 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Skutečný návrat investic (ROI) z vlastních vytlačovacích nástrojů pro sériovou výrobu
Skutečný návrat investic (ROI) z vlastních vytlačovacích nástrojů pro sériovou výrobu

SHRNUTÍ
Návratnost investice (ROI) u speciálních tvářecích nástrojů pro výrobu velkých sérií je mimořádně vysoká díky skromným počátečním nákladům na nástroje, které se rozloží na velkém počtu dílů. Protože náklady na nástroje často kolísají mezi 300 a více než 2 000 USD, náklady na jednotku se ve velkosériové výrobě stávají zanedbatelnými. To činí výrobu speciálních profilů vysoce ekonomickou výrobní metodou pro vytváření složitých a přesných profilů ve srovnání s procesy, které vyžadují nákladnější nástroje, jako je lití do forem.
Analýza počáteční investice: Přehled nákladů na speciální tvářecí nástroje
Než začnete vypočítávat dlouhodobý výnos, je nezbytné pochopit počáteční investici do nástrojů. Na rozdíl od jiných výrobních procesů, kde mohou být nástroje významnou finanční překážkou, jsou náklady na tvárnice pro výrobu speciálních hliníkových profilů relativně nízké. Tato dostupnost je hlavním důvodem jejich výhodného výnosu z investice, zejména při vysokém objemu výroby. Počáteční jednorázová platba za tvárnici má při rozložení na tisíce či miliony kusů zanedbatelný dopad na konečnou cenu dílu.
Náklady na tvárnici pro extruzi nejsou pevnou částkou, ale liší se podle několika klíčových faktorů souvisejících s návrhem a výrobou. analýzu společnosti Ya Ji Aluminum , náklady lze rozdělit podle složitosti. Jednoduchá plná matrice může stát mezi 300 a 800 USD, zatímco složitější dutý profil může být v rozmezí od 800 do 2 000 USD. U vysoce komplexních profilů s více dutinami nebo velmi velkých průřezech může investice přesáhnout 2 000 USD. Tyto částky jsou výrazně nižší než náklady na nástroje pro alternativy, jako je lití do forem, které mohou dosáhnout více než 25 000 USD, jak uvádí American Douglas Metals .
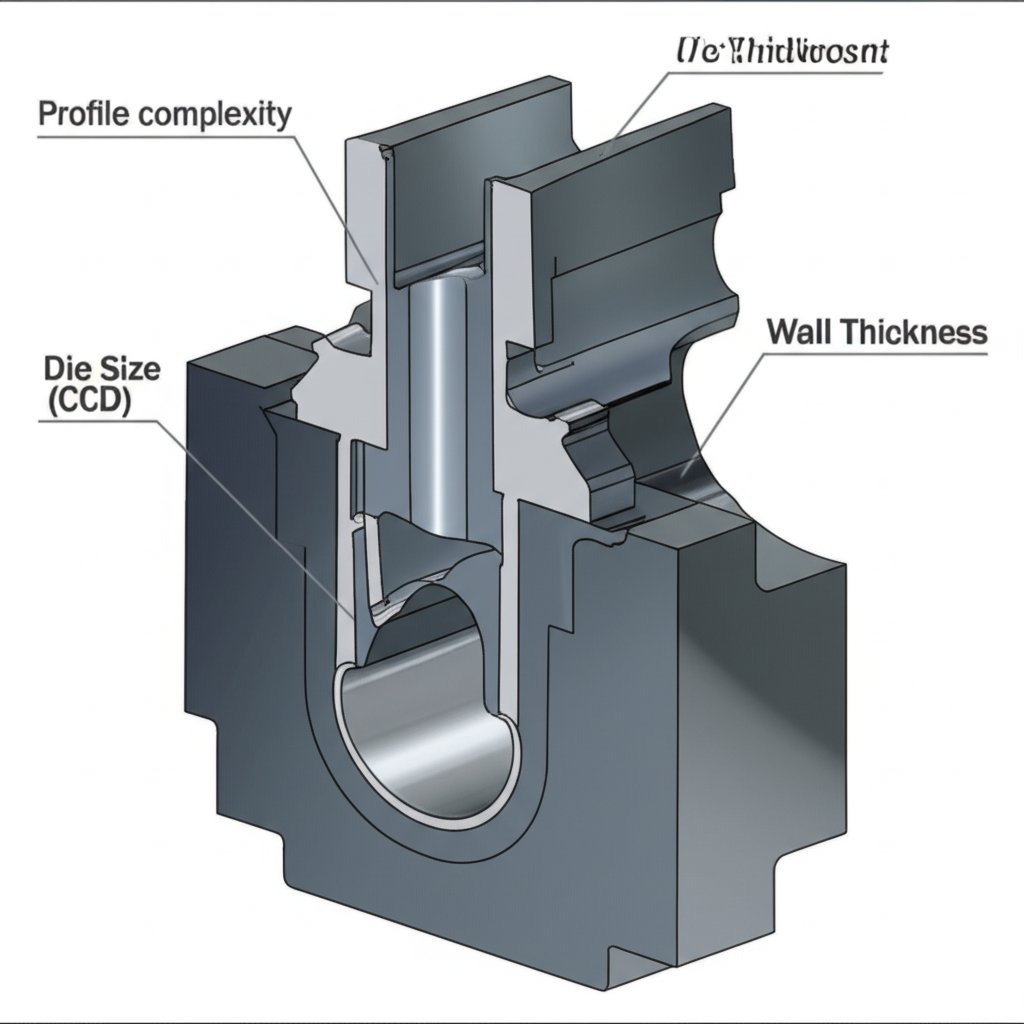
Několik klíčových faktorů přímo ovlivňuje tuto počáteční částku. Hlavním faktorem je složitost profilu. Jednoduchý, symetrický tvar je snazší obrábět a vyžaduje méně oceli než komplexní, nesymetrický profil s vnitřními dutinami. Mezi další důležité proměnné patří:
