 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Porozumění společnostem specializujícím se na přesné zpracování plechů: klíčové koncepty

Co přesná výroba z plechu ve skutečnosti znamená
Když slyšíte termín „ přesná výroba plechových dílů ," co vám napadne? Pokud si představujete jakékoli kovářské dílny vybavené nástroji na řezání a svařovacími zařízeními, vidíte jen část celkového obrazu. Firmy specializující se na přesnou výrobu plechových dílů působí v úplně jiné lize – tam, kde rozhodují o úspěchu či neúspěchu mikroskopická měření.
Co tedy přesně znamená „přesná“ výroba? Vše se svádí k jednomu klíčovému faktoru: tolerancím. Zatímco standardní zpracování kovů pracuje s tolerancemi ±1/16" až ±1/8" (přibližně ±1,6 mm až ±3,2 mm), přesná výroba plechových dílů vyžaduje přesnost v rozmezí ±0,005" až ±0,010" (±0,13 mm až ±0,25 mm). To je rozdíl, který sotva uvidíte pouhým okem – avšak rozdíl, který může rozhodnout o úspěchu či neúspěchu kritických aplikací.
Přesné tolerance při výrobě z plechu se obvykle pohybují v rozmezí ±0,005" až ±0,010" (±0,13 mm až ±0,25 mm) – až desetkrát přesnější než standardní výrobní tolerance ±1/16" až ±1/8".
Co odděluje přesnou výrobu od standardní
Představte si sestavení složitého lékařského zařízení, jehož součásti musí dokonale sednout bez jakýchkoli mezer. Standardní výrobní tolerance ±1/8" by způsobila, že by zařízení bylo zcela nepoužitelné. Právě proto je přesnost při výrobě z plechu v náročných odvětvích tak zásadní.
Význam přesnosti při výrobě z plechu sahá dál než pouhé úzké tolerance. Společnosti specializující se na přesnou výrobu z plechu se odlišují tímto:
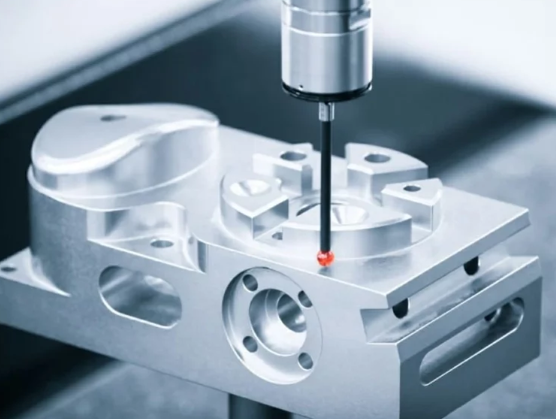
- Pokročilé vybavení: Fiberové laserové řezačky, robotické CNC lisy s měřicími systémy úhlů a automatické svařovací stanice nahrazují standardní ruční nástroje
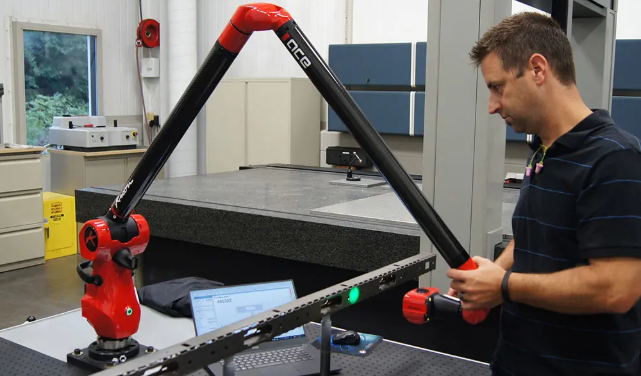
- Pokročilé systémy kvality: Koordinátní měřicí stroje (CMM), optické komparátory a laserové měřicí systémy zajišťují stálou přesnost
- Odbornost na materiály: Hluboké pochopení chování různých slitin během zpracování, včetně výpočtů pružného zpětného prohnutí a zohlednění směru zrna
- Kompletní dokumentaci: Plná sledovatelnost, statistická regulace výrobního procesu a kontrola prvního vzorku podporující regulované odvětví
Standardní dílny pro zpracování kovů tyto schopnosti prostě nedokáží napodobit. Jejich univerzální nástroje a základní metody kontroly jsou vhodné pro konstrukční rámy nebo jednoduché kryty – avšak selhávají, pokud rozměrová přesnost přímo ovlivňuje výkon nebo bezpečnost výrobku.
