 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Valg af CNC-deleproducent: 9 afgørende faktorer, som de fleste købere overser

Forståelse af fremstilling af CNC-dele og dens industrielle indvirkning
Har du nogensinde overvejet, hvad der gør moderne præcisionsdele så utroligt præcise? Svaret ligger i en teknologi, der har transformeret fremstillingen for evigt. Når du indkøber komponenter til dit projekt, giver en forståelse af grundprincipperne for, hvordan en CNC-delfremstiller opererer, dig et betydeligt forspring ved at træffe velovervejede beslutninger.
CNC-bearbejdning er en subtraktiv fremstillingsproces, hvor forudprogrammeret computersoftware styrer bevægelsen af fabriksværktøjer og maskiner for at fremstille præcisionsdele fra råmaterialer med gentagelig nøjagtighed.
Fra tegning til præcisionskomponent
Så hvad handler CNC egentlig om? I sin kerne henviser betegnelsen CNC til Computer Numerical Control (computerstyrede numeriske styresystemer) – en metode, hvor digitale instruktioner styrer skæreværktøjer med ekstraordinær præcision. Forestil dig, at du tager en kompleks 3D-tegning fra din computerskærm og ser den blive til en fysisk komponent med en nøjagtighed på mindre end én tusindedel tomme. Det er præcis det, der sker i moderne maskinfremstillingsfaciliteter hver eneste dag.
Processen starter med en CAD-fil (Computer-Aided Design), som indeholder alle mål og specifikationer for din komponent. Denne digitale tegning omdannes til G-kode, det sprog, som CNC-maskiner forstår. Når programmet er indlagt, udfører maskinen hver enkelt skærevej med en mekanisk præcision, som menneskelige hænder simpelthen ikke kan gentage konsekvent.
Den digitale revolution inden for fremstilling af komponenter
At forstå, hvad CNC er, hjælper dig med at sætte pris på, hvorfor denne teknologi er blevet uundværlig. Før computerstyring opererede dygtige maskinister udstyret manuelt, hvilket betød, at hver enkelt komponent var lidt forskellig fra den foregående. Betydningen af CNC går langt ud over ren automatisering – den repræsenterer en grundlæggende skift mod programmerbar og gentagelig præcision.
Dagens CNC-systemer integreres nahtløst med designsoftware, hvilket gør hurtig prototypproduktion og masseproduktion fra de samme digitale filer mulig. Denne forbindelse mellem design og fremstilling eliminerer fortolkningsfejl og reducerer leveringstider markant. Når du sender specifikationer til en producent, kan deres maskiner ofte begynde at fremstille komponenter inden for få timer.
Hvorfor CNC dominerer den moderne fremstilling
Definitionen af CNC omfatter mere end blot udstyr – den beskriver en hel fremstillingsmetode. Her er årsagerne til, at denne teknologi dominerer:
- Konsistens: Hver enkelt komponent svarer præcist til den foregående, uanset om du bestiller 10 eller 10.000 enheder
- Kompleksitet: Indviklede geometrier, som engang var umulige at fremstille, er nu rutinemæssige
- Hastighed: Automatiserede værktøjsskift og kontinuerlig drift maksimerer gennemløbet
- Fleksibilitet: Skift mellem forskellige dele kræver kun en programændring
Når du udforsker landskabet inden for CNC-delen fremstilling, vil du opdage, at valget af den rigtige partner indebærer meget mere end blot udstyret. De følgende afsnit gennemgår de kritiske faktorer, som de fleste købere overser – fra bearbejdningsprocesser og materialevalg til tolerancekrav og branchecertificeringer, der direkte påvirker din projekts succes.
Kerne-CNC-bearbejdningsprocesser, som enhver køber bør kende
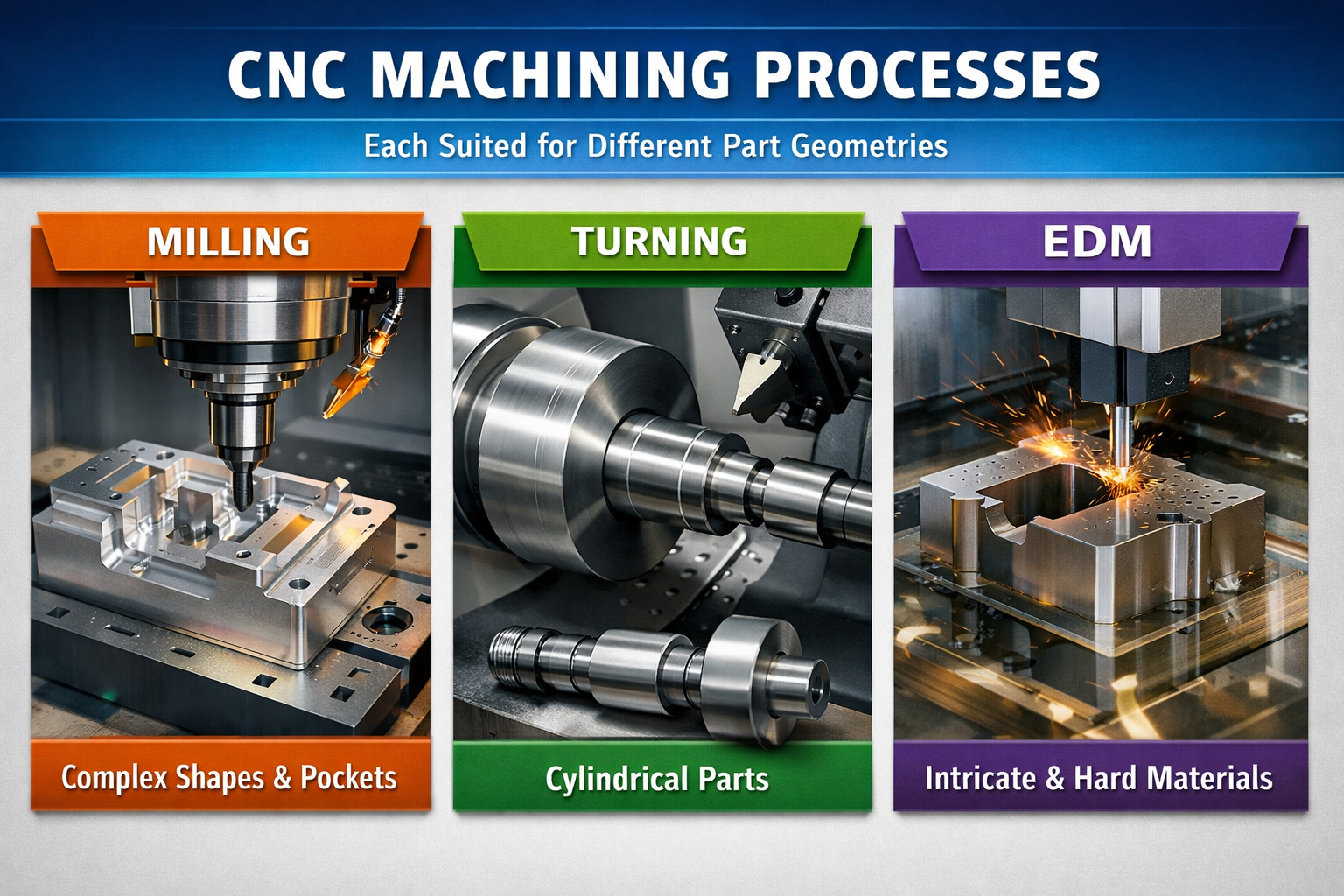
Lytter det kompliceret? Her er pointen: Ikke alle CNC-processer er velegnede til alle dele. Når du vurderer en CNC-delfremstiller, hjælper det dig med at kommunikere dine krav tydeligt og vurdere, om en leverandør har de rigtige kompetencer til dit projekt, at forstå de grundlæggende forskelle mellem fræsning, drejning og EDM-bearbejdning.
Forklaring af CNC-fræsning
Forestil dig et roterende skæreværktøj, der bevæger sig over et stationært arbejdsemne og fjerner materiale lag for lag. Det er kerneidéen bag fræsning. En CNC-fræsemaskine bruger roterende skæreværktøjer til at fjerne materiale fra et arbejdsemne og fremstille flade overflader, nitter, lommer og komplekse 3D-konturer med bemærkelsesværdig præcision.
De to primære konfigurationer, du vil støde på, er vertikal fræsemaskine og horisontal fræsemaskine. Ved en vertikal fræsemaskine er spindlen orienteret lodret – ideel til projekter, der kræver detaljeret bearbejdning af én bestemt side af en komponent, såsom store metalplader eller synkeforme . Horisontale fræsemaskiner har spindlen placeret vandret, hvilket gør dem mere velegnede til tungere dele, rendeudskæring og nitskæring.
Her er de egenskaber, der gør horisontale fræsemaskiner fremtrædende:
- Forbedret spånfjerning takket være tyngdekraften, der trækker affald væk fra skærsnit
- Mulighed for at bruge flere skæreværktøjer samtidigt via akselmontering
- Bedre håndtering af tunge og komplekse arbejdsemner
- Reduceret værktøjsafbøjning under aggressive fræsningsprocesser
Når du anmoder om tilbud, hjælper det dig med at identificere producenter med passende udstyr at vide, om din reservedelsgeometri egner sig til vertikal eller horisontal fræsning.
