 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Služby řezání oceli vysvětleny: Metody, náklady a tajemství kvality

Pochopení služeb řezání oceli a jejich dopadu na výrobu
Když potřebujete přeměnit surovou ocel na přesné komponenty pro váš projekt, profesionální služby řezání oceli se stanou vaším nezbytným partnerem. Tyto specializované služby zahrnují všechno od jednoduchých přímých řezů až po složité individuální tvary a poskytují přesné rozměry, které vyžaduje vaše výrobní, stavební nebo inženýrský projekt.
Ale co přesně získáváte, když spolupracujete se službou řezání kovů? Základem tohoto procesu je dělení ocelových polotovarů na více částí pomocí pokročilých technologií, které zajišťují přesnost, čisté hrany a minimální odpad materiálu. Ať už připravujete nosníky pro stavební projekt, vyrábíte součásti strojů nebo vytváříte individuální řešení pro speciální zařízení, tyto služby propojují mezeru mezi surovinou a funkčními díly.
Co služby řezání oceli skutečně nabízejí
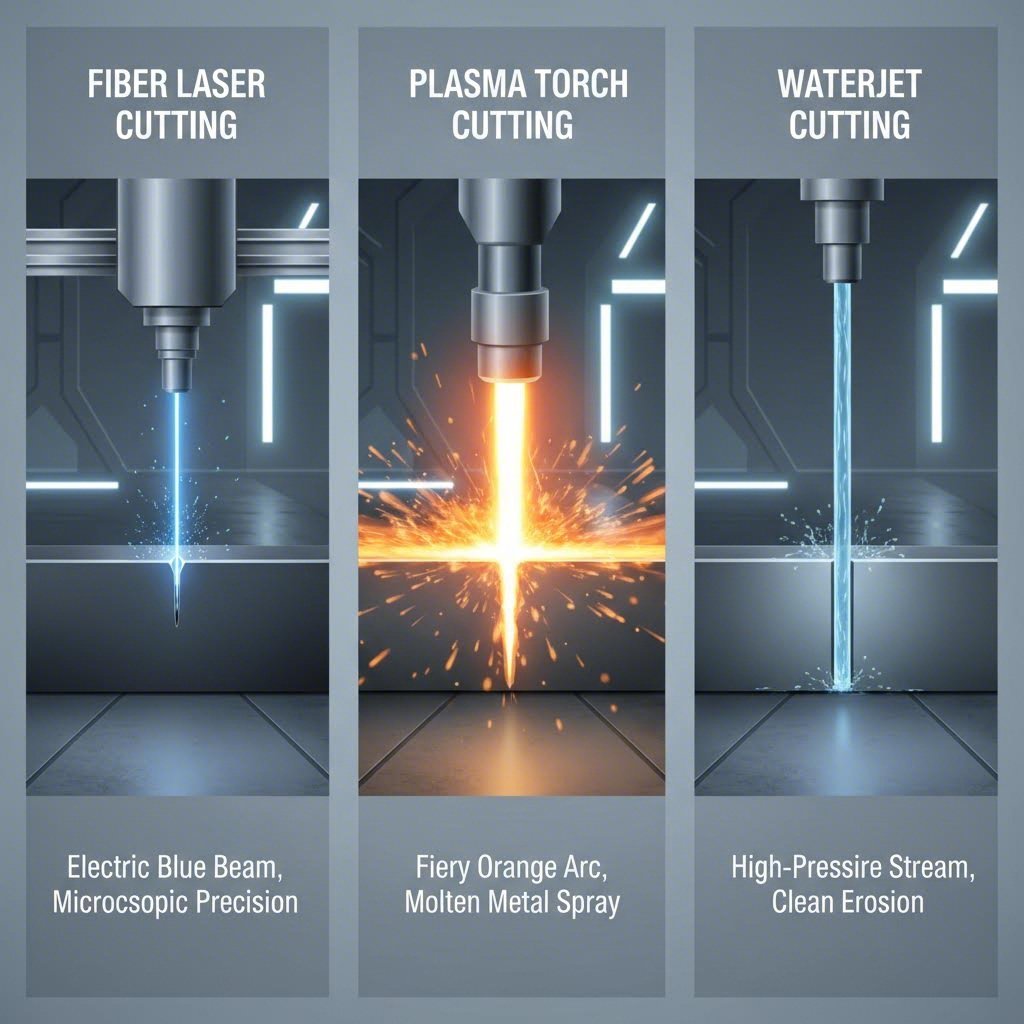
Představte si, že přijmete ocelové desky nebo plechy, které přesně zapadají do sebe během montáže, s hranami dostatečně hladkými pro okamžité svařování. To je hodnota, kterou profesionální krájení přináší do vašeho projektu. Moderní řezací operace využívají pokročilé stroje, včetně plazmových řezacích zařízení s vysokým rozlišením, laserových systémů, vodních paprsků a kyslíkových hořáků, aby dosáhly řezů přesně podle specifikací.
Služby jsou během hledání rozděleny do tří hlavních kategorií:
- Tepelné řezání: Metody jako laserové, plazmové a kyslíkové řezání, které k proříznutí oceli využívají teplo
- Mechanické řezání: Techniky včetně pilování, stříhání a děrování, které používají fyzickou sílu
- Abrazivní řezání: Procesy jako řezání vodním paprskem, které materiál odstraňují třením a tlakem
Každá kategorie nabízí zvláštní výhody v závislosti na tloušťce materiálu, požadované přesnosti a časovém harmonogramu projektu.
Proč je přesné řezání důležité pro váš projekt
I když malé chyby při měření během fáze řezání mohou vést k významným problémům. Nesprávně zarovnané komponenty, poškozená strukturální integrita a nákladné dodatečné práce často vycházejí z nepřesných řezů. Profesionální služby tyto rizika eliminují tím, že poskytují tolerance až do +/- 0,001" s metodami jako vodníjetové řezání , což zajišťuje, že vaše svařované nebo šroubované komponenty dokonale zapadnou do sebe.
V průběhu tohoto průvodce zjistíte, jak jednotlivé metody řezání porovnávají, které techniky jsou vhodné pro konkrétní odvětví a materiály a jaké faktory ovlivňují ceny. Naučíte se také, jak připravit specifikace projektu, abyste získali přesné cenové nabídky, a jak efektivně vyhodnocovat poskytovatele služeb. Na konci budete mít znalosti potřebné k tomu, abyste s jistotou rozhodovali o svých potřebách řezání oceli.
Kompletní průvodce metodami a technologiemi řezání oceli
Výběr správného způsobu řezání může uspět nebo selhat s úspěchem vašeho projektu. Každá technologie přináší jedinečné výhody a pochopení těchto rozdílů vám pomůže přiřadit vaše konkrétní požadavky k ideálnímu řešení. Pojďme rozebrat každou hlavní metodu řezání, se kterou se setkáte při prozkoumávání služeb řezání oceli .
Vysvětlení tepelných řezacích technologií
Tepelné řezací metody využívají soustředěné teplo k roztavení, odpaření nebo oxidaci oceli po přesné dráze. Tyto procesy dominují průmyslovým aplikacím, protože efektivně zpracovávají tlusté materiály a zároveň udržují slušnou přesnost.
Laserové řezání
Fiber laserová technologie za poslední desetiletí revolučně změnila přesné řezání. Tyto systémy generují intenzivní laserové paprsky zesilováním světla uvnitř optických vláken legovaných vzácnými zemními prvky, jako je ytterbium. Výsledek? Mimořádně soustředěná energie, která taje ocel s pozoruhodnou přesností.
To, co činí fiber lasery obzvláště působivými, je jejich škálovatelnost. Nízkovýkonové systémy do 500 W zpracovávají materiály tloušťky až 3 mm, což je ideální pro elektronické součásti a komponenty lékařských přístrojů. Středně výkonové lasery v rozsahu od 500 W do 2 kW řežou nerezovou ocel tloušťky až 8 mm a uhlíkovou ocel tloušťky až 18 mm. Vysokovýkonové systémy v rozsahu od 2 kW do 10 kW zpracovávají materiály tloušťky až 40 mm, zatímco ultra-vysokovýkonové lasery s výkonem přesahujícím 10 kW zpracovávají uhlíkovou ocel tloušťky přes 80 mm.
Pro projekty vyžadující laserové řezání v Minneapolis nebo laserové řezání v Minnesotě vám tato technologie zajistí výjimečně úzké tolerance při minimální tepelně ovlivněné zóně. Digitálně řízená dráha laserového paprsku eliminuje lidskou chybu a zajišťuje, že každý řez odpovídá přesně stanoveným specifikacím.
