 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Co je svařovací stroj s jádrem z tavidla? Začněte svařovat bez odhadování

Co je svařovací stroj s jádrem z tavidla?
Svařovací stroj s jádrem z tavidla je svařovací zařízení se zásobováním drátem, které používá dutý drát naplněný tavidlem. V mnoha konfiguracích vytváří toto tavidlo během svařování ochrannou atmosféru, takže stroj často může pracovat bez samostatné lahve ochranného plynu. Pokud jste hledali co je svařovací stroj s jádrem z tavidla , jedná se o odpověď v běžné češtině.
Svařovací stroj s jádrem z tavidla je svařovací zařízení se zásobováním drátem, které používá dutý drát s jádrem z tavidla místo plného drátu, často umožňující svařování bez plynu pomocí samozachraňujícího drátu.
- Typ stroje: Svařovací stroj se zásobováním drátem
- Typ drátu: Dutý tubulární drát s tavidlem uvnitř
- Nejznámější výhoda: Často dobře funguje bez externí lahve ochranného plynu
Co je to svařovací stroj s jádrem z tavidla v jednoduchém jazyce
Představte si jej jako stroj, který automaticky podává svařovací drát skrz hořák během svařování. Hlavní rozdíl spočívá v samotném drátu. Místo pevného drátu, jak se používá u běžného MIG svařování, má drát s jádrem z tavidla dutý tvar a je naplněn tavidlem. V běžné konverzaci co je to svařování s jádrem z tavidla obvykle znamená tento typ zařízení s podáváním drátu. Pokud se také ptáte co je to jádro z tavidla , odkazuje to na dutý trubkový drát naplněný tavidlem a na svařovací metodu, která je kolem něj postavena.
Jak stroj vytváří ochrannou atmosféru bez použití lahve se stlačeným plynem
Když oblouk zahřeje drát, tavidlo uvnitř reaguje a pomáhá chránit roztavenou svařovací lázeň před kontaminací ze vzduchu. Proto je svařování s jádrem z tavidla se samostatnou ochranou oblouku populární pro práci venku a pro mobilní aplikace. Odkazy na svařování z MŽD a AWS obou zdrojů popisují FCAW (svařování pod tavidlem s podáváním drátu) jako obloukovou svařovací metodu s podáváním drátu, která k ochraně používá drát naplněný tavidlem. Když se lidé ptají co je to svařování s jádrem z tavidla , obvykle se ptají na tuto ochrannou akci a na proces, který za ní stojí.
Proč lidé zaměňují svařovací stroj a FCAW
Zde se začínající svařaři zaseknou. spávač je stroj. FCAW , neboli svařování pod tavidlovým jádrem (flux-cored arc welding), je proces, který stroj provádí. Právě tento překryv je důvodem, proč vyhledávání jako co je svařování pod tavidlovým jádrem a co je svařovací stroj pro svařování pod tavidlovým jádrem často vedou ke stejné diskuzi. Názvy zní zaměnitelně, ale nejsou zcela totožné. Toto rozlišení je ještě důležitější, pokud začnete porovnávat specializované jednotky pro svařování pod tavidlovým jádrem se stroji MIG, které také umožňují použití drátu s tavidlovým jádrem.

Svařovací stroj pro svařování pod tavidlovým jádrem versus FCAW – vysvětlení
Záměna vzniká právě proto, že tyto termíny zní, jako by měly stejný význam, avšak nemají. Jeden název označuje zařízení, druhý název označuje svařovací metodu. Toto rozlišení má význam, pokud se snažíte zjistit, zda potřebujete nový stroj, jiný drát nebo pouze změnu nastavení.
Svařovací stroj s jádrem z tavidla vs. proces FCAW
Pokud se ptáte co je svařování FCAW , krátká odpověď je jednoduchá. Význam zkratky FCAW is flux Cored Arc Welding , což je název procesu. svařovací stroj se samoplavitelnou elektrodou je stroj používaný k provádění tohoto procesu. V technických termínech popisuje AWS FCAW jako poloautomatický nebo automatický obloukový svařovací proces, který využívá nepřetržitě přiváděnou spotřební elektrodu naplněnou tavidlem.
Proto manuály, kurzy a svařovací tabulky často uvádějí zkratku FCAW, zatímco online nabídky mohou uvádět pouze „svařovací stroj s jádrem z tavidla“. V běžné konverzaci lidé oba pojmy zaměňují. V praxi je však užitečné je od sebe oddělit: svařovací stroj je nástroj a svařování jádrem z tavidla je úkol, který tento nástroj vykonává.
MIG svařovací stroj s drátem s jádrem z tavidla vs. jednotky určené výhradně pro svařování jádrem z tavidla
Zde je otázka kupujícího, která leží za většinou nejasností. Některé stroje jsou navrženy především pro použití jádrového drátu, často pro samozakrývající se drát. Jiné jsou svařovací stroje MIG s podávacím mechanismem drátu, které dokážou také zpracovat jádrový drát, pokud podporují správnou polaritu a příslušné součásti pro podávání drátu. Pokyny od WeldGuru uvádějí, že mnoho svařovacích strojů MIG lze použít s jádrovým drátem po provedení úprav, jako je změna polarity a nastavení podávacích válečků. Proto lidé vyhledávají výrazy mIG jádrový drát nebo používají frázi fluxový MIG spářič .