Drejeoperationer og drejebænkemuligheder
Mens fræsning drejer værktøjet, er det omvendt ved drejning—arbejdsemnet roterer, mens et stationært skære-værktøj former det. En CNC-drejebænk er fremragende til fremstilling af cylindriske eller runde dele som aksler, bukse og gevindkomponenter. Hvis din konstruktion har rotationsymmetri, er drejning typisk hurtigere og mere økonomisk end fræsning.
Ligesom fræsningudstyr findes drejebænke i horisontale og vertikale konfigurationer. Horisontale drejecentre dominerer de fleste produktionsgulve på grund af deres fleksibilitet og egnethed til længere dele som aksler. De kan udvides med stangfodere og bagstøtter, hvilket øger deres alsidighed. Vertikale drejecentre – nogle gange kaldet vertikale tårndrejebænke – er bedre egnet til store-diameter, tunge, korte dele. Tyngdekraften understøtter delens placering og spånskift, hvilket gør dem særligt populære i fremstillingen af bilkomponenter.
Når du vurderer en producenters drejeevner, skal du overveje, om de kan håndtere din dels længde-til-diameter-forhold samt vægtkrav.
Når EDM bliver afgørende
Nogle geometrier kan simpelthen ikke opnås ved konventionel fræsning. Her kommer EDM (elektrisk udledningsmaskinbearbejdning) ind i billedet. En EDM-maskine bruger elektriske gnister til at æde materiale væk og skabe indviklede former i hårde metaller uden fysisk kontakt mellem værktøj og emne.
En wire-EDM-maskine trækker en tynd trådelektrode gennem materialet og skærer komplekse profiler med ekstraordinær præcision – og opnår tolerancer så stramme som ± 0,0001 tommer. Dette gør EDM uundværlig til:
- Hårde værktøjsstål, der ville ødelægge konventionelle fræsere
- Skarpe indvendige hjørner, som er umulige at fremstille med roterende værktøjer
- Sarte dele, der ikke kan klare fræsekraften
- Ekstremt fine overfladeafslutninger uden efterbearbejdning
Sammenligning af dine procesmuligheder
Tabellen nedenfor sammenfatter, hvornår hver proces leverer optimale resultater:
| Procestype | Bedste anvendelser | Typiske tolerancegrænser | Materialeegnethed |
|---|---|---|---|
| CNC-fræsning | Flade overflader, lommer, nitter, 3D-konturer, prismatiske dele | ± 0,0002 tommer til ± 0,001 tommer | De fleste metaller og plastmaterialer; aluminium, stål og messing er fremragende |
| CNC-skrue | Cylindriske dele, aksler, gevindkomponenter, bushings | ± 0,0002 tommer til ± 0,001 tommer | Runde stangmaterialer; fremragende til stål og aluminium |
| EDM | Hærdede materialer, komplekse profiler, skarpe kanter og fine detaljer | ± 0,0001 tommer | Kun ledende materialer; ideelt til værktøjsstål og carbider |
Mange projekter kræver flere processer, der arbejder sammen. En producent med omfattende kompetencer – fræsning, drejning og EDM under samme tag – kan rationalisere din supply chain og sikre strengere kvalitetskontrol. Når du fortsætter din udvælgelsesproces, er den næste afgørende faktor at forstå, hvordan valget af materiale påvirker både bearbejdningen og din færdige dels ydeevne.
Vejledning til valg af materiale til CNC-bearbejdede komponenter
Du har identificeret den rigtige bearbejdningsproces – nu kommer en lige så kritisk beslutning. Det materiale, du vælger, påvirker direkte bearbejdningstiden, værktøjsforringelse, delens ydeevne og din bundlinje. Når du vurderer en producent af CNC-dele, hjælper forståelse af deres materialeekspertise dig med at vurdere, om de kan levere bearbejdede dele, der opfylder dine præcise specifikationer.
Metaller, der bearbejdes bedst
Ikke alle metaller opfører sig på samme måde under et skæreværktøj. Bearbejdelighed – hvor nemt et materiale kan skæres, mens man opnår en god overfladekvalitet og en lang værktøjslevetid – varierer markant mellem forskellige legeringer. Her er det, du skal vide om de mest almindelige muligheder:
Aluminium (6061 og 7075)
Aluminium er standardmaterialet ved CNC-bearbejdning. Ifølge JLCCNCs analyse er aluminium 6061 den bedste samlede ydelse for almindelige dele, hvor moderat styrke og lav pris er afgørende. Dets høje bearbejdelighedsgrad betyder kortere cykeltider, reduceret værktøjsforringelse og lavere omkostninger pr. del.
- Bearbejdelighedsgrad: Udmærket (cirka 270 % i forhold til stål)
- Styrke: Moderat; egnet til konstruktionsdele uden ekstreme belastninger
- Omkostningsovervejelser: Den mest økonomiske mulighed for prototyper og produktion
- Bedste anvendelser: Befæstningsbeslag til luftfart, elektroniske kabinetter, monteringsvorke til bilindustrien
Stål og rustfrit stål
Bliver den logiske valgmulighed, når holdbarhed, hårdhed eller korrosionsbestandighed er afgørende, Cnc stål dele lavtkulstål kan bearbejdes relativt let, mens rustfrie stålsorter stiller større krav til skæreværktøjerne, men leverer bedre ydelse i krævende miljøer.
- Bearbejdelighedsgrad: Moderat (rustfrie stålsorter er mere udfordrende end kulstål)
- Styrke: Høj; fremragende til bærende og slidstærke anvendelser
- Omkostningsovervejelser: Højere maskinbearbejdningsomkostninger på grund af øget værktøjslidelser og langsommere fremføringshastigheder
- Bedste anvendelser: Medicinsk udstyr, udstyr til fødevareproduktion, drivaksler til biler
Brass og copper
Messing opnår en ideel balance for funktionelle og æstetiske drejede komponenter, især i små serier. Dets fritdrejbare egenskaber gør det muligt at opnå stramme tolerancer og fremragende overfladeafslutninger direkte fra maskinen. Kobber, der deler nogle af de samme egenskaber, bør dog reserveres til anvendelser, hvor der kræves høj elektrisk eller termisk ledningsevne.
- Bearbejdelighedsgrad: Udmærket til messing; god til kobber
- Styrke: Moderat; ikke velegnet til højspændte konstruktionsdele
- Omkostningsovervejelser: Materialeomkostningerne er højere end for aluminium; fremstillingsomkostningerne er lavere pga. fremragende spåndannelse
- Bedste anvendelser: Elektriske stik, rørbeslag, dekorative beslag
Titanium
Titan leverer et uslåelig styrke-til-vægt-forhold og fremragende korrosionsbestandighed – men til en betydelig prispræmie. Dette metal er kun omkostningseffektivt inden for industrier, hvor ydekravene tager absolut forrang, f.eks. luftfartsindustrien og medicinske implantater.
- Bearbejdelighedsgrad: Dårlig; kræver specialværktøj og lavere hastigheder
- Styrke: Fremragende; højeste styrke-til-vægt-forhold blandt almindelige metaller
- Omkostningsovervejelser: Præmie materiale- og fremstillingsomkostninger; berettiget kun ved kritiske anvendelser
- Bedste anvendelser: Luftfartsstrukturdele, medicinske implantater, højtydende racingsdele
Tekniske plastmaterialer til præcisionsdele
Metal-CNC-fremstillede dele er ikke altid løsningen. Konstruktionsplastik tilbyder tydelige fordele, herunder lavere vægt, kemisk modstandsdygtighed og elektrisk isolering. Fremstillere af drejebænksdele arbejder i stigende grad med avancerede polymerer for at opfylde mangfoldige anvendelseskrav.
Almindelige CNC-drejebænksvenlige plastmaterialer omfatter:
- Acetal (Delrin): Udmærket dimensionsstabilitet, lav friktion, ideel til gear og lejer
- Nylon: God slidstyrke og holdbarhed; egnet til bukser og rullere
- PEEK: En højtydende mulighed med ekstraordinær kemisk og temperaturbestandighed
- PTFE: Fremragende kemisk inaktivitet og lav friktionskoefficient
- ABS: Omkringliggende pris for prototyper og ikke-kritiske CNC-maskindele
- HDPE og PP: Kemikaliebestandige muligheder til tanke og væskehåndteringsapplikationer
Valg af materialer i overensstemmelse med anvendelseskrav
At vælge mellem metal og plastik – eller at vælge den rigtige legering – kræver en afvejning af flere faktorer. Overvej disse retningslinjer:
Når metal CNC-fremstillede dele er hensigtsmæssige:
- Der er store mekaniske belastninger eller spændingskoncentrationer
- Driftstemperaturerne overstiger plastikkens grænser (typisk over 121 °C)
- Der kræves elektrisk eller termisk ledningsevne
- Overfladehårdhed og slidstyrke er afgørende
- Delen kræver gevind eller skal kunne modtage presindsatte indsatser
Når plastik tilbyder fordele:
- Vægtreduktion er et primært designmål
- Elektrisk isolation er nødvendig
- Kemisk påvirkning ville korrodere metaller
- Selvsmørende egenskaber reducerer vedligeholdelsesbehovet
- Kostnadsfølsomme anvendelser, hvor materialernes egenskaber er tilstrækkelige
Materialevalg påvirker også direkte din projekttidslinje. Ved små serier eller prototyper reducerer materialer som aluminium og messing risikoen og omkostningerne takket være kortere maskintider og nemmere opsætning. Når du overvejer disse materialevalg, er den næste afgørende faktor forståelsen af, hvordan tolerancespecifikationer oversættes til reelle ydeevnekrav – samt omkostningskonsekvenser, som mange købere undervurderer.