Porozumění požadavkům na tolerance při zpracování kovů
Zde je něco, co si mnoho inženýrů uvědomí až na vlastní kůži: CAD programy jako SolidWorks ve výchozím nastavení používají tolerance pro obrábění, které jsou mnohem přesnější, než jaké obvykle dosahují procesy zpracování plechů. Podle odborníků z Herold Precision Metals vede tento nesoulad často k nadměrnému technickému řešení a nepotřebným nákladům.
Proč je to důležité? Protože plech se chová jinak než pevné součásti vyrobené obráběním. Tenčí materiály jsou během tváření více náchylné k vlivu různých proměnných. Ohýbání způsobuje mírné vypouklé deformace v blízkosti ohýbacích čar. Vícenásobné navzájem se protínající ohýbání způsobují výraznější deformace. Dokonce i otvory umístěné v blízkosti ohýbacích čar mohou ovlivnit lokální tvar.
Přesná výroba z plechu tyto výzvy řeší prostřednictvím empirických výpočtů, výroby prototypů a pečlivých úprav – nikoli pouze programováním. Typická přesná ohýbací operace může při použití vhodných technik dosáhnout přesnosti výšky ±0,25 mm a přesnosti délky po ohnutí ±0,5 mm.
Jaký je závěr? Společnosti specializující se na přesné zpracování plechů investují významné prostředky do vybavení, školení a systémů řízení kvality, které jsou speciálně navrženy tak, aby překonaly vnitřní výzvy spojené s práci s tenkými kovovými materiály. Tyto investice se přímo promítají do součástek, které dokonale sedí, spolehlivě fungují a splňují přísné požadavky leteckého, zdravotnického, elektronického a dalších náročných odvětví.

Základní procesy definující přesné zpracování
Nyní, když víte, co zpracování činí „přesným“, pravděpodobně vás napadá: jak tyto společnosti ve skutečnosti dosahují takových úzkých tolerancí? Odpověď spočívá ve specializovaných procesech – každý z nich je pečlivě kontrolován, aby zaručil konzistentní a přesné výsledky. Podívejme se podrobně na základní techniky, na které se každý odborný výrobce přesných plechových dílů opírá.
Na rozdíl od běžných prodejců, kteří tyto procesy mohou uvádět na svých webových stránkách bez vysvětlení, pochopení toho, jak každá metoda funguje, vám pomůže učinit chytřejší rozhodnutí ohledně vašich projektů výroby. Zde je, co potřebujete vědět:
- Řezání laserem: Využívá zaměřený laserový paprsek k roztavení nebo odpaření materiálu s přesností až ±0,1 mm až ±0,15 mm – ideální pro složité návrhy a tlustší materiály do tloušťky 25 mm
- CNC stříhání: Počítačem řízené nástroje protlačují plech a vytvářejí přesné otvory a tvary s přesností přibližně ±0,2 mm – nejvhodnější pro opakující se vzory v tenčích materiálech
- Přesné ohýbání: CNC lisy pro ohýbání s vestavěnými senzory tvarují úhly s přesností ±0,5° až ±1° a s délkovou přesností ±0,20 mm na každý ohyb
- Přesné svařování: Řízené spojovací procesy, včetně TIG, MIG a robotického svařování, které zachovávají rozměrovou přesnost a zároveň vytvářejí pevné a čisté spoje
Každý proces má své vlastní výhody. Zkušená provozní jednotka specializující se na přesné zpracování plechů přesně ví, kdy kterou techniku nasadit – a co je ještě důležitější, jak je navzájem poskládat pro dosažení optimálních výsledků.
Vysvětlení laserového řezání a CNC puncování
Představte si, že potřebujete vyříznout složitý letecký upevňovací prvek s zakřivenými hranami a otvory s přísnými tolerancemi. Kterou metodu byste měli zvolit? Odpověď závisí na několika faktorech, které společnosti specializující se na přesné zpracování plechů posuzují pro každý projekt.
Podle odborníků z odvětví se laserové řezání vyznačuje vynikajícími výsledky při zpracování složitých profilů a tlustších materiálů. Vlákenní lasery dokážou řezat mírně legovanou ocel do tloušťky 25 mm při zachování tolerancí ±0,1 mm až ±0,15 mm. Nepřímý (kontaktový) proces vytváří hladké a přesné řezy bez stopy nástroje – čímž u mnoha aplikací eliminuje nutnost sekundárního dokončování. To činí laserové řezání preferovanou volbou pro letecké, lékařské a farmaceutické komponenty, kde je kvalita řezu rozhodující.