- Velikost matrice: Měřená průměrem opsaného kruhu (CCD), což je nejmenší kruh, do kterého lze vložit průřez profilu. Větší CCD vyžaduje větší a nákladnější blok matrice.
- Tolerenční rozsahy: Přesnější rozměrové tolerance vyžadují přesnější obrábění a rozsáhlejší kontroly kvality, což zvyšuje náklady.
- Materiál: Většina forem je vyrobena z nástrojové oceli H13, ale u aplikací s vysokým opotřebením mohou být vyžadovány vyšší třídy materiálů nebo povlaky, což zvyšuje cenu.
- Počet dělení: U malých profilů vyráběných ve velmi vysokých objemech může vícedělová forma současně vytlačovat několik dílů. I když počáteční náklady jsou vyšší, výrazně se snižují náklady na jednotlivý díl.
Návratnost investice: Jak vlastní formy zvyšují rentabilitu při vysokém objemu výroby
Základem výpočtu návratnosti je amortizace. Počáteční náklady na nástroje, ačkoli důležité, jsou fixními náklady. Při vysokém objemu výroby se tyto náklady rozpočítají na celý výrobní cyklus. Například forma za 1 500 USD použitá na výrobu 100 000 stop profilu přidá k nákladům pouze 0,015 USD na stopu. S rostoucím objemem výroby se tyto náklady na jednotku blíží nule, takže dominantními náklady se stávají suroviny a čas tvarování. Právě tento princip činí vlastní tvarování velmi efektivním řešením pro sériovou výrobu.
Mimo jednoduchého rozúčtování nákladů přinášejí speciální tvářecí nástroje návratnost investic díky významným inženýrským a provozním úsporám. Tvářecí proces umožňuje vytváření nesmírně složitých průřezů, které mohou integrovat více funkcí do jednoho jediného dílu. Tato schopnost může eliminovat potřebu dodatečného obrábění, svařování nebo montážních operací. Například prvky jako závity, chladiče nebo klikové spoje lze přímo vytvořit v profilu, čímž se snižují náklady na práci i počet dílů ve finální sestavě.
Dále přispívají vlastní tvarové profily k návratnosti investic optimalizací využití materiálu. Inženýři mohou navrhovat profily, které umisťují kov pouze tam, kde je konstrukčně potřeba, čímž vytvářejí lehké, ale pevné součásti. Toto je zřetelná výhoda oproti subtraktivním výrobním metodám, které vycházejí z masivního bloku materiálu a vytvářejí významné množství odpadu. Efektivita samotného procesu tváření, často vyjádřená tzv. „výtěžkem“ – množstvím hotového výrobku vzhledem k použitému surovině – je zásadně vysoká, což minimalizuje odpad a maximalizuje hodnotu získanou z původní hliníkové ingoty.