Tolerancespecifikationer og nøjagtighedskrav forklaret
Her er et spørgsmål, der skiller erfarede købere fra nybegyndere: Hvor præcise skal dine tolerancer virkelig være? At forstå tolerancekrav er det sted, hvor mange indkøbsbeslutninger går galt – enten ved at specificere for stramme tolerancer, hvilket unødigt driver omkostningerne op, eller ved at specificere for løse tolerancer og ende med dele, der ikke fungerer korrekt. Når du vurderer en CNC-delsproducent, afslører deres tolerancekapacitet meget om kvaliteten af deres udstyr og proceskontrol.
Standardtolerancer versus stramme tolerancer ved maskinbearbejdning
Tænk på tolerancer som den acceptable variationsbredde i dimensioner fra din ønskede konstruktion. Ifølge branchestandarder ligger standard-CNC-maskinbearbejdnings-tolerancer typisk omkring ±0,005" (0,13 mm), kontrolleret efter ISO 2768-1, mellemklasse. Denne basisniveau tager hensyn til normale variationer i maskinens nøjagtighed, termiske effekter og værktøjsforringelse, samtidig med at økonomiske produktionshastigheder opretholdes.
Men hvad sker der, når standardtolerancer ikke er tilstrækkelige? Præcisions-CNC-fremstillede dele kræver specialiserede fremgangsmåder. Højpræcisionsmaskinbearbejdning kan opnå tolerancer så stramme som ±0,001" (0,025 mm), mens ekstremt krævende anvendelser – f.eks. kirurgiske instrumenter – måske kræver ±0,0002" til ±0,0005" (0,005 til 0,013 mm). Dog kræver kun omkring 1 % af delene faktisk tolerancer i denne ekstreme range.
CNC-præcisionsdele adskiller sig fra standard-CNC-fremstillede komponenter på flere væsentlige punkter:
- Udstyrsbehov: Højpræcisionsspindler med keramiske eller luftlejer, der opretholder runout under 0,0001"
- Miljøkontrol: Temperaturkontrollerede områder med en stabilitet på ±0,5 °C
- Kvalitetsverifikation: Forbedrede inspektionsprotokoller med kalibrerede måleinstrumenter
- Bearbejdstid: Langsomere fremføringshastigheder og omdrejningshastigheder for at minimere termisk deformation
Når præcision er vigtigst
Ikke alle funktioner på din komponent kræver samme nøjagtighedsniveau. Smarte specifikationer betyder, at man kun anvender stramme tolerancer, hvor funktionaliteten kræver det – f.eks. sammenstødsflader, lejeafpasninger eller kritiske justeringsfunktioner – mens ikke-kritiske mål bibeholdes ved standardtolerancer.
Overvej disse scenarier, hvor præcisionsdrejede CNC-komponenter begrundet kan retfærdiggøre investeringen:
- Montagegrænseflader: Komponenter, der skal passe præcist sammen med andre komponenter
- Roterende samlinger: Aksler og lejer, der kræver specifikke afpasninger
- Afdæmningsflader: Hvor dimensionel nøjagtighed forhindrer utætheder
- Optiske eller elektroniske kabinetter: Anvendelser, hvor justering er kritisk
CNC-bearbejdning af store komponenter stiller særlige udfordringer til tolerancekontrol. Termisk udvidelse bliver mere betydningsfuld, når komponenternes dimensioner stiger, hvilket gør temperaturkontrollerede miljøer endnu mere afgørende for at opretholde præcision på store arbejdsemner.
Kost- og tolerancerelationen
Her er virkeligheden, som de fleste købere overser: At indsnævre tolerancerne ud over det, der er funktionelt nødvendigt, forbedrer ikke din komponent – det øger kun dine omkostninger. Ifølge præcisionsmaskinbearbejdningsdata , øger overgangen fra standard til temperaturreguleret maskinbearbejdning omkostningerne med 25–50 %, mens opnåelse af de strengeste tolerancer med fuld miljøkontrol kan øge omkostningerne med 100–200 %.
Tabellen nedenfor beskriver, hvad de forskellige toleranceklasser betyder for dit projekt:
| Tolerancemargen | Typiske anvendelser | Prisens indvirkning | Krævet udstyr |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Generelle industrikomponenter, beslag, kabinetter | Baseline | Standard CNC-udstyr, almindelig værkstedsomgivelser |
| ±0,005" (±0,13 mm) | Funktionelle samlinger, bilkomponenter | stigning på 10–25 % | Velvedligeholdt maskineri, klimaovervågning |
| ±0,002" (±0,05 mm) | Højtydende automobil- og industriudstyr | stigning på 50–100 % | Præcisionsaksel, temperaturkontrol ±3 °C |
| ±0,001" (±0,025 mm) | Luft- og rumfartsdele, medicinsk udstyr | stigning på 100–150 % | Højpræcisionsmaskiner, forbedret fastspænding |
| ±0,0005" (±0,013 mm) | Kirurgiske instrumenter, optisk udstyr | stigning på 150–200 % | Fuld miljøkontrol, vibrationsisolering |
Materialevalg påvirker også de opnåelige tolerancer. CNC-præcisionsdrejede dele i aluminium kan opnå strammere tolerancer mere nemt end i titan pga. forskelle i bearbejdningsmuligheder. Plastmaterialer stiller yderligere udfordringer—deres fleksibilitet og termiske følsomhed begrænser ofte de praktiske tolerancer til ISO 2768-1 Medium-klasse.
Når du kommunikerer med producenter, skal du inkludere en tolerance tabel direkte på dine 2D-tegninger, hvor der angives, hvilke mål der er kritiske. Dette forhindrer overdreven præcision (over-tolerancing) og hjælper producenterne med at udarbejde præcise tilbud. At forstå disse tolerance-dynamikker forbereder dig på den næste afgørende overvejelse: hvordan forskellige industrier stiller specifikke krav, der påvirker valget af producent ud over generelle maskinebearbejdningskapaciteter.
Branchespecifikke krav til fremstilling af CNC-dele
Har du nogensinde bemærket, hvordan en lokal bilværksted håndterer projekter anderledes end en fabrik, der fremstiller kirurgiske instrumenter? Det er ingen tilfældighed. Forskellige brancher stiller meget forskellige krav til deres CNC-delsproducenter – og at forstå disse forskelle hjælper dig med at identificere leverandører, der virkelig er kvalificerede til din specifikke anvendelse, i stedet for leverandører, der blot påstår at have bredt kompetenceområde.
Maskinbearbejdningsstandarder for automobilindustrien
Når du indkøber komponenter til bilapplikationer, bliver konsekvens og skala afgørende. Uanset om du leder efter et bilværksted i nærheden eller vurderer globale leverandører, kræver fremstilling af bilkomponenter specifikke kompetencer, som almindelige konstruktionsværksteder måske ikke besidder.
Bilbranchen opererer i henhold til IATF 16949 – den globale standard for kvalitetsstyring inden for bilindustrien, som kombinerer principperne i ISO 9001 med branchespecifikke krav. Denne certificering er ikke blot papirarbejde; den repræsenterer en grundlæggende forpligtelse til:
- Fejlforebyggelse: Systemer designet til at opdage problemer, inden de når din samlebåndslinje
- Kontinuerlig forbedring: Dokumenterede processer til vedvarende effektivitets- og kvalitetsforbedringer
- Leverandørovervågning: Strenge kvalificering og overvågning af materialekilder
- Produktsporbarhed: Komplet dokumentation fra råmateriale til færdig komponent
En motormaskinværksted, der arbejder med drivlinjekomponenter, står over for andre udfordringer end et fremstillingsværksted, der producerer karosseriplader. Automobil-CNC-maskindelene skal klare vibrationer, termiske cyklusser og mekanisk spænding over flere hundrede tusinde kilometer. Dette betyder, at producenterne har brug for robuste proceskontroller, der sikrer, at hver enkelt del – uanset om det er den første eller titusindende – opfylder identiske specifikationer.
Krav til fremstilling af medicinsk udstyr
Produktion af medicinsk udstyr foregår i et reguleret miljø, hvor fejl kan have livstruende konsekvenser. Risikoen kræver certificeringsrammer, der er langt strengere end dem, der gælder for almindelige industrielle anvendelser.
ISO 13485 er den afgørende kvalitetsstyringsstandard for produktion af medicinsk udstyr. Denne certificering kræver:
- Risikostyring: Systematisk identifikation og afhjælpning af potentielle fejlmåder
- Designkontrol: Dokumenteret validering, der sikrer, at dele fungerer som tiltænkt
- Fuldstændig sporbarhed: Hver enkelt komponent er sporbart til specifikke materialepartier, maskiner og operatører
- Klagehåndtering: Formelle processer til undersøgelse og håndtering af kvalitetsproblemer
- Sterilitetsovervejelser: Valg af materialer og overfladebehandlinger, der opfylder kravene til sterilisering
Ud over ISO 13485 skal faciliteterne overholde FDA’s 21 CFR Part 820 – kvalitetssystemregulativet, der styrer fremstilling af medicinsk udstyr i USA. Disse kombinerede krav sikrer, at kirurgiske instrumenter, implantater og diagnostisk udstyr opfylder strenge krav til sikkerhed og ydeevne.
