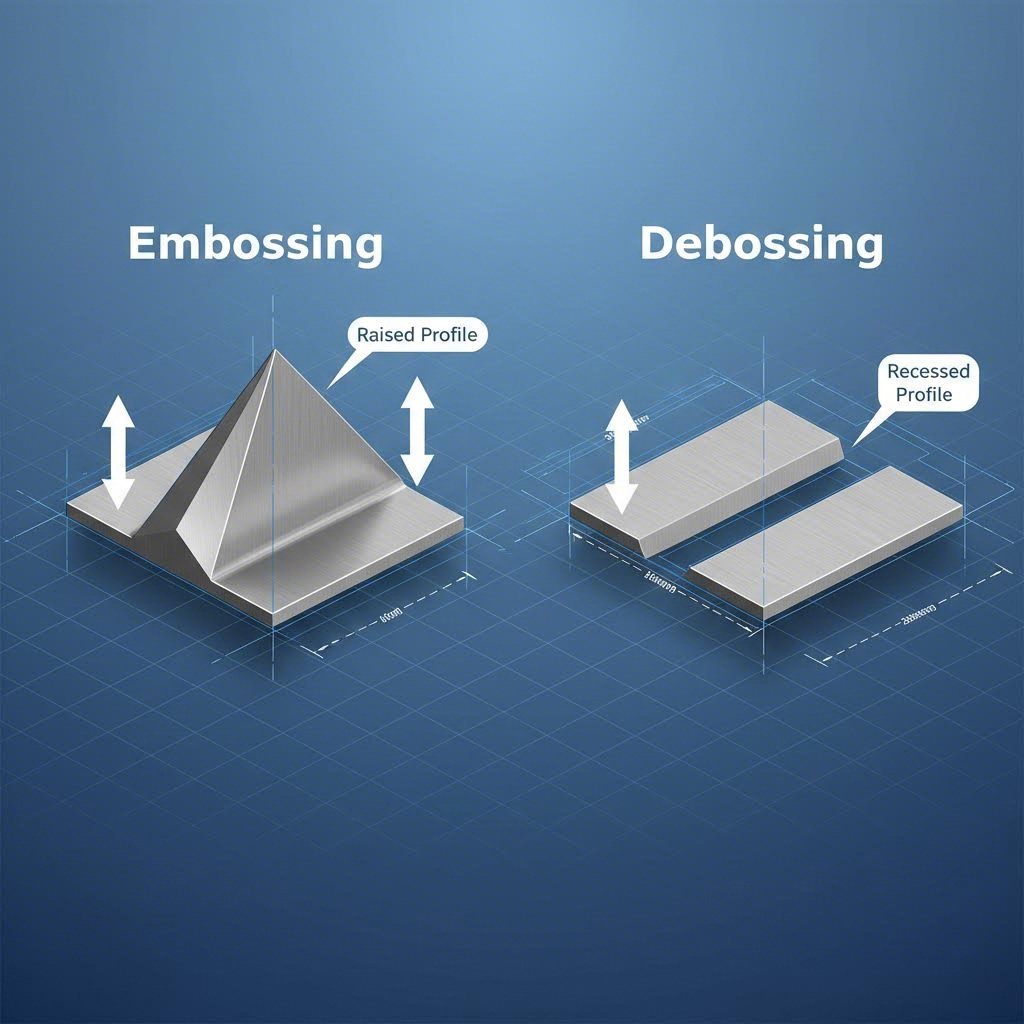
Den primære forskel mellem udsmykket og debossing ligger i retningen af materialestrømmen og dennes efterfølgende interaktion med biloverflader. Udsmykket bruger matchede formstykker (hankvinde) til at skubbe materiale opad , hvilket skaber forhøjede tegn, der forbliver læselige, selv efter tyk maling, pulverlak eller ansamling af snavs. Dette gør det til standarden for faste chassismærker og sikkerhedskomponenter.
Omvendt, debossing (ofte teknisk betegnet som impression-stansning eller ridse i automobilkontekster) skubber materiale nedadgående ind i underlaget. Selvom dette beskytter mærket mod overfladeerosion, er det tilbøjeligt til at blive fyldt med maling eller fedt, hvilket nedsætter læseligheden. Imidlertid er deformeringsprægning — specifikt via dot-peen- eller ristemetoden — industrianvendt standard for variabel data som unikke køretøjsidentifikationsnumre (VIN), fordi det ikke kræver dyre faste formværktøjer for hver tegnskift.
Mekanikken i metalbøjning
At forstå fysikken bag disse mærkninger er afgørende for at vælge den rigtige værktøjning. I bilproduktion bestemmer valget mellem prægning og indprægning formklarering, presstonnage og materialestrømningsegenskaber.