Plazmové řezání
Služby plazmového řezání oceli nabízejí vynikající rovnováhu mezi rychlostí a cenovou efektivitou. Tato metoda protlačuje elektricky ionizovaný plyn vysokou rychlostí otvorem omezeného průřezu, čímž vznikají teploty přesahující 20 000 °F a rychle taví ocel.
Plazma vyniká při řezání tlustších materiálů, kde laser již není ekonomicky výhodný. Plazmové systémy běžně zpracovávají ocel od 1/4" do několika palců tloušťky, čímž se stávají pracovními koni pro strukturální výrobu a těžké průmyslové aplikace. Kvalita řezu je sice dobrá, ale u přesných aplikací obvykle vyžaduje více dodatečné úpravy než u laserových řezů.
Řezání kyslíkem
Tato tradiční metoda kombinuje kyslík s palivovými plyny, jako je acetylen nebo propan, a vytváří tak intenzivní teplo, které oxiduje ocel podél linky řezu. I když je méně přesná než laser nebo plazma, oxy-fuel zůstává nezbytná pro řezání velmi silných desek z uhlíkové oceli, někdy i nad 12 palců. Je zvláště cenově výhodná pro rovné řezy na těžkých stavebních materiálech, kde není klíčová dokonalost okraje.
Mechanické a abrazivní alternativy řezání
Ne každý projekt vyžaduje tepelné metody. Mechanické a abrazivní technologie nabízejí zřetelné výhody, zejména pokud je třeba vyhnout se tepelně ovlivněným zónám nebo pracovat se specializovanými materiály.
Vodníjetové řezání
Představte si řezání oceli proudem vody pohybujícím se třikrát rychleji než zvuk. Systémy vodního paprsku kombinují vodu pod vysokým tlakem s abrazivními částicemi a vytvářejí tak řeznou sílu, která rozrušuje téměř jakýkoli materiál bez tvorby tepla. Tento chladný řezací proces zachovává vlastnosti materiálu v blízkosti řezu a je proto ideální pro aplikace citlivé na teplo.
Vodní paprsek zvládne ocelové tloušťky od tenkých plechů až po desky silné přes 8 palců. Absence tepelné deformace z něj činí oblíbený nástroj pro letecké komponenty a přesné díly, kde záleží na metalurgické integritě.
Stříhání
Když potřebujete rychlé a konzistentní řezy na plechových materiálech, stříhání přináší výsledky výjimečná produktivita. Tento proces působí tlakem mezi dvěma kovovými čepelemi, čímž materiál deformuje a odděluje podél linky řezu. Stříhání zvládá široký rozsah tlouštěk a rychle vyrábí díly, i když může být kvalita hrany drsnější než u jiných metod.
Pěnění
Pásové a kotoučové pily zůstávají nezbytné pro řezání tyčí, trubek a profilů. Laserové řezání trubek v Minneapolisu a podobné specializované služby zpracovávají válcové materiály, ale tradiční pilování nabízí nákladově efektivní řešení pro jednoduché řezy na plných profilech, kde nejsou vyžadovány přesné tolerance.
Porovnání metod řezání oceli
| Metoda řezání | Přesnost tolerance | Rozsah tlouštěky | Materiální slučitelnost | Kvalita hrany | Typické aplikace |
|---|---|---|---|---|---|
| Vláknitý laser | +/- 0,001" až 0,005" | 0,03" až 3"+ (závisí na výkonu) | Uhlíková ocel, nerezová ocel, hliník, mosaz, měď | Vynikající, minimální otřepy | Přesné díly, elektronika, automobilový průmysl, letecký a kosmický průmysl |
| Plast | +/- 0,015" až 0,030" | 0,25" až 6"+ | Všechny elektricky vodivé kovy | Dobrá, může vyžadovat broušení | Konstrukční ocel, těžká výroba, lodě stavba |
| Kyslíkové hořáky | +/- 0,030" až 0,060" | 0,5" až 12"+ | Uhlíková ocel, některé slitiny | Střední, oxidovaný okraj | Řezání tlustých desek, demolice, zpracování šrotu |
| Vodní paprsek | +/- 0,001" až 0,005" | 0,030" až 8"+ | Jakýkoli materiál včetně kalené oceli | Vynikající, bez tepelné zóny | Letecký průmysl, přesné nástroje, díly citlivé na teplo |
| Stříhání | +/- 0,010" až 0,030" | Až 0,5" (typicky) | Tenké plechy, mírně ocelové materiály | Uspokojivá kvalita, může mít otřepy | Vysokorychlostní stříhání plechů, systémy VZT, obecná výroba |
| Pěnění | +/- 0,030" až 0,060" | Omezeno nožem/strojem | Všechny druhy ocelí, tyče, trubky | Uspokojivá kvalita, vyžaduje odstraňování otřepů | Příprava tyčí, profilové konstrukce, řezání trubek |
Po pochopení těchto rozdílů budete lépe připraveni vést informované rozhovory se službami poskytujícími řezání. Tloušťka materiálu, požadovaná přesnost, požadavky na úpravu okrajů a rozpočtová omezení vašeho projektu vás provedou k optimální metodě řezání. Dále se podrobněji seznámíme s konkrétními možnostmi z hlediska tloušťky materiálu a s přesnostními tolerancemi, které vám pomohou přiřadit požadavky vašeho projektu ke správní technologii.
Vysvětlení možností z hlediska tloušťky materiálu a přesnostních tolerancí
Už jste viděli, co každá řezná metoda dokáže, ale teď přichází na řadu rozhodující okamžik: dokáže vybraná technologie opravdu zvládnout vámi požadovaný materiál v požadované tloušťce? A pokud ano, jak přesně budou řezy odpovídat vašim specifikacím? Právě na těchto otázkách závisí, zda váš projekt s kovem na míru uspěje, nebo zda bude vyžadovat nákladné dodatečné úpravy.
Rozsahy tlouštěk podle řezné technologie
Každá řezná metoda má svůj optimální rozsah, ve kterém dosahuje nejlepšího výkonu. Pokud tyto limity překročíte, čekají vás pomalejší rychlosti, horší kvalita řezných hran nebo dokonce neschopnost řez dokončit. Níže uvedená tabulka uvádí realistické rozsahy tlouštěk, které můžete očekávat od profesionálních služeb pro řezání plechů .
| Metoda řezání | Minimální tloušťka | Optimální dosah | Maximální tloušťka | Nejvhodnější materiál |
|---|---|---|---|---|
| Vláknitý laser | 0.03" | 0,125" – 0,75" | 1,25" (měkká ocel) | Ocel s uhlíkem, nerdzidá ocel, hliník |
| Plasma (X-Definition) | 0.125" | 0,25" – 1,5" | 6"+ | Všechny elektricky vodivé kovy |
| Kyslíkové hořáky | 0.25" | 1" – 6" | 36" - 48" | Pouze mírná ocel |
| Vodní paprsek | 0.03" | 0,5" - 4" | 8"+ | Jakýkoli materiál včetně kalené oceli |
| Stříhání | 24 kalibr | 16 gauge - 0,25" | 0,5" (typické) | Tenké plechy, mírně ocelové materiály |
Všimněte si, jak každá technologie obsazuje konkrétní oblast? Kyslíko-acetylénové řezání dominuje při práci s těžkými deskami nad 1 palec, některé operace zvládnou ocel až 48 palců tlustou. Mezitím laserové řezání nachází své ideální prostředí u materiálů do cca 1,25 palce, kde poskytuje vynikající kvalitu hran a přesnost, kterou metody určené pro silnější materiály prostě nemohou dosáhnout.
Při hodnocení dodavatelů zakázkového řezání plechů se konkrétně zeptejte na výkonové parametry jejich zařízení. 6kW vláknový laser zvládne jiné mezní tloušťky než systém o výkonu 15 kW. Stejný princip platí pro všechny tepelné metody – vyšší výkon znamená schopnost řezat silnější materiál.
Porozumění přesnosti a tolerancím
Zde výrazně záleží na typu materiálu, který ovlivňuje vaše výsledky. Řezání uhlíkové oceli, nerezové oceli a hliníku při stejné tloušťce vede k různým výsledkům v tolerancích, protože každý materiál reaguje jinak na teplo, opotřebení a mechanickou sílu.