Luftfartspræcision på højeste niveau
Luftfartsproduktion repræsenterer måske den mest krævende certificeringsmiljø inden for præcisionsbearbejdning. Når komponenter opererer i 30.000 fods højde, er kvalitet ikke forhandlingsbar – den er afgørende for overlevelse.
AS9100 bygger videre på ISO 9001's grundlag, mens der samtidig tilføjes luft- og rumfartssektorspecifikke krav, som adskiller kvalificerede producenter fra almindelige maskinværksteder:
- Konfigurationsstyring: Strenge kontrolforanstaltninger, der sikrer, at konstruktionsændringer korrekt dokumenteres og implementeres
- Førsteartikelinspektion (FAI): Udførlig verifikation af, at produktionsdele stemmer overens med godkendte konstruktioner
- Forebyggelse af fremmedlegeme-forurening (FOD): Protokoller til forebyggelse af forurening af kritiske samlinger
- Forhindring af efterligninger: Kontrol af leveranskæden for at sikre materialers ægtehed
- Kontrol af specialprocesser: Forstærket tilsyn med varmebehandling, galvanisering og andre kritiske processer
Mange luft- og rumfartsprogrammer kræver også NADCAP-akkreditering for særlige processer. I modsætning til generelle certificeringer undersøger NADCAP proces-specifikke kontrolforanstaltninger på et meget detaljeret niveau – og validerer, at varmebehandling, kemisk behandling og ikke-destruktiv prøvning opfylder branchens højeste standarder.
For forsvarsrelateret arbejde tilføjer ITAR (International Traffic in Arms Regulations)-overholdelse en ekstra lag. ITAR regulerer håndteringen af følsom teknisk data og komponenter og kræver registrering hos det amerikanske udenrigsministerium samt strenge protokoller for informationssikkerhed.
Certificerings sammenligning: Matchning af krav til anvendelser
At forstå, hvilke certificeringer der er afgørende for din anvendelse, forhindrer både omkostninger forbundet med overkvalificering og risici forbundet med underkvalificerede leverandører:
| Certifikat | Primærindustri | Nøgleområder | Hvorfor det er vigtigt |
|---|---|---|---|
| ISO 9001 | Generel fremstilling | Kvalitetsstyringssystemer, løbende forbedring | Grundlæggende certificering, der demonstrerer kvalitetsforpligtelse |
| IATF 16949 | Automobil | Fejlforebyggelse, leverandørkontrol, sporbarehed | Kræves af større OEM'er; 67 % af bilindustriens OEM'er kræver mindst ISO 9001 |
| AS9100 | Luftfart | Risikostyring, konfigurationsstyring, FAI | Væsentlig for deltagelse i luft- og rumfarts leveringskæden |
| ISO 13485 | Medicinsk udstyr | Risikostyring, sporbarehed, overholdelse af lovgivning | Kræves for medicinsk udstyrskomponenter, der er reguleret af FDA |
| NADCAP | Aerospace/Forsvar | Akreditering af særlige processer | Validerer evnen til varmebehandling, ikke-destruktiv testning (NDT) og kemisk behandling |
| ITAR | Forsvar | Informationssikkerhed, eksportkontrol | Påkrævet for tekniske data og komponenter relateret til forsvar |
Her er det, som mange købere overser: certificeringer er ikke udskiftelige. En bilmaskinværksted med IATF 16949-certificering demonstrerer automobilspecifikke kompetencer, men denne certificering kvalificerer ikke værkstedet til luft- og rumfartsarbejde, der kræver AS9100. På samme måde kan et fremstillingsværksted med kun ISO 9001-mærkning mangle de specialiserede kvalitetssystemer, der kræves inden for medicinske eller luft- og rumfartsapplikationer.
Ifølge industriens forskning værksteder med branchespecifikke certificeringer vinder gennemsnitligt 15 % flere kontrakter end værksteder med kun generelle kvalitetscertificeringer. Investeringen i specialiserede certificeringer signalerer både kapacitet og engagement, hvilket indkøbsteamene anerkender.
Når du vurderer potentielle producentpartnere, skal du verificere deres certificeringer direkte – anmod om kopier af certifikaterne og bekræft den aktuelle status hos de udstedende myndigheder. Denne grundige due diligence bliver endnu mere kritisk, når du overvejer overfladebehandlingsoptioner, som har betydelig indflydelse både på komponenters funktionalitet og på overholdelse af reguleringskrav i krævende anvendelser.
Overfladebehandlingsoptioner for CNC-bearbejdede dele
Du har valgt den rigtige proces, det rigtige materiale og de rigtige tolerancer – men der er én yderligere faktor, der kan gøre eller knække dit projekt. Overfladebehandling omdanner rå CNC-fræsede dele fra funktionelle komponenter til færdige produkter, klar til montage eller endelig anvendelse. At forstå dine muligheder hjælper dig med at kommunikere specifikationerne tydeligt til enhver producent af CNC-bearbejdede dele og sikrer, at dine dele præsterer præcis som tiltænkt.
Funktionelle versus æstetiske overfladebehandlinger
Her er en forskel, som mange købere overser: Ikke alle overfladebehandlinger tjener det samme formål. Nogle overfladebehandlinger forbedrer primært udseendet, mens andre leverer kritiske funktionelle fordele som korrosionsbeskyttelse eller forbedret slidstyrke. En velovervejet specifikation betyder at vælge ud fra de faktiske krav i stedet for at vælge dyre muligheder, som ikke er nødvendige.
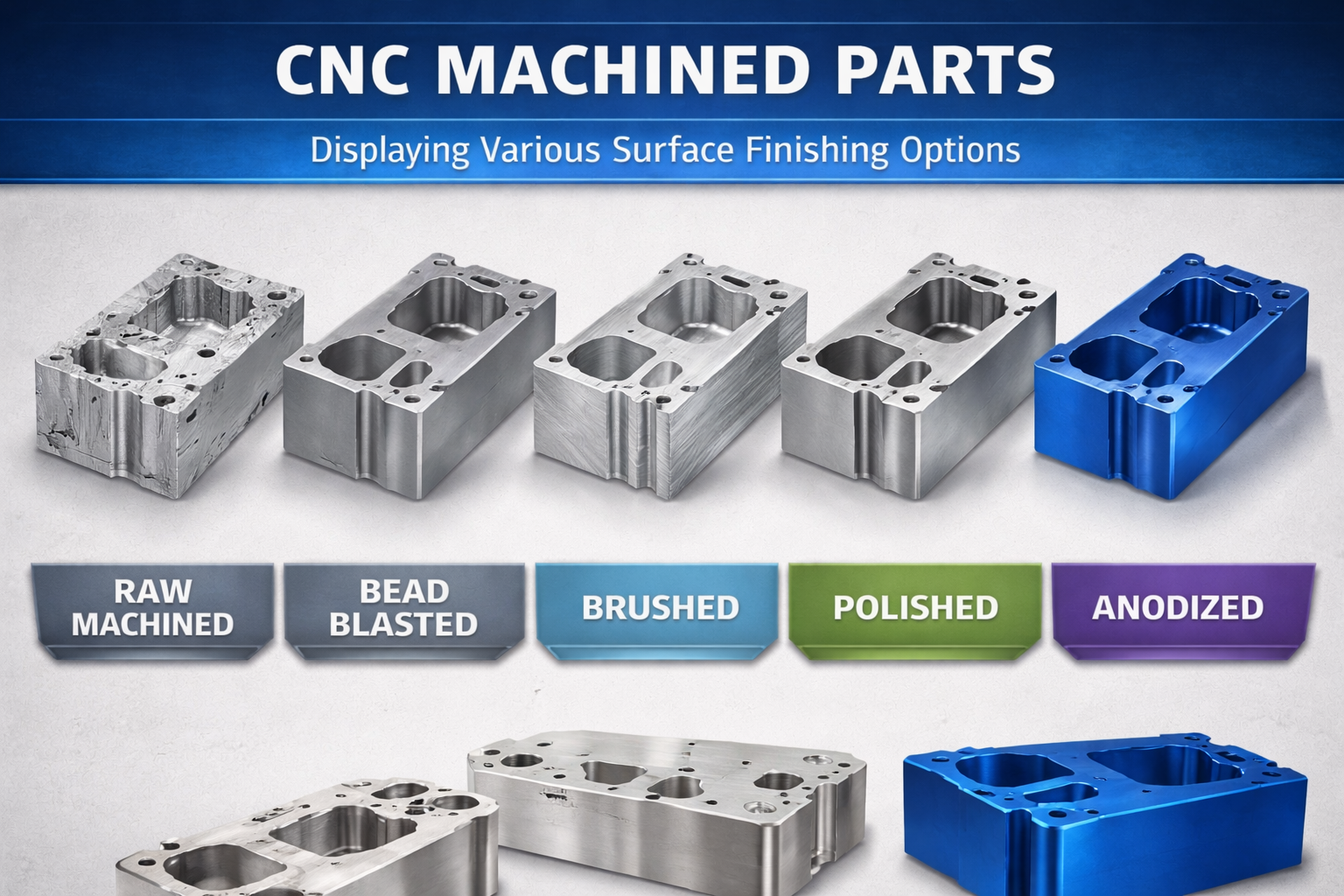
Færdigbearbejdet overflade
Den mest økonomiske mulighed efterlader CNC-fræsningsdele med den overfladetekstur, der opstår under fræsningen. Ifølge branchens standarder for overfladebehandling ligger typiske 'as-machined'-overflader mellem 1,6 μm Ra (branchestandarden for almindelige anvendelser) og 3,2 μm Ra for dele, hvor overfladekvaliteten ikke er kritisk. Denne overfladebehandling er velegnet, når:
- Dele vil være skjulte for syn i de endelige monteringer
- Overfladeteksturen ikke påvirker funktionaliteten
- Budgetbegrænsninger prioriterer omkostningsreduktion
- Dele vil modtage yderligere overfladebehandling senere i forsyningskæden
Polering og polering
Når visuel tiltrækkelighed er afgørende, fjerner polering bearbejdningsspår og skaber glatte, blankede overflader. At opnå en ruhed på 0,4 μm Ra giver en næsten spejllignende finish, som er afgørende for komponenter, hvor minimal friktion eller premiumudseende kræves. Denne glathed har dog en pris – polering tilføjer typisk betydelig bearbejdnings tid og omkostninger til fremstillingen af fræsede dele.