Specializovaný stroj určený výhradně pro jádrový drát je obvykle jednodušší. Kompatibilní stroj MIG je flexibilnější, protože umožňuje přepínání mezi plným drátem s ochranným plynem a jádrovým drátem bez nutnosti druhého svařovacího stroje. V obou případech se drát stále podává prostřednictvím hořáku. Změní se však typ drátu, metoda ochrany a nastavení stroje.
| Typ stroje | Metoda ochrany | Typ drátu | Flexibilita | Případ běžného použití |
|---|---|---|---|---|
| Stroj určený výhradně pro jádrový drát | Obvykle samozakrývající se díky tavidlovému jádru v drátu | Jádrový tubulární drát | Nižší | Opravy venku a přenosné práce |
| Svařovací stroj MIG v režimu MIG | Externí ochranný plyn | Tučný drát | Střední | Vnitřní výroba a čistější svary |
| Kompatibilní svařovací stroj MIG v režimu s jádrem z tavícího prášku | Závisí na drátu, často sebechráněný | Jádrový tubulární drát | Vyšší | Uživatelé, kteří chtějí jednu drátovou svařovací jednotku pro více nastavení |
| Víceprocesní stroj | Závisí na vybraném procesu | Závisí na režimu | Nejvyšší | Dílny nebo nadšenci potřebující několik svařovacích možností |
Použití víceprocesních strojů
Víceprocesní stroje přidávají další vrstvu. Nevytvářejí nový proces. Jednoduše umožňují jednomu zdroji energie přepínat mezi svařováním drátovou elektrodou a jinými metodami, často ručním obloukovým svařováním (MMA) a někdy také TIG svařováním. Pokud tedy již jeden takový stroj vlastníte, skutečnou otázkou není, co je uvedeno na předním panelu. Důležité je, zda stroj podporuje svařování jádrem z tavidla správnou polaritu, průběh drátu a spotřební materiál.
Tyto detaily jsou důležitější než marketingové označení. Stroj může být teoreticky kompatibilní, ale v praxi frustrující, pokud není správně nastaven systém pohonu nebo svorky. Právě zde začínají hrát roli skutečné součásti stroje, zejména ty, které vedou, upínají a napájejí svařovací drát.
Součásti stroje pro svařování jádrem a základy svařovacího drátu
Součásti, které vedou, upínají a napájejí svařovací drát, si zaslouží vaši největší pozornost. U mašina na fluxové jaderné svařování čisté nastavení obvykle závisí na tom, že několik klíčových součástí spolupracuje, místo aby proti sobě působily.
Hlavní součásti stroje pro svařování jádrem
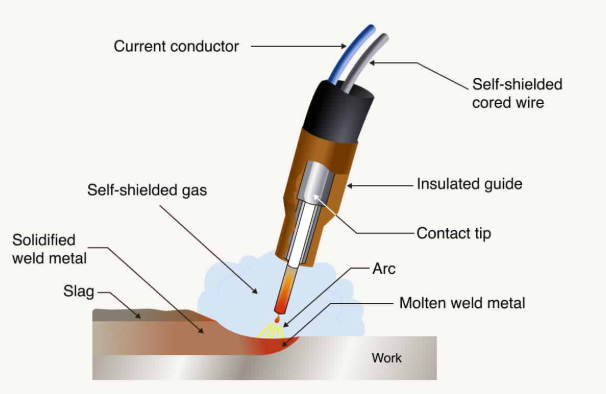
Celkové uspořádání je velmi podobné jakémukoli svařovacímu stroji se závěsem drátu. Arccaptain zvýrazňuje stejný základní systém, který se nachází u mnoha strojů pro svařování drátem: zdroj energie, podavač drátu, hořák a uzemňovací svorka.
- Zdroj energie: Vytváří svařovací proud.
- Hořák a spoušť: Hořák směruje drát a spoušť spouští podávání drátu a svařovací výstup.
- Kabel a vložka: Kabel přenáší energii, zatímco vložka vedoucí drát z podavače k hořáku.
- Uzemňovací svorka: Spojuje obrobek a uzavírá elektrický obvod.
- Cívka drátu a podavač: Cívka drží elektrodu a podávací válce ji tlačí dopředu.
- Kontaktní tryska: Vede drát na konci hořáku a přenáší na něj proud.
- Pólové svorky: Umožňují připojit stroj pro používaný drát.
- Tryska nebo difuzor: Může být přítomen u některých sestav, zejména tam, kde se používá ochranný plyn.
Výběr vhodného drátu s jádrem z tavícího prášku a vhodného kontaktového hrotu
Pokud se ptáte co je drát s jádrem z tavícího prášku , jedná se o dutý trubkový elektrod naplněný tavícím práškem. Některé druhy fluxový svařovací drát jsou samozabezpečené, tj. vytvářejí vlastní ochranný plyn. Jiné typy vyžadují ochranu externím plynem. Zákazníci se také často setkají s nepřehlednými vyhledávacími výrazy jako drát s jádrem z tavícího prostředku , mIG drát s jádrem z tavícího prostředku , nebo svarový drát s jádrem z tavícího prostředku , ale rozhodnutí o nákupu ve skutečnosti závisí na typu ochranné atmosféry, průměru drátu a kompatibilitě se svařovacím zařízením.
Kontaktní hrot je důležitější, než si mnozí začínající uvědomují. Výrobce vysvětluje, že hrot má dvě funkce: vést drát a přenášet svařovací proud. Stejný zdroj dále uvádí, že trubkové dráty se obecně nejlépe podávají pomocí standardních nebo mírně větších hrotů, protože příliš těsný hrot může zvýšit sílu podávání, způsobit prohnutí drátu a zpětné hoření. Příliš volný hrot naopak umožňuje drátu odchýlit se z osy a snižuje stabilitu oblouku.
Důležitá je také kompatibilita cívky. Používejte typ cívky, kterou je vaše svařovací stanice navržena k uchycení a plynulému podávání. Menší cívky obvykle udílejí drátu větší zakřivení („cast“) než velké balení, což může ovlivnit, jak snadno drát prochází kontaktním hrotem a vedením.
Vodící válce, polarita a základy systému podávání
Miller uvádí, že samozáchranné drát s jádrem z tavidla je měkčí než tuhý drát, a proto se často doporučují profilované vodící válečky. Ty drží drát bez jeho stlačení a deformace, což standardní válečky zvládnou snadněji. Stejná doporučení upozorňují, že u samošetřeného svařování kovovým jádrem se běžně používá stejnosměrný proud s negativní elektrodou, přičemž připojení polarity se často nachází poblíž vodících válečků uvnitř stroje. Přesto vždy ověřte polaritu na štítku drátu nebo v tabulce stroje, zejména při přepínání mezi samošetřeným a plynem chráněným svařováním fluxový svařovací drát .
Když jsou shodné cívka, válečky, vodící trubice, tryska i polarita, začne stroj pracovat předvídatelně. Právě v tomto okamžiku se oblouk samotný stává snazším na pochopení, protože každé stisknutí spouště spustí stejnou posloupnost událostí.
Jak funguje svařování kovovým jádrem
Stiskněte spoušť správně nabitého drátového podávacího stroje a celý proces proběhne rychle. Drát se pohybuje skrz hořák, proud ho nabijí a mezi drátem a obrobkem vznikne oblouk. Tento oblouk současně taví dutý drát i základní kov, čímž vznikne svařovací lázeň. V svarování jádrem z tavidla , tavidlo uvnitř drátu reaguje za vlivu tepla a pomáhá chránit tuto roztavenou lázeň před okolním vzduchem. To je základní důvod, proč svarování jádrem z tavidla lze často provádět bez samostatné lahve ochranného plynu.
Co se děje po zapnutí oblouku
Jednoduchý definice svařování jádrem z tavidla je svařování obloukem s podáváním drátu, které využívá dutý elektrodový drát naplněný tavidlem. Výraz svařování jádrem z tavidla odkazuje na oblouk vznikající při neustálém spotřebovávání tohoto drátu. Pokyny od Earlbeck rozkládá proces na dvě hlavní verze, ale základní činnost zůstává v obou stejná: přívod drátu, vytvoření oblouku, tavení kovu, ochrana taveniny a následné ochlazení sváru pod škvárou.
Samozáchranné versus plynem chráněné svařování kovovým jádrem
Největší rozdíl spočívá v tom, odkud pochází ochrana. Samozáchranné svařování FCAW-S využívá tavicího prášku uvnitř drátu k vytvoření ochrany potřebné ve svárové zóně, a proto plynem nechráněné svařování kovovým jádrem je populární venku a za větrných podmínek. Plynem chráněné svařování FCAW-G, často označované jako dvojnásobně chráněné, stále používá drát s kovovým jádrem, avšak přidává externí ochranný plyn, čímž dosahuje hladšího oblouku, menšího rozstřiku a čistějšího vzhledu sváru v kontrolovaném prostředí. Obě metody patří do stejné rodiny svařování kovovým jádrem (FCAW) protože obě využívají drát s kovovým jádrem a stejný základní proces s přívodem drátu a obloukem.
| Typ | Metoda ochrany | Použitelnost venku | Potřeba úklidu | Typická průniková hloubka |
|---|---|---|---|---|
| Samozáchranný FCAW-S | Tavenina ve drátu vytváří ochrannou atmosféru | Vhodná volba pro práci venku | Větší množství rozstřiku a nutnost odstraňovat škváru | Dobrá pronikavost |
| Plynem chráněný FCAW-G | Tavenina ve drátu plus vnější ochranný plyn | Méně vhodný při větru | Méně rozstřiku, ale škvára stále vyžaduje úklid | Dobrá pronikavost s hladším řízením taveniny |
Proč vzniká škvára a co to znamená
Škvára není jen nepotřebný odpad. Unimig ji popisuje jako nekovový vedlejší produkt, který vzniká, když roztavený tavidlový prach stoupne a ztvrdne nad svarovým švem. Tato vrstva pomáhá chránit svary během chladnutí a může také pomoci udržet tvar svaru při tuhnutí. Nevýhodou je nutnost odstranění škváry. Pokud není škvára odstraněna, zejména mezi jednotlivými průchody, může se uvíznout ve svaru a způsobit vadu.
Svařovač je stroj. FCAW je proces, který provádí.
Tato posloupnost událostí vysvětluje, proč jsou detaily nastavení tak důležité. Typ drátu, polarita a velikost kontaktového hrotu ovlivňují nejen podávání drátu, ale také chování oblouku, vzhled taveniny a snadnost posouzení prvního svarového švu, který položíte.
Jak svařovat jádrovým drátem první šev
Díly mají význam pouze tehdy, jsou-li správně seřazeny. Pro každého, kdo se poprvé setkává se svařovacím zařízením s jádrovým drátem, opakovatelný postup pro první použití šetří čas, drát i nervy. Pokud jste sem přišli kvůli svařování jádrovým drátem pro začátečníky , nebo dokonce hledali svařování jádrovým drátem pro začátečníky , zachovejte to jednoduché: ujistěte se, že stroj dokáže zpracovat jádrový drát, správně naložte drát, použijte tabulku nebo návod jako výchozí nastavení a před zahájením skutečné práce proveďte zkoušku na odpadním materiálu. To je nejbezpečnější způsob, jak k tomu přistoupit. svařování s drátovým podavačem .
- Pracujte v suchém a dobře větraném prostředí a držte hořlavé látky mimo dosah.
- Používejte svařovací helmu, ochranné brýle, rukavice, dlouhé rukávy, plnohodnotné kalhoty bez manžet a kožené boty.
- Mějte v blízkosti hasicí přístroj.
- Nesvařujte natřený nebo pozinkovaný kov.
- Vyčistěte místo spoje i místo, kde bude uchycena uzemňovací svorka.
Správné naložení jádrového drátu
Nastavení stroje začíná trasou drátu. Pokyny od společnosti Miller a Lowe's ukazuje, proč je to důležité: drát s jádrem z tavící se slitiny je měkčí než plný drát, proto správné vodící kolo a opatrné nastavení napětí zajistí hladší podávání.
- Když je stroj vypnutý, ověřte, zda je kompatibilní s drátem s jádrem z tavící se slitiny, a zkontrolujte v návodu doporučenou velikost drátu, kontaktovou špičku a případné díly trysky.
- Zkontrolujte kabel, vodící vložku, kontaktovou špičku a drát. Opotřebované spotřební materiály nahraďte a nepoužívejte rezavý drát.
- Nainstalujte doporučené vodící kolo. U samozáchranného drátu s jádrem z tavící se slitiny se obvykle používá vodící kolo s drážkovaným povrchem.
- Nainstalujte cívku a protáhněte drát napájecím zařízením a vodící vložkou a poté ho protáhněte svařovací pistolí.
- Nainstalujte odpovídající kontaktovou špičku a odřízněte drát na doporučenou délku výčnělku. Lowe's uvádí typickou délku výčnělku pro drát s jádrem z tavící se slitiny 19 mm až 25 mm.
- Nastavte stroj podle návodu nebo podle tabulky nastavení pro svařování drátem s jádrem z tavící se slitiny na panelu dveří. Tyto hodnoty použijte jako výchozí bod, nikoli jako konečné řešení.
Kontrola polarity, uzemnění a napětí podávacího mechanismu
Zde začíná mnoho hrubých prvních svarů. Polarita při svařování jádrem s tavícím prostředkem musí odpovídat drátu, který používáte. U mnoha samozáchranných drátů z mírné oceli uvádí Miller stejnosměrný proud s negativní elektrodou, avšak vždy ověřte označení drátu a návod k vašemu svařovacímu zařízení ještě před zahájením svařování.
Nastavení tahové síly podávacího mechanismu vyžaduje stejný přesný postup bez odhadování. Příliš velká síla může drát splácnout, příliš malá síla může způsobit jeho prokluzování a nepravidelné podávání. Praktickou metodu od společnosti Hobart Brothers je nastavit nejprve mírnou tlakovou sílu podávacích válečků, poté protáhnout drát do dlaně svařovací rukavice a postupně zvyšovat tlak, dokud nedojde k úplnému zamezení prokluzování, a poté přidat ještě přibližně půl otáčky. Nakonec připojte uzemňovací svorku ke čistému, neopatřenému kovu co nejblíže místo svařování.
Provedení testovacího svaru a vyhodnocení svárového švu
Pokud chcete vědět jak svařovat jádrem s tavícím prostředkem abyste neztráceli materiál, proveďte krátký testovací šev na odpadním kusu, který je co nejvíce podobný danému úkolu. Jak společnost Miller, tak Lowe's doporučují používat nastavení uvedená v tabulkách jako hrubé orientační hodnoty a po testovacích svařováních provést jemné doladění. Poslouchejte rovný oblouk, sledujte hladké podávání drátu a pozorujte šev, který se rovnoměrně pohybuje bez zjevného propálení, zaklesnutí drátu nebo nadměrného rozstřiku.
Provádějte vždy pouze jednu úpravu najedou. Malé změny rychlosti podávání drátu, rozsahu tepla nebo vzdálenosti hořáku vám řeknou mnohem více než náhodné otáčení ovládacími knoflíky. Tyto počáteční tipy pro svařování jádrovým drátem mají velký význam, protože zařízení může být teoreticky správně nastaveno, ale přesto špatně svařovat, pokud je nesprávný kontakt svorky, napětí nebo polarita. A jakmile se oblouk začne chovat správně, přesune se výzva od nastavení ke kontrole ručního vedení hořáku, kde právě technika rozhoduje o všech viditelných rozdílech.

Techniky svařování jádrovým drátem pro lepší švy
Stroj lze správně naložit a přesto vyrábět nerovnoměrné svary. U svařování jádrovým drátem má ruční ovládání velký vliv na viditelný výsledek. Malé změny v délce vyčnívajícího drátu, úhlu postupu a rychlosti postupu mohou z neúhledných tréninkových svarů udělat kvalitní výsledky. Nejúčinnější techniky svařování jádrovým drátem nejsou dramatické. Jsou to jednoduché návyky, které se opakují stejným způsobem při každém průchodu.
Základní techniky svařování jádrovým drátem, které mají největší význam
Společnost Miller doporučuje u svařování jádrovým drátem techniku táhnutí (drag), přičemž za běžných podmínek je obvyklý úhel postupu přibližně 5 až 15 stupňů. Stejný průvodce uvádí typickou délku vyčnívajícího drátu přibližně 3/4 palce pro jádrový drát. Bernard dále uvádí, že příliš velká vzdálenost hořáku od obrobku a pomalá rychlost podávání drátu mohou způsobit zpětné spálení (burnback), zatímco problémy s podáváním mohou také způsobit předčasné zhasnutí oblouku.
- Udržujte stálou délku vyčnívajícího drátu místo toho, abyste se přibližovali a vzdalovali od svarové spojnice.
- Táhněte taveninu, místo aby jste ji tlačili. Pravidlo dílny je snadné zapamatovat si: pokud vzniká škvára, táhnete.
- Použijte mírný úhel hořáku. Miller poznamenává, že nadměrný úhel může zvýšit rozstřik, snížit průnik a způsobit nestabilitu oblouku.
- Udržujte stálou rychlost posuvu, aby se tavená lázeň nepředběhla oblouk a nezachytila škváru.
- Mezi jednotlivými vrstvami důkladně čistěte kladivkem na odškvárování, drátěnou kartáčkou nebo bruskou.
Tyto základy platí bez ohledu na to, jak jim říkáte tipy pro svařování metodou MIG s jádrem z tavícího prášku nebo jednoduše svařování s drátem s jádrem z tavícího prášku . Hladký a opakovatelný pohyb je důležitější než pokus o rychlé svařování.
Jak zlepšit rozstřik, průnik a tvar svárového hrotu
Tvar svárového hrotu obvykle ukazuje, co se změnilo. Bernard uvádí, že nadměrné napětí pro dané nastavení přívodu drátu může způsobit červíkovité stopy, zatímco nízký tepelný vstup může přispět ke vzniku škvárových vměstků. Miller také upozorňuje, že mírný pohyb z boku na bok a krátká pauza na stranách mohou pomoci vyplnit širší svarovou spojnici a vyhnout se podřezu při potřebě krouživého svařování.
- Příliš mnoho rozstřiku: Zkontrolujte příliš velký úhel hořáku a ověřte, zda vaše nastavení odpovídají drátu a materiálu.
- Mělké proniknutí: Ověřte tepelný vstup, vyhnete se předbíhání tavidlové lázně a udržujte oblouk na zadním okraji.
- Podřezání na okrajích svaru: Pokud provádíte kmitavý pohyb, zastavte se na každé straně na chvíli, aby se svarový kov mohl vyplnit do okrajů.
- Oblouk se neustále přerušuje: Než obviníte zařízení, zkontrolujte vznik popálenin na drátu (burnback), „ptáčí hnízdo“ (birdnesting), problémy s vodítkem (liner) nebo nedostatečné utažení podávacích válečků.
Tento typ diagnózy na základě příznaků přeměňuje náhodné procvičování na prakticky použitelné techniky svařování tavidlovým drátem .
Jednoduché úpravy, které vedou ke kvalitnímu svařování tavidlovým drátem
- Proveďte jednu změnu najedou. Použijte graf stroje jako výchozí bod a poté postupně doladujte namísto náhodného otáčení ovládacích prvků.
- Pokud se drát zpětně spálí do špičky, nejprve zkontrolujte rychlost podávání drátu a vzdálenost hořáku.
- Pokud se podávání jeví jako nepravidelné, zkontrolujte vložku, kontaktní špičku a tlak přívodních válečků.
- Při víceprůchodovém svařování nechte prostor pro další průchod a před pokračováním odstraňte veškerý škvár.
Dobrá svařování jádrem obvykle vyplývají z opakujících se návyků: stejná délka vyčnívajícího drátu, stejný úhel tažení, stejný tempa a stejná úprava povrchu. Ovládání svařovacího drátu s jádrem hladce pomáhá vytvořit předvídatelnější tvar svářečného švu, snižuje nutnost odhadování a zvyšuje počet kvalitních svařovacích spojů jádrem . Tato konzistence také usnadňuje posouzení procesu pro praktické aplikace, protože ne každý materiál, místo nebo požadavek na povrchovou úpravu využívá jeho výhody plně.
K čemu je vhodný svářecí stroj s tavícím jádrem?
Vhodnost pro danou práci je stejně důležitá jako nastavení. Pokud se ptáte k čemu je vhodný svářecí stroj s tavícím jádrem nebo k čemu se používá sváření tavícím jádrem , krátká odpověď zní: sváření tavícím jádrem (FCAW) vyniká tam, kde potřebujete rychlost zásobování drátem, spolehlivé proniknutí a proces, který funguje i venku. AWS zmiňuje FCAW pro konstrukční ocel, mosty, lodění, potrubí a opravy těžkého zařízení, zatímco Miller uvádí, že samostatně chráněné sváření tavícím jádrem je ideálním venkovním procesem, který lépe snáší mírně zrezivělý nebo nečistý materiál. Takže jsou svary s tavícím jádrem kvalitní ? Ano, pokud práce odpovídá tomuto procesu.
Nejvhodnější oblasti použití svářecího stroje s tavícím jádrem
Pro mnoho uživatelů je největší výhodou svarování bez ochranného plynu s jádrem z tavidla samozáchranný drát eliminuje nutnost přepravovat lahev s ochranným plynem, čímž se přenosná opravná práce zjednodušuje. Tento proces je také ceněn pro vysokou rychlost navařování a hluboké průniky do tlustších částí, nikoli pouze pro rychlé přivařování.
- Venkovní svařování: Tavidlo uvnitř drátu poskytuje ochranu, takže vítr je méně problematický než u procesů používajících pouze ochranný plyn.
- Opravy a těžká výroba: AWS uvádí mezi běžné aplikace FCAW (svarování s jádrem z tavidla) konstrukční ocel, mosty, lodění, potrubí a opravy těžkého zařízení.
- Tlustá uhlíková ocel: Tento proces je vhodný pro aplikace, které vyžadují hlubší průnik a rychlejší navařování kovu.
- Povrchy nižší kvality: Miller poznamenává, že tento proces je odolnější vůči mírně rezavým, špinavým nebo kontaminovaným materiálům než tradiční MIG.
Když není flux-core nejlepší volbou
Není automaticky nejlepší řešením pro každý projekt. Miller upozorňuje, že svařování kovovou jádrovou elektrodou vytváří škváru, kterou je nutné odstranit odlupováním, a často má méně estetický vzhled než svařování metodou MIG, proto mnoho operátorů volí MIG pro vnitřní práce, pokud je důležitá úprava povrchu a vzhled. U tenkého kovu se situace také rychleji stává náročnější, protože se zvyšuje riziko propálení a technika musí být přesnější.
Stejný vzorec se objevuje i u nerezové oceli. Web Weldguru uvádí, že svařování nerezové oceli kovovou jádrovou elektrodou bez ochranného plynu je možné provést u malých konstrukčních svarů, avšak není to nejčistší řešení a nehodí se pro práce, kde je klíčová dokončovací úprava povrchu. Dotazy jako svařování hliníku kovovou jádrovou elektrodou nebo lze hliník svařovat kovovou jádrovou elektrodou často vycházejí ze stejného předpokladu, že jedno nastavení drátu pokrývá všechny kovy. Zdroje zde výrazně jasněji ukazují, že komfortní oblast tohoto procesu zahrnuje uhlíkovou ocel a některé aplikace s nerezovou ocelí.
Jak rozhodnout na základě materiálu, polohy a požadavků na dokončení povrchu
- Tloušťka materiálu: Těžší ocel obecně lépe vyhovuje FCAW než jemný plech, kde je kontrola tepla méně tolerantní.
- Pracovní prostředí: Venku nebo v terénu má samozáchranný tavící jádrový drát zřejmou výhodu.
- Tolerance při úpravě svaru: Pokud odstraňování škváry a řízení rozstřiku považujete za obtížné, čistější proces uvnitř prostorů se může hodit lépe.
- Požadavky na povrchovou úpravu: Pokud musí finální svarový šev vypadat čistě s minimální potřebou po-svařovací úpravy, je tavící jádrový drát často první volbou nevhodný.
- Typ kovu: Přizpůsobte drát materiálu. U nerezové oceli je nutné použít vhodný tavící jádrový drát pro nerezovou ocel, nikoli drát pro uhlíkovou ocel.
Tento rámec činí odpověď praktickou místo abstraktní. Svařování tavícím jádrovým drátem je silnou volbou pro venkovní práce s ocelí, opravy a těžší výrobu. Je méně vhodné pro tenké projekty, kde je rozhodující vzhled. Pokud se na to takto podíváme, skutečnou otázkou není, zda je svařování tavícím jádrovým drátem dobré nebo špatné. Otázkou je, který proces vám nabídne nejméně kompromisů pro daný materiál.
Tavící jádrový drát vs. MIG, ruční obloukové svařování (Stick) a TIG
Výběr svařovací metody se zjednoduší, když přestanete klást otázku, která je obecně nejlepší, a začnete se ptát, co daná práce skutečně vyžaduje. Většina flux core versus MIG rozhodnutí závisí na čtyřech faktorech: kde budete svařovat, jak čistý musí vypadat konečný svárový šev, jak silná je ocel a kolik nastavovacího vybavení chcete přenášet s sebou. Široké srovnání od ESAB a praktický průvodce pro terén od společnosti Arccaptain se shodují v hlavních bodech: MIG i flux core jsou rychlé metody s podáváním drátu, ruční obloukové svařování (stick) je odolné pro venkovní použití a TIG nabízí nejvyšší míru kontroly a nejlepší vzhled, avšak vyžaduje nejvíce dovedností a času.
Flux core versus MIG pro každodenní nákupní rozhodnutí
Pro mnoho začátečníků mIG nebo flux-core svařování působí jako volba mezi dvěma verzemi stejného stroje. Tento dojem je zčásti pravdivý a zčásti zavádějící. Obě metody využívají podávání drátu a mnoho strojů typu MIG dokáže zpracovávat drát s jádrem z tavidla. Avšak mIG svařování versus FCAW není jen výměna drátu. MIG používá vnější ochranný plyn, který pomáhá vytvářet čistější svary s menším množstvím škváry a s menší potřebou úpravy po svařování. Svařování kovovým jádrem (FCAW) používá dutý drát obsahující tavící přísadu uvnitř. V režimu sebeochrany často vynechává tlakovou láhev s plynem a lépe zvládá vliv větru.
To je důvod, proč se fráze svařování kovovým jádrem typu MIG objevuje tak často ve vyhledávání. Lidé obvykle mluví o zařízení pro podávání drátu typu MIG upraveném pro svařování kovovým jádrem (FCAW). Podobně svařování MIG drátem s kovovým jádrem je běžným výrazem v praxi, avšak technicky stále jde o svařování kovovým jádrem, nikoli o standardní MIG s ochranným plynem. Dotazy na svařování MIG bez plynu se obvykle vztahují k tomu samému režimu sebeochrany.
| Proces | Metoda ochrany | Výkon venku | Vyčištění | Přenosnost | Křivka učení | Ovládání tenkých kovů | Rychlost | Typické použití |
|---|---|---|---|---|---|---|---|---|
| Jádro s tavidlem, samostatně chráněné svařování FCAW | Tavidlo ve svářecí drátové elektrodě, žádná samostatná lahve se stlačeným plynem | Velmi dobré při větru | Více kouře, rozstřiku a škváry | Vysoký | Začátečník až pokročilý | U tenkého kovu průměrné, u středně tlustého a silného ocelového materiálu lepší | Rychlý | Opravy venku, silnější ocel, práce na místě |
| MIG, GMAW | Vyžaduje se vnější ochranný plyn | Špatné za větrného počasí | Čistější svary, méně škváry | Mírný | Pro začátečníky vhodné | Lepší ovládání tenčích materiálů | Rychlý | Vnitřní výroba, práce v garáži, čistější svařovací švy |
| Ruční obloukové svařování (SMAW) | Elektroda s povlakem vytváří ochrannou atmosféru | Velmi vhodné pro venkovní použití | Více strusky a vyšší náročnost na úklid | Vysoký | Pro začátečníky až středně pokročilé | Méně vhodné pro tenké plechy | Mírný | Opravné práce, nečistá nebo zrezivělá ocel, farmy a staveniště |
| TIG, GTAW | Vyžaduje se vnější inertní plyn | Citlivé na vítr | Velmi čisté | Střední až Vysoká | Nejtěžší naučit se | Nejlepší ovládání tenkého kovu | Pomalý | Práce vyžadující přesnost, nerezová ocel, hliník, svařování, u kterého je rozhodující vzhled |
Jak se flux-core svařování porovnává se svařováním obalenou elektrodou a TIG
The sMAW vs FCAW porovnání je zvláště užitečné pro venkovní ocelové práce. Oba způsoby lépe zvládají drsné prostředí než MIG nebo TIG. Rozdíl spočívá ve způsobu podávání. Při svařování obalenou elektrodou se používají krátké spotřební tyče, přičemž svařování se po každé vyčerpání tyče přeruší. U FCAW se materiál podává nepřetržitě, takže je tento způsob obvykle rychlejší a tavená lázeň se udržuje v pohybu s méně častými přerušeními. Svařování obalenou elektrodou zůstává silnou volbou, pokud jsou povrchy nečisté nebo je rozhodující jednoduchost.
TIG se nachází na opačném konci spektra. ESAB popisuje TIG jako pomalejší a obtížněji ovladatelné, avšak poskytuje nejlepší vzhled svarů a nejpřesnější ovládání. Pokud je důležitější vzhled, čistota nebo jemné zpracování tenkého kovu než rychlost, je TIG obvykle lepší volbou. Pokud jde o venkovní opravy ocelových konstrukcí nebo svařování tlustších materiálů, je flux-core svařování mnohem praktičtější.
Vyberte drát s jádrem z přímo vytvářejícího se tavidla pro přenosnou venkovní práci se ocelí, MIG pro čistší výrobu v uzavřených prostorách, ruční obloukové svařování (stick) pro hrubou opravu a TIG pro přesné svařování a dokončení povrchu.
Samozáchranné vs. plynem chráněné FCAW na první pohled
V rámci rodiny FCAW je další volbou způsob ochrany. Earlbeck upozorňuje, že samozáchranné FCAW je navrženo pro práci na stavbě a pro podmínky s větrem, zatímco dvoufázově chráněné FCAW kombinuje drát s jádrem z tavidla s vnějším ochranným plynem, čímž dosahuje čistějších svárů, lepší kontroly taveniny a menšího rozstřiku při výrobě v uzavřených prostorách.
| Typ FCAW | Metoda ochrany | Nejvhodnější místo použití | Úprava po svařování a vzhled | Nejvhodnější řešení |
|---|---|---|---|---|
| Samozáchranný FCAW-S | Ochrana pouze generovaná tavidlem | Venku, na staveništích, v oblastech s větrem | Více škváry a rozstřiku, hrubší vzhled | Přenosná oprava a práce se stavební ocelí |
| Plynem chráněný FCAW-G | Drát s jádrem z tavidla plus vnější ochranný plyn | Uvnitř budov nebo v kontrolovaných dílenských podmínkách | Čistější svářecí šev, méně rozstřiku, lepší ovládání taveniny | Výrobní dílny a těžší výrobní práce |
Toto srovnání rychle zužuje výběr, avšak samo o sobě nezabraňuje problémům. Dva svářeči mohou zvolit správný způsob svařování a přesto dosáhnout velmi odlišných výsledků, pokud je nesprávná polarita, rychlost podávání drátu, rychlost posuvu nebo spotřební materiál. Tyto příznaky samy o sobě vyprávějí svůj příběh, jakmile začne oblouk chybět.

Řešení potíží při svařování drátem s jádrem z tavidla a rozšiřování výroby
Většinu zařízení pro svařování drátem s jádrem z tavidla vám dává varovné signály ještě před tím, než se svářecí šev úplně rozpadne. Šev se stává nerovným, drát se zachycuje, struska se začíná ukrývat ve svářeném spoji nebo tenký ocelový plech se spálí rychleji, než se očekávalo. To je užitečné, protože přenosný svářecí stroj pro svařování drátem s jádrem z tavidla nebo malý svarový stroj pro svařování pod tavidlem obvykle selhává náhodně. Praktické pokyny od firem Bernard a Hobart Brothers ukazují na stejnou malou skupinu příčin: parametry mimo doporučený rozsah, špatné podávání drátu, nedostatečné čištění mezi jednotlivými vrstvami nebo technika svařování, která se během svařování mění.
Běžné problémy a řešení při svařování pod tavidlem
| Příznak | Pravděpodobná příčina | První řešení |
|---|---|---|
| Nadměrné rozstřikování | Nastavení nebo technika mimo doporučený rozsah výrobce drátu | Vraťte se k doporučeným parametrům a udržujte stálou techniku tažení |
| Červí stopy | Nadměrné napětí pro dané nastavení rychlosti podávání drátu a sílu proudu | Snížte napětí po krocích po 0,5 V, dokud se problém nevyřeší |
| Špatné proniknutí | Nedostatečný tepelný příkon, rychlá jízda nebo špatný přístup k svarovému spoji | Zvyšte tepelný příkon v rámci doporučeného rozsahu výrobce drátu a zlepšete přípravu svarového spoje |
| Vtrženiny škváry | Nesprávné umístění svary, nesprávný úhel jízdy, nízký tepelný příkon nebo nedostatečné čištění mezi průchody | Mezi jednotlivými průchody důkladně čistěte, upravte úhel tažení a ponechte dostatek místa pro další průchody |
| Proražení tenkého materiálu | Příliš vysoký tepelný příkon | Snížte rozsah napětí, zpomalte rychlost podávání drátu a zvyšte rychlost jízdy |
| Nepravidelné podávání drátu | Zaklínění drátu, nesprávné vodící válce, příliš velké napětí nebo ucpaný či nesprávný vodící potrubí | Vyčistěte drát, znovu nastavte napětí, použijte žebrované V-drážkové válce a zkontrolujte vodící potrubí |
| Chyba polarity po výměně drátu | Nastavení stroje již neodpovídá používanému drátu | Zastavte provoz a před změnou dalších nastavení ověřte označení drátu a návod k obsluze stroje |
Příznaky toho, že problém spočívá v technice nastavení nebo spotřebních materiálech
Vzory jsou důležité u svarování s tokem pokud se potíže objeví hned po nainstalování nové cívky, výměně trysky nebo znovuprovedení navlékání hořáku, nejprve zkontrolujte spotřební materiály a součásti systému podávání. Firmy Bernard i Hobart připisují zaklínění drátu (birdnesting) nesprávným vodícím válcům, nadměrnému napětí vodících válců, ucpanému vodícímu potrubí, špatnému oříznutí vodícího potrubí nebo nesprávnému průměru vodícího potrubí. Přepálení (burnback) obvykle signalizuje pomalý přísun drátu nebo příliš blízké přiblížení hořáku k obrobku. Obě firmy doporučují udržovat vzdálenost mezi kontaktní tryskou a obrobkem přibližně 1 1/4 palce (cca 32 mm) nebo méně.
- Pokud se drát zaplétá u podávacího zařízení, podezření by mělo spadnout na systém pohonu dříve než na samotný stroj.
- Pokud se mezi průchody objeví vady, podezření padá na nedostatečné odstraňování škváry a nesprávné umístění svářecího hrotu.
- Pokud se tvar hrotu mění podél jedné průchody, pravděpodobně se mění váš úhel nebo rychlost posuvu.
- Pokud pozorujete drsný hrot spolu s viditelnými póry, základní kov znovu důkladně vyčistěte a odstraňte rez, olej, barvu, vlhkost a nečistoty.
Kdy přejít od dílenského svařování k podpoře výroby
Ruční stroj stále dává plně smysl pro opravné práce, venkovní ocelové práce, výrobu prototypů a výrobu malých sérií. Větší dílenské svařovací stroje s jádrem ze slitiny (flux core) se rovněž velmi dobře hodí pro údržbové a konstrukční práce. Rovnice se změní, pokud musí každá součást odpovídat předchozí, každý svárový šev vyžaduje sledovatelnost a propustnost je stejně důležitá jako kvalita svárového hrotu. Společnost JR Automation popisuje spojování v automobilovém průmyslu jako prostředí řízené opakovatelností, kde automatizované systémy zajišťují kvalitu podloženou daty v rozsahu celé výroby.
Právě tam svařovací proces FCAW přestává být pouze dovedností pro dílnu a stává se rozhodnutím týkajícím se výrobního systému. U opakovaně vyráběných částí podvozku nebo jiných sestav vysokého objemu často výrobci přesahují rámec ručního nebo poloautomatického svaru jádrem z tavícího se materiálu a posuzují specializovaného partnera s robotickými svařovacími linkami a formálním systémem řízení jakosti. Jedním příkladem je Shaoyi Metal Technology , která nabízí individuální svařování oceli, hliníku a dalších kovů prostřednictvím robotických svařovacích linek a certifikovaného systému řízení jakosti podle normy IATF 16949. Pro základní opravy je často postačující svařování jádrem z tavícího se materiálu. Pro opakovanou výrobu je chytřejším krokem obvykle ten, který snižuje variabilitu ještě před jejím vznikem.
Používejte svařovací stroj s jádrem z tavícího se materiálu pro opravy a výrobu. Při požadavku na opakovatelnost zvolte automatizaci nebo specializovaného partnera.
Často kladené otázky k svařovacím strojům s jádrem z tavícího se materiálu
1. Je svařovací stroj s jádrem z tavícího se materiálu totožný s FCAW?
Ne. Svařovací stroj s jádrem z tavidla je stroj nebo zařízení pro podávání drátu, zatímco FCAW (svařování obloukem s jádrem z tavidla) je samotný svařovací proces. Rozdíl je důležitý, protože jeden stroj může být navržen především pro svařování s jádrem z tavidla, zatímco jiný může být MIG-svařovací nebo víceprocesní jednotka, která dokáže provádět FCAW pouze po instalaci správného drátu, správné polarity a příslušných částí pro podávání.
2. Fungují svařovací stroje s jádrem z tavidla vždy bez plynu?
Ne vždy. Mnoho malých a přenosných jednotek se používá se samozakrývacím drátem, který vytváří vlastní ochrannou atmosféru a nepotřebuje plynovou lahev. Některé dráty s jádrem z tavidla však vyžadují plynovou ochranu, takže potřeba plynu závisí na typu nainstalovaného drátu, nikoli pouze na názvu svařovacího stroje.
3. Může MIG-svařovací stroj používat drát s jádrem z tavidla?
Často ano, pokud je stroj kompatibilní se středově vyplněným drátem a lze jej správně nakonfigurovat. To obvykle znamená zkontrolovat polaritu, vodící válečky, velikost kontaktového hrotu a průchod drátu před svařováním. Pokud MIG-stroj používá středově vyplněný drát, provádí FCAW (svarování středově vyplněným drátem) místo standardního MIG-svařování chráněného plynem.
4. Pro co se nejlépe používá svařovací stroj se středově vyplněným drátem a je vhodný pro začínající uživatele?
Svařovací stroje se středově vyplněným drátem jsou zvláště užitečné pro venkovní opravy, údržbu a svařování tlustějších ocelových součástí, kde vítr ztěžuje provádění svařování chráněného plynem. Mnoho začínajících uživatelů je ocení, protože drát se podává nepřetržitě a nastavení může být jednoduché, zejména při použití samozachraňujícího drátu. Nevýhodou je, že noví uživatelé musí stále řídit odstraňování škváry, rozstřik a udržovat rovný pohyb ruky, aby dosáhli čistých výsledků.
5. Kdy je svařovací stroj se středově vyplněným drátem dostačující a kdy by měl výrobce využít podporu automatizovaného svařování?
Ruční nebo dílenský svařovací stroj se jádrem z tavícího prostředku je obvykle postačující pro opravy, výrobu prototypů a malosériovou výrobu. Jakmile společnost potřebuje opakovatelné díly, vyšší konzistenci a sledovatelnou kvalitu při větších výrobních šaržích, stává se automatické svařování vhodnější volbou. U automobilových částí podvozku mohou výrobci využít specializovaných partnerů, jako je například Shaoyi Metal Technology, která nabízí robotické svařovací linky a certifikovaný systém řízení kvality podle normy IATF 16949 pro přesnou výrobu.