Tolerance uhlíkové oceli
Uhlíková ocel nabízí nejpředvídatelnější chování při řezání. Laserové systémy obvykle udržují tolerance pod hodnotou 0,01" (0,25 mm) na deskách z uhlíkové oceli, zatímco Plazmové systémy X-Definition dosahují přibližně 0,02" (0,5 mm) . Konzistentní složení materiálu a jeho tepelné vlastnosti činí uhlíkovou ocel referenčním standardem, se kterým se porovnávají ostatní materiály.
Aspekty týkající se nerezové oceli
Vyšší obsah chromu v nerezové oceli přináší určité výzvy. Materiál více odráží laserovou energii a odvádí teplo jinak než uhlíková ocel, což často vyžaduje pomalejší řezací rychlosti pro zachování stejných tolerancí. Při řezání nerezové oceli lze očekávat mírně širší tolerance ve srovnání s uhlíkovou ocelí při stejné tloušťce.
Chování hliníku
Vysoká tepelná vodivost a odrazivost hliníku ho činí u tepelných metod řezání zvlášť náročným. Teplo se rychle rozptýlí, což vyžaduje vyšší výkon. Vláknové lasery s hliníkem pracují dobře, ale tolerance jsou obvykle volnější než u uhlíkové oceli. Zde exceluje vodní paprsek, protože úplně eliminuje tepelné proměnné.
Když opravdu záleží na přesných tolerancích
Zní to drahé, že? Přesnější tolerance opravdu stojí víc – ale ne každý projekt je potřebuje. Zvažte tento praktický rámec:
- Přesné tolerance (+/- 0,005" nebo méně): Přesné sestavy, letecké součásti, díly nevyžadující žádné dodatečné obrábění, spojovací plochy s těsnými uloženími
- Běžné tolerance (+/- 0,015" až 0,030"): Svařované sestavy, konstrukční díly, díly následně obráběné, běžná výroba
- Volné tolerance (+/- 0,060" nebo více): Hrubé polotovary pro intenzivní obrábění, zpracování odpadu, necitlivé konstrukční prvky
Rozdíl v tolerancích mezi laserem a plasmou—zhruba odpovídající tloušťce vizitky—nemusí ospravedlnit rozdíl v ceně pro vaše použití. Pokud vaše díly přecházejí přímo z řezacího stolu do svařování, kde jsou tolerance svaru mnohem vyšší než tolerance řezu, platíte za přesnost, která se v další operaci ztratí.
Chytrá projektová dokumentace přizpůsobuje požadavky na tolerance funkčním potřebám. Nadměrné specifikace tolerancí vytvářejí zbytečné náklady prostřednictvím vyšších investic do zařízení, častějších kontrol, zvyšovaných mír výrobních zmetků a snížené propustnosti. Než budete požadovat laserovou kvalitu u každé součásti, zeptejte se, zda tvar, pasování nebo funkce opravdu vyžadují takovou přesnost.
Poté, co jsou základy tloušťky a tolerancí objasněny, jste připraveni prozkoumat, jak různé odvětví využívají tyto možnosti ke svým konkrétním výrobním výzvám.
Aplikace v průmyslu a doporučení metod
Někdy jste se zamysleli, proč automobilka volí laserové řezání, zatímco loděnice spoléhá na plazmové? Různé odvětví čelí jedinečným výzvám, které vyžadují specifická řešení pro řezání. Porozumění těmto rozdílům vám pomůže efektivněji komunikovat s dílnou zabývající se řezáním kovů a zajistí, že váš projekt od samého začátku využije vhodnou technologii.
Automobilové a dopravní aplikace
Automobilový průmysl vyžaduje přesnou rovnováhu mezi lehkou konstrukcí a strukturální pevností. Moderní vozidla spoléhají na svařované plechy pro všechno – od karoserií až po bezpečnostně kritické součásti rámů. Tento průmysl klade důraz na úzké tolerance, schopnost vysokorychlostní výroby a přísné certifikace materiálů.
Podle Analýza výroby v automobilovém průmyslu od Prototek , výroba z plechu je nezbytná pro vytváření pevných, lehkých dílů vozidel, které přispívají k bezpečnosti, vzhledu a výkonu. Vnější části vozidel – dveře, kapoty, střechy a blatníky – vyžadují řezací metody, které poskytují jak vysokou přesnost, tak rychlost výroby.
Běžné automobilové aplikace řezání zahrnují:
- Součásti podvozku a rám: Vysokopevnostní ocel vyžadující laserové nebo plazmové řezání s tolerancemi pod 0,015"
- Závěsy a upevnění zavěšení: Často vyžadují speciální kovové řezy s vynikající kvalitou hrany pro následné svařování
- Karosérie a konstrukční zesílení: Plechové díly potřebující čisté hrany bez tepelné deformace
- Součásti motorového prostoru: Přesné díly včetně upevnění, štítů a krytů vyžadující přesnou rozměrovou kontrolu
- Konstrukční prvky interiéru: Upevnění palubní desky, rámy sedadel a nosiče airbagů, kde záleží na konzistenci
Doporučené řezací metody pro automobilový průmysl:
- Vláknový laser: Ideální pro sériovou výrobu karosářských dílů a přesných upevnění (tloušťka 0,03" až 0,75")
- Plazmové řezání: Nákladově efektivní pro tlustší části podvozku a konstrukční prvky
- Vodní paprsek: Preferováno v případech, kdy je nutné vyhnout se tepelně ovlivněným zónám u bezpečnostně kritických dílů
Automobiloví výrobci stále více zaměřují pozornost na lehké materiály za účelem snížení emisí a zlepšení palivové účinnosti. Tento posun směrem k hliníku a slitinám vysoce pevných ocelí vyžaduje řezací technologie, které jsou schopny tyto materiály zpracovávat bez kompromisu s jejich konstrukčními vlastnostmi.
Potřeby leteckého průmyslu a průmyslové výroby
Když z integrity součástí závisí lidské životy, vyžadují letecké aplikace nejvyšší možnou přesnost. Výroba leteckých plechových konstrukcí zahrnuje řezání, ohýbání a sestavování kovových konstrukcí pro letadla, satelity a kosmické lodě, kde selhání prostě není možné.
Tento průmysl klade přesnost na prvné místo, následovanou sledovatelností materiálu a certifikací. Doba dodání je důležitá, ale nikdy na úkor kvality. Výrobci leteckých strojů obvykle pracují s titanovými slitinami, hliníkovými slitinami jako 6061 a 7075 a speciálními nerezovými ocelmi, které vyžadují specifické řezné parametry.
Kritické aplikace řezání v leteckém průmyslu:
- Panely trupu: Velké zakřivené panely vyžadující tažení po přesném řezání
- Nosné konstrukce křídla: Díly z vysoce pevného hliníku a titanu s úzkými tolerancemi
- Upevňovací konzoly motoru: Žáruvzdorné slitiny vyžadující studené řezací metody
- Ovládací plochy: Přesné součásti, u nichž úspora hmotnosti přímo ovlivňuje spotřebu paliva
- Konstrukce satelitů a kosmických lodí: Výroba mědi na míru a práce se speciálními slitinami pro tepelné management
Doporučené metody řezání pro letecký průmysl:
- Řezání laserem: Dosahuje tolerancí v rozmezí ±0,05 mm pro součásti vysoce přesné
- Vodním paprskem: Zpracovává materiály až do tloušťky 300 mm bez tepelně ovlivněných zón — ideální pro titan a teplem citlivé slitiny
- Plazmové řezání: Vhodné pro silnější konstrukční prvky, kde to dovolují tolerance
Požadavky lodního a stavebního průmyslu
Výroba lodní techniky přináší specifické výzvy: velkorozměrové komponenty, korozivzdorné materiály a venkovní prostředí pro řezání. Loděnice obvykle zpracovávají tlusté ocelové desky pro trupy, paluby a konstrukční díly, kde objem výroby a možnosti manipulace s materiálem převažují nad extrémně úzkými tolerancemi.
