 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Producenter af CNC-fremstillede dele: Fra første tilbud til pålidelig partner

Forståelse af producenter af CNC-bearbejdningsdele og deres rolle
Når du har brug for præcisionskomponenter til dit næste projekt, hvor tager du da hen? For utallige industrier – fra luft- og rumfart til medicinsk udstyr – ligger svaret hos producenter af CNC-bearbejdningsdele. Disse specialiserede faciliteter omdanner råmaterialer til færdige komponenter med bemærkelsesværdig nøjagtighed og udgør rygraden i moderne fremstillingsøkosystemer.
Kort sagt er producenter af CNC-bearbejdningsdele virksomheder, der bruger computernumerisk styringsteknologi til at fremstille skræddersyede bearbejdningsdele af forskellige materialer. I modsætning til traditionel manuel bearbejdning programmerer disse producenter avancerede maskiner til at automatisere fræsnings-, boring-, fræsning- og drejningsoperationer. Resultatet? Komponenter fremstillet efter præcise specifikationer med fremragende gentagelighed og konsekvens.
Hvad producenter af CNC-bearbejdningsdele faktisk gør
Forestil dig, at du har brug for et komplekst aluminiumshus med tolerancer målt i mikrometer. Eller måske har du brug for hundreder af identiske stålfæstninger til en bilmontering. Disse producenter håndterer begge scenarier – og alt derimellem. Deres ydelser dækker hele produktionsprocessen, fra udvikling af enkelte prototypesæt til seriemontage i tusindvis af enheder.
De primære servicekategorier, som disse producenter tilbyder, omfatter:
- CNC-fræsning - Brug af roterende skæreværktøjer til materialefraskæring for at skabe komplekse geometrier, plane overflader og indviklede detaljer
- CNC-skrue - Fremstilling af cylindriske drejede dele ved hjælp af drejebænkeoperationer, ideelt egnet til akser, bushings og runde komponenter
- 5-akse bearbejdning - Avancerede multiaksefunktioner, der gør det muligt at fremstille komplekse CNC-maskinkomponenter i én enkelt opsætning, hvilket reducerer produktionsomfanget
- Svejtsk skruemaskinering - Specialiserede Swiss-CNC-maskinoperationer til små, indviklede dele, der kræver ekstrem præcision, ofte anvendt inden for medicinsk udstyr og elektronik
Produktionsøkosystemet forklaret
Hvorfor bør indkøbsfagfolk, ingeniører og virksomhedsejere bruge tid på at forstå denne industri? Svaret er enkelt: At træffe velovervejede beslutninger om produktionspartnere påvirker direkte din produktkvalitet, tidsplan og resultat.
Tænk på producenter af CNC-maskinerede dele som afgørende led i din leveringskæde. De danner broen mellem dine designkoncepter og de fysiske CNC-maskinerede dele, der er klar til montage eller endelig anvendelse. Når du forstår deres kompetencer, kan du kommunikere dine krav mere præcist, vurdere tilbud korrekt og opbygge partnerskaber, der leverer konsekvente resultater.
Denne guide fungerer som din køberrepræsentants ressource. I stedet for at skubbe dig mod en bestemt løsning, vil vi guide dig gennem den praktiske viden, du har brug for for at navigere sikkert i denne branche. Fra forståelse af tolerancekrav til vurdering af certificeringer vil du få de indsigt, der er nødvendige for at omdanne din første prisangivelse til en pålidelig producentpartnerskab.
Typer af CNC-maskinfremstillingsselskaber og deres specialiseringer
Ikke alle CNC-produktionsværksteder fungerer på samme måde. Når du indkøber tilpassede maskinerede dele, kan en forståelse af forskellene mellem producenttyper forhindre dyre misforståelser og produktionsforsinkelser. Hver kategori tjener specifikke formål, og at vælge den forkerte type leverandør fører ofte til uensartet kvalitet eller forstyrrelser i forsyningskæden.
Hvad adskiller så én producent fra en anden? Det handler om systemer, størrelse og forretningsmodel. Lad os gennemgå de fire primære kategorier, du vil støde på.
Jobshops versus kontraktproducenter
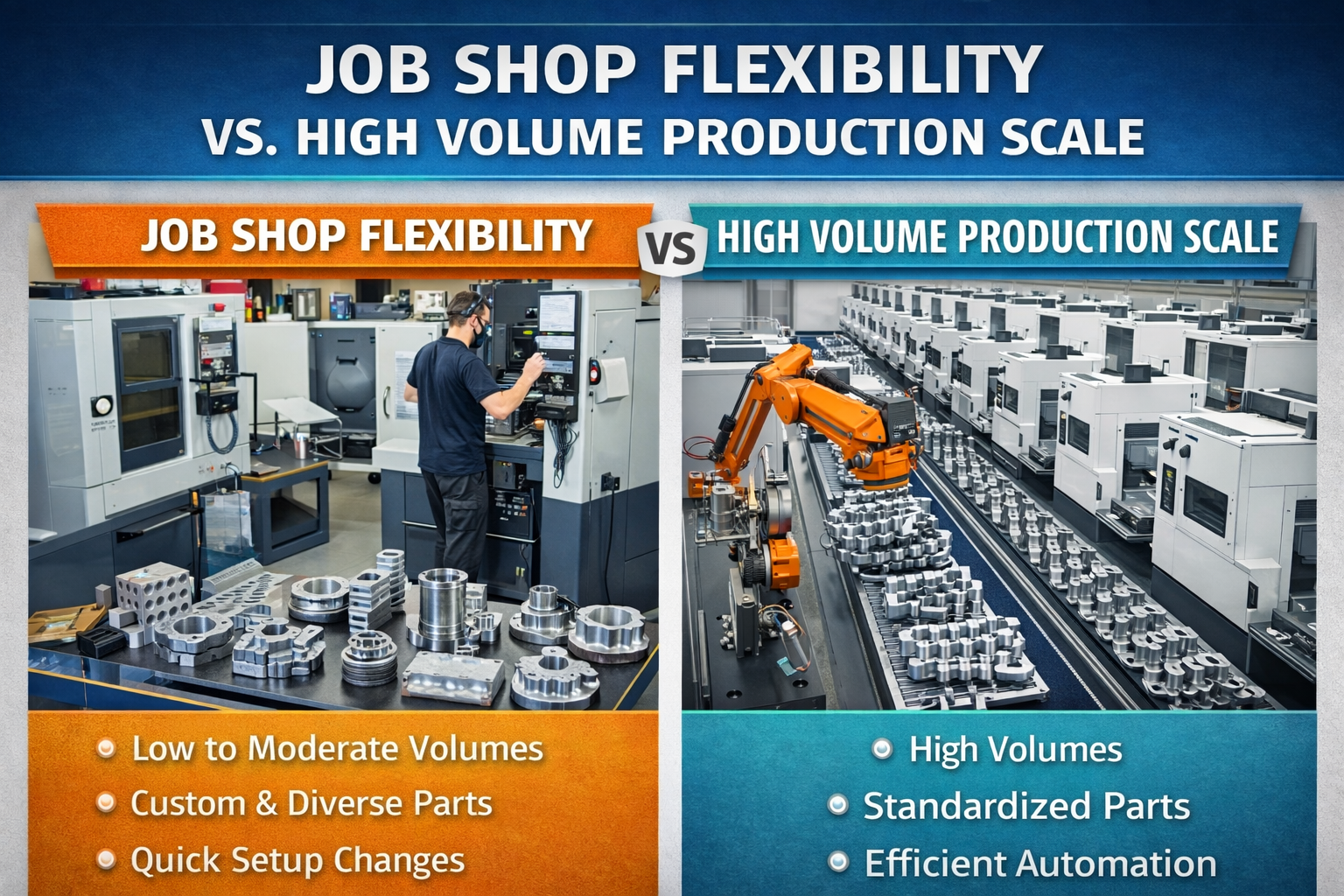
En værkstedsdrift fokuserer typisk på kortvarig eller enkeltproduktion. Disse CNC-maskinvirksomheder tager arbejde imod på baggrund af individuelle tilbud og håndterer en bred vifte af dele til forskellige kunder uden stor sammenhæng mellem ordrer. De er bygget op med fokus på fleksibilitet, ikke gentagelse. Har du brug for en enkelt prototype eller en lille mængde specialfremstillede beslag? En værkstedsdrift kan være omkostningseffektiv og hurtig.