Na druhou stranu CNC prostřihování dominuje tehdy, potřebujete-li opakované tvary vysokou rychlostí. U hustě rozmístěných otvorů v tenčích materiálech – mírně oceli do tloušťky 3 mm nebo hliníku do tloušťky 6 mm – pracují prostřihovací stroje výrazně rychleji než laserové. Existuje ještě jedna klíčová výhoda: prostřihování je proces bez tepelného zatížení. To zachovává plochého tvar materiálu a předchází vzniku tepelně ovlivněných zón (HAZ), které mohou způsobit problémy při následném ohýbání.
Služby pro výrobu plechových dílů s vysokou přesností polohy často kombinují obě technologie. Laserové řezání zpracovává složité vnější obrysy a jemné prvky, zatímco CNC prostřihování rychle vyrábí řady standardních otvorů nebo štěrbin. Tento hybridní přístup maximalizuje jak přesnost, tak účinnost.
Přesné ohýbání a svařování
Zde je něco, co překvapuje mnoho inženýrů: ve tváření plechů se obvykle nedá dosáhnout skutečného 90° rohu. Roky vždy mají poloměr a materiály se po tváření přirozeně mírně vracejí zpět k původnímu tvaru (tzv. pružná deformace). Právě správná manipulace s těmito realitami je to, v čem opravdu září odbornost v oblasti přesného ohýbání.
Odborní výrobci uvádějí, že pružná deformace (springback) obvykle činí rozdíl 1–2°. Moderní CNC lisy pro ohýbání vybavené vestavěnými senzory automaticky kompenzují variabilitu materiálu, čímž zajišťují konzistentní výstup. Tyto stroje vypočítají koeficient K pro každou kombinaci materiálu a tloušťky plechu a předpoví, o kolik stupňů je nutné ohnout příliš (tzv. overbend), aby byl dosažen požadovaný úhel.
Kritické faktory při přesném ohýbání zahrnují:
- Konstantní poloměr ohýbání: Udržení stejného poloměru všech ohybů na jedné součásti výrazně zjednodušuje nastavení nástrojů, snižuje náklady a zvyšuje přesnost
- Vzdálenost mezi prvkem a ohybem: Díry nebo štěrbiny umístěné příliš blízko ohybů se mohou deformovat kvůli soustředěným napětím – zkušení výrobci znají minimální vzdálenostní pokyny
- Plánování pořadí ohybů: Složité díly s více ohyby vyžadují pečlivé plánování pořadí operací, aby nedošlo k interferenci nástrojů
- Pozornost k stavu materiálu: Zóny ovlivněné teplem vzniklé laserovým řezáním mohou způsobit nepravidelné tvary nebo praskliny během ohýbání, pokud nejsou správně řízeny
Precizní svařování dokončuje proces výroby. Ať už používáme TIG svařování pro kritické spoje vyžadující maximální kontrolu, MIG svařování pro efektivitu v sériové výrobě nebo robotické svařování pro konzistenci při vysokém objemu výroby, cíl zůstává stejný: spojit komponenty bez deformace přesnosti dosažené v předchozích operacích.
Výroba plechových dílů s vysokou přesností vyžaduje, aby svařači rozuměli řízení tepla. Návrh upínačů, pořadí přivařování a kontrola tepelného vstupu všechno brání deformacím, které mohou způsobit, že přesně nařezané a přesně ohnuté díly budou nepoužitelné. Právě zde se často protínají odborné znalosti v oblasti přesné výroby plechových dílů a obrábění – obráběné upínače udržují díly v přesné poloze během svařování.
Zařízení pro přesnou výrobu plechových dílů, do kterých společnost investuje, mnohé napovídá o jejích schopnostech. Moderní vláknové lasery, servoelektrické lisy s reálným měřením úhlu a robotické svařovací buňky představují současný stav techniky. Zařízení však samo o sobě nestačí – odborné znalosti potřebné k programování, provozu a údržbě těchto systémů rozhodují o tom, zda budou poskytovat přesné výsledky nebo pouze drahé prostřední výsledky.
Porozumění těmto základním procesům vám umožní vést smysluplné rozhovory s potenciálními partnery pro výrobu. Budete vědět, jaké otázky je třeba klást – a poznáte, kdy společnost skutečně rozumí tomu, jak dosáhnout přesnosti, kterou váš projekt vyžaduje.