Formkonfigurationer: Mandlig vs. Kvinde
Udsmykket er en dobbeltformproces. Den kræver et sammenhørende sæt: en mandlig form (med forhøjede detaljer) i bunden og en kvindeform (med indfældede detaljer) øverst. Når presset kører, presses metalpladen eller plasten ned mellem dem, hvorved materialet strækkes opad. Dette kræver nøjagtig justering; hvis klareringen mellem formene er for tæt, vil materialet skæres over eller revne; hvis for løs, mistes definitionen.
Debossing , i sin reneste industrielle form, anvender også et mandlig/kvinde-formsæt, men omvendt – idet billedet presses ned. Dog i de fleste højhastigheds-stanselinjer til bilproduktion, er det ofte sådan, at det, der kaldes "indprægning", faktisk er Impression Stansning . Dette anvender en enkelt hårdnet maleform, der slår overfladen mod en flad ambolt. Den vigtige forskel er bagsiden af emnet: et egentligt debosset emne har en forhøjet bagside (negativt billede), mens et impression-stanset emne forbliver fladt på bagsiden.
Materialestrøm og spænding
Embossing udsætter materialet for betydelig trækspænding, når det strækkes for at følge den forhøjede højde. For automobil-aluminium (som 5000 eller 6000-serien) eller højstyrke stål skal ingeniører beregne det maksimale udstrækningprocent for at undgå mikrorevner. Debossing komprimerer materialet og efterhærder det lokale område. Denne komprimering kan faktisk gøre emnet stærkere ved mærkestedet, mens embossing kan skabe spændingskoncentrationer, hvis det ikke er afrundet korrekt.
Funktionel mærkning: Chassis, motor og metaldele
For motor- og understelkomponenter handler kampen ikke om udseende – det handler om sporbarhed gennem proces . Komponenter som varmeskærme, ildvægge og motorblokke udsættes for hårde efterbehandlingsmiljøer, der dikterer mærkningsmetoden.
Læsbarhed gennem maling og belægninger
Prægning er klart vinderen for belagte dele. I bilmontering bliver chassisdele ofte e-belagt, grundlagt og malet efter mærkning. Hvis en del er indpræget (for dyb), løber malingen ind i de nedsunkne områder, fylder dem ud og gør tegnene ulæselige. Opbrudte tegn, som stikker frem fra overfladen, tillader malingen at løbe afbrydet omkring toppunktet. Mærket forbliver tydeligt og læsbart, selv under tykke lag af underskærmning.
Derfor vil du typisk se statiske data – såsom modelkoder eller platformbetegnelser på ildvægge – direkte opbrudt i emaljen. Det sikrer, at dataene overlever malerværkstedet og 20 års vejstøv.
Udfordringen med variable data: VIN-numre
Selvom prægning er bedre til læsbarhed, har den en alvorlig mangel: omkostningerne. Prægning kræver et fast værktøjssæt. For at præge et unikt 17-cifret VIN-nummer for hver eneste bil, der ruller fra båndet, ville man få brug for et komplekst, langsomt og dyrt roterende nummereringshoved.
Derfor, debossing (via prikprikning eller ridser) er standarden for unik køretøjsidentifikation. Ridsningsmaskiner bruger en diamanteret eller carbidsbørste til at "skrive" VIN-nummeret ind i metalrammen. Selvom disse mærker er indrykkede, udføres de dybe nok til at overleve almindelige e-lakeringer, eller påføres efter maling (kræver maske). Denne metode tillader uendelig variation uden behov for værktøjsomstilling, hvilket er nødvendigt for moderne masseproduktion.

Æstetiske anvendelser: Indtrimsudformning og branding
Inde i kabinen skifter formålet fra holdbarhed til »opfattet kvalitet«. Designere bruger disse teknikker til at kommunikere luksus og taktil feedback.
Læder og blødberøringsoverflader
Til lædersæder, ratt og instrumentbrætudformning debossing (ofte kaldet hot stamping i denne sammenhæng) skaber et præmie, tilbageholdent udseende. Ved at presse en opvarmet stempel ind i læderet komprimeres fiberne og mørknes, hvilket skaber en permanent, elegant fordybning. Dette foretrækkes frem for prægning til logomer, da forhøjede læderområder er udsat for slitage og slid, når passagerer glider ind og ud af køretøjet.
Taktil Styring og Kontaktanordninger
Udsmykket dominerer designet af kontaktanordninger og knapper. Et forhøjet ikon på en vindueskontakt eller radioknap giver afgørende taktil feedback, så chaufføren kan identificere kontrollen uden at fjerne blikket fra vejen. I moderne "In-Mold Labeling" (IML)-processer til plastindretning anvendes prægning for at give 3D-struktur til ellers flade berøringsflader, og kombinere touchskærmens strømlinede udseende med den fysiske sikkerhed fra en mekanisk knap.