Værkstedsdrifter er dog muligvis ikke struktureret til planlagte udgivelser, kvalitetskontrolsporing , eller lagerprogrammer, som større produktionsmiljøer kræver. Forholdet er ofte transaktionelt snarere end partnerskabsorienteret.
Kontraktbearbejdningstjenester er derimod designet til gentagne produktioner. Disse virksomheder, der fremstiller metaldele efter kundens specifikationer, strukturerer deres drift omkring langvarige forretningsforhold og volumenbaseret arbejde. De tilbyder robuste systemer til planlægning, kvalitetssikring, materialehåndtering og dokumentation. En kontraktproducent samarbejder med dit team for at levere i overensstemmelse med prognosticeret efterspørgsel, håndtere ændringer af dele og tilpasse leveringstidspunkterne til din virksomheds drift.
Ud over disse to almindelige typer vil du også støde på OEM-leverandører, der fremstiller komponenter, der specifikt er udformet til integration i en anden virksomheds endelige produkt. Vertikalt integrerede faciliteter går endnu længere ved at kontrollere flere produktionsfaser under én tag, fra råmaterialebehandling til færdig montage.
At matche producenttypen med dine projektkrav
Hvordan ved du, hvilken type der passer til din situation? Overvej din ordervolumen, din tidsplan, dine dokumentationsbehov og dine forventninger til løbende support. Sammenligningen nedenfor beskriver de vigtigste forskelle:
| Producenttype | Typiske ordervolumener | Ledetider | Specialiseringsdybde | Ideelle anvendelsestilfælde |
|---|---|---|---|---|
| Værkstedsdrifter | 1-500 stykker | 1-3 uger | Bred kapacitet, begrænset dybde | Prototyper, engangsproduktioner, hurtige leverancer |
| Kontraktproducenter | 500–50.000+ styk | 4-12 uger | Ekspertise inden for specifikke processer | Gentagen produktion, flerdelsprogrammer, integration i leveranskæden |
| OEM-leverandører | 1.000–100.000+ styk | 6-16 uger | Branchespecifik specialisering | Bilindustri, luft- og rumfart, medicinsk udstyr |
| Vertikalt integrerede faciliteter | 5.000–500.000+ styk | 8–20 uger | Avancerede, flertrins fremstillingsmuligheder | Komplekse samlinger, produktionsmængder i høj volumen, komplette løsninger |
Når man vurderer producenter af CNC-maskiner, afslører indikatorer for driftsstørrelsen fabrikationskapaciteten. En produktionsfacilitet med over 600 CNC-maskiner signalerer en væsentlig anden kapacitet end et værksted med 15 maskiner. Tilsvarende opererer svejtske skrueværksteder, der specialiserer sig i mikrokomponenter, anderledes end producenter med almen anvendelse.
Vær opmærksom på følgende kapacitetsindikatorer: årlig antal producerede dele, antal automatiserede produktionslinjer samt variationen i maskintyper. En producent, der kører 25+ automatiserede linjer, kan håndtere krav om høj volumenproduktion, som mindre virksomheder simpelthen ikke kan matche. At forstå disse forskelle hjælper dig med at udarbejde en forkortet liste over partnere, hvis kompetencer svarer til dine specifikke projektkrav.
Sådan vurderer og vælger du den rigtige producent
Du har identificeret potentielle producenter af maskindelte dele der matcher dit projektomfang. Nu kommer det sværere spørgsmål: Hvordan adskiller du de kvalificerede partnere fra resten? Uden en struktureret vurderingsproces tenderer købere ofte kun på pris, hvilket betyder, at afgørende faktorer, der bestemmer langsigtede resultater, overses.
Tænk på valg af producent som ansættelse af et nøglemedlem i teamet. Kvalifikationer er vigtige, men lige så vigtig er kommunikationsstil, problemløsningskompetence og kulturel overensstemmelse. Den følgende ramme giver dig en systematisk fremgangsmåde til at vurdere producenter af CNC-maskiner og opstille en kortliste over partnere, der er værd at forfølge.
Afgørende vurderingskriterier for valg af producent
Inden du anmoder om tilbud, skal du fastlægge dine vurderingsprioriteringer. Forskellige projekter vægter disse kriterier forskelligt, men alle købere bør vurdere følgende områder:
Leveringstider og kapacitet - Hvor hurtigt kan producenten levere? Typiske leveringstider for CNC-bearbejdning ligger mellem en og tre uger for standardopgaver, men komplekse projekter kan kræve længere tid. Spørg om muligheden for ekspresordrer og om de bruger planlægningssoftware eller realtidsordreovervågning. En producent af maskinbearbejdede dele med ekstra kapacitet kan håndtere uventede efterspørgselsstigninger uden at påvirke din tidsplan.
Minimumsbestillingsmængder - Nogle CNC-fræsningsselskaber specialiserer sig i højvolumenproduktion og fastsætter minimumsbestillingsmængder på 500 eller 1.000 styk. Andre accepterer gerne énkeltdels-prototypebestillinger. Afklar tidligt MOQ-kravene for at undgå at spilde tid på leverandører, der ikke matcher dine behov.
Geografiske overvejelser - Geografisk nærhed påvirker fragtkomponenter, leveringstider og kommunikationshåndtering. Indenlandske leverandører forenkler logistikken og reducerer transportrisici, mens udenlandske producenter måske tilbyder omkostningsfordele ved højvolumenbestillinger. Overvej tidszonedifferencer og sprogbarrierer, når du vurderer internationale muligheder.
Teknisk specialisering - Har producenten dokumenteret erfaring med dine materialer, tolerancer og branchekrav? En værksted, der specialiserer sig i aluminiumsprototyper, arbejder anderledes end et værksted, der fokuserer på fremstilling af dele i hærdet stål. Søg efter cases eller referencer inden for din specifikke anvendelsesområde.
Kvalitetscertifikater - Certificeringer som ISO 9001, IATF 16949 eller AS9100D indikerer strukturerede kvalitetssystemer. For regulerede brancher er certificeringskrav ufravigelige. Verificér den aktuelle certificeringsstatus, og anmod om kopier af relevant dokumentation.
Opbygning af din liste over kandidatproducenter
Når evalueringsskriterierne er defineret, følg denne trin-for-trin-proces for at indsnævre dine muligheder og identificere de bedste samarbejdspartnere:
- Definer dine projektkrav fuldstændigt - Dokumentér materiale-specifikationer, mængdebehov, tolerancekrav, krav til overfladebehandling og leveringstidspunkt, inden du kontakter nogen producent.
- Undersøg potentielle leverandører - Brug brancheverktøjer, erhvervsforeninger og anbefalinger til at identificere ti til femten kandidater. Gennemgå deres hjemmesider for at vurdere deres kompetencer, certificeringer og branchefokus.
- Screening for grundlæggende passende - Eliminer producenter, hvis kompetencer, minimumsordrekvantiteter (MOQ) eller certificeringer tydeligt ikke matcher dine behov. Reducer din liste til fem til syv alvorlige kandidater.
- Forbered din anmodning om tilbud (RFQ)-pakke - Saml komplet dokumentation, herunder CAD-filer, tekniske tegninger, materialeangivelser, kvantitetskrav samt eventuelle særlige inspektions- eller dokumentationskrav.
- Indsend RFQ’er og vurder svar - Send identiske pakker til dine kortlistede kandidater. Sammenlign ikke kun priser, men også responsivitet, stillede spørgsmål samt feedback om fremstillingsoptimeret design (Design for Manufacturability).
- Udfør verifikation af kapacitet - Anmod de bedste kandidater om besøg på deres faciliteter, kundeforhenvisninger eller prøvekomponenter. Verificer deres udstyr, kvalitetssystemer og kommunikationsprocesser direkte.
- Start med et pilotprojekt - Før du forpligter dig til produktionsmængder, tildel en lille indledende ordre for at afprøve samarbejdet. Vurder kvalitet, kommunikation og leveringsydelse under reelle forhold.
Denne systematiske fremgangsmåde forhindrer almindelige fejl som f.eks. at vælge udelukkende på baggrund af pris eller at undlade at verificere de faktiske kompetencer, før produktionen går i gang.
Forberedelse af din anmodning om tilbud (RFQ)
Kvaliteten af din anfordring om tilbud påvirker direkte nøjagtigheden af de modtagne svar. Ufuldstændig information fører til forkerte prisangivelser, uventede gebyrer og produktionssvigt. Erfarede leverandører af specialfremstillede maskindel-løsninger vurderer anfordringer om tilbud grundigt, og et velforberedt pakke signalerer, at du er en professionel køber, der fortjener prioritering.