Průmyslové aplikace a jejich specifické požadavky na přesnost
Zde je něco, co mnoho zakazníků překvapí: tolerance, která dokonale funguje u spotřební elektroniky, může způsobit katastrofální selhání v letadle. Průmysl přesné výroby plechových dílů nepoužívá jednotné standardy pro všechny případy. Každý sektor totiž přináší zcela odlišné požadavky – a porozumění těmto rozdílům vám pomůže určit, které výrobce skutečně splňují vaše potřeby.
Proč je to tak důležité? Protože výběr společnosti specializující se na přesnou výrobu plechových dílů bez pochopení odvětvově specifických požadavků je jako najmout elektrotechnika specializujícího se na bytové instalace pro průmyslové napájecí systémy. Mohou mít odborné dovednosti, ale ne ty správné dovednosti pro vaše konkrétní použití.
Následující tabulka ukazuje, jak vypadá výroba vysoce přesných plechových dílů v hlavních průmyslových odvětvích:
| Průmysl | Typické tolerance | Klíčové certifikace | Kritické faktory kvality |
|---|---|---|---|
| Letecký průmysl | ±0,005" až ±0,010" | AS9100, ITAR, NADCAP | Sledovatelnost, certifikáty materiálů, odolnost vůči únavě |
| Lékařské přístroje | ±0,005" až ±0,015" | ISO 13485, registrace FDA | Biokompatibilita, kompatibilita se sterilizací, povrchová úprava |
| Automobilový průmysl | ±0,010" až ±0,020" | IATF 16949, ISO 9001:2015 | Opakovatelnost, zkoušky trvanlivosti, dokumentace PPAP |
| Elektronika | ±0,005" až ±0,015" | ISO 9001:2015, normy IPC | Ochrana proti EMI/RFI, tepelné řízení, přesné montážní pasování |
Podívejme se podrobněji na to, co tyto požadavky ve skutečnosti znamenají pro vaše projekty.
Požadavky pro letecký a zdravotnický průmysl
Výroba vysoce přesných plechových dílů pro letecký průmysl představuje vrchol výrobních nároků. Pokud součásti létají ve výšce 30 000 stop nebo podporují životně důležité lékařské procedury, není zde žádná možnost chyby.
V leteckých aplikacích, Certifikace AS9100 není volitelné – je to základní očekávání. Tento kvalitní managementový standard specifický pro letecký a kosmický průmysl vychází z normy ISO 9001:2015 a zároveň přidává přísné požadavky na bezpečnost výrobků, prevenci padělaných dílů a správu konfigurace. Pro projekty související s obranou zajišťuje certifikace ITAR (Mezinárodní obchod zbraněmi) správné zacházení s technickými údaji podléhajícími kontrolním opatřením.
Co činí výrobu pro letecký a kosmický průmysl tak náročnou? Zvažte tyto faktory:
- Plná stopovatelnost materiálů: Každý kus kovu musí být možné dovést zpět k původnímu certifikátu výrobce („mill certification“)
- Požadavky na první vzorovou kontrolu: Vyčerpávající dokumentace prokazující, že každý rozměr splňuje specifikaci ještě před zahájením výroby
- Úvahy týkající se únavy materiálu a namáhání: Díly musí odolávat opakovaným cyklům zatížení po desetiletí provozu
- Optimalizace hmotnosti: Každý gram má význam, což nutí návrhy směřovat k tenčím materiálům s přesnějšími tolerancemi
Výroba lékařských přístrojů přináší stejně náročné, avšak odlišné výzvy. Podle odborníků z oboru na společnosti Prototek musí součásti vyrobené z tenkých kovových plechů pro lékařské účely splňovat přísné požadavky na biokompatibilitu – materiály nesmí vyvolat imunitní reakci ani způsobit zánět při kontaktu s tělem.
U lékařských aplikací je rozhodující povrchová úprava. Vyrobené součásti musí mít dostatečně hladký povrch, aby bylo možné je účinně čistit a zabránit tak kolonizaci bakterií. Pro výrobu lékařských zařízení se nejčastěji používají nerezové oceli tříd 304 a 316L, protože odolávají korozi způsobené opakovaným sterilizačním cyklem v autoklávu i účinkem silných čisticích prostředků. Společnosti, které působí na tomto trhu v oblasti přesné výroby z tenkých kovových plechů v Texasu a přesné výroby z tenkých kovových plechů na Floridě, často drží certifikaci ISO 13485 speciálně pro systémy řízení kvality lékařských přístrojů.