Strategický návrh a plánování: Praktické tipy pro maximalizaci návratnosti investic
Maximální možný návratnost investic z kustovních tvarovek pro extruzi není samozřejmostí; vyžaduje promyšlený návrh a strategické plánování. Inženýři a konstruktéři mohou podniknout několik konkrétních kroků k optimalizaci profilů z hlediska nákladové efektivity i výkonu. Zaměřením na návrh s ohledem na výrobní technologii (DFM) mohou týmy snížit počáteční náklady na nástroje a zlepšit rychlost výroby, čímž dále zvyšují finanční návratnost.
Jednou z nejúčinnějších strategií je zachování stejné tloušťky stěn po celém průřezu profilu. Výrazné rozdíly v tloušťce mohou způsobit nerovnoměrné chlazení a problémy s tokem materiálu, což vede k rozměrové nestabilitě. Jak uvádí návod na návrh od Gabrian zdůrazňuje , symetrické tvary jsou jednodušší a levnější na extruzi, protože umožňují vyvážený tlak na formu. Kde jsou změny tloušťky nezbytné, měly by být postupné, s použitím hladkých přechodů a zaoblených rohů namísto ostrých úhlů, které mohou vytvářet místa napětí jak ve výrobku, tak ve formě.
Dalším důležitým tipem je vyhýbat se zbytečně úzkým tolerancím. Stanovení tolerancí přísnějších, než aplikace vyžaduje, může výrazně zvýšit složitost a náklady na tvářecí nástroj. Navrhlci by měli také zvážit rozdělení příliš složitého profilu na dvě nebo více jednodušších, vzájemně zapadajících částí. Ačkoli to může působit protiúčelně, dva jednoduché nástroje jsou často levnější a rychleji vyrobitelné než jeden extrémně složitý nástroj. U projektů s náročnými požadavky, jako jsou projekty v automobilovém průmyslu, může být spolupráce se specializovaným partnerem neocenitelná. Pro automobilové projekty vyžadující přesně konstruované komponenty zvažte speciální hliníkové profily od ověřeného partnera. Společnost Shaoyi Metal Technology nabízí komplexní jednotné řešení , od rychlého prototypování až po výrobu ve velkém měřítku v rámci přísného systému kvality certifikovaného podle IATF 16949, což pomáhá racionalizovat výrobu a efektivně splňovat specifikace.
Ekonomické zdůvodnění pro výrobky na míru
Nakonec je ekonomické odůvodnění investice do vlastních tvářecích nástrojů pro vysokoodběrovou výrobu přesvědčivé. Kombinace nízkých počátečních nákladů na nástroje, výrazného snížení nákladů na kus díky amortizaci a významných příležitostí pro konsolidaci dílů a úsporu hmotnosti vytváří silný finanční výnos z investice. Pokud výrobci uplatní strategické návrhové principy a budou spolupracovat s zkušenými dodavateli, mohou tento univerzální proces využít ke získání výrazné konkurenční výhody, snížení celkových nákladů na výrobek a zároveň ke zlepšení jeho výkonu a kvality.

Nejčastější dotazy
1. Kolik stojí vlastní tvářecí nástroj pro extruzi?
Náklady na výrobu speciálního nástroje pro lisování hliníku se obvykle pohybují od 300 do více než 5 000 USD. Cena nástroje pro jednoduchý plný profil může být mezi 300 a 800 USD. Nástroj pro dutý profil se obecně pohybuje v rozmezí 800 až 2 000 USD. Vysoce složité, velké nebo vícekomorové nástroje mohou stát 2 000 USD a více. Konečná cena závisí na složitosti profilu, velikosti (CCD), tolerancích a počtu dělících komor.
2. Jaké je výtěžnost lisování?
Ve vztahu k lisování „výtěžnost“ označuje množství hotového, použitelného výrobku získaného z určitého množství suroviny. Jedná se o míru efektivity procesu. Vysoká výtěžnost znamená, že během výroby bylo ztraceno velmi málo materiálu jako odpad, což je klíčový faktor pro udržení nízkých nákladů, zejména při vysokém objemu výroby.
3. Jaká je cena hliníkového profilu 4040?
Cena standardního profilu, jako je hliníková profilačka 4040, není přímo spojena s náklady na vlastní tvářecí nástroje, protože nástroje pro tyto běžné tvary již byly dlouhodobě odpisovány. Cena standardních profilů je stanovena především podle aktuální tržní ceny hliníku za kilogram nebo libru, k čemuž jsou připočteny náklady na zpracování a úpravu od výrobce. Ceny se liší mezi dodavateli a mění se v závislosti na vývoji globálního trhu s hliníkem.