Din anfordring om tilbud skal omfatte:
- CAD-filer - Lever 3D-modeller i bredt accepterede formater såsom STEP, IGES eller native CAD-filer. Inkludér 2D-tegninger med mål, tolerancer og GD&T-angivelser, hvor det er relevant.
- Materiale specifikationer - Angiv præcise materialekvaliteter, ikke kun generiske beskrivelser. "6061-T6-aluminium" kommunikerer tydeligt; "aluminium" gør det ikke. Inkludér eventuelle krævede materialercertifikater.
- Mængdekrav - Angiv både startordremængder og forventede årlige volumener. Producenter fastsætter priserne forskelligt ud fra volumenforventninger og behov for produktionsplanlægning.
- Toleransekriterier - Fremhæv kritiske mål og deres krævede tolerancer. Undgå at specificere for stramme tolerancer på ikke-kritiske egenskaber, da strammere tolerancer betydeligt øger omkostningerne.
- Overfladeafslutningskrav - Angiv krav til overfladebehandling ved hjælp af standardangivelser som Ra-værdier. Inkludér eventuelle sekundære overfladebehandlinger, der er nødvendige, f.eks. anodisering, galvanisering eller maling.
- Inspektion og dokumentationsbehov - Identificér eventuelle krav til førsteartikelinspektion, dimensionsrapporter eller materialercertifikater, der skal følge med leveringerne.
- Leveringstidslinje - Kommuniker din måldato for levering og om der er brug for accelereret behandling. Vær realistisk i forhold til tidsrammerne for tilpassede CNC-dele.
Ifølge branchens bedste praksis fra Stecker Machine gennemgår erfarna CNC-værkstedsgrupper pakkerne, idet de starter med en mulighedsanalyse baseret på deres kompetencer og ekspertise. De kan foreslå omkostningseffektive alternativer, såsom andre materialer eller automatiseringsmuligheder, for at hjælpe dig med at opnå besparelser eller forbedre fremstilleligheden.
En professionel CNC-bearbejdningsservice vil svare på din anfordring om tilbud med mere end blot priser. Søg efter leverandører, der stiller afklarende spørgsmål, identificerer potentielle problemer med din konstruktion og giver feedback om konstruktion til fremstillelighed. Disse svar indikerer en samarbejdspartner i stedet for en transaktionel leverandør, der udelukkende fokuserer på at vinde den billigste pris-konkurrence.

Tolerancespecifikationer og nøjagtighedskrav forklaret
Du har identificeret kvalificerede producenter og udarbejdet din RFQ-pakke. Nu kommer en beslutning, der direkte påvirker både delens funktionalitet og dit budget: tolerance specifikationer. Overspørgsmål om tolerancer er spild af penge. Hvis man ikke specificerer dem, kan det forårsage fejl i montering. Forståelse af, hvor præcist bearbejdede komponenter det er derfor vigtigt, at der tages hensyn til de forskellige aspekter af den fælles landbrugspolitik.
Hvad er tolerance, og hvorfor er det så vigtigt? I CNC-bearbejdning refererer tolerance til den acceptable mængde dimensionel variation fra den tilsigtede konstruktion. Ingen maskinenhed er perfekt hver gang. Tolerancer definerer det område, hvor en dimension forbliver acceptabel for den tilsigtede funktion.
Tolerancespecifikationer afklaret
Tolerancer angives typisk i formatet ±0,x mm eller ±0,00x tommer. For eksempel, hvis en aksel er dimensioneret til 25,00 mm med en tolerance på ±0,05 mm, er alle målinger mellem 24,95 mm og 25,05 mm acceptabelle. Komponenter, der ligger uden for disse grænser, afvises.
De fleste producenter af CNC-fremstillede komponenter følger ISO 2768 iSO 2768, en international standard, der fastsætter generelle tolerancer for lineære og vinklede mål. Denne standard opdeler tolerancer i fire klasser:
- Fin (f) - Strammere kontrol for præcisionsfremstillede komponenter, der kræver højere nøjagtighed
- Middel (m) - Standardstandard for de fleste fræsede og drejede komponenter, typisk omkring ±0,005 tommer (0,13 mm)
- Groft (c) - Slappere tolerancer for ikke-kritiske funktioner, hvor de præcise mål er mindre afgørende
- Meget groft (v) - Størst tilladt variation for ru eller ikke-funktionelle overflader
Medmindre din tekniske tegning angiver andet, fremstiller de fleste producenter dele i henhold til ISO 2768-1-målenøjagtighedsklasse »Medium«. For standardplastdele anvender maskinister typisk ISO 2768-1 »Medium«, mens metal- og stive materialer normalt følger ISO 2768-1-målenøjagtighedsklassen »Fine«.
Ud over disse generelle klasser vil du støde på forskellige typer tolerancer afhængigt af, hvordan målene er specificeret:
- Bilateral tolerance - Variation, der anvendes lige meget over og under det nominelle mål (f.eks. 25,8 mm ±0,1 mm betyder, at det acceptable interval er 25,7 mm til 25,9 mm)
- Unilateral tolerance - Variation, der kun er tilladt i én retning (f.eks. 1,25 mm +0,1/–0 mm betyder, at det acceptable interval er 1,25 mm til 1,35 mm)
- Grænsetolerance - Direkte angivelse ved hjælp af øvre og nedre grænser uden beregninger (f.eks. 10,9–11,0 mm)
Tilpasning af tolerancer til anvendelseskrav
Her er det, hvor mange købere begår dyre fejl. Strammere tolerancer kræver specialiserede skæreværktøjer, langsommere maskinbearbejdning og mere grundige inspektioner. Ifølge en brancheanalyse fra Sheldon Precision kan en ændring fra ±0,1 mm til ±0,01 mm øge produktionsomkostningerne med 30 % eller mere, afhængigt af materiale og geometri.
Følgende tabel gennemgår toleranceklasser, deres typiske anvendelser og omkostningskonsekvenser for at hjælpe dig med at træffe velovervejede beslutninger:
| Toleranceklasse | Typisk interval | Anvendelser | Omkostningsmæssige konsekvenser |
|---|---|---|---|
| Standard | ±0,005" (0,13 mm) | Generelle komponenter, ikke-sammenpassende overflader, konstruktionsdele | Udgangspunkt for omkostninger; den mest økonomiske produktion |
| Nøjagtighed | ±0,001" (0,025 mm) | Luft- og rumfartsdele, automobiltekniske ydelsesdele, præcisions-CNC-bearbejdede dele, der kræver stramme pasform | 20–40 % højere omkostninger; kræver avanceret udstyr |
| Højpræcis | ±0,0005" (0,0127 mm) | Medicinske implantater, optiske komponenter, kritiske sammenpassende overflader | 50–100 % højere omkostninger; kræver specialiserede processer |
| Ultra-præcision | ±0,0002" (0,00508 mm) | Kirurgiske instrumenter, halvlederudstyr, måleudstyr | Betydelig premium; kun 1 % af dele kræver dette niveau |
I virkeligheden kræver kun ca. 1 % af præcisionsmaskindele tolerancer i intervallet ±0,0002" til ±0,0005". Ofte kræves der kun stramme tolerancer for bestemte funktioner på en maskineret del, mens resten kan bibeholde standardniveauer.
Hvornår har du faktisk brug for præcisionsmaskinerede dele med stramme tolerancer? Overvej disse scenarier:
- Krav til monteringspasform - Dele, der skal passe sammen med specifik spil- eller prespasform
- Funktionel Ydelse - Komponenter, hvor dimensionel variation påvirker funktionen, f.eks. ventilsæder eller lejeoverflader
- Overholdelse af lovgivningen - Medicinske udstyr eller luftfartskomponenter med lovbestemte præcisionskrav
- Tætningsflader - Områder, hvor pakninger eller O-ringe skal sikre pålidelige tætninger
For ikke-kritiske funktioner som f.eks. monteringshuller med spil, ydre overflader uden krav til pasform eller dekorative elementer er standardtolerancer typisk tilstrækkelige. At anvende stramme tolerancer på disse funktioner udgør unødvendig udgift uden at forbedre delens funktion.
Materialevalg påvirker også de opnåelige tolerancer. Metaller og stive plastikker bearbejdes forudsigeligt til præcise specifikationer. Bløde, fleksible eller abrasive plastikker stiller større krav. En kompetent producent af maskinbearbejdede dele vil råde dig om, hvorvidt dine forventninger til tolerancer er forenelige med det valgte materiale.