Automobilové a elektronické přesné normy
Automobilové aplikace představují fascinující rovnováhu: tolerance jsou o něco volnější než v leteckém průmyslu, ale výrobní objemy jsou exponenciálně vyšší. Tato kombinace vyžaduje spolehlivé firmy specializující se na přesnou výrobu součástí z plechu, které zaručují vysokou opakovatelnost a statistickou regulaci výrobního procesu.
Certifikace IATF 16949 – standard pro systém řízení kvality v automobilovém průmyslu – klade důraz na prevenci vad místo jejich detekce. Výrobci musí prokázat indexy způsobilosti procesu (Cpk), které dokazují, že jejich procesy konzistentně dodávají součásti v rámci požadovaných specifikací. Dokumentace procesu schválení výrobní součásti (PPAP) poskytuje zákazníkům jistotu, že kvalita sériové výroby bude odpovídat kvalitě prototypu.
U komponent podvozku, uchycení zavěšení a konstrukčních prvků přináší trvanlivostní zkouška další úroveň ověření. Součásti z plechu vyrobené s vysokou přesností pro automobilové aplikace musí bez poruchy vydržet roky vibrací, teplotních cyklů a expozice silniční soli.
Výroba elektroniky se zaměřuje na jiné priority. Pouzdra a rámy musí poskytovat stínění proti elektromagnetickému rušení (EMI) a zároveň zachovávat přesné rozměry pro upevnění komponent. Montážní otvor umístěný i jen o 0,5 mm mimo cíl může znemožnit instalaci tištěného spoje nebo způsobit zácpy na montážní lince.
Správa tepla přidává do aplikací v oblasti elektroniky další složitost. Požadavky na odvod tepla často určují volbu materiálů – vynikající tepelná vodivost hliníku ho činí oblíbeným materiálem pro pouzdra elektroniky. Chování hliníku při pružném zpětném deformování se však liší od chování oceli, což vyžaduje výrobce s odbornými znalostmi specifickými pro daný materiál.
Elektronický průmysl vyžaduje také kosmetickou dokonalost. Výrobky určené pro konečné spotřebitele musí mít bezchybný povrchový kvalitativní stav, rovnoměrný práškový nátěr a přesné zarovnání vzorů ventilace. Tato kombinace funkční přesnosti a estetické kvality odděluje způsobilé výrobce od těch, kteří pouze tvrdí, že mají zkušenosti s elektronikou.
Porozumění těmto odvětvově specifickým požadavkům vám pomůže efektivněji posoudit potenciální partnery pro výrobu. Společnost, která se vyznačuje v automobilové výrobě, může mít problémy s dokumentačními požadavky v oblasti leteckého průmyslu. Specialista na zdravotnické přístroje nemusí disponovat kapacitami pro vysokorychlostní výrobu, které vyžadují automobilové projekty. Přiřazení požadavků vašeho projektu k ověřené odbornosti výrobce výrazně zvyšuje vaše šance na úspěch.
Jak posuzovat společnosti specializující se na přesnou výrobu plechových dílů
Určili jste přesné požadavky svého projektu a víte, které výrobní procesy budete potřebovat. Nyní následuje obtížná část: jak skutečně vybrat správnou společnost specializující se na přesnou výrobu plechových dílů ze stovky možností? Právě zde se většina zakázkoníků potýká – a právě chybná volba má reálné finanční dopady.
Problém? Webové stránky většiny výrobců plechových dílů vypadají pozoruhodně podobně. Každý tvrdí, že nabízí „kvalitu“ a „přesnost“. Avšak pod těmito marketingovými termíny se skutečné schopnosti výrazně liší. Níže je uveden systémový přístup k oddělení skutečně zdatných výrobců přesných plechových dílů od těch, kteří jen dovedou pěkně mluvit.
- Ověřte příslušné certifikáty — Neprověřujte pouze, zda certifikáty mají; ujistěte se, že odpovídají požadavkům vašeho odvětví
- Posuďte možnosti vybavení — Moderní stroje jsou důležité, ale ještě důležitější jsou odborné znalosti obsluhy a programy údržby
- Hodnoťte systémy kontroly kvality — Zaměřte se nejen na kontrolní zařízení, ale i na zdokumentované postupy a praktiky sledovatelnosti
- Zkontrolujte možnosti dodacích lhůt — Seznamte se jak se standardními dodacími lhůtami, tak s možnostmi urychlení dodání pro vaše výrobní plány
- Prozkoumejte inženýrskou podporu — Odborné znalosti společnosti DFM mohou ušetřit tisíce dolarů optimalizací návrhu ještě před zahájením výroby
- Zkontrolujte reference zákazníků — Mluvte s klienty z podobných odvětví o jejich praktických zkušenostech
Projdeme si každé z těchto kritérií podrobně, abyste přesně věděli, jaké otázky položit.