Afgørende Sammenligningsfaktorer (Beslutningsmatrix)
Når du vælger en mærkningsteknologi til en ny automobilkomponent, skal du bruge denne matrix til at vurdere afvejningen mellem omkostninger, holdbarhed og produktionsbegrænsninger.
| Funktion | Prægning (hævet) | Indprægning / stempling (sænket) |
|---|---|---|
| Læselighed med maling | Fremragende (Maling løber af puder) | - De er fattige. (Maling udfylder sænkninger) |
| Værktøjsomkostninger | Høj (Kræver matchede herre/dame-værktøjer) | Mellem/Lav (Enkelt værktøj eller stift) |
| Variabel data (VIN) | Svært (Langsom, komplekse nummereringshoveder) | Fremragende (Programmerbar punktstempel/skrifi) |
| Slidbestandighed | Lav (Fremhævet overflade modtager slidet) | Høj (Mærket er beskyttet under overfladen) |
| Cyklustid | Hurtigt (Enkelt trykbevægelse) | Hurtig til Langsom (Stempel er hurtigt; Skrifi er langsommere) |
For producenter, der søger at dække afstanden mellem disse prototyper og masseproduktion, Shaoyi Metal Technology tilbyder omfattende stempelløsninger. Deres kapacitet, fra hurtig prototyping til 600 tons presseoperationer, muliggør en problemfri integration af både relief- og komplekse indprægede arbejdsgange. Uanset om du har brug for 50 prototyper til at validere en designløsning eller millioner af serieproducerede styrearme, sikrer deres IATF 16949-certificerede præcision, at dine mærkningsstandarder opfylder globale OEM-krav. Du kan verificere deres fulde ingeniørportefølje på Shaoyi Metal Technology Stamping Solutions .
Opsummeret anbefaling efter deltype
For at afslutte din produktionsstrategi, skal du kategorisere dine dele efter deres udsatthed og databehov:
- Vælg prægning, hvis: Delen vil blive malet, pulverlakeret eller udsat for meget fedt (f.eks. chassisplader, brandskodder, oliekartusjer). De rejste tegn sikrer, at oplysningerne aldrig går tabt under belægninger.
- Vælg indprægning/stansning, hvis: Delen kræver unikke serienumre (VIN), eller hvis overfladen udsættes for kraftig friktion (f.eks. gulvpaneler, samlingsoverflader). Den indrykkede mærkning er beskyttet mod at blive skrabt af.
- Vælg varmestansning (indprægning), hvis: Du designer indre æstetiske dele som læder eller vinyl. Det giver en højkvalitetsafslutning, der tåler slid fra kontakt med opholdende.
Afsluttende overvejelser: Vælg det rigtige præg
Valget mellem prægning og indprægning i bilindustrien er til sidst ikke ofte et spørgsmål om præference – det er en ingeniørmæssig beregning, der styres af komponentens levetid. Et prægnet mærke overlever lakeringsafdelingen; et indprægnet mærke overlever friktionen på samlebåndet. Ved at tilpasse din mærkningsmetode til komponentens miljøbelastning og datavariabilitet sikrer du sporbarhed fra presseværkstedet til skrotpladsen. Det rigtige valg forhindrer kostbare tilbagekaldelser pga. ulæselige sikkerhedsoplysninger og forbedrer den opfattede kvalitet af bilens indvendige udstyr.
Ofte stillede spørgsmål
er prægning eller indprægning bedre til lakonering af bildele?
Prægning er langt bedre til lakerede dele. Fordi tegnene er hævet, har malingen tendens til at løbe væk fra toppunkterne, hvilket bevarer kanterne skarpe og læselige. Med indprægning samler malingen sig i de nedtrykte områder og fylder ofte dem helt ud, hvilket gør mærket utilgængeligt, især ved tykke bilbelægninger som e-lak eller grundlak.
2. Hvorfor er VIN-numre normalt indpræget eller ridset?
VIN-numre kræver unikke, variable data for hvert enkelt køretøj. Indprægning kræver et fast værktøjssæt med dødning for hvert tegn, hvilket er mekanisk komplekst og dyrt at skifte ved hver cyklus. Indprægning (især dot peen eller ridning) bruger en programmerbar stift, der kan ændre tegnene øjeblikkeligt via software, hvilket gør det til den eneste anvendelige løsning for højvolumen-serialisering.
3. Hvilken proces er dyrere for metaldele?
Indprægning er generelt dyrere med hensyn til værktøjsomkostninger, fordi det kræver et parrettet sæt af mandlige og kvindelige dødninger fremstillet med præcisionsafstand. Impression stansning (en form for indprægning) kræver typisk kun en enkelt mandlig dødning og en flad ambolt, hvilket reducerer de oprindelige værktøjsomkostninger. Men ved variable data eliminerer programmerbare ridsningsmaskiner helt omkostningerne til forbrugsdødninger.