Anvend strammere tolerancer kun på kritiske funktioner, der påvirker montering, pasform eller funktion. Hold ikke-kritiske funktioner på standardtolerancer for at begrænse omkostningerne uden at ofre ydeevnen.
Før du endeligt fastlægger dine specifikationer, skal du foretage en stack-up-analyse for samlinger. Når flere præcisionsmaskinbearbejdede komponenter samles, kombineres deres individuelle variationer. Hvis tolerancerne ikke koordineres korrekt, kan den samlede variation forhindre korrekt montering eller forårsage for tidlig slitage.
Når tolerancekravene er tydeligt defineret, bliver certificeringer den næste kritiske vurderingsfaktor. Forskellige brancher kræver specifikke kvalitetsstandarder, som direkte påvirker din proces for udvælgelse af producenter.
Branchecertificeringer og kvalitetsstandarder forklaret
Du har defineret dine tolerancekrav og udvalgt potentielle producenter. Nu opstår et spørgsmål, der får mange første gang-købere til at støde: Hvilke certificeringer er faktisk relevante for dit projekt? Bogstavsuppen af ISO-, IATF- og AS-standarder kan føles overvældende. Men at forstå disse kvalifikationer er afgørende, fordi certificeringer fungerer som objektiv bevisførelse for, at en producent vedligeholder dokumenterede kvalitetssystemer, der er i stand til at levere konsekvente CNC-fremstillede dele.
Her er virkeligheden: Ikke alle projekter kræver alle certificeringer. Komponenter til forbrugerelektronik står over for andre krav end luftfartsmonteringer eller medicinske implantater. At kende de certificeringer, som din branche kræver, hjælper dig med effektivt at filtrere producenter og undgå at betale ekstra for kvalifikationer, som du ikke har brug for.
Fortolkning af producentcertificeringer
Tænk på certificeringer som verificerede kvalitetsgodkendelser. Når en producent opnår en certificering, har en uafhængig revisor bekræftet, at deres processer, dokumentation og kvalitetskontrol opfylder fastlagte standarder. Denne verificering giver en sikkerhed, der går ud over marketingpåstande.
De vigtigste certificeringer, du vil støde på, når du indkøber CNC-fremstillede komponenter, omfatter:
- ISO 9001:2015 - Den globale grundlæggende standard for kvalitetsstyringssystemer. Dette certifikat demonstrerer standardiserede produktionsprocesser, dokumenterede procedurer og en forpligtelse til kontinuerlig forbedring. De fleste OEM-kunder kræver ISO 9001 som en basiskvalifikation, inden de overvejer en leverandør.
- ISO 13485 - Den afgørende standard for fremstilling af medicinsk udstyr. Dette certifikat omfatter strenge krav til design, fremstilling, sporbarthed og risikomindskelse. Produktionssteder skal implementere detaljerede dokumentationspraksisser, grundige kvalitetskontroller og effektive procedurer til håndtering af klager.
- IATF 16949 - Den globale kvalitetsstandard for automobilleverandører. Dette certifikat kombinerer principperne i ISO 9001 med sektorspecifikke krav til fejlforebyggelse, kontinuerlig forbedring og strenge krav til overvågning af underleverandører. Store automobilproducenter vil ikke samarbejde med ikke-certificerede leverandører.
- AS9100D - Den internationale standard for luft- og rumfartsindustrien og forsvarsindustrien, der bygger på ISO 9001 med supplerende krav til risikostyring, produktsporbarhed og dokumentstyring. Denne certificering adresserer forventningerne til pålidelighed af missionskritiske komponenter.
- ITAR (International Traffic in Arms Regulations) - Ikke en kvalitetscertificering, men et overholdelseskrav for produktion inden for forsvarssektoren. ITAR regulerer håndteringen af følsom teknisk information og kræver registrering hos det amerikanske udenrigsministerium samt strenge protokoller for informationssikkerhed.
Ud over disse primære certificeringer kan du også støde på NADCAP-akkreditering for særlige processer såsom varmebehandling eller ikke-destruktiv prøvning samt ISO 14001 for miljøledelsessystemer. Nogle leverandører af præcisionsdrejede dele søger flere certificeringer for at kunne betjene forskellige industrier.
Hvilke certificeringer kræver dit projekt faktisk?
Certificeringskravene varierer kraftigt fra branche til branche. En producent, der leverer de bedste maskinfremstillede resultater til forbrugsprodukter, arbejder under andre kvalitetskrav end en producent, der leverer til luftfartsindustrien. At forstå disse forskelle forhindrer både overkvalificering og underkvalificering af din leverandorselektion.
Til bilapplikationer - IATF 16949-certificering er typisk obligatorisk. Denne standard sikrer, at producenter implementerer statistisk proceskontrol (SPC) til overvågning af produktionskonsekvensen og opretholder fuld sporbarehed for alle dele gennem hele supply chain'en. Ifølge industrikrav , kræver større bilproducenter som Ford, Toyota, GM og Volkswagen IATF 16949-certificering fra deres leverandører af maskinfremstillede komponenter.
For luftfarts- og forsvarssektoren - AS9100D-certificering dokumenterer evnen til at opfylde de strenge kvalitetskrav inden for luftfart. Forsvarsleverandører har typisk brug for både AS9100D-certificering og overholdelse af ITAR-reglerne. NADCAP-akkreditering kan også kræves for specialiserede processer.
Til medicinsk udstyr - ISO 13485-certificering er afgørende for at sikre produktsikkerhed og overholdelse af FDA-krav. Producenter skal dokumentere protokoller for risikostyring, systemer til produktsporbarhed og effektiv håndtering af klager. Denne standard sikrer, at alle medicinske komponenter kan fremstilles efter de højeste præcisions- og patientsikkerhedskrav.
Til almindelige industrielle anvendelser - ISO 9001:2015 er typisk tilstrækkelig som kvalitetsgrundlag. Denne certificering sikrer konsekvent kvalitet uden den ekstra byrde, der følger med branchespecifikke standarder. Mange leverandører af præcisionsdrejede dele, der betjener flere industrier, opretholder ISO 9001 som deres grundlæggende kvalifikation.
Til ForbrugerElektronik - Kravene varierer fra kunde til kunde. ISO 9001 er ofte tilstrækkelig, selvom nogle OEM’er kræver ISO 14001-miljøcertificering eller specifikke leverandørkvalitetskrav. Den regulatoriske byrde er generelt mindre end i regulerede industrier.
Tilpas certificeringskravene til dine faktiske branchemæssige behov. Krav om certificering på luftfartsniveau for almindelige industrielle dele medfører ekstra omkostninger uden at tilføje værdi.
Når du vurderer producenter, skal du verificere deres aktuelle certificeringsstatus i stedet for at acceptere påstande uden videre. Anmod om kopier af certificeringsdokumenter og tjek udløbsdatoerne. Certificeringer kræver periodiske revisioner for at blive opretholdt, og udløbte kvalifikationer indikerer potentielle mangler i kvalitetssystemet. Pålidelige leverandører af præcisionsdrejede dele fremhæver deres certificeringer tydeligt og stiller dokumentation til rådighed upon anmodning.
Når certificeringskravene er afklaret, er din næste overvejelse, hvordan designbeslutninger påvirker fremstillingens resultater og omkostninger.

Design til fremstilling: Principper for bedre resultater
Du har valgt kvalificerede producenter og forstår tolerancekravene. Men her er et spørgsmål, der fanger mange købere uforberedte: Er din konstruktion faktisk klar til produktion? Selv en teoretisk perfekt CAD-model kan blive en produktionmæssig mareridt, hvis den ignorerer, hvordan CNC-maskiner faktisk fungerer. Denne afstand mellem konstruktionsmæssig hensigt og produktionsmæssig virkelighed driver omkostningerne op, forlænger leveringstiderne og skaber frustrerende revisionsrundeser.
Konstruktion til fremstilling, almindeligvis kaldet DFM, dækker denne afstand. Tænk på DFM som at konstruere med den endelige fremstillingsproces i tankerne fra det allerførste øjeblik. Når du forstår, hvad der gør en maskindel nem eller svær at fremstille, får du indflydelse på omkostningerne og tidsplanen, inden du indsender din første tilbudsanmodning.
Ifølge brancheforskning fra Fictiv bestemmer designvalg ca. 80 % af fremstillingsomkostningerne. Når et design er færdigt, har ingeniører langt mindre fleksibilitet til at reducere omkostninger eller forenkle produktionen. Denne realitet gør DFM-forberedelse afgørende for alle, der indkøber brugerdefinerede metaldele eller brugerdefinerede fremstillede dele.