Blomstring af perler
Denne mekaniske proces sender glasperler mod deleoverfladen og skaber en ensartet mat tekstur. Perlestråling fjerner effektivt mindre overfladeunøjagtigheder og forbereder dele til efterfølgende belægningsprocesser. Den er især populær til CNC-fremstillede produkter, hvor et konsekvent, ikke-reflekterende udseende ønskes uden de høje omkostninger forbundet med polering.
Beskyttende belægninger til krævende miljøer
Når dine dele udsættes for ætsende kemikalier, udendørs påvirkning eller krævende driftsforhold, bliver beskyttende overfladebehandlinger afgørende – ikke blot valgfrie.
Anodering
Anodisering skaber et holdbart oxidlag på aluminiumdele, hvilket markant forbedrer korrosionsbestandigheden og overfladehårdheden. Tre typer opfylder forskellige behov:
- Type I (Chromsyre): Tyndeste belægning, der bevarer stramme tolerancer; foretrukket til luftfartsapplikationer, der kræver udmattelsesbestandighed
- Type II (svovlsyre): Mest almindelige mulighed, der balancerer omkostninger og ydeevne; accepterer farvede farvestoffer til æstetisk tilpasning
- Type III (Hardcoat): Tykkeste og mest holdbare lag til industrielle og militære applikationer, der kræver ekstrem slidbestandighed
Pulverlakeret
Denne alsidige finish anvendes som tørt pulver, der påføres elektrostatiske før varmeindhærdning til et robust beskyttende lag. Pulverlak tilbyder fremragende holdbarhed mod stød, kemikalier og UV-påvirkning. Med et bredt udvalg af farver giver det både funktional beskyttelse og visuel tiltalende udseende – hvilket gør det ideelt til forbrugsprodukter og udstyr til brug udendørs.
Pladeringsmuligheder
Metalpladering afsætter tynde lag af beskyttende eller funktionelle metaller på deleoverflader:
- Elektrolysefri nikkel: Enhedslignende belægning uden elektrisk strøm; giver fremragende korrosionsbestandighed og hårdhed på komplekse geometrier
- Forchromning: Giver glinsende, reflekterende overflader med god slidbestandighed
- Zinkplatering: Kosteffektiv korrosionsbeskyttelse, der ofte anvendes i bilapplikationer
- Guldplatering: Overlegen elektrisk ledningsevne til elektroniske kontakter
Passivering
For rustfrit stål CNC-fremstillede produkter forbedrer passivering den naturlige korrosionsbestandighed ved at fjerne fri jern fra overfladen og fremme dannelse af en beskyttende oxidlag. Denne kemiske behandling er afgørende for medicinske og fødevareforarbejdende komponenter, hvor forebyggelse af forurening er kritisk.
Valg af overfladebehandling efter anvendelse
Valg af den rigtige overfladebehandling kræver en afvejning mellem beskyttelseskrav, krav til udseende og budgetbegrænsninger. Nedenstående tabel giver vejledning til at matche overfladebehandlinger med almindelige anvendelser:
| Afslutnings Type | Beskyttelsesniveau | Udseende | Bedste anvendelser | Relativ pris |
|---|---|---|---|---|
| Som drejet | Lav | Synlige værktøjsmærker; funktionelt udseende | Indvendige komponenter, prototyper, skjulte dele | $ |
| Blomstring af perler | Lav-Mellem | Enkel mat tekstur | Forbrugerelektronik, forberedelse til belægning | $$ |
| Pudsning | Lav | Højglans, spejlblank overflade | Medicinsk udstyr, dekorative komponenter, optiske kabinetter | $$$ |
| Anodisering (type II) | Mellem-Høj | Matt eller satineret; tilgængelig i flere farver | Luftfartsbeslag, forbrugerprodukter, elektronikhousing | $$ |
| Anodisering (type III) | Meget høj | Typisk mørkgrå eller sort | Militært udstyr, industrielle maskiner, slidoverflader | $$$ |
| Pulverlakeret | Høj | Bred farvepalette; glat eller struktureret | Udendørsudstyr, bildele, forbrugervarer | $$ |
| Elektrofrit nikkel | Høj | Klart metallisk udseende | Komplekse geometrier, hydrauliske komponenter, ventiler | $$$ |
| Kromering | Mellem-Høj | Højst reflekterende, spejlklar | Automobildekoration, dekorativ beslag | $$$$ |
| Zinkplatering | Medium | Sølv-blå eller gul chromatering | Fastgørelsesmidler, beslag, automobilens underdelskomponenter | $$ |
Ifølge beregninger af finishomkostninger ligger enkle finishes som kuglestråling typisk mellem 30 og 50 USD pr. del, mens anodisering eller elektrolytfri nikkelpladering kan stige til 100–200 USD pr. del afhængigt af størrelse og kompleksitet. At planlægge disse omkostninger i designfasen undgår budgetmæssige overraskelser.
Valg af finish påvirker også leveringstiderne. Enkle finishes tilføjer timer til produktionen, mens komplekse behandlinger som anodisering eller galvanisering forlænger tidsplanen med 24–48 timer – eksklusiv forberedelse og hærdning. Når man vurderer producenter, bør man bekræfte, om de har finish-kapacitet in-house, eller om processen er udliciteret, hvilket kan medføre ekstra transporttid og koordinationskompleksitet.
At forstå finishmulighederne forbereder dig på den næste afgørende faktor ved valg af producent: hvordan forskellige omkostningsdrevende faktorer kombineres for at fastsætte din endelige pris pr. del – og hvor der findes muligheder for at optimere din investering uden at kompromittere kvaliteten.
Omkostningsfaktorer, der påvirker prisen på CNC-delen
Her er et spørgsmål, der overrasker mange købere: Hvorfor får to tilsyneladende lignende dele helt forskellige tilbud? Svaret ligger i forståelsen af de skjulte omkostningsdrevende faktorer, der bestemmer prisen på CNC-fremstillede dele. Uanset om du samarbejder med en lokal producent af maskinbearbejdede dele eller en global fabrik for CNC-fremstillede dele, er det de samme grundlæggende faktorer, der påvirker din endelige faktura.
De reelle omkostningsdrevende faktorer i CNC-produktion
Når du anmoder om et tilbud på brugerdefinerede CNC-fremstillede dele, vurderer producenterne flere variable, der sammenlagt udgør din pris pr. del. Ifølge analyse af branchens prissætning , rangeres disse faktorer fra størst til mindst indflydelse:
- Design kompleksitet: Komplekse design med detaljerede funktioner eller komplekse geometrier kræver mere omfattende programmering, yderligere maskinopsætninger og undertiden specialværktøjer. Enkle design koster ca. 20 USD i timen at fremstille, mens komplekse dele kan forhøje taksterne til 35–70 USD i timen.
- Materialevalg: Råmaterialeomkostningerne varierer kraftigt – aluminium koster 5–10 USD pr. pund, mens rustfrit stål koster 8–16 USD pr. pund. Ud over materialeprisen påvirker bearbejdningsvenligheden cykeltiden og værktøjsforbruget, hvilket yderligere forøger omkostningerne.
- Toleransekrav: Strammere tolerancer kræver langsommere bearbejdningshastigheder, hyppigere værktøjsudskiftninger og forbedrede kvalitetskontroller. At specificere ±0,001" i stedet for ±0,005" kan øge bearbejdingstiden med 50 % eller mere.
- Produktionsmængde: Fastomkostninger som programmering og opsætning fordeler sig over alle enheder. Lavvolumenproduktion medfører højere omkostninger pr. enhed, mens højvolumenordrer drager fordel af skalafordele.
- Maskintype: Tre-akse-maskiner kører typisk til 10–20 USD i timen, mens fem-akse-maskiner koster 20–40 USD i timen på grund af deres avancerede funktioner og operative kompleksitet.
- Afslutningskrav: Hver ekstra finish anodering, platering, polering tilfører arbejdskraft, maskintid og materialeomkostninger til dit projekt.
