 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Jaké jsou skutečné náklady na nástroje pro lití pod tlakem?
SHRNUTÍ
Náklady na nástroje pro tlakové lití představují významnou jednorázovou investici, která se pohybuje od 60 000 USD do více než 500 000 USD u velkých, složitých a vysoce výrobních nástrojů. Tato vysoká počáteční částka je nezbytná, protože formy jsou vyrobeny z kvalitní, odolné nástrojové oceli, která odolává extrémním tlakům a teplotám procesu lití. Ačkoli počáteční investice je vysoká, kompenzuje ji velmi nízká cena za dílek, což činí tlakové lití ekonomicky výhodným řešením pro hromadnou výrobu.
Pochopení vysokých nákladů na nástroje pro tlakové lití
První věc, kterou je třeba pochopit ohledně nákladů na nástroje pro tlakové lití, je, že jde o významnou, avšak nezbytnou počáteční investici. Na rozdíl od jiných výrobních procesů jsou formy nebo moldy používané při lití vystaveny mimořádně náročným provozním podmínkám. Podle Severoamerická asociace pro tlakové lití (NADCA) , tyto formy musí odolávat extrémnímu tepelnému šoku způsobenému taveninou kovu a vysokým tlakům během vstřikování, což vyžaduje použití kvalitních a nákladných materiálů a přesného inženýrství.
To vede k široké škále nákladů. U větších, složitějších dílů nebo více dutinových forem určených pro výrobu velkých sérií se cena může výrazně zvýšit, a to od 60 000 USD do více než 500 000 USD. Tyto náklady na nástroje jsou obvykle jednorázovou částkou hrazenou zákazníkem, který nástroj vlastní, i když je uložen a udržován ve slévárně.
Oprávněnost takto vysokých počátečních výdajů spočívá v ekonomice rozsahu výroby. Díky trvanlivosti nástroje lze s vysokou přesností a rychlostí vyrobit desetitisíce nebo dokonce stovky tisíc identických dílů. Tím se počáteční náklady na nástroje rozloží na celou výrobní sérii, což vede k velmi nízkým nákladům na jednotlivý díl a často činí tuto metodu nejekonomičtější volbou pro výrobu velkých sérií.
Klíčové faktory ovlivňující vaše náklady na tvářecí nástroje
Konečná cena vašich lití forem není náhodná; je přímým výsledkem několika vzájemně propojených konstrukčních a výrobních proměnných. Porozumění těmto faktorům je nezbytné pro inženýry a konstruktéry výrobků, kteří chtějí optimalizovat své díly pro výrobu a efektivně spravovat rozpočty. Každý prvek přispívá ke složitosti a odolnosti požadované formy, což zase určuje náklady.
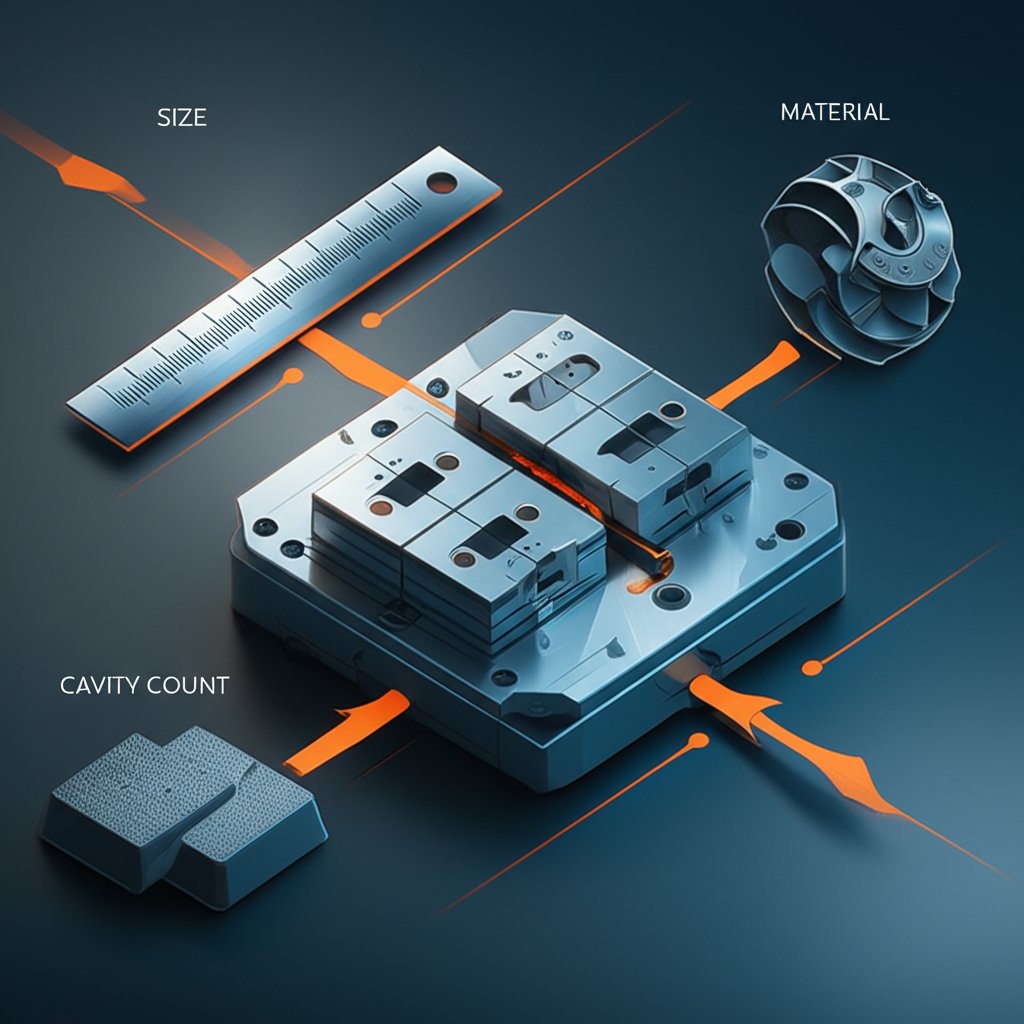
Hlavní faktory ovlivňující náklady na nástroje lze rozdělit do následujících klíčových oblastí:
- Velikost a hmotnost dílu: Toto je nejjednodušší faktor. Větší a těžší díly vyžadují větší a masivnější formy. To zvyšuje množství potřebné drahé nástrojové oceli a vyžaduje větší a výkonnější stroje jak pro výrobu forem, tak pro samotný proces lití, čímž přímo zvyšuje náklady.
- Složitost dílu: Geometrická složitost dílu je hlavním faktorem ovlivňujícím náklady. Prvky, jako jsou hluboké dutiny, ostré rohy, minimální vyjímací úhly a zejména závěsy vyžadující posuvné části nebo vymahání, značně zvyšují složitost konstrukce a výroby formy. Každá pohyblivá část formy zvyšuje čas obrábění, pracnost montáže i riziko potřeby údržby.
- Materiál formy: Formy pro tlakové lití jsou obvykle vyrobeny z vysoce kvalitní nástrojové oceli, například H13, která je navržena tak, aby odolávala tepelné únavě a erozi způsobené taveninou kovu. Konkrétní třída oceli a jakékoli požadované povrchové úpravy nebo povlaky závisí na odlévané slitině (např. hliník versus zinek) a očekávaném objemu výroby, což vše ovlivňuje náklady na materiál.
- Počet dělení: Forma může být navržena s jednou dutinou pro výrobu jedné součástky za cyklus nebo s více dutinami pro výrobu několika součástek najednou. Vícedutinová forma má mnohem vyšší počáteční náklady, ale výrazně zvyšuje efektivitu výroby a snižuje cenu na jednotlivou součástku, což ji činí ideální pro velkosériovou výrobu.
- Tolerance a povrchová úprava: Součástky vyžadující velmi přesné rozměrové tolerance nebo vynikající povrch po odlití vyžadují přesněji opracovanou a leštěnou formu. Tato úroveň přesnosti vyžaduje pokročilejší techniky obrábění a kvalifikovanou pracovní sílu, což přidává ke celkovým nákladům na nástroje.
Jak odhadnout náklady na tlakové lití
Výpočet celkových nákladů projektu tlakového lití zahrnuje dva samostatné prvky: jednorázové náklady na nástroje a průběžné náklady na jednotlivé díly. Komplexní cenová nabídka od výrobce tyto položky rozdělí. I když online kalkulačky mohou poskytnout hrubý odhad, pro přesné rozpočtování je nezbytná formální nabídka založená na podrobném návrhu.
Podle analýzy od Newayova přesnost , samotné náklady na formu tvoří součet několika položek: návrhové poplatky, náklady na suroviny pro nástrojovou ocel, zpracovatelské a výrobní náklady (např. CNC obrábění a tepelné zpracování) a poplatky za zkoušení. Cena za díl je poté vypočítána na základě nákladů na slitinu kovu, času cyklu na lisu pro lití pod tlakem a případných sekundárních operací, jako je stříhání, obrábění nebo povrchová úprava.