Priority lodního průmyslu:
- Zacházení s velkými rozměry desek (často 10' x 40' nebo větší)
- Efektivní řezání tlustých materiálů (běžně 1" až 4")
- Zpracování korozivzdorných slitin a hliníku pro námořní použití
- Dosahování vhodných tolerancí u svařovaných sestav
Stavební a konstrukční ocelové aplikace:
- Příprava nosníků a sloupů: Rovné řezy na těžkých konstrukčních profilech pomocí kyslíkového hořáku nebo plazmového řezání
- Spojovací desky a vyztužovací plechy: Plazmové řezání poskytuje dostatečnou přesnost za nižší náklady
- Dekorativní architektonické prvky: Laserové řezání pro složité tvary v tenčích materiálech
- Komponenty mostů: Vysokorychlostní plazmové řezání pro tlustší konstrukční prvky z certifikovaných materiálů
Doporučené metody řezání pro námořní a stavební aplikace:
- Oxy-fuel: Nejekonomičtější pro rovné řezy na silných deskách z uhlíkové oceli
- Plasma: Vyvážený poměr rychlosti, nákladů a kvality pro výrobu konstrukcí
- Laser: Vyhrazeno pro přesné architektonické práce a tenčí dekorativní prvky
Obecné průmyslové výrobní požadavky
Mimo specializované odvětví se obecné průmyslové aplikace rozprostírají na výrobu zařízení, zemědělskou techniku, systémy manipulace s materiálem a bezpočet dalších použití. Tyto projekty obvykle vyvažují nákladovou efektivitu a funkční požadavky, nikoli extrémní přesnost.
Způsob, jakým jednotlivá odvětví hodnotí faktory řezání:
| Průmysl | Hlavní priorita | Vedlejší priorita | Typický rozsah tolerance | Očekávaný objem |
|---|---|---|---|---|
| Automobilový průmysl | Objem a konzistence | Přesnost | ±0,010" až ±0,020" | Výroba velkých sérií |
| Letecký průmysl | Přesnost a certifikace | Integrita materiálu | ±0,005" nebo užší | Malá až střední výrobní velikost |
| Námořní | Schopnost zpracovávat tlusté materiály | Výhoda | ±0,030" až ±0,060" | Projektově orientovaný |
| Stavebnictví | Rychlost a náklady | Zpracování materiálů | ±0,76 mm až ±3,18 mm | Proměnlivá, často vysoká |
| Obecné průmyslové | Optimalizace nákladů | Časová náročnost | ±0,015" až ±0,030" | Prototyp k výrobě |
Pochopení toho, jak váš projekt zapadá do tohoto rámce, vám pomůže jasně komunikovat požadavky a vyhnout se nadměrné specifikaci tolerance, která by zbytečně zvyšovala náklady. Dílna specializující se na řezání kovů a mající zkušenosti ve vašem odvětví tyto priority již zná a může vás navést ke správnému řešení.
Nyní, když víte, jak různá odvětví přistupují k požadavkům na řezání, zaměřme se na přípravu vašeho konkrétního projektu na úspěch pomocí jasných specifikací, které zajistí přesné cenové nabídky.
Jak připravit váš projekt řezání oceli na úspěch
Identifikovali jste správnou metodu řezání a rozumíte požadavkům vašeho odvětví. Nyní následuje kritický krok, který odděluje hladce probíhající projekty od frustrujících zpoždění: jasná komunikace vašich potřeb poskytovatelům služeb. Ať už hledáte, kde nechat kov nařezat pro prototyp, nebo hledáte službu řezání kovu poblíž mě pro výrobní série, správná příprava zajistí přesné cenové nabídky a výsledky odpovídající vašim očekáváním.
Příprava specifikací vašeho řezného projektu
Vaše specifikace projektu si představte jako plán úspěchu. Neúplné informace vedou k opakovaným e-mailům, zpožděným nabídkám a někdy i k nákladným nedorozuměním poté, co začne řezání. Odborníci na kovové konstrukce zdůrazňují že přesnost hraje klíčovou roli kvalitě – i malé chyby v měření mohou vést ke zpožděním, plýtvání materiálem nebo nesprávně zarovnaným sestavám.
Než se obrátíte na jakéhokoli poskytovatele, shromážděte tyto základní údaje:
- Specifikace materiálů: Uveďte přesnou slitinu nebo třídu (např. nerezová ocel 304, uhlíková ocel A36 nebo hliník 6061), tloušťku a všechny požadované certifikace
- Požadované množství: Uveďte přesné množství pro každou součást, včetně toho, zda se jedná o jednorázový prototyp nebo opakovanou výrobní zakázku
- Požadavky na rozměry: Uveďte úplná měření všech řezných rozměrů včetně kritických tolerance, pokud je důležitá přesnost
- Požadavky na povrchovou úpravu: Uveďte, zda potřebujete hrubý válcový povrch, oštípané hrany, specifické povrchové úpravy nebo přípravu na následné svařování
- Formát výkresu: Soubory CAD (formáty DXF, DWG nebo STEP) poskytují nejjasnější komunikaci, i když podrobné ručně kreslené náčrtky s rozměry mohou postačit pro jednodušší práce
- Termín dodání: Zahrňte jak váš ideální časový plán, tak i pevné termíny, které nesmí být promeškány
Při spolupráci se službou řezání pomáhá poskytování podrobných výkresů a otevřená komunikace po celou dobu výroby udržet projekt na správné cestě a přesně podle vašich specifikací. Většina místních dílen používá pokročilé technologie řezání, jako jsou laserové nebo plazmové systémy, které závisí na přesných vstupních datech pro zajištění přesnosti.
Důležité informace pro přesné cenové nabídky
Hledáte místo, kde lze kov řezat bez obtíží s opakovanými úpravami nabídek? Odpověď spočívá v předchozí jasnosti. Průmyslový výzkum ukazuje že chybějící informace mohou vést k neočekávaným nákladům nebo zpožděním projektu, pokud výrobci potřebují vyžadovat upřesnění.
Váš kontrolní seznam specifikací projektu by měl obsahovat:
- Podrobnosti geometrie dílu: Všechny rozměry, ohybové linky (pokud se vztahují), polohy otvorů a klíčové prvky jasně označené
- Třída a tloušťka materiálu: Konkrétní označení slitin, nikoli pouze „ocel“ nebo „hliník“
- Výzvy k tolerancím: Uveďte, které rozměry vyžadují přesnou kontrolu a u kterých lze akceptovat běžné dílenské tolerance
- Požadavky na povrchovou úpravu: Uveďte jakékoli potřebné povrchové úpravy, ošetření nebo přípravu hran
- Rozdělení množství: Vyhrazte si oddělená množství pro vzorky, pilotní sérii a výrobu, pokud se to týká
- Místo a termín dodání: Zahrňte dodací adresu a veškerá omezení týkající se plánování
- Doplňkové operace: Uveďte, zda jsou potřeba ohýbání, svařování, montáž nebo jiné následné operace po řezání
Řešení běžných problémů se specifikacemi
I zkušení nakupující občas narazí na potíže při přípravě projektů na řezání. Tady je, jak řešit nejčastější překážky:
Nejasné výkresy: Pokud nemáte soubory CAD, mohou postačit podrobné ručně kreslené náčrtky s jasnými rozměry – ale vždy usilujte o maximální přehlednost. Uveďte všechny relevantní detaily, jako jsou materiály, rozměry, tolerance a jakékoli zvláštní vlastnosti nebo povrchové úpravy. Neúplný výkres může vést ke kolísání ceny nebo zpožděním.
Otázky výběru materiálu: Nevíte si rady, která jakost oceli je vhodná pro vaše použití? Projednejte cíle svého projektu s výrobcem. Zkušení dodavatelé mohou doporučit materiály, které vyvažují cenovou efektivitu a dlouhodobou spolehlivost. Typ kovu přímo ovlivňuje výkon, odolnost a náklady.
Nejistota ohledně tolerancí: Když si nejste jisti, jak přísné tolerance stanovit, vezměte v úvahu funkci dílu. Bude spojován přímo s jinými přesnými komponenty? Vyžaduje po řezání dodatečné obrábění? Díly určené přímo ke svařování zřídka potřebují přesnost na úrovni laseru, zatímco sestavy s těsným přesahem vyžadují přísnější kontrolu.
Zvážení prototypu versus sériové výroby
Váš přístup by měl být odlišný v závislosti na rozsahu projektu. U prototypů a malých sérií očekávejte vyšší náklady na jednotku kvůli nákladům na nastavení a programování, které jsou rozloženy na menší počet kusů. Jediné prototypy mohou vyjít na výrazně vyšší částku za kus ve srovnání s výrobou 1 000 kusů.