Designprincipper, der reducerer fremstillingsomkostninger
Hvad adskiller et omkostningseffektivt design fra et dyrere? Ofte handler det om et lille antal beslutninger, der træffes tidligt i designprocessen. De følgende DFM-beste praksisretninger hjælper dig med at skabe maskinkomponenter, der er effektive at fremstille, uden at kompromittere funktionaliteten:
- Opdater passende vægtykkelse - Tynde vægge vibrerer under bearbejdning, hvilket reducerer nøjagtigheden og øger risikoen for deformation af dele. For aluminium bør vægge være mindst 0,8 mm tykke. For plast bør minimumstykkelsen være 1,5 mm. Vægge, der er tyndere end disse grænseværdier, kan øge bearbejdningstiden med 100 % til 300 %, da operatørerne må reducere hastigheden betydeligt for at kompensere.
- Tilføj indre hjørneradier - CNC-skæreværktøjer er runde, hvilket betyder, at de ikke kan fremstille perfekt skarpe indre hjørner uden yderligere dyrere processer som f.eks. EDM. Design indre hjørner med en radius på mindst 1/3 af lommens dybde. Et enkelt hjørne, der kræver EDM, kan koste tre til fem gange mere end et hjørne, der er fremstillet med en almindelig frontfræser.
- Begræns forholdet mellem funktionsdybde og -bredde - Dybe lommer og huller skaber udfordringer for værktøjsadgang. Standard boreværktøjer yder omkostningseffektivt op til et dybde-til-diameter-forhold på 4:1. Ud over dette kræver specialværktøj og langsommere operationer betydeligt højere omkostninger. Dybe fræsningsfunktioner mellem 8:1 og 10:1 kan kræve to til tre gange længere bearbejdnings tid.
- Sikr værktøjsadgang - CNC-maskiner fræser fra oven, hvilket gør skjulte funktioner problematiske. Sikr, at fræsværktøjerne kan nå alle funktioner uden hindringer. At overse værktøjsadgang fører ofte til designændringer i sen fase, hvilket udsætter produktionen.
- Vælg afskårne kanter frem for eksterne rundhjørner - Eksterne rundhjørner kræver specialværktøj og ekstra maskintid. Hvor udseendet tillader det, er afskårne kanter mere økonomiske at fremstille, samtidig med at de giver lignende funktionelle fordele.
- Vælg passende materialer - Valg af materiale påvirker både bearbejdningsmulighederne og omkostningerne. Almindelige kvaliteter som aluminium 6061-T6 eller rustfrit stål 303 kan bearbejdes effektivt og er let tilgængelige. Eksotiske eller hårde materialer kræver langsommere skærehastigheder og specialiseret værktøj.
Disse principper gælder for fremstilling af tilpassede dele uanset, om du producerer prototyper eller seriemæssige mængder. En konstruktion, der er optimeret til fremstilling fra starten af, reducerer tilbud, forkorter leveringstider og minimerer den gentagne kommunikation, der forsinker projekter.
Undgå almindelige designfejl
Selv erfarede ingeniører falder i fælder, der driver fremstillingsomkostningerne op. At forstå disse fælder hjælper dig med at undgå dem, inden de dukker op på dit tilbud.
For høje tolerancer - Som tidligere beskrevet øger generelle stramme tolerancer på alle mål betydeligt inspektionstiden og udvalgsraterne. En dokumenteret casestudie viste, at en medicinsk startup reducerede deleomkostningerne fra 300 USD til 85 USD pr. stk. blot ved at nedsætte tolerancerne for ikke-kritiske funktioner fra ±0,05 mm til ±0,2 mm. Anvend præcision kun, hvor funktionen kræver det.
Kræver unødvendige overfladeafslutninger - Standard CNC-bearbejdning giver en overfladekvalitet på ca. Ra 3,2 μm, hvilket er passende for de fleste anvendelser. At kræve glattere overflader kræver sekundære processer som polering eller slibning. Før du specificerer spejllignende overflader, skal du spørge dig selv, om funktionen er synlig, om den påvirker tætheden eller om den kommer i kontakt med andre dele. Hvis ikke, er standardoverflader typisk tilstrækkelige.
Ignorerer begrænsninger i smalle områder - Små mellemrum mellem funktioner tvænger producenterne til at bruge lange, tynddiametrede værktøjer, der er sårbare over for vibration og brud. Hold mellemrummene mellem funktioner mindst tre gange så store som diameteren af det mindste skæreværktøj, der kræves. Smalle områder øger bearbejdningsiden og reducerer delkvaliteten.
Opretter tekst- og logokompleksitet - At grave tekst eller logoer direkte med CNC-fræsere er overraskende langsomt. Værktøjet skal følge hver enkelt linje individuelt, hvilket nogle gange tager længere tid end fremstillingen af hele resten af dele. Overvej alternative mærkningsmetoder som lasergravering eller tampoprint til dekorative elementer.
Korrekt DFM-forberedelse fremskynder din anfordringsproces betydeligt. Når producenter modtager en veludformet del, kan de give et hurtigt og præcist tilbud. Designs, der kræver omfattende feedback og revisionsrunder, udvider tidsplanerne med uger. Partnere inden for deleproduktion genkender professionelle købere, der indsender produktionsklare designs, og prioriterer ofte deres projekter tilsvarende.
Forholdet mellem designkompleksitet og gennemløbstider er direkte. Komplekse geometrier, der kræver flere opsætninger, specialværktøjer eller stramme tolerancegrænser, tager længere tid at fremstille. Enklere designs, der respekterer maskinbearbejdningens begrænsninger, gennemløber produktionen hurtigere. Når tidsplanen er afgørende, bliver DFM-optimering en konkurrencemæssig fordel.
Før du færdiggør dit design, gennemgå denne hurtige selvkontrol: Er indre hjørner afrundede? Er væggene tilstrækkeligt tykke for dit materiale? Ligger dybe funktioner inden for acceptable aspektforhold? Er stramme tolerancegrænser begrænset til kritiske dimensioner? Hvis du kan besvare disse spørgsmål med ja, er dit design optimeret til effektiv og omkostningseffektiv produktion.
Når designgrundlaget er på plads, er næste overvejelse, hvordan produktionsmængden påvirker valget af leverandør og projektplanlægning.
Overvejelser ved skalaopjustering fra prototype til serieproduktion
Din design er optimeret til fremstilling. Nu rejser sig et spørgsmål, der grundlæggende påvirker din leverandørstrategi: Bygger du ti dele eller ti tusinde? Svaret bestemmer, hvilken type CNC-fremstillingsvirksomheder du bør samarbejde med. En producent, der er perfekt egnet til hurtig prototypproduktion, kan have svært ved at håndtere storseriefremstilling – og omvendt. At forstå disse forskelle forhindrer kostbare misforhold, der kan få projekter til at gå i stå i kritiske faser.
Rejsen fra den første idé til masseproduktion er ikke en lige linje. Hver fase kræver forskellige fremstillingskapaciteter, prisstrukturer og kvalitetssystemer. At vælge den rigtige partner i hver fase fremskynder din tidsplan og beskytter din budgetramme.
Opscalering fra prototype til produktion
Tænk på produktudvikling som en række porte. Ved hver port ændres dine krav, og så bør din fremstillingsmetode også ændres. Ifølge branchens eksperter fra Fictiv er prototypetrinnet det sted, hvor designvalidering finder sted. Du har brug for hastighed og fleksibilitet – ikke økonomier af skala. En enkelt prototype kan koste betydeligt mere pr. styk end produktionsdele, men denne ekstra omkostning sikrer dig afgørende læring, inden du forpligter dig til værktøjsfremstilling eller kontrakter med høj volumen.
Overgangen fra prototype til lavvolumenproduktion fungerer som et prøveområde. Denne mellemfasе, der typisk omfatter fra tiere til flere hundrede tusinde enheder afhængigt af produktet, giver dig mulighed for at forfine både designet og fremstillingsprocessen. Lavvolumenløb afslører monteringsudfordringer, som enkeltprototyper ikke kan afsløre. De validerer også, at de CNC-bearbejdningscentre, du har valgt, kan opretholde konsistens ved større mængder.
Hvilke kompetencer er afgørende i hver fase? Overvej disse forskelle:
- Prototypefase - Hastighed er afgørende. Du har brug for producenter, der kan omdanne CAD-filer til fysiske dele inden for dage – nogle gange endda på én arbejdsdag for akutte iterationer. Fleksibilitet med hensyn til at ændre materialer, dimensioner eller funktioner mellem ordrer er vigtigere end stykprisen.