Chcete-li získat přesnou a spolehlivou cenovou nabídku pro váš projekt, postupujte podle těchto zásadních kroků:
- Připravte podrobný 3D CAD soubor: Toto je nejdůležitější dokument. Váš 3D model by měl být dokončen a přesně odrážet geometrii dílu, který hodláte vyrábět.
- Uveďte slitinu materiálu: Jasně specifikujte požadovanou slitinu (např. hliník A380, zinek Zamak 3). Volba materiálu přímo ovlivňuje jak cenu dílu, tak požadavky na tvářecí nástroj.
- Definujte objem výroby: Uveďte odhadovanou roční spotřebu (EAU) nebo celkový očekávaný objem výrobku po celou dobu jeho životnosti. To pomáhá výrobci určit nejvhodnější strategii nástrojů (např. jednodutinové vs. vícedutinové).
- Popište požadavky na dokončení a tolerance: Uveďte všechny kritické rozměry, tolerance a požadované úpravy povrchu nebo následné zpracování, jako je prášková smaltování nebo anodizace.
- Vyžádejte si formální cenovou nabídku: Zašlete svůj kompletní technický balíček několika kvalifikovaným dodavatelům tlakového lití, abyste obdrželi podrobný rozpis nákladů.
Porovnání nákladů na nástroje: tlakové lití vs. jiné procesy
Výběr vhodného výrobního procesu závisí především na vyvážení nákladů na nástroje, ceny za dílek a výrobního objemu. Tlakové lití je známé svou efektivitou při vysokých objemech, ale vysoké počáteční náklady na nástroje ho činí nevhodným pro prototypování nebo malé série. Porozumění tomu, jak se tento proces porovnává s ostatními běžnými postupy zpracování kovů, je klíčem k provedení nákladově efektivního rozhodnutí.
I když CNC obrábění nezahrnuje žádné specifické náklady na nástroje, cena za kus zůstává vysoká a relativně konstantní bez ohledu na objem, což jej činí ideálním pro prototypy a malé sériové výroby. Na druhém konci spektra má písková lití nízké náklady na nástroje, ale vyšší cenu za kus než tlakové lití a vyrábí díly s hrubším povrchem. Jak podrobně popisují odborníci na výrobu ve společnosti Batesville Products , klíč spočívá ve nalezení bodu zlomu, kdy se vysoké počáteční investice do nástrojů pro tlakové lití osvědčí úsporami na každém vyrobeném dílu.
Níže je uvedeno obecné srovnání nákladů na nástroje a ideálních aplikací pro jednotlivé procesy:
| Proces | Typické náklady na nástroje | Nejvhodnější pro výrobní objem | Náklady na díl (při sériové výrobě) |
|---|---|---|---|
| Odlévání do form | $60 000 - $500 000+ | Vysoký (10 000+ ks) | Velmi nízké |
| Trvalé formování | $10 000 - $90 000 | Střední (1 000 - 20 000 ks) | Nízký |
| Pískové lití | $6 000 - $20 000 | Nízká (1 - 5 000 kusů) | Mírný |
| Cnc frézování | $0 | Velmi nízká (1 - 100+ kusů) | Vysoký |
Nejčastější dotazy
1. Kolik stojí nástroj pro lití do písku?
Nástroj pro lití do písku, často označovaný jako model, je výrazně levnější než nástroj pro tlakové lití. Typické náklady se pohybují přibližně od $6 000 do $20 000, v závislosti na velikosti a složitosti dílu. Tyto nižší počáteční náklady činí lití do písku vhodnou volbou pro prototypy a malosériovou výrobu.
2. Proč je tlakové lití tak drahé?
Vysoké náklady na tlakové lití jsou primárně způsobeny nástroji. Tváře jsou vystaveny extrémnímu teplu a tlaku a musí být vyrobeny z kvalitní, kalené oceli, aby vydržely desetitisíce výrobních cyklů. Proces přesného frézování, tepelného zpracování a montáže těchto odolných forem je složitý a nákladný a představuje významnou počáteční investici.
3. Je lití do forem levnější než CNC?
Zcela závisí na objemu výroby. U jediného prototypu nebo velmi malé série dílů je frézování CNC mnohem levnější, protože nevyžaduje investice do nástrojů. Jak se však objem výroby zvyšuje do tisíců kusů, stává se lití do forem mnohem ekonomičtější. Vysoké počáteční náklady na nástroje se rozloží na velký počet dílů, čímž se dosáhne výrazně nižších nákladů na kus ve srovnání s trvalými, vysokými náklady na kus při frézování CNC.