Forståelsen af dette hierarki hjælper dig med at prioritere, hvor du skal optimere. En lille ændring i konstruktionskompleksiteten giver ofte større besparelser end at skifte materialer.
Volumenprissætning og skalafordele
Forestil dig at bestille en prototype mod at bestille 1000 produktionsdele. Programmeringen, CAD-forberedelsen og maskinens opsætning sker kun én gang, uanset mængden. Dette skaber et omvendt forhold mellem ordrebrug og enhedsomkostninger, som eksperter i maskindele fremstiller som den eneste mest effektive omkostningsgear til rådighed.
Her er, hvordan tallene ser ud i praksis:
- Enkel enhed: Fuldt opsætnings- og programmeringsomkostninger absorberet af en del højeste enhedspris
- 5 enheder: Prisen pr. enhed falder med ca. 50% i forhold til enkeltpriserne
- 100 enheder: Installationsomkostningerne bliver ubetydelige pr. del; materialer og cyklustid dominerer prisfastsættelsen
- 1.000+ enheder: Prisen pr. enhed kan falde til 10–20 % af prisen for én enkelt enhed
For drejede og fræsede dele, der er beregnet til serieproduktion, kan det ofte reducere de samlede projektomkostninger betydeligt at samle ordrer i større partier – selvom det betyder, at man skal holde et vis lager. Mange producenter af CNC-drejede og fræsede dele tilbyder trinvis prissætning, der belønner store ordremængder.
Små ordremængder stiller også praktiske udfordringer. Ifølge branchedata opretholder mange leverandører minimumsordrekrav, som måske overstiger det, du har brug for ved lavvolumenproduktion. Ved prototypering bør du tage denne realitet i betragtning i din proces for udvælgelse af leverandør.
At afveje kvalitet mod budget
Hver eneste designbeslutning, du træffer, inden du sender filerne til en fabrik for fremstilling af CNC-drejede og fræsede dele, påvirker fremstilleligheden – og omkostningerne. Klogt agerende købere optimerer deres designs til produktion i stedet for at behandle maskinfremstilling som en eftertanke.
Overvej disse designstrategier, der reducerer omkostningerne uden at kompromittere funktionaliteten:
- Undgå dybe hulrum: Hulrum med en dybde, der er betydeligt større end bredden, kræver specialværktøj og langsommere bearbejdningshastigheder
- Anvend standard hullængder: Følgelse af standardborstørrelser (trin på 1/64" ) eliminerer behovet for specialværktøj
- Runde indvendige hjørner: Skarpe indvendige hjørner kræver specialværktøj og øger kompleksiteten – afrund disse kanter
- Forøg vægtykkelsen: Komponenter med tynde vægge kræver mere præcis kontrol og specialfastspænding, hvilket driver omkostningerne op
- Begræns gevindskæring: Hvert gevindtilføjelse tilføjer bearbejdnings tid; overvej alternative fastgørelsesmetoder, hvor det er muligt
- Udelad unødvendig tekst: Prægning eller gravering tilføjer maskintid uden funktionsmæssig fordel, medmindre det kræves til identifikation
Forholdet mellem leveringstider og priser kræver også opmærksomhed. Standard leveringstider giver producenterne mulighed for at planlægge din ordre effektivt sammen med andre projekter. Hastordrer – især dem, der kræver accelereret materialeindkøb eller overarbejde – kan øge omkostningerne med 25–50 % eller mere. At planlægge på forhånd forbliver den mest oversete strategi til omkostningsreduktion.
Når du sammenligner tilbud på brugerdefinerede CNC-fremstillede dele i forhold til standardkatalogkomponenter, skal du huske, at brugerdefineret fremstilling i sig selv indebærer programmerings- og opsætningsomkostninger. Brugerdefinerede dele leverer dog præcis det, din anvendelse kræver, og kan potentielt eliminere sekundære operationer eller monteringsprocesser, som standardkomponenter måske kræver.
En praktisk fremgangsmåde består i at bruge denne formel til at vurdere, om et projekt er økonomisk fornuftigt:
Estimeret omkostning = (Materialeomkostning + Opsætningsomkostning) + (Fremstillings tid × Timepris) + Afslutningsomkostning
Denne opdeling hjælper dig med at identificere, hvilke omkostningskomponenter der tilbyder den største optimeringsmulighed for dit specifikke projekt. Udstyret med denne forståelse af omkostningsdrevende faktorer er du klar til at vurdere potentielle producentpartnere ud fra faktorer, der virkelig betyder noget – deres kompetencer, kvalitetssystemer og evne til at levere konsekvente resultater til konkurrencedygtige priser.

Sådan vælger du den rigtige producent af CNC-dele
Du har mestret de tekniske grundprincipper – processer, materialer, tolerancer og overfladebehandlinger. Nu kommer det afgørende valg, der bestemmer, om al den viden rent faktisk resulterer i vellykkede dele: at vælge den rigtige producentpartner. At vælge en leverandør af CNC-fremstillede dele handler ikke blot om at finde det laveste tilbud. Det handler om at identificere en partner, hvis kompetencer, kvalitetssystemer og kommunikationspraksis er i overensstemmelse med dine projektkrav.
Vurdering af producenters evner
Når du vurderer potentielle producenter af drejede og fræsede dele, skal du anvende en systematisk fremgangsmåde, der går ud over overfladiske påstande. Ifølge branchens bedste praksis kræver vurdering af CNC-leverandører en undersøgelse af flere dimensioner af deres drift.
Vurdering af udstyr og teknologi
En leverandør af drejede og fræsede dele, der er udstyret med avancerede flerakse-bearbejdningsscentre, demonstrerer evnen til at håndtere komplekse geometrier. Men stop ikke ved antallet af maskiner – undersøg disse specifikke faktorer:
- Maskinens alder og stand: Nyere udstyr opretholder typisk strammere tolerancer med mindre standtid
- CAD/CAM-softwareintegration: Moderne software gør programmering hurtigere og reducerer fejl ved oversættelse fra dine konstruktionsfiler
- Automationsfunktioner: Robotbaseret belæsning, palle-systemer og mørkeværkstedbearbejdning (lights-out machining) indikerer produktionseffektivitet
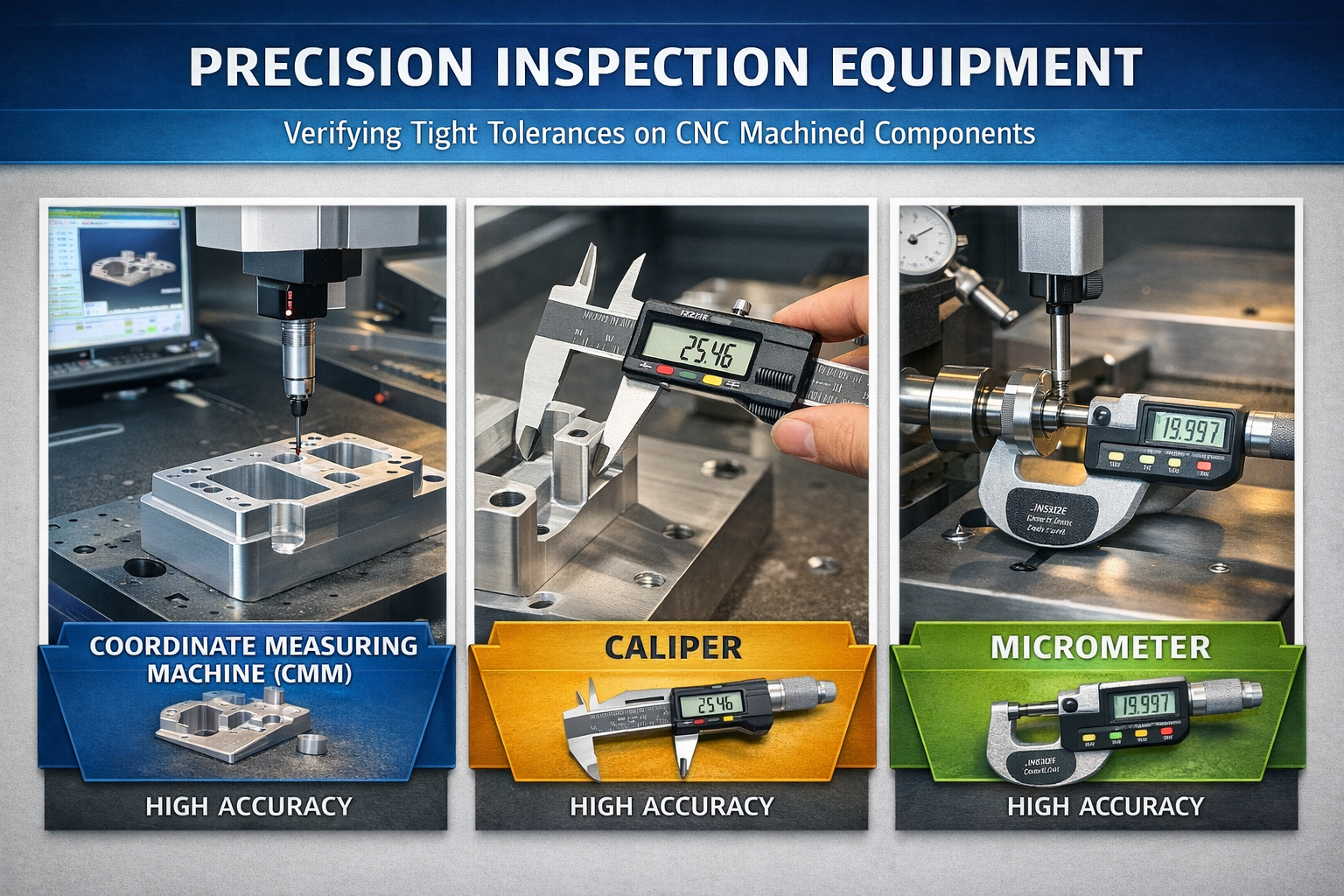
- Inspektionsudstyr: Koordinatmålemaskiner (CMM), optiske komparatormaskiner og overfladeruhedsprøvere validerer påstande om præcision
Materialeekspertise udgør en anden kritisk kapacitetsindikator. Fremstillere af maskinbearbejdede komponenter, der har erfaring med dit specifikke materiale – enten aluminium, titan eller tekniske plastmaterialer – kan forudse udfordringer ved bearbejdning og optimere processerne tilsvarende. En bred materialeportefølje demonstrerer teknisk kompetence og fleksibilitet på tværs af forskellige anvendelser.