- Lavvolumenproduktion - Konsekvens bliver kritisk. Producenten skal kunne demonstrere gentagelig kvalitet over hundredvis eller tusindvis af enheder. Feedback om design til fremstilling får større betydning, når du forbereder dig til skala.
- Masseproduktion - Effektivitet og omkostningsoptimering styrer beslutningerne. Automatiserede produktionslinjer, statistisk proceskontrol og pålidelighed i supply chain bliver afgørende. Store CNC-fremstillingsoperationer med 5-akse-kapacitet og automatiseret materialehåndtering lever den kapacitet, som programmer med høj volumen kræver.
Ifølge fremstillingsforskning fra JLCCNC kan kombinationen af hurtig prototypproduktion og CNC-bearbejdning på strategiske punkter forkorte udviklingscyklusserne med 30 % og reducere omkostningerne til prøve-og-fejl-metoder med 50 %. For eksempel kan luft- og rumfartsmotordele bruge 3D-printing til indledende voksprototyper med komplekse kølekanaler, hvorefter der skiftes til præcisions-CNC-bearbejdning til den endelige form til støbning med overfladeafslutninger op til Ra 0,4 μm.
Mængdebetragtninger ved valg af producent
Hvordan matcher du producenttypen til produktionsmængden? Den følgende sammenligning beskriver de væsentligste forskelle mellem producenter, der fokuserer på prototyper, og specialister inden for højvolumenproduktion:
| Fabrik | Prototypproducenter | Specialister inden for højvolumenproduktion |
|---|---|---|
| Typiske leveringstider | 1–5 arbejdsdage; nogle tilbyder levering samme dag | 4–12 uger; længere opsætning, men hurtigere gennemløbstid pr. enhed |
| Prisstruktur | Højere stykomkostning; ingen afskrivning af værktøjer | Lavere stykomkostning ved store mængder; opsætningsomkostninger fordelt over produktionen |
| Minimumsbestillingsmængder | 1 stk. accepteret; ingen minimumsbestillinger er almindelige | 500–5.000+ styk typisk; økonomien kræver volumen |
| Designfleksibilitet | Høj; ændringer mellem ordrer forventes | Lav; ændringer kræver tekniske ændringsordrer og genvalidering |
| Kvalitetssystemer | Inspektionsbaseret; første-artikel-rapporter | Procesbaseret; SPC-overvågning, automatisk inspektion |
| Udstyrsfokus | Alsåvelsommelige 3-akslede og 5-akslede fræsemaskiner; hurtigskiftende fastspændingsudstyr | Automatiserede produktionslinjer; fremstilling uden personale til stede (lights-out); dedikeret værktøj |
Den økonomiske krydspunkt varierer afhængigt af reservedelens kompleksitet, men en generel retningslinje gælder. Når parti størrelser falder under 50 styk, leverer typisk prototypproducerende værksteder større værdi. Som brancheanalyser bekræfter, bliver dedikeret CNC-produktion økonomisk mere fordelagtig, når volumenerne overstiger 500 styk.
Moderne produktionsfaciliteter for maskindelen blander disse grænser i stigende grad. Nogle producenter af drejede komponenter investerer i fleksibel automation, der effektivt håndterer både lave og høje produktionsvolumener. Disse hybride produktionsanlæg anvender avancerede CNC-bearbejdningssystemer, såsom flerakse bearbejdningscentre med automatiserede palleudskiftere, der reducerer opsætningstiden uden at påvirke produktionshastigheden.
Hvad bør du kigge efter, når du vurderer evnen til at levere i højt volumen? Ifølge New Age Metal Fabricating , forventes den globale CNC-maskinmarked at vokse fra 101,22 milliarder USD i 2025 til 195,59 milliarder USD i 2032. Denne vækst afspejler, at producenter investerer i integrerede systemer, der kombinerer fræsning, boret, og finishbehandling i én enkelt produktionsområde. En facilitet med moderne flerakse udstyr og automatisk materialehåndtering signalerer en ægte evne til at levere i højt volumen.
Nøglekapacitetsindikatorer, der skal vurderes, omfatter:
- Antal og type maskiner - Flere identiske maskiner muliggør parallel produktion og reducerer risikoen for enkeltfejl
- Automatiseringsniveau - Automatisk indlæsning, værktøjsskiftere og inspektion under processen sikrer konsekvent kvalitet i stor målestok
- Skiftdækning - Produktionsfaciliteter med flere skift eller drift uden personale (lights-out) leverer hurtigere gennemløbstid
- Kvalitetsinfrastruktur - Statistisk proceskontrol, automatisk inspektion og overvågning i realtid sikrer konsekvens over tusindvis af dele
Nogle købere begår fejlen at starte med en producent til høj volumen for prototypearbejde og forventer problemfri skalering senere. Denne fremgangsmåde fører ofte til modresultater. Drift ved høj volumen er optimeret for effektivitet, ikke for fleksibilitet. Deres tilbudsgivningsprocesser, minimumsordrekrav og levertider afspejler tænkning på produktionsniveau. Prototypeanmodninger kan blive stillet i kø bag større programmer eller få prissætning med tillæg, der ophæver eventuelle fremtidige fordele ved samarbejdet.
Den mere intelligente tilgang? Tilpas producenttypen til din nuværende fase, mens du planlægger overgangene. Samarbejd med prototypeeksperter i udviklingsfasen og kvalificer derefter produktionssammenarbejdspartnere, når din designstabilisering er nået. Mange vellykkede programmer bruger forskellige leverandører til hver fase og udnytter herved hver partners kernekompetencer i stedet for at kræve, at én enkelt producent skal være fremragende inden for alle områder.
Når volumenovervejelserne er afklaret, er den næste afgørende faktor at forstå, hvad der driver omkostningerne ved CNC-bearbejdning, og hvordan du kan optimere dine udgifter uden at kompromittere kvaliteten.

Prisfastsættelsesfaktorer og omkostningsoptimeringsstrategier
Du har valgt den rigtige producenttype og forstår, hvordan mængden påvirker dit projekt. Men her er det spørgsmål, der endeligt afgør projektets levedygtighed: hvad vil dette faktisk koste? Priserne for CNC-bearbejdning føles ofte uigennemskuelige for nybegyndere. Tilbud kommer med samlede beløb, men med meget lidt forklaring på, hvordan disse tal er beregnet. At forstå de underliggende omkostningsdrevende faktorer giver dig mulighed for at optimere udgifterne uden at kompromittere kvaliteten af dine metaldele, der er fremstillet ved CNC-bearbejdning.
Sandheden er, at omkostningerne ved CNC-bearbejdning ikke er tilfældige. Hver post kan spores tilbage til specifikke faktorer, som du kan påvirke. Ifølge en omkostningsanalyse inden for fremstilling fra PARTMFG kan den samlede omkostning ved en CNC-bearbejdet del estimeres ved hjælp af denne formel: Estimeret omkostning = (Materialeomkostning + Opsætningsomkostning) + (Bearbejdnings tid × Timepris) + Afslutningsomkostning. Hver komponent i denne ligning repræsenterer en mulighed for optimering.
Forståelse af omkostningsdrevere ved CNC-bearbejdning
Hvad gør, at én komponent koster 15 USD og en anden 150 USD? Forskellen skyldes et begrænset antal primære faktorer, der forstærkes gennem hele produktionsprocessen. At forstå disse drevkræfter hjælper dig med at træffe velovervejede beslutninger i design- og specifikationsfasen, hvor ændringer ikke koster noget, men kan medføre betydelige besparelser.
- Valg af materiale - Råmaterialeomkostningerne varierer kraftigt. Aluminium koster typisk mellem 5 og 10 USD pr. pund og bearbejdes hurtigt, hvilket reducerer værktøjsforurening og cykeltider. Stål koster 8–16 USD pr. pund og kræver langsommere fræsespeeds. Rustfrit stål og titan er premiummaterialer med høj pris og kræver specialiseret værktøj. Ud over den rene råmaterialepris påvirker bearbejdningsvenligheden direkte bearbejdingstiden. Ifølge brancheforskningen fra Geomiq kan valg af omkostningseffektive materialer, der opfylder de funktionelle krav, i stedet for at standardmæssigt vælge premiummaterialer, reducere de samlede komponentomkostninger med 20 % eller mere.