Základní certifikáty, které je třeba vyhledat
Certifikace nejsou jen písmena na zdi – jsou to snížení rizik, která prokazují skutečnou disciplínu procesů . Pochopení toho, co každá certifikace skutečně vyžaduje, vám pomůže posoudit, zda může firma specializující se na přesné výrobní postupy pro plechové součásti skutečně splnit vaše požadavky.
ISO 9001:2015 tvoří základ systémů řízení kvality. Podle odborníků z Northstar Metal Products tento certifikát dokazuje, že firma zavedla účinný systém řízení kvality s dokumentovanými postupy pro každou fázi výroby – od zavádění nového výrobku až po koneční kontrolu a expedici. Navíc stanovuje jasné směrnice pro neustálé zlepšování a povzbuzuje zaměstnance k hledání inovativních řešení.
Co skutečně vyžaduje norma ISO 9001:2015? Certifikovaní výrobci musí zajišťovat:
- Dokumentované postupy pro výrobu, kontrolu a sledovatelnost
- Pravidelné interní a externí audity třetích stran
- Kontrolované materiály s kalibrovaným zařízením
- Čisté a přehledné dokumentační stopy pro každý projekt
ITAR (International Traffic in Arms Regulations) certifikace je důležitá, pokud váš projekt zahrnuje obranné aplikace. Zařízení registrovaná podle ITAR mohou zpracovávat řízená technická data a vyrábět komponenty pro vojenské systémy. I když váš současný projekt nevyžaduje dodržení ITAR, spolupráce s registrovaným zařízením poskytuje flexibilitu pro budoucí obranné zakázky.
Certifikace AWS (American Welding Society) potvrzují odbornou způsobilost v oblasti svařování. Označení Certified Welding Fabricator (CWF) zaručuje, že daná společnost prokázala odbornou způsobilost při výrobě svařovaných konstrukcí z hlediska jejich integrity a trvanlivosti. Pro projekty vyžadující konstrukční svařování poskytuje dodatečné záruky certifikace AWS D1.1 pro konstrukční ocel.
Odborné certifikáty specifické pro daný průmyslový segment přidávají další úroveň ověření. Ať už potřebujete certifikaci IATF 16949 pro automobilový průmysl, AS9100 pro letecký a kosmický průmysl nebo ISO 13485 pro zdravotnické prostředky, přiřazení odpovídajících certifikátů k požadavkům vašeho odvětví zajišťuje, že výrobce rozumí regulačnímu prostředí, ve kterém působíte.
Hodnocení vybavení a systémů řízení jakosti
Při prohlídce zařízení potenciálního dodavatele přesného tváření plechů – nebo při online posuzování jeho kapacit – na co se máte zaměřit? Seznamy vybavení vypráví pouze část příběhu.
Moderní vláknové lasery, servoelektrické lisy a robotické svařovací buňky svědčí o kapitálových investicích do přesných výrobních schopností. Položte si však hlubší otázky: Jak často je vybavení kalibrováno? Jaké jsou plány preventivní údržby? Kdo provádí programování a jakou má tato osoba úroveň zkušeností?
Společnost s ručním obchodním rejstříkem specializující se na přesné zpracování plechů, která využívá starší zařízení obsluhovaná mistrovskými řemeslníky, může dosáhnout lepších výsledků než dílna vybavená nejnovějšími stroji a nezkušenými obsluhami. Konsistentní přesnost vzniká kombinací kvalitního vybavení, zdatných pracovníků a zdokumentovaných postupů – nikoli samotným působením jediného z těchto faktorů.