Vurdering af produktionskapacitet
Kan leverandøren håndtere både din nuværende ordre og fremtidig vækst? Vurder følgende kapacitetsindikatorer:
- Antal maskiner dedikeret til din komponenttype (fræsning, drejning eller EDM)
- Skiftplanlægning – én, to eller 24/7-drift
- Nuværende kapacitetsudnyttelse og typiske leveringstider
- Skalerbarhed fra prototypekvantiteter til produktionsmængder
En leverandør med skalerbar kapacitet reducerer risikoen for flaskehalse, når dit projekt går fra prototyping til fuld produktion. For automobilapplikationer er producenter som Shaoyi Metal Technology illustrere denne kapacitet ved at tilbyde hurtig prototypproduktion med leveringstider så korte som én arbejdsdag, samtidig med at skala op sikkert til masseproduktionsvolumener – en kombination, der understøtter agile produktudviklingscyklusser.
Kvalitetssystemer, der gør en forskel
Ud over certificeringer, der fremgår på hjemmesider, er det afgørende at forstå, hvordan producenter faktisk implementerer kvalitetskontrol – det er dét, der adskiller pålidelige partnere fra dem, der blot tjekker compliance-bokse.
Statistisk processtyring (spc)
Statistisk proceskontrol (SPC) repræsenterer guldstandarden for procesovervågning inden for præcisionsfremstilling. I stedet for at inspicere dele efter færdiggørelse – hvor fejl allerede er opstået – overvåger SPC procesvariabler i realtid og giver operatører mulighed for at registrere afvigelser, inden de resulterer i defekte dele.
Ifølge kvalitetsstyringsforskning , og en effektiv SPC-implementering giver målbare fordele:
- Tidlig registrering af værktøjsforringelse, inden den påvirker dimensionel nøjagtighed
- Proceskapacitetsmål (Cpk-værdier), der demonstrerer konsekvent ydeevne
- Trendanalyse, der forhindrer afdrift mod tolerancegrænser
- Dokumentation, der understøtter sporbarehedskrav
Når du vurderer en potentiel leverandør af CNC-bearbejdede komponenter, skal du spørge om deres implementering af statistisk proceskontrol (SPC). Producenter med kvalitetssystemer, der er støttet af SPC – f.eks. produktionsfaciliteter certificeret i henhold til IATF 16949 – demonstrerer en forpligtelse til at forebygge fejl i stedet for blot at opdage dem.
Inspektionsprotokoller
En robust inspektion går ud over ejerskab af dyr udstyr. Undersøg producentens inspektionsarbejdsgang:
- Førsteartikelinspektion (FAI): Udførelse af omfattende dimensionel verifikation inden produktionsløbene påbegyndes
- Undervejs-inspektion: Regelmæssige kontrolforanstaltninger under produktionen for at opdage problemer tidligt
- Afsluttende Inspektion: Komplet verifikation i overensstemmelse med dine specifikationer inden afsendelse
- Dokumentation: Inspektionsrapporter, materialecertifikater og sporbarehedsregistreringer
Topleverandører opretholder klagetrækprocenter langt under branchegennemsnittet gennem systematiske kvalitetsmetoder. Dobbelttestprocedurer – inspektion ved produktionsstedet efterfulgt af uafhængig verifikation – reducerer antallet af fejl, der når kunderne, til brøkdele af en procent.
Røde flag, du skal være på udkig efter
Erfaring lærer købere at genkende advarselstegn, der forudsiger fremtidige problemer. Vær opmærksom på disse indikatorer under din vurdering:
- Uklare hensigter om kapacitet: Producenter, der ikke kan angive tolerancemuligheder eller materialeekspertise, mangler muligvis reel kompetence
- Priser betydeligt under konkurrenternes: Urealistisk lave tilbud signalerer ofte kompromiser med hensyn til materialer, kvalitetskontrol eller skjulte gebyrer, der dukker op senere
- Viljen til at fremlægge referencer: Etablerede leverandører deler gerne kundeoplysninger til verificering af deres kompetencer
- Dårlig kommunikationsrespons: Langsomme eller ufuldstændige svar i tilbudsfasen forudser ofte lignende problemer under produktionen
- Manglende eller udløbne certifikater: Verificér altid gyldigheden af certifikaterne direkte hos de udstedende myndigheder
- Ingen dedikeret projektledelse: Komplekse CNC-komponenter kræver teknisk vejledning gennem hele produktionsprocessen – leverandører uden ingeniørmæssig support efterlader dig til at håndtere problemerne alene
Ifølge leverandørvurderingsforskning er transparente prisstrukturer lige så vigtige som det endelige tal. Et detaljeret tilbud, der bryder omkostningerne ned i materialeomkostninger, maskinbearbejdningstid og efterbearbejdningsydelser, indikerer en leverandør, der forstår sin egen omkostningsstruktur – og som derfor kan opretholde konsekvent prissætning og kvalitet.
Opbygning af produktive leverandørrelationer
At finde den rigtige producent er kun begyndelsen. At maksimere værdien kræver opbygning af samarbejdsorienterede relationer, der gavner begge parter.
Kommunikationspraksis
Klar kommunikation forhindrer misforståelser, der fører til forsinkelser, omarbajdning og frustration. Vurder potentielle partnere på følgende punkter:
- Respons tid på tekniske henvendelser
- Tilgængelighed af ingeniørmæssig support til designoptimering
- Proaktiv kommunikation om produktionsstatus eller potentielle problemer
- Sprogkompetencer, der matcher dit teams behov
Leverandører, der tilbyder dedikerede projektledere, giver bedre vejledning gennem hele design- og produktionsfasen. Denne enkelte kontaktperson forenkler koordinationen og sikrer, at dine krav ikke går tabt i oversættelsen mellem afdelingerne.
Fordele ved langsigtede partnerskaber
At behandle indkøb af CNC-maskindelen som en transaktionel øvelse begrænser den værdi, du kan udtrække af fremstillingsrelationer. Langsigtede partnerskaber leverer fordele, som engangsbestillinger ikke kan levere:
- Procesoptimering: Leverandører, der kender dine dele, forbedrer løbende effektiviteten
- Prioriteret planlægning: Etablerede relationer betyder ofte fortrinsbehandling under kapacitetsbegrænsninger
- Designinput: Erfarne partnere opdager fremstillingssværheder, inden de bliver dyre problemer
- Lagerprogrammer: Rammede bestillinger og kanban-ordninger reducerer dine lageromkostninger
Producentvurderingscheckliste
Brug denne omfattende checkliste, når du sammenligner potentielle leverandører af CNC-maskindelen:
| Vurderingskategori | Nøglespørgsmål | Hvad man skal kigge efter |
|---|---|---|
| Tekniske kapabiliteter | Hvilke maskintyper og aksekonfigurationer er tilgængelige? Hvilke CAD/CAM-systemer bruges? | Flere-akse-maskiner, moderne software, automationsmuligheder |
| Materiel ekspertise | Hvilke materialer bearbejder du regelmæssigt? Kan du give eksempler? | Erfaring med dine specifikke materialer; et bredt porteføljeindhold indikerer alsidighed |
| Kvalitetscertifikater | Hvilke branchecertificeringer besidder du? Hvornår blev de sidst revideret? | Gældende ISO 9001 som minimum; IATF 16949 for automotive; AS9100 for luft- og rumfart |
| Kvalitetssystemer | Hvordan implementerer du statistisk proceskontrol (SPC)? Hvilket inspektionsudstyr bruger du? | Koordinatmålingsmaskine-(CMM)-kapaciteter, dokumenterede SPC-procedurer, inspektionsprotokoller under processen |
| Produktionskapacitet | Hvad er typiske leveringstider? Kan du skala fra prototype til serieproduktion? | Realistiske tidsrammer, demonstreret skalerbarhed, beredskabsplanlægning |
| Kommunikation | Hvem vil være min primære kontakt? Hvordan håndterer I tekniske spørgsmål? | Dedikeret projektstyring, tilgængelighed af ingeniørstøtte, responsivitet |
| Gennemsigtige priser | Kan I fremlægge en detaljeret omkostningsopgørelse? | Tydelig adskillelse af materiale-, maskinfremstilling-, efterbehandlings- og opsætningsomkostninger |
| Erhvervshistorie | Kan I fremlægge kundereferencer? Hvad er jeres leveringstidsholdningsrate? | Verificerbare referencer, leveringsmåltal over 95 %, lave klagerater |
For købere, der indkøber automobilrelaterede CNC-komponenter, giver IATF 16949-certificering væsentlig sikkerhed for leverandørens klarhed til at imødegå branchens krævende krav. Producenter som Shaoyi Metal Technology kombinerer denne certificering med kvalitetssystemer baseret på statistisk proceskontrol (SPC) samt hurtige prototyppemuligheder – en kombination, som købere bør søge efter, når de opbygger automobilforsyningskæder, der balancerer hastighed, kvalitet og omkostningseffektivitet.