- Kompleksitet i udformningen - Enkle geometrier kan bearbejdes hurtigt med almindelige værktøjer. Komplekse funktioner med indviklede konturer, dybe lommer eller smalle indvendige hjørner kræver specialfremstillede fræsere, flere opsætninger og lavere fremføringshastigheder. Ifølge produktionsdata koster enkle designs ca. 20 USD i timen at bearbejde, mens indviklede designs, der kræver 5-akse-operationer, kan koste mellem 35 og 70 USD i timen.
- Tolerancrav - Standardtollerancer på ca. ±0,005 tommer (0,127 mm) udgør basisomkostningerne. Strammere tolerancer kræver langsommere bearbejdningshastigheder, hyppigere værktøjskift, forbedrede kvalitetskontroller og højere potentielle udskudsprocenter. Hver trinvis stramning af tolerancekrav tilføjer målelig omkostning uden at tilføje værdi – medmindre anvendelsen faktisk kræver den pågældende præcision.
- Krav til overfladeafslutning - Standardudførelsen af overfladen efter maskinbearbejdning (Ra 3,2 μm) medfører ingen ekstra omkostninger. Glattere overflader kræver gradvist mere indsats. Ifølge omkostningsanalysen for overfladebehandling øger Ra 1,6 μm prisen med ca. 2,5 % i forhold til basisprisen, Ra 0,8 μm øger den med ca. 5 %, og Ra 0,4 μm kan øge den med op til 15 % på grund af den nødvendige efterbearbejdning ved polering.
- Ordrevolume - Opsætningsomkostninger – herunder programmering, fastspænding og inspektion af første styk – forbliver uændrede uanset antallet. Ved enkeltstykproduktion falder hele opsætningsomkostningen på én enkelt enhed. Ved seriefremstilling spreder disse omkostninger sig over hundredvis eller tusindvis af dele. En del, der koster 134 USD pr. stk. ved enkeltstykproduktion, kan f.eks. koste kun 13 USD pr. stk., når den bestilles i mængder af 100.
- Krævet maskintype - Tre-akse-maskiner kører typisk til en timepris på 10–20 USD. Fem-akse-maskiner, der tilbyder større alsidighed og præcision, koster fra 20 til 40 USD pr. time eller mere. Delens geometri afgør, hvilken maskinklasse der kræves, hvilket direkte påvirker den anvendte timepris for bearbejdningsperioden.
Når du vurderer tilbud på metalbearbejdningsdele, skal du bede producenterne om at opdele omkostningerne efter kategori. Denne gennemsigtighed viser, hvor dit penge går hen, og identificerer muligheder for optimering, der er specifikke for dit projekt.
Strategier for omkostningseffektiv fremstilling
At kende omkostningsdrevende faktorer er nyttigt. At vide, hvordan man reducerer dem uden at ofre kvaliteten, er kraftfuldt. De følgende strategier hjælper dig med at optimere omkostningerne ved metaldeles bearbejdning gennem intelligente designvalg og passende specifikationer.
Vælg materialer strategisk - Vælg det mest omkostningseffektive materiale, der opfylder dine funktionelle krav. Aluminium 6061 bearbejdes hurtigere og koster mindre end rustfrit stål 316 i applikationer, der ikke kræver korrosionsbestandighed. ABS-plast koster mindre end nylon til ikke-bærende komponenter. Overvej også materialetilgængeligheden. Almindeligt tilgængelige kvaliteter som aluminium 6061 koster mindre end speciallegeringer som aluminium 7075.
Forenkle, hvor funktionen tillader det - Hver kompleks funktion forlænger bearbejdningsiden. Runde indvendige kanter forenkler fræsning i forhold til skarpe hjørner, der kræver specialværktøj. Undgå overdrevent dybe udskåringer, der kræver værktøjer med speciel geometri. Begræns trådede funktioner, eller angiv standardtrådstørrelser, der kan fremstilles med almindeligt tilgængelige tapper. Medmindre det er afgørende for mærkeværdien, bør indgraveret tekst og logoer, der kræver langsomme stregtræk, minimeres.
Angiv kun nødvendige tolerancer - Anvend stramme tolerancer kun på kritiske sammenfaldende overflader og funktionelle mål. Ifølge branchens bedste praksis er den standardtolerance på ±0,127 mm allerede meget præcis og tilstrækkelig til de fleste anvendelser. At specificere for stramme tolerancer på ikke-kritiske funktioner spilder penge uden at forbedre komponentens ydeevne.
Tilpas overfladekvaliteten til anvendelsen - Standardafslutningen Ra 3,2 μm er velegnet til de fleste funktionelle anvendelser. Angiv glattere overfladeafslutninger kun, hvor overfladekvaliteten faktisk er afgørende for funktion, tætning eller synlig æstetik. Indvendige detaljer og skjulte overflader kræver sjældent premiumafslutninger.
Udnyt volumenøkonomi - Bestil CNC-fresede dele i partier frem for enkeltdele, når det er muligt. Stykprisen falder markant, da de faste installationsomkostninger fordeler sig over større mængder. Selv hvis du ikke har brug for alle dele med det samme, kan forudbestilling medføre betydelige besparelser.
Anvend standardhuldiametre - Ved at angive standardborstørrelser giver du producenterne mulighed for at bruge almindeligt tilgængelige værktøjer i stedet for specialfremstillede fræsere. At følge UNC-, UNF- eller metriske gevindstandarder forenkler produktionen og reducerer omkostningerne. Standardhullens størrelser forenkler også kvalitetskontrollen.
Lav prototype før serieproduktion - Fremstilling af små prototypeomløb, inden der gives store ordrer, opdager designproblemer tidligt. At opdage en fejl i ti dele koster langt mindre end at opdage den i ti tusinde. Prototyper validerer både design og fremstillingsproces, inden der foretages betydelige investeringer.
Tabellen nedenfor sammenfatter overfladeafslutningsmulighederne med deres omkostningsmæssige konsekvenser og anbefalede anvendelser:
| Overfladeafslutning | Ra-værdi | Yderligere omkostning | Anbefalede Anvendelser |
|---|---|---|---|
| Standardmaskineret | 3,2 μm | Basis (ingen) | Indvendige komponenter, ikke-synlige overflader, funktionelle dele |
| Finbearbejdet | 1,6 μm | +2.5% | Synlige overflader, lette tætningsapplikationer, fræsede dele, der kræver en glat følelse |
| Præcisionsfinish | 0.8 μm | +5% | Tætningsoverflader, lejeovergange, æstetiske komponenter |
| Spejl Finish | 0,4 μm | +15% | Optiske komponenter, high-end-forbrugerprodukter, medicinsk udstyr |
Omkostningsoptimering betyder ikke at skære i kantene. Det betyder at eliminere spild ved at afstemme specifikationer med de faktiske krav. En veloptimeret konstruktion leverer den samme funktionelle ydeevne til en betydeligt lavere pris end en overdimensioneret alternativløsning. Når du forstår, hvad der driver prissætningen, bliver hver enkelt konstruktionsbeslutning en mulighed for at maksimere værdien af din investering i CNC-fresede dele.
Når prisdannelsesfaktorerne er forstået, handler den sidste overvejelse om at opbygge relationer, der transformerer transaktionelle leverandører til pålidelige producentpartnere.
Opbygning af succesfulde producentpartnerskaber
Du har gennemgået hele landskabet af producenter af maskinbearbejdede dele – fra at forstå deres rolle til at vurdere certificeringer, tolerancer og priser. Nu kommer den mest værdifulde indsigt: Forskellen mellem en god leverandør og en fremragende partner går langt ud over tekniske kompetencer eller konkurrencedygtige priser. Langvarige produktionsrelationer giver kumulerede fordele, som transaktionsbaserede tilgangene simpelthen ikke kan matche.
Tænk over det på denne måde. Hver gang du skifter leverandør, starter du læringskurven forfra. Nye producenter skal forstå dine krav til kvalitet, dine præferencer for kommunikation og dine applikationskrav. Denne introduktionsproces tager tid og medfører risici. Partnere, der kender din virksomhed, forudser behov, påpeger potentielle problemer, inden de bliver til reelle udfordringer, og investerer i din succes, fordi din vækst betyder deres vækst.
Opbygning af langsigtet samarbejde med producenter
Hvad gør en leverandør til en pålidelig partner? Det starter med at vælge producenter, hvis kompetencer virkelig svarer til dine krav i stedet for at tvinge uoverensstemmende relationer. I denne guide har du lært at vurdere leverandører af præcisionsdrejede produkter ud fra flere dimensioner. Anvend nu disse kriterier strategisk for at opbygge partnerskaber, der varer længe.