Systémy kontroly kvality si zaslouží stejně důkladnou kontrolu. Souřadnicové měřicí stroje (CMM) a optické porovnávací přístroje ukazují na možnosti inspekce, avšak skutečnou otázkou je: jak jsou tyto prostředky integrovány do výrobních pracovních postupů? Hledejte:
- Postupy prvního vzorkového ověření: Zdokumentované ověření před zahájením výrobních šarží
- Body kontrol během výroby: Kontroly kvality v klíčových fázích, nikoli pouze konečná kontrola
- Statistická kontrola procesu: Monitorování založené na datech, které umožňuje odhalit odchylky ještě před tím, než se součásti dostanou mimo toleranční limity
- Sledovatelnost materiálu: Možnost trasovat libovolnou součást zpět k původním certifikátům výrobce materiálu
Doba výroby se u dodavatelů přesného zpracování plechů výrazně liší. Běžné dodací lhůty činí 2–4 týdny, avšak při zkrácení termínů je důležité znát možnosti urychlené dodávky. Někteří dodavatelé přesného zpracování plechů pro výrobce originálního vybavení (OEM) disponují vyhrazenou kapacitou pro rychlou reakci; jiní za urychlenou dodávku účtují významné přirážky.
Nakonec posuďte technickou podporu. Je schopen výrobce provést před vyhotovením cenové nabídky revizi vašich návrhů a navrhnout jejich vylepšení? Odbornost v oblasti DFM (návrh pro výrobní proveditelnost) umožňuje identifikovat příležitosti ke snížení nákladů – například alternativní posloupnost ohýbání, optimalizované rozmístění dílů na plechu nebo náhradu materiálů, která zachovává požadovaný výkon, ale snižuje cenu. Tento spolupracující přístup často odděluje skutečné partnery od pouhých transakčních dodavatelů.
S těmito kritérii pro hodnocení můžete sebejistě posuzovat potenciální partnery pro výrobu. Cílem není najít nejlevnější nabídku, nýbrž identifikovat přesné výrobce plechových dílů, jejichž schopnosti, certifikace a systémy řízení jakosti odpovídají konkrétním požadavkům vašeho projektu.
Výběr materiálu pro projekty přesné výroby
Posoudili jste partnery pro výrobu a rozumíte zapojeným procesům. Ale zde je otázka, která dokáže zaskočit i zkušené inženýry: který materiál máte pro svůj přesný projekt specifikovat? Odpověď není tak jednoduchá jako výběr toho, co fungovalo minule – protože chování materiálu přímo ovlivňuje dosažitelné tolerance, způsoby zpracování a konečné náklady.
Zamyslete se nad tím takto: hliník i nerezová ocel mohou oba splňovat vaše požadavky na pevnost, ale při ohýbání se chovají zcela odlišně. Jeden se výrazněji pružně vrátí do původní polohy. Druhý se rychleji zušlechťuje tvářením. Ignorování těchto rozdílů vede k odmítnutí dílů a frustrujícím telefonátům vašeho výrobce.
Porozumění vlastnosti materiálů před zadáním specifikace vám pomáhá učinit informovaná rozhodnutí. Následující faktory jsou nejdůležitější pro přesnou výrobu kovových plechů na míru:
| Materiál | Přesnostní vlastnosti | Typické aplikace | Požadavky na zpracování |
|---|---|---|---|
| Nerezová ocel (304/316) | Vynikající rozměrová stabilita; střední pružný návrat; dosažitelné úzké tolerance | Lékařské přístroje, potravinářský průmysl, architektura, námořní aplikace | Vyžaduje specializované svařovací techniky; zušlechťuje se tvářením |
| Hliník (5052/6061) | Dobrá tvárnost; vyšší pružný návrat než u oceli; lehké přesné komponenty | Pouzdra elektronických zařízení, letecký a kosmický průmysl, automobilový průmysl, výměníky tepla | Citlivý na teplo; vynikající obráběnost; vyžaduje vhodné nástroje |
| Uhlíková ocel | Předvídatelné chování; střední tolerance; cenově výhodné pro velkovýrobu | Strojní zařízení, stavebnictví, konstrukční součásti automobilů | Vyžaduje povrchovou úpravu pro ochranu proti korozi; dobře se svařuje |
| Titán | Výjimečný poměr pevnosti vůči hmotnosti; obtížné přesně tvarovat | Letecký průmysl, lékařské implantáty, obrana | Střední obrabovatelnost; vyžaduje specializované nástroje a odborné znalosti |
| Měď/Bronz | Vysoká tažnost; dobrá tvárnost; střední potenciál přesnosti | Elektrické komponenty, dekorativní prvky, potrubí | Při svařování vznikají nebezpečné výpary; měď je obtížná na obrábění |
Přesná výroba plechových dílů tloušťkou od 0,004 do 0,250 palce zahrnuje většinu běžných aplikací, avšak výběr materiálu výrazně ovlivňuje to, co lze v rámci tohoto rozsahu dosáhnout. Prozkoumejme nejčastěji specifikované možnosti.