Při přípravě objednávek prototypů:
- Jasně označte objednávku jako prototyp nebo sérii vzorků
- Zeptejte se na zpětnou vazbu k návrhu, než se zavážete ke výrobním nástrojům
- Zvažte mírně uvolněné tolerance, pokud jde o ověření tvaru a přesnosti fitování
- Vyžádejte si certifikáty materiálu, pokud ověřujete výkonové charakteristiky
Pro projekty výrobního rozsahu:
- Poskytněte přesné odhady objemu, abyste získali cenové slevy za množství
- Zajistěte dodací harmonogramy a rámcové objednávky, pokud je to vhodné
- Prodiskutujte protokoly kontroly kvality a požadavky na dokumentaci
- Zafixujte ceny materiálů, kdykoli je to možné, abyste se vyhnuli kolísání nákladů
Jasná komunikace zůstává základním kamenem úspěšných projektů v jakémkoli rozsahu. Přípravou podrobných specifikací již na začátku minimalizujete předělávky nabídek, snižujete riziko nepříjemných překvapení při výrobě a budujete produktivní vztah se svým poskytovatelem řezných služeb. Jakmile je váš projekt řádně dokumentován, dalším krokem je zajistit, aby vámi vybraný poskytovatel splňoval příslušné standardy kvality a certifikace.

Standardy kvality a certifikace, které mají význam
Připravili jste podrobné specifikace a identifikovali potenciální dodavatele – ale odkud máte jistotu, že budou dosahovat konzistentních výsledků? Certifikace slouží jako vaše záruka, že poskytovatel řezných služeb dodržuje ověřené postupy, udržuje dokumentované systémy kvality a podléhá pravidelným nezávislým auditem třetí stranou. Porozumění významu těchto kvalifikací vám pomůže odlišit dílny, které kvalitu slibují, od těch, které ji prokazují.
Porozumění normám ISO a odvětvovým certifikacím
Při hodnocení služeb řezání oceli poskytují certifikace objektivní důkaz o závazku dodavatele k řízení kvality. Nejedná se pouze o certy na stěně – představují systematický přístup k řízení procesů, neustálému zlepšování a spokojenosti zákazníků.
Klíčové certifikace a jejich význam:
- ISO 9001:2015: Tato globálně uznávaná norma zajišťuje, že systém řízení kvality organizace konzistentně splňuje požadavky zákazníků a podporuje neustálé zlepšování. Podle Certifikační dokumentace Ameritexu certifikace ISO 9001:2015 demonstruje závazek k poskytování spolehlivých a vysoce kvalitních produktů vyrobených efektivitou, inovativní technologií a oddaností.
- IATF 16949: Tato specifická certifikace pro automobilový průmysl, založená na požadavcích ISO 9001, jde dále tím, že zajišťuje dodržování štíhlé výroby, prevence vad, snižování odchylek a eliminaci plýtvání. OGS Industries vysvětluje, že certifikace IATF 16949 zdůrazňuje silný zákaznický důraz, upřednostňuje shodu nejvyššího vedení a optimalizuje postupy pro konzistentní poskytování služeb.
- AS9100: Kvalitativní standard leteckého průmyslu řeší jedinečné požadavky na součásti kritické pro let, včetně stopovatelnosti, řízení rizik a řízení konfigurace.
- AWS D1.1/D1.6: Certifikace svařování relevantní v případě, že váš projekt řezání zahrnuje svařované sestavy, a zajišťující správné postupy a kvalifikaci svářečů.
- NADCAP: Národní certifikace programu akreditace dodavatelů v leteckém průmyslu a obranném průmyslu pro zvláštní procesy, jako je tepelné zpracování nebo nedestruktivní zkoušení.
Co vlastně certifikace znamená pro váš projekt? Certifikovaní dodavatelé vedou dokumentované postupy pro každý krok – od přijetí vaší objednávky až po konečnou kontrolu. Sledují kalibraci měřicích zařízení, školí personál podle norem kvality a uchovávají záznamy, které prokazují, že každá součást splňuje dané specifikace. Když dojde k problémům, jejich systémy nápravných opatření zabrání jejich opakování.
Kontrola kvality a dokumentace
Mimo certifikace poskytuje znalost kontrolních možností dodavatele informace o tom, zda může ověřit přesnost požadovanou vaším projektem. Různé technologie řezání dosahují různých základních úrovní přesnosti a systémy kvality zajišťují konzistenci u každé součásti.
Očekávání přesnosti podle metody řezání:
- Řezání vláknovým laserem: Tolerance ±0,001“ až ±0,005“ jsou dosažitelné při správné kalibraci zařízení a kvalitní kontrole
- Plasma vysokého rozlišení: Lze očekávat ±0,015“ až ±0,020“ při certifikovaných procesech a pravidelné údržbě zařízení
- Vodním paprskem: Zajišťuje ±0,001" až ±0,005", dodržují-li operátoři doložené postupy
- Kyslíkové řezání: Běžné tolerance ±0,030" až ±0,060" pro aplikace s tlustými deskami
Certifikované provozy využívají souřadnicové měřící stroje (CMM), optické komparátory a kalibrované měřicí přístroje ke kontrole rozměrů. Poskytují zprávy o inspekci s dokumentací skutečných naměřených hodnot ve vztahu k vašim specifikacím – důkaz, že vaše díly splňují požadavky ještě před odesláním.
Doby dodání a očekávání týkající se výrobního časového plánu
Kvalitní certifikace řeší také spolehlivost dodávek. Certifikovaný systém kvality zahrnuje plánování výroby, správu kapacity a sledování dodržování termínů dodávek. Jaké realistické časové rámce si ale máte uvědomit?
Typické doby dodání podle metody řezání a velikosti objednávky:
- Laserové řezání (malé série, méně než 50 dílů): 3–7 pracovních dnů v závislosti na dostupnosti materiálu a zatížení provozu
- Laserové řezání (sériová výroba): 1–3 týdny, přičemž u stálých dlouhodobých objednávek lze dodací lhůty potenciálně zkrátit
- Plazmové řezání (konstrukční součásti): 5–10 pracovních dnů pro standardní objednávky; rychlá dodávka často možná
- Vodní paprsek (přesné součásti): 5–10 pracovních dnů kvůli pomalejšímu řezání tlustých materiálů
- Kyslíkové řezání (těžké desky): 1–2 týdny v závislosti na dostupnosti desek a složitosti
Několik faktorů ovlivňuje skutečné dodací lhůty kromě samotného řezání:
- Zajištění materiálu: Standardní slitiny se dodávají rychle; speciální třídy mohou prodloužit dodací lhůtu o 1–3 týdny
- Efektivita rozmístění (nesting): Složité geometrie součástí vyžadují více času na programování
- Doplňkové operace: Odstranění hran, ohýbání nebo povrchová úprava prodlužují dodací lhůty
- Požadavky na kontrolu: První kontrola a dokumentace přidávají čas zpracování
- Aktuální kapacita dílny: V období špičkových sezón mohou být standardní dodací lhůty prodlouženy o 25–50 %
Když je na prvním místě časový plán, zeptejte se potenciálních dodavatelů na jejich aktuální zatížení a možnosti urychlení. Dílny certifikované podle IATF 16949 mají například systémy výrobního plánování navržené tak, aby splňovaly náročné požadavky automobilového průmyslu na dodávky typu just-in-time. Tato disciplína se často promítá i do předvídatelnějších dodacích lhůt u všech zákaznických projektů.
Vybaveni znalostmi týkajícími se norem kvality a realistických očekávání ohledně časových plánů jste nyní schopni posoudit poslední dílek skládačky: pochopení faktorů ovlivňujících snižování nákladů a toho, jak optimalizovat rozpočet vašeho projektu.
Faktory ovlivňující ceny a strategie optimalizace nákladů
Kolik bude ve skutečnosti stát váš projekt dělení oceli? Na tuto otázku si mnozí kupující neustále pokládají otázku, protože ceny se výrazně liší podle faktorů, které na první pohled nejsou vždy zřejmé. Ať už hledáte dodavatele řezání oceli poblíž mě, nebo porovnáváte nabídky od více dodavatelů, pochopení těchto nákladových faktorů vám pomůže přesně rozpočítat rozpočet a najít příležitosti k úsporám, aniž byste obětovali kvalitu.
Klíčové faktory ovlivňující náklady na řezání
Každá nabídka, kterou obdržíte, odráží složitý výpočet zahrnující materiál, strojní čas, práci a režijní náklady. Podle průzkumu cenové politiky v průmyslu mohou samotné náklady na laserové řezání kolísat od 0,10 do 1,00 USD za palec v závislosti na typu a tloušťce materiálu. Rozbor každého faktoru níže vám umožní předpokládat náklady ještě před tím, než požádáte o cenové nabídky.