Med en systematisk fremgangsmåde til vurdering af producenter i hånden er du nu klar til at gå fra vurdering til handling. Den sidste trin består i at omsætte dine krav til klare specifikationer og oprette produktive samarbejdsforhold, der leverer konsekvente resultater over tid.
Handle på dine krav til CNC-dele
Du har indarbejdet de kritiske faktorer, som de fleste købere overser – nu er det tid til at sætte denne viden i værk. At gå fra research til resultater kræver en struktureret fremgangsmåde, der omdanner din forståelse af CNC-fremstillede dele til succesfulde projekteresultater. Lad os kortlægge præcis, hvordan du skal proceedere.
Din vejledning til sourcing af CNC-dele
Er du klar til at source din næste CNC-del? Følg denne afprøvede rækkefølge for at minimere risici og maksimere resultater:
- Færdiggør dine designfiler: Forbered komplette CAD-modeller i universelle formater (STEP, IGES) med tilhørende 2D-tegninger, der specificerer kritiske tolerancer, overfladeafslutninger og materialekrav
- Definer dine specifikationer tydeligt: Dokumentmaterialegrad, toleransekrav for hver kritisk dimension, overfladekrav og eventuelle krævede branchecertificeringer
- Identificer potentielle producenter: Screening af leverandører baseret på udstyrskapacitet, relevante certificeringer og erfaring med din specifikke anvendelse
- Anmod om detaljerede tilbud: Indsend anmodninger om tilbud (RFQ) med komplet dokumentation og anmod om opdelt prisopgørelse, der viser materiale-, maskinbearbejdning- og overfladebehandlingomkostninger separat
- Vurder og sammenlign svar: Vurder teknisk kapacitet, kvalitetssystemer, kommunikationsresponsivitet og samlet værdi – ikke kun pris
- Udfør due diligence: Verificer certificeringer, anmod om referencer og bekræft leveringstidsforpligtelser, inden ordrer afgives
- Start med prototypevalidering: Bestil prøvemængder for at verificere dimensionel nøjagtighed og overfladekvalitet, inden du går i gang med produktionsmængder
Fra specifikation til produktion
Klar kommunikation forhindrer kostbare misforståelser. Når du indsender dine krav til CNC-bearbejdningsdele, skal følgende væsentlige elementer inkluderes:
- Tolerance-tabeller: Angiv, hvilke mål der er kritiske i forhold til standardmål – undgå overdrevene tolerancer for ikke-funktionelle egenskaber
- Materialcertificeringer: Angiv, om du kræver materialeprøverapporter eller specifik materiale-sporbarhed
- Inspektionskrav: Definer krav til førsteartikelinspektion samt forventninger til løbende kvalitetsdokumentation
- Overvejelser ved samling af bearbejdede dele: Hvis din komponent skal samles med andre dele, skal tegninger af de tilstødende dele eller samlingskonteksten leveres
Ifølge eksperter inden for designforberedelse kan samråd med din producents teknologer i designfasen reducere omkostningerne med 20–30 % og samtidig forbedre fremstilleligheden. Denne samarbejdsmæssige tilgang opdager potentielle problemer, inden de bliver dyre produktionsproblemer.
Tag det næste skridt
Udstyret med de ni afgørende faktorer, der behandles i denne guide, er du nu i stand til at træffe velovervejede indkøbsbeslutninger, der balancerer kvalitet, omkostninger og pålidelighed. Uanset om du har brug for en enkelt CNC-maskindel til prototyping eller tusinder af produktionskomponenter, forbliver principperne de samme: angiv kravene tydeligt, vurder systematisk og opbyg relationer med kompetente partnere.
For automobilapplikationer, der kræver præcise chassismontager, skræddersyrede metalstøddæmper eller andre kritiske komponenter, leverer producenter med IATF 16949-certificering og kvalitetssystemer baseret på statistisk proceskontrol (SPC) den konsekvens, som din supply chain kræver. Shaoyi Metal Technology udviser denne omfattende kapacitet – og tilbyder præcisions-CNC-bearbejdningstjenester, der skalerer fra hurtig prototyping med leveringstider så hurtige som én arbejdsdag til fuld masseproduktion.
Dit næste projekt med CNC-fremstillede dele starter med et enkelt skridt: at forberede dine specifikationer og kontakte kvalificerede producenter, der kan omdanne dine design til præcisionskomponenter. Den viden, du har opnået her, sikrer, at samtalen begynder fra en position af velinformerede selvsikkerhed.
Ofte stillede spørgsmål om fremstilling af CNC-dele
1. Hvad er CNC-bearbejdning, og hvordan fungerer den?
CNC-bearbejdning er en fraskillelsbaseret fremstillingsproces, hvor forudprogrammeret computersoftware styrer skæreværktøjer til at fremstille præcisionsdele fra råmaterialer. Processen starter med en CAD-fil, der indeholder dele-specifikationer, som bliver oversat til G-kode, som CNC-maskiner forstår. Maskinen udfører derefter hver skærevej med mekanisk præcision og opnår tolerancer så små som ±0,0002 tommer ved standardbearbejdning og ±0,0001 tommer ved EDM-operationer. Denne teknologi gør det muligt at opnå gentagelig nøjagtighed, uanset om der fremstilles 10 eller 10.000 identiske enheder.
2. Hvilke certificeringer bør jeg lede efter hos en CNC-deleproducent?
De certificeringer, du har brug for, afhænger af din branche. ISO 9001 fungerer som den grundlæggende kvalitetsstyringscertificering for almindelig fremstilling. IATF 16949 er afgørende for automobilapplikationer og fokuserer på fejlforebyggelse og sporbarehed. AS9100 kræves for luft- og rumfartskomponenter og omfatter konfigurationsstyring og førsteartikelinspektion. ISO 13485 regulerer fremstilling af medicinsk udstyr med strenge krav til risikostyring. NADCAP-akkreditering validerer specialprocesser som varmebehandling til luft- og rumfartsapplikationer. Kontroller altid gyldigheden af certifikaterne direkte hos de udstedende organer, inden du indgår samarbejde med en producent.
3. Hvor meget koster CNC-bearbejdning?
Omkostningerne for CNC-bearbejdning afhænger af flere faktorer, rangeret efter deres indflydelse: designkompleksitet (enkle designs koster 20 USD/timer mod 35-70 USD/timer for komplekse dele), materialevalg (aluminium til 5-10 USD/pund mod rustfrit stål til 8-16 USD/pund), tolerancekrav (strammere tolerancer kan øge bearbejdningsiden med 50 %), produktionsmængde (opsætningsomkostninger fordelt på alle enheder), maskintype (3-akset maskine til 10-20 USD/timer mod 5-akset maskine til 20-40 USD/timer) samt krav til overfladebehandling. Stykomkostningerne kan falde til 10-20 % af prisen for én enkelt enhed, når der bestilles 1.000+ dele, på grund af skalafordele.
4. Hvilke materialer kan bearbejdes med CNC?
CNC-maskiner arbejder med et bredt udvalg af metaller og plastikker. Aluminium 6061 giver den bedste samlede ydelse for almindelige dele med fremragende bearbejdelighed. Stål og rustfrit stål giver overlegen holdbarhed og korrosionsbestandighed til krævende anvendelser. Messing giver fremragende bearbejdelighed til elektriske forbindelsesstumper og dekorative beslag. Titan har den højeste styrke-til-vægt-ratio til luftfarts- og medicinske implantater. Konstruktionsplastikker som Delrin, Nylon, PEEK og PTFE giver fordele som lavere vægt, kemisk modstandsdygtighed og elektrisk isolation til specifikke anvendelser.
5. Hvordan vælger jeg mellem CNC-fræsning, drejning og EDM?
Vælg ud fra din reservedels geometri og materiale. CNC-fræsning bruger roterende fræsere på stacionære arbejdsemner og er ideel til flade overflader, fordybninger, slåer og 3D-konturer på prismatiske dele. CNC-drejning roterer arbejdsemnet mod et stacionært værktøj og er bedst egnet til cylindriske dele som aksler, bushinger og trådede komponenter. EDM (elektrisk udladningsmaskine) bruger elektriske gnister til at æde materiale uden fysisk kontakt og er afgørende ved bearbejdning af hærdede værktøjsstål, skarpe indvendige hjørner og følsomme dele, der ikke kan klare skærekraften. Mange projekter kræver flere bearbejdningsprocesser, hvilket gør det fordelagtigt at samarbejde med producenter, der har alle disse kapaciteter under ét tag, da det sikrer en bedre kvalitetskontrol.