De stærkeste produktionsrelationer deler fælles karakteristika:
- Afstemte kompetencer - Producentens kernekompetencer matcher dine primære behov. At bede en prototype-specialist om at håndtere storseriefremstilling – eller omvendt – belaster forholdet fra dag ét.
- Tydelige kommunikationskanaler - Responsiv kontakt, der forstår din branche og taler dit tekniske sprog, reducerer gnidning gennem hele hvert projekt.
- Proaktiv problemløsning - Partnere identificerer potentielle problemer under tilbudsprocessen i stedet for efter, at produktionen er påbegyndt. De giver feedback om design til fremstilling, hvilket forbedrer dine maskinbearbejdede produkter, inden fremstillingen starter.
- Konsekvente kvalitetssystemer - Certificeringer er vigtige, men konsekvent udførelse er endnu vigtigere. Partnere lever præcise CNC-maskinbearbejdede komponenter, der opfylder specifikationerne ordre efter ordre.
- Skaleringsevne - Dine behov vil ændre sig. Partnere, der kan udvikle sig sammen med dig – fra prototyper til seriefremstilling – eliminerer forstyrrelserne ved at skulle godkende nye leverandører, når din virksomhed udvides.
For bilkøbere især signalerer IATF 16949-certificering producenter med den nødvendige kvalitetsinfrastruktur til at imødegå krævende produktionskrav. Disse certificerede faciliteter anvender statistisk proceskontrol og sikrer fuld sporbarehed gennem hele produktionsprocessen. For eksempel, Shaoyi Metal Technology illustrerer denne tilgang og tilbyder præcisions-CNC-fremstillingstjenester certificeret i henhold til IATF 16949, der skalerer fra hurtig prototypproduktion med leveringstider så hurtige som én arbejdsdag til masseproduktion af komplekse chassismonteringer og specialfremstillede maskindelen, f.eks. metalbushinger. Deres specialiserede automobilproduktionskapacitet demonstrerer, hvad købere bør søge i en productionspartner.
De bedste leverandører af CNC-maskindelen bliver en udvidelse af dit ingeniørteam og bidrager med ekspertise, der forbedrer dine produkter i stedet for blot at udføre ordrer.
Dine næste trin ved udvælgelse af producent
Du har nu de rammer, der er nødvendige for at gå fra første prisangivelse til en tillidsskabende partnerskabsrelation. Her er et hurtigt overblik over beslutningsprocessen, der behandles gennem hele denne vejledning:
- Definer dine projektkrav fuldstændigt - Materialekrav, toleranceniveau, mængdebehov og leveringstidsfrister udgør grundlaget for hver vellykket anmodning om tilbud (RFQ).
- Tilpas producenttypen til projektfasen - Prototypeeksperter inden for udvikling, kontraktproducenter inden for produktion, vertikalt integrerede faciliteter til komplekse monteringer.
- Verificer certificeringer, der er relevante for din branche - ISO 9001 for generel kvalitet, IATF 16949 for automotive, AS9100D for luft- og rumfart, ISO 13485 for medicinsk udstyr.
- Optimer design til fremstillingsegnethed - Vægtykkelse, hjørneradier, dybder på detaljer og tolerancekrav påvirker alle sammen omkostningerne og tidsplanen.
- Forstå faktorerne bag prisdannelse - Materiale, kompleksitet, tolerancer, overfladebehandlinger og mængde bidrager hver især til den samlede omkostning. Optimer, hvor funktionen tillader det.
- Start med pilotprojekter - Valider forholdet ved hjælp af små ordrer, inden du forpligter dig til produktionsmængder.
- Invester i udvikling af partnerskaber - Del prognoser, giv feedback og kommuniker åbent for at opbygge relationer, der skaber langsigtede værdier.
Rejsen fra første tilbud til pålidelig partner tager tid og bevidst indsats. Men afkastet er betydeligt. Pålidelige producenter af maskinbearbejdede dele, der forstår din virksomhed, leverer bedre kvalitet, hurtigere respons og ofte foretrukne priser, som transaktionskøbere aldrig får adgang til. De bliver konkurrencemæssige fordele, som konkurrenter ikke nemt kan kopiere.
Dit næste skridt? Anvend disse rammeværker på dine nuværende indkøbsbehov. Uanset om du vurderer din første leverandør af specialfremstillede maskindele eller optimerer en eksisterende supply chain, er principperne de samme. Definer kravene tydeligt, vurdér kompetencerne systematisk og opbyg relationer med overvejelse. De præcisions-CNC-maskinbearbejdede komponenter, der driver dine produkter, fortjener partnere, der er forpligtet til din succes.
Ofte stillede spørgsmål om producenter af CNC-maskinbearbejdede dele
1. Hvad er forskellen mellem en værkstedsdrift og en kontraktproducent?
Værksteder fokuserer på kortserie- eller engangsfremstilling med stor fleksibilitet og håndterer mange forskellige dele på baggrund af individuelle tilbud uden langsigtede forpligtelser. Kontraktproducenter er struktureret til gentagen fremstilling og langvarige samarbejdsforhold og tilbyder robuste planlægnings-, kvalitetssikrings-, materialehåndterings- og dokumentationssystemer. Værksteder er velegnede til prototyper og små serier, mens kontraktproducenter udmærker sig ved gentagne produktionsløb, der kræver konsekvent kvalitet og integration i leveringskæden.
2. Hvilke certificeringer bør jeg lede efter, når jeg vælger en CNC-maskinfremstillingsproducent?
De certificeringer, du har brug for, afhænger af din branche. ISO 9001:2015 fungerer som grundlaget for kvalitetsstandarder inden for almindelig fremstilling. Automobilapplikationer kræver IATF 16949-certificering, som sikrer statistisk proceskontrol og sporbarehed. Fremstilling af medicinsk udstyr kræver ISO 13485 for at opfylde strenge sikkerhedskrav og overholde FDA-reglerne. Luft- og rumfartskomponenter kræver AS9100D-certificering, mens forsvarsprojekter kræver overholdelse af ITAR-reglerne. Producenter med IATF 16949-certificering, såsom Shaoyi Metal Technology, demonstrerer den kvalitetsinfrastruktur, der er nødvendig for krævende automobilproduktion.
3. Hvordan påvirker tolerancer CNC-bearbejdningens omkostninger?
Strammere tolerancer øger betydeligt fremstillingsomkostningerne. Standardtolerancer på ±0,005 tommer udgør basisprisniveauet, mens en justering til ±0,001 tommer kan øge omkostningerne med 20–40 %. Ultra-præcise tolerancer på ±0,0002 tommer kan fordoble eller tredoble produktionsomkostningerne på grund af langsommere maskinførselshastigheder, specialiserede værktøjer og øgede inspektionskrav. Kun ca. 1 % af dele kræver faktisk ultra-præcise tolerancer, så anvendelse af stramme specifikationer udelukkende på kritiske funktionelle egenskaber hjælper med at begrænse omkostningerne uden at kompromittere funktionaliteten.
4. Hvilken information skal jeg inkludere i min anfordring om tilbud (RFQ), når jeg kontakter CNC-maskineringsselskaber?
Et komplet anfordringsbrev (RFQ) skal indeholde CAD-filer i formater som STEP eller IGES, 2D-tegninger med mål og GD&T-angivelser, præcise specifikationer af materialekvalitet, første ordremængder og forventede årlige volumener, tolerancekrav til kritiske dimensioner, overfladefinishspecifikationer ved hjælp af Ra-værdier, nødvendige sekundære finishoperationer, inspektions- og dokumentationskrav samt måltidsfrister for levering. Veludarbejdede anfordringsbreve modtager mere præcise tilbud og signalerer professionel kompetence til potentielle producentpartnere.
5. Hvornår bør jeg bruge en prototypeproducent i stedet for en specialisering på storvolumenproduktion?
Brug producenter, der fokuserer på prototyper, i udviklingsfasen, når du har brug for hastighed og fleksibilitet, da de tilbyder leveringstider på 1–5 dage og accepterer ordrer på én enkelt enhed. Når din design er stabiliseret og seriestørrelserne overstiger 500 styk, skifter du til specialister inden for højvolumenproduktion, som tilbyder lavere stykpriser gennem automatiserede produktionslinjer og procesoptimering. Nogle producenter dækker begge behov, men at matche producenttypen til din nuværende fase giver typisk bedre resultater end at kræve, at én leverandør skal være fremragende inden for alle områder.