Typ a cena materiálu:
- Mírná ocel: Nejekonomičtější možnost za přibližně 0,50–1,00 Kč/kg (0,23–0,45 USD/lb), což ji činí základem pro srovnání cen
- Z nerezové oceli: Počítejte s náklady 1,50–3,00 Kč/kg (0,68–1,36 USD/lb) kvůli její odolnosti a odolnosti proti korozi
- Hliník: Běží za cenu 2,00–4,00 USD/kg (0,91–1,81 USD/lb) a vyžaduje specifické řezné parametry, které mohou ovlivnit čas stroje
- Speciální slitiny: Individuální ceny dle dostupnosti materiálu a obtížnosti řezání
Vliv tloušťky na ceny:
Silnější materiály vyžadují větší výkon, nižší řezné rychlosti a zvyšují opotřebení spotřebních materiálů. Plech z nízkouhlíkové oceli o tloušťce 2 mm lze řezat výrazně rychleji než desku o tloušťce 10 mm, což přímo ovlivňuje náklady na strojový čas. CNC plasmové systémy jsou schopny řezat nízkouhlíkovou ocel o tloušťce 1/2" rychlostí přesahující 100 palců za minutu, zatímco vodní paprsek obvykle pracuje rychlostí 5–20 palců za minutu – tento rozdíl se přímo promítá do nákladů na jednotlivou součástku.
Složitost designu:
- Jednoduché tvary: Přibližně 1 hodina návrhu/programování za 20–100 USD
- Komplexní geometrie: 2–4 hodiny přípravného času, náklady 40–400 USD
- Vlastní prototypy: 5+ hodin za 100–500 USD nebo více u složitých návrhů
Úvahy k množství:
Náklady na nastavení a programování se rozdělují podle objednaného množství. Jediný prototyp může stát jen za nastavení 50–100 USD, zatímco stejné nastavení rozložené na 500 dílů je na jeden kus zanedbatelné. Objednávky ve velkém objemu často splňují podmínky pro slevy na materiál a efektivitu sériové výroby, které snižují celkové náklady o 15–30 %.
Požadavky na tolerance:
Přesnější tolerance vyžadují pomalejší řezací rychlosti, častější kontroly kvality a potenciálně jiné řezací metody. Požadavek na přesnost ±0,005 palce, když by postačilo ±0,030 palce, zvyšuje náklady bez přidané funkční hodnoty. Přizpůsobte specifikace tolerancí skutečným požadavkům.
Čas dodání:
- Standardní dodací doba (5–10 dní): Základní ceny bez přirážek
- Rychlé objednávky (2–3 dny): Počítejte s přirážkami 25–50 % za upřednostněné plánování
- Dodání téhož dne nebo následující den: Prémiové ceny ve výši 50–100 % nad standardní sazbami
Operace po řezání:
Odstranění otřepů, leštění, ohýbání nebo natírání přidávají významné náklady. Cena dílu o rozměru 1 m² vyřezaného laserem může vzrůst o dalších 5–15 USD za odstranění otřepů a o 10–30 USD za natírání, což může potenciálně zdvojnásobit základní náklady na řezání u hotových dílů.
Optimalizace vašeho projektu za účelem efektivity nákladů
Chytrý nákupci nepřijímají nabídky pasivně – před jejich vyžádáním nejprve optimalizují své projekty. Odborníci na kovový výrobu doporučují několik strategií, které snižují náklady, aniž by byla kompromitována kvalita.
Zjednodušte svůj návrh:
Vyhněte se nadměrně složitým řezům, zbytečným svarům a složitým detailům, které vyžadují rozsáhlou pracnost a čas. Použití běžných rozměrů materiálu snižuje odpad a eliminuje prémiové poplatky za nestandardní rozměry plechů. Někdy drobná změna v návrhu ušetří 20–30 % nákladů na řezání.
Využijte efektivitu rozmístění (nesting):
Pokročilý software rozmisťuje díly na plechy tak, aby maximalizoval využití materiálu. Spolupráce s místním dodavatelem řezání kovu, který používá technologii nesting, snižuje odpad a snižuje náklady na materiál. Zeptejte se potenciálních dodavatelů na jejich možnosti vkládání – tento jediný faktor může výrazně ovlivnit cenu za díl.
Plánujte sériovou výrobu:
Výroba komponent ve velkém množství namísto jednorázových individuálních kusů výrazně snižuje náklady. Sériová výroba šetří čas na nastavení, práci i celkové náklady, a zároveň zachovává konzistentní kvalitu. Pokud je to možné, sloučete více objednávek nebo plánujte dopředu, abyste využili cen pro velké objemy.
Zvolte vhodné metody řezání:
Neplatíte za laserovou přesnost, pokud plazmové řezání poskytuje pro vaši aplikaci dostatečnou kvalitu. CNC plazmové stoly nabízejí nejnižší náklady na palec řezu s náklady na spotřební materiál 0,10–0,50 USD na palec ve srovnání s laserovými systémy za 0,15–0,75 USD na palec. Přizpůsobte technologii skutečným požadavkům.
Zvažte alternativní materiály:
Zatímco nerezová ocel nabízí pevnost a odolnost proti korozi, hliník může být výhodnější z hlediska nákladů u lehkých aplikací. Projednejte si cíle svého projektu s výrobci, kteří vám doporučí materiály, které vyvažují nákladovou efektivitu a dlouhodobou spolehlivost.
Místní versus online služby – ekonomika
Když hledáte „řezání oceli poblíž mě“, vážete pohodlí proti potenciálně nižším cenám od vzdálených dodavatelů. Obě možnosti mají své výhody v závislosti na vaší konkrétní situaci.
Výhody místních služeb:
- Komunikace osobně u složitých projektů snižuje nedorozumění
- Nižší nebo nulové náklady na dopravu těžkých materiálů
- Rychlejší dodání bez čekání na přepravu
- Možnost prohlédnout si první vzorky před zahájením plné výroby
- Jednodušší řešení problémů nebo provádění změn během projektu
Kdy dávají smysl online/vzdálené služby:
- Specializované schopnosti, které nejsou lokálně k dispozici
- Výrazně nižší ceny, které kompenzují náklady na dopravu
- Jednoduché, jasně definované projekty s přesnými specifikacemi
- Neurgentní časové rámce, které zohledňují dobu dopravy
U tlustých ocelových desek se náklady na dopravu mohou velmi rychle vyšplhat nad úspory z vzdálených dodavatelů. Cena jedné plechové desky z mírně uhlíkové oceli o rozměrech 4×8 stop a tloušťce 2 mm činí přibližně 60–120 USD pouze za materiál – doprava stejné desky přes celou zemi může přidat dalších 50–150 USD v závislosti na vzdálenosti a dopravci.
Před rozhodnutím vypočtěte celkové náklady včetně dopravy. Místní dílna, která účtuje o 15 % více za krájení, může nakonec přinést nižší celkové náklady projektu, pokud započítáte dopravu a dobu přepravy. Poté, co pochopíte základy cenotvorby, jste připraveni posoudit dodavatele a vybrat si správného partnera pro váš projekt.

Výběr vhodného poskytovatele řezání oceli
Ovládáte technické detaily a znáte náklady na váš projekt – nyní přichází rozhodnutí, které vše spojuje. Nalezení dílny pro řezání kovů poblíž mě, která odpovídá vašim konkrétním požadavkům, vyžaduje více než rychlý online vyhledávací dotaz. Správný dodavatel se stává strategickým partnerem, který zajišťuje stálou kvalitu, dodržuje termíny a proaktivně komunikuje, když nastanou problémy.
Hodnocení kapacit dodavatele služeb
Než se zavážete k jakémukoli dodavateli, důkladně posuďte jeho schopnosti ve vztahu k potřebám vašeho projektu. Podle odborných doporučení společnosti TMCO je zkušenost výrobce jedním z nejsilnějších ukazatelů jeho schopností – léta působení často znamenají hlubší znalosti materiálů, zdokonalené procesy a schopnost předvídat problémy dříve, než se stanou finančně náročnými záležitostmi.