Uvažování o nerezové oceli a hliníku
Nerezová ocel dominuje v oblasti přesné výroby z dobrého důvodu. Její rozměrová stabilita, odolnost proti korozi a předvídatelné chování při tváření ji činí preferovanou volbou pro náročné aplikace. Avšak ne všechny druhy nerezové oceli jsou stejné.
Podle odborníků na přesné výrobní technologie nabízejí austenitické třídy, jako jsou 304 a 316, nejlepší kombinaci tvárnosti a odolnosti proti korozi. Nižší obsah uhlíku v třídě 316L ji činí ideální pro svařované sestavy v lékařských a farmaceutických aplikacích, kde je nutné vyhnout se sensitizaci (vylučování chromových karbidů).
Výroba plechových dílů z nerezové oceli s vysokou přesností polohování vyžaduje pochopení toho, jak se tento materiál během tváření zpevňuje prací. Každý ohyb zvyšuje tvrdost v postižené oblasti, což může vést k prasklinám, pokud nejsou následné operace pečlivě naplánovány. Zkušení výrobci provádějí operace ve vhodném pořadí, aby minimalizovali kumulativní účinky zpevnění prací.
Klíčové aspekty týkající se nerezové oceli zahrnují:
- Korozní prostředí: 304 je vhodná pro většinu vnitřních aplikací; 316 je nezbytná při expozici chloridům nebo v mořském prostředí
- Požadavky na povrchovou úpravu: Nerezová ocel umožňuje matný, leštěný nebo elektrolyticky leštěný povrch – specifikujte jej včas, abyste se vyhnuli dodatečnému zpracování
- Svářivost: Vyžaduje specializované techniky a vhodné vyplňovací materiály, aby se zachovala odolnost vůči korozi
- Faktor nákladů: Obvykle 2–3krát dražší než uhlíková ocel, ale často eliminuje náklady na dokončovací úpravy
Hliník představuje jinou výzvu z hlediska přesnosti. Jeho vynikající poměr pevnosti k hmotnosti ho činí nezbytným pro letecký průmysl a elektroniku, avšak vyšší pružná deformace (springback) vyžaduje kompenzaci během ohýbání. Průmyslové pokyny doporučují udržovat konzistentní poloměry ohybu u všech prvků, což zjednodušuje nářadí a zvyšuje přesnost.
U elektronických pouzder poskytuje tepelná vodivost hliníku přirozené odvádění tepla – funkční výhodu, kterou nemůže nerezová ocel nabídnout. Operace přesného tváření plechů ve městě Seattle a dodavatelé přesného tváření plechů ve městě Seattle často pracují s hliníkem pro letecký a technologický průmysl regionu, kde se potřeba úspory hmotnosti a řízení tepla vzájemně prolínají.
Citlivost hliníku na tepelně ovlivněné zóny při laserovém řezání vyžaduje pečlivé plánování. Pokud se ohyby vyskytnou v blízkosti řezaných hran, může dojít kvůli změně vlastností materiálu k nekonzistentnímu tvarování. Zkušení výrobci buď upravují parametry řezání, nebo zvětšují vzdálenost mezi prvkem a ohbím, aby zachovali přesnost.
Speciální materiály pro náročné aplikace
Pokud standardní materiály nesplní vaše požadavky, začne se jednat o speciální slitiny. Tyto materiály vyžadují výrobce s konkrétní zkušeností – ne každý přesný díl je schopen úspěšně zpracovat titan nebo exotické niklové slitiny.
Titan si svůj titul „kouzelného kovu“ zaslouží díky vynikajícímu poměru pevnosti k hmotnosti a vynikající odolnosti proti korozi. Podle odborníků na materiály je pro titanova jedinečná schopnost vázat se na kosti a živou tkáň nepostradatelná pro ortopedické implantáty. V leteckém průmyslu jeho výhody v poměru pevnosti k hmotnosti ospravedlňují vyšší náklady na součásti motorů a konstrukční prvky.
Titan má však nízkou tepelnou vodivost a má tendenci k tvárnému zpevnění, což vytváří významné výrobní výzvy. Rychlost řezání je třeba pečlivě regulovat, aby nedošlo k přehřátí. Tváření vyžaduje specializované nástroje a často i procesy teplého tváření pro složité geometrie. Tyto faktory obvykle zvyšují náklady 3 až 5krát oproti výrobě z nerezové oceli.