Kontrolní seznam pro hodnocení dodavatele:
- Možnosti zařízení: Ověřte si, zda disponují konkrétní technologií řezání (laser, plazma, vodní paprsek), která je vhodná pro váš materiál a požadovanou tloušťku
- Odbornost na materiály: Potvrďte zkušenosti s vašimi konkrétními ocelovými třídami, ať už uhlíkovou ocelí, nerezovou nebo speciálními slitinami
- Osvědčení: Vyžadujte minimálně ISO 9001; IATF 16949 pro automobilové aplikace; AS9100 pro letecký průmysl
- Vlastní kapacity: Kompletní provozy nabízející řezání, ohýbání, svařování a dokončování pod jednou střechou snižují předávání a odchylky kvality
- Produkční kapacita: Ujistěte se, že jsou schopni škálovat od prototypů po výrobní objemy bez poklesu kvality
- Inženýrská podpora: Poskytovatelé nabízející doporučení pro návrh vhodný pro výrobu (DFM) pomáhají optimalizovat návrhy ještě před zahájením řezání
- Zkušební zařízení: Kontrolní měřicí stroje (CMM), optické komparátory a dokumentované procesy kontroly kvality zajišťují rozměrovou přesnost
- Rychlost komunikace: Věnujte pozornost rychlosti odpovědi na počáteční dotazy – to předurčuje kvalitu komunikace během projektu
Ne všechny dílny nabízejí stejnou úroveň schopností. Některé pouze řežou kov, zatímco jiné outsourcují obrábění, dokončování nebo montáž – což může vést k prodlevám, komunikačním mezerám a nekonzistentní kvalitě. Odborníci na průmysl zdůrazňují, že moderní zařízení a technologie hrají důležitou roli při výrobě zakázkových plechových dílů, protože pokročilé stroje umožňují přesné řezání, ohýbání a montáž, které jsou klíčové pro dosažení přesných návrhů.
Při hledání dílen na řezání plechů poblíž mě nebo řezání oceli poblíž mě upřednostňujte provozovny, které projevují transparentnost ohledně svého vybavení, procesů a systémů kvality. Dodavatel sebejistý ve svých schopnostech bude ochoten tyto informace poskytnout.
Otázky, které je třeba položit před potvrzením zakázky
Otázky, které položíte během počátečních rozhovorů, odhalí, zda dodavatel vyhovuje vašim potřebám. Potvrzuje průmyslový výzkum že spolehlivost dodavatele je stejně důležitá jako kvalita jeho výrobků – spolehliví dodavatelé zajišťují včasnou dodávku a trvalou dostupnost produktů, což je klíčové pro dodržování časových plánů projektů.
Zásadní otázky pro potenciální dodavatele:
- Jak dlouho vyrábíte složité kovové díly a máte zkušenosti s podobnými aplikacemi?
- Jaké technologie řezání používáte a jaké jsou jejich možnosti ohledně tloušťky materiálu a tolerancí?
- Můžete poskytnout reference nebo studie případů z projektů podobných mým?
- Jaké certifikace máte a můžete předložit dokumentaci?
- Jaká je vaše běžná dodací lhůta pro projekty mé velikosti a složitosti?
- Nabízíte rychlé služby a jaké jsou s nimi spojené náklady?
- Jak řešíte změny návrhu nebo problémy objevené během výroby?
- Jaké kontrolní procesy zajišťují, že díly splňují specifikace před odesláním?
- Poskytujete certifikáty materiálů a zprávy o kontrole spolu s dodávkami?
- Jaká je doba odezvy na vaše cenové nabídky a jak podrobné jsou vaše odhady?
Věnujte pozornost tomu, jak poskytovatelé tyto otázky zodpovídají. Zkušení výrobci kovových konstrukcí rozumí rozdílům v kovech a tomu, jak se každý z nich chová při řezání, tváření a svařování. Měli by bez váhání jasně vysvětlit své postupy zajištění kvality.
Když je místní služba nejdůležitější
Geografická blízkost nabízí hmatatelné výhody pro určité typy projektů. Pokud hledáte, kde mohu nechat uříznout kov poblíž mě, vezměte v úvahu tyto situace, ve kterých místní dodavatelé přinášejí zřejmé výhody:
- Složité nebo se vyvíjející projekty: Komunikace osobně rychleji odstraní nejasnosti než e-mailové výměny
- Těžké materiály: Doprava tlustých ocelových desek přidává významné náklady; možnost vyzvednutí na místě eliminuje dopravné
- Pevné termíny: Eliminací doby přepravy získáte další pracovní dny pro výrobu
- První kontrolní protokol (First Article Inspection): Návštěva provozu za účelem schválení počátečních vzorků před zahájením sériové výroby zabrání nákladným chybám
- Iterativní prototypování: Rychlé cykly návrhu, testování a úprav profítnou z geografické blízkosti
- Průběžné vztahy: Pravidelné objednávky podporují důvěru a často otevírají příležitost k preferenčnímu zacházení během období špičkové zátěže
Místní dílny zabývající se kovovým zpracováním také rozumí regionálním tržním podmínkám, stavebním předpisům a odvětvovým normám, které mohou ovlivnit váš projekt. Tato kontextuální znalost je cenná pro stavební, architektonické a infrastrukturní aplikace.
Kdy dobře fungují vzdálené nebo online služby
Vzdálenost ztrácí na významu, pokud projekty splňují určitá kritéria:
- Jasně definované specifikace: Přesné výkresy a požadavky minimalizují potřebu komunikace
- Specializované schopnosti: Jedinečné technologie řezání nemusí být na místním trhu dostupné
- Vysoké objemy výroby: Významné úspory na jednotku mohou překročit náklady na dopravu
- Lehké díly: Tenké plechy lze ekonomicky přepravovat
- Průhledné termíny: Neurgentní projekty umožňují dopravní dobu bez časového tlaku
- Navázané vztahy: Jakmile ověříte kvalitu vzdáleného dodavatele, opakující se objednávky se stávají rutinní záležitostí
U automobilových a přesných kovových lisovacích aplikací se výpočet posouvá směrem k vyhledání dodavatelů s konkrétními certifikacemi a integrovanými kapacitami bez ohledu na jejich umístění. Výrobci jako Shaoyi (Ningbo) Metal Technology tento přístup ilustrují: nabízejí kvalitu certifikovanou podle IATF 16949 pro podvozky, systémy zavěšení a konstrukční součásti, rychlé prototypování během 5 dnů a zpětnou vazbu k cenové nabídce během 12 hodin. Jejich komplexní podpora návrhu pro výrobu (DFM) optimalizuje celý výrobní proces – od řezání po dokončené sestavy. Tyto kapacity nemusí být na vašem místním trhu dostupné.
Při hodnocení vzdálených dodavatelů pro automobilové aplikace upřednostňujte ty, kteří prokazují:
- Certifikaci IATF 16949 zajišťující systémy kvality odpovídající automobilovému průmyslu
- Schopnosti rychlého prototypování pro rychlou validaci návrhů
- Automatickou sériovou výrobu umožňující škálování objemů
- Komplexní inženýrskou podporu snižující počet iterací návrhu
- Rychlou reakci na poptávkové nabídky, což ukazuje provozní efektivitu
Vytváření dlouhodobých vztahů s dodavateli
Nejlepší vztahy ve službách řezání přesahují pouhé transakční objednávky. Důvěryhodní dodavatelé se stávají součástí vašeho inženýrského týmu a poskytují poznatky, které postupem času vylepšují návrhy a snižují náklady. Během omezení kapacity upřednostňují vaše objednávky, protože si váží trvalého vztahu.
Začněte zkušebním projektem, abyste ověřili schopnosti dodavatele, než se zavážete k větším objednávkám. Zhodnoťte nejen hotové díly, ale celou zkušenost – přesnost cenových nabídek, kvalitu komunikace, dodržení termínů dodávky a řešení problémů. Průhledná komunikace předchází nákladným překvapením a udržuje projekty na správné cestě od začátku do konce.
Spolehlivý výrobce poskytne jasné časové plány, aktualizace projektu a realistická očekávání. Silné komunikační dovednosti ukazují dodavatele, který si váží partnerství více než krátkodobého zisku. Tyto vztahy přinášejí narůstající hodnotu, protože dodavatelé znají vaše preference, předvídají potřeby a preventivně navrhují vylepšení.
Poté, co stanovíte kritéria pro výběr dodavatele, jste připraveni shrnout vše, co jste se naučili, a s důvěrou provést akci ve svém projektu řezání oceli.
Děláme informovaná rozhodnutí při řezání oceli
Prošli jste celou škálu služeb řezání oceli – od pochopení tepelných a mechanických technologií, přes vyhodnocení dodavatelů a optimalizaci nákladů. Nyní je čas tuto znalost zredukovat na konkrétní rozhodnutí, která posunou váš projekt vpřed se sebevědomím.
Přiřazení vašeho projektu ke správné metodě řezání
Výběr optimální řezací technologie nevyžaduje, abyste se stali odborníkem na metalurgii. Zaměřte se spíše na tři základní otázky, které vedou každý úspěšný projekt:
Správná metoda řezání vyvažuje tloušťku vašeho materiálu, požadovanou přesnost a rozpočtová omezení. Nadměrné specifikace tolerance plýtvají penězi; nedostatečné specifikace ohrožují drahocennou přestavbu.
Nejprve zvažte svůj materiál. Uhlíková ocel nabízí nejširší rozsah možností řezání, zatímco nerezová ocel a hliník vyžadují specifické parametry. Dále posuďte tloušťku – laser je nejvhodnější pro tloušťky do 1,25 palce, plazma efektivně zpracuje středně tlusté desky a kyslíkové řezání zvládne nejtěžší profily. Nakonec přizpůsobte požadavky na přesnost funkčním potřebám projektu, nikoli pouze ideálnímu stupni přesnosti.
Profesionální řešení pro řezání oceli jsou úspěšná tehdy, když se technické specifikace shodují s realitou. A důvěryhodný partner ve výrobě vás může vést k metodě řezání, která maximalizuje úspěch vašeho projektu a zároveň respektuje rozpočtová omezení.
Hlavní rozhodovací faktory na pohled:
- Pro přesné řezání tloušťky do 0,75 palce: Fibrooptický laser poskytuje vynikající kvalitu řezného okraje a úzké tolerance
- Pro konstrukční součásti o tloušťce nad 1 palec: Plazmové nebo kyslíkové řezání poskytuje cenově výhodné výsledky
- Pro tepelně citlivé materiály: Vodní paprsek eliminuje obavy z tepelné deformace
- Pro velké objemy plechů: Stříhání nabízí rychlý průchod za nižší cenu
Další krok s důvěrou
Připraveni jít dál? Tento průvodce průmyslovým řezáním kovů vás vybavil znalostmi potřebnými k efektivní komunikaci s dodavateli a k inteligentnímu vyhodnocení jejich nabídek. Jasné sdělování zůstává základem úspěšných projektů – neúplné specifikace vedou k přepracování cenových nabídek, výrobním zpožděním a výsledkům, které minejí očekávání.
Mějte na paměti, že osvědčené postupy projektového řízení kladou důraz na stanovení konkrétních cílů, jasné definování rozsahu a udržování otevřených komunikačních kanálů. Tyto principy se přímo vztahují na váš řezný projekt, bez ohledu na jeho velikost či složitost.
Plán akcí pro metody řezání při výrobě ocelových konstrukcí:
- Dokumentujte své požadavky kompletně: Shromážděte specifikace materiálu, množství, tolerance a omezení termínů dříve, než kontaktujete dodavatele
- Připravte profesionální výkresy: Soubory CAD ve formátech DXF, DWG nebo STEP nejlépe přenášejí specifikace – podrobné náčrtky postačí pro jednodušší úkoly
- Vyžádejte si cenové nabídky od více dodavatelů: Porovnejte alespoň tři dodavatele, abyste pochopili rozdíly v tržních cenách a kapacitách
- Ověřte certifikace: Ověřte minimálně certifikaci ISO 9001; pro automobilový průmysl vyžadujte IATF 16949 a pro letecký průmysl AS9100
- Zeptejte se na dodací lhůty a kapacitu: Pochopením aktuální zátěže a možností urychlení se rozhodněte až po pečlivém zvážení
- Začněte s objednávkou na zkoušku: Otestujte schopnosti dodavatele na menším projektu, než se zavážete k sériové výrobě
- Vyhodnoťte celkový dojem: Posuďte přesnost nabídek, kvalitu komunikace a dodržování termínů – nejen kvalitu hotových dílů
Znalosti, které jste získali, vás mění z pasivního kupujícího na informovaného partnera. Rozumíte metodám řezání ocelových konstrukcí natolik, abyste dokázali pokládat správné otázky, rozpoznali důležité certifikace jakosti a optimalizovali projekty na co nejlepší nákladovou efektivnost, aniž byste obětovali výsledky.
Ať už potřebujete službu laserového řezání dřeva pro specializované aplikace, nebo zpracování těžkých desek pro ocelové konstrukce, základy zůstávají stejné: jasné specifikace, vhodný výběr technologie a ověřené schopnosti dodavatele vedou ke spokojeným výsledkům. Udělejte tento první krok zdokumentováním požadavků na váš projekt – cesta od surové oceli ke komponentům s vysokou přesností začíná jasným určením toho, čeho chcete dosáhnout.
Nejčastější dotazy týkající se služeb řezání oceli
1. Kolik stojí řezání kovu?
Náklady na řezání kovů se liší podle typu materiálu, tloušťky, složitosti a metody řezání. Laserové řezání se obvykle pohybuje v rozmezí 0,10–1,00 USD za palec, zatímco plazmové řezání je levnější – 0,10–0,50 USD za palec. Náklady na uhlíkovou ocel činí přibližně 0,50–1,00 USD/kg, nerezová ocel 1,50–3,00 USD/kg a hliník 2,00–4,00 USD/kg. Nastavovací poplatky za jednoduché tvary činí 20–100 USD, zatímco pro složité návrhy mohou dosáhnout 100–500 USD. Expediční objednávky přinášejí přirážku 25–100 % a sekundární operace, jako je odstraňování ostří a natírání, mohou základní náklady na řezání zdvojnásobit.
2. Můžete řezat ocel doma?
Ano, můžete řezat uhlíkovou ocel silnou až přibližně 3/8 palce doma pomocí pilových kotoučů na řezání feromobilních kovů s kruhovými pilami nebo úhlovými bruskami. Kotouče s karbidovými zuby vydrží déle než ty s ocelovými zuby. Plechové nůžky jsou vhodné na tenký plech a běžné nůžky zvládnou velmi tenké materiály. U přesných řezů, složitých tvarů nebo tlustších materiálů však profesionální služby pro řezání oceli s využitím laserových, plazmových nebo vodních paprsků poskytují lepší přesnost, čistší hrany a tolerance až do +/− 0,001 palce.
3. Jaká je nejlepší metoda řezání tlustých ocelových desek?
U tlustých ocelových plechů oxy-řezání zvládne materiály od 0,5 palce do více než 36 palců, čímž je ideální pro těžké stavební práce. Plazmové řezání efektivně zpracovává ocel od 0,25 palce do více než 6 palců s lepší kvalitou řezu než oxy-řezání. Vodním paprskem lze řezat až do více než 8 palců bez tepelně ovlivněných zón a tím se zachovají vlastnosti materiálu. Zvolte oxy-řezání pro přímé řezy na těžké uhlíkové oceli, plazmové řezání pro vyváženou rychlost a kvalitu u stavebních dílů a řez vodním paprskem tam, kde je třeba vyhnout se tepelným deformacím u přesných součástí.
4. Jaké certifikace bych měl hledat u dodavatele řezání oceli?
Mezi klíčové certifikáty patří ISO 9001:2015 pro systémy řízení kvality, IATF 16949 pro automobilové aplikace vyžadující štíhlou výrobu a prevenci vad a AS9100 pro letecké komponenty, které vyžadují sledovatelnost a řízení konfigurace. Certifikace AWS D1.1/D1.6 jsou důležité v případech, kdy projekt zahrnuje svařování. Akreditace NADCAP se vztahuje na speciální procesy, jako je tepelné zpracování. Tyto certifikáty zajišťují dokumentované postupy, kalibrované zařízení, vyškolený personál a konzistentní kvalitu prostřednictvím auditů třetích stran.
5. Jak připravím technické specifikace pro projekt řezání oceli?
Připravte úplné specifikace včetně přesné třídy materiálu a slitiny (např. nerezová ocel 304 nebo uhlíková ocel A36), tloušťky, množství a rozměrových požadavků s vyznačením kritických tolerancí. Pro co nejjasnější komunikaci poskytněte CAD soubory ve formátech DXF, DWG nebo STEP. Uveďte požadavky na povrchovou úpravu, termíny dodání a potřebu jakýchkoli sekundárních operací. Uveďte, které rozměry vyžadují přesnou kontrolu a které postačí se standardními tolerancemi. Přesné specifikace zabraňují revizím nabídek, snižují prodlevy výroby a zajišťují shodu výsledků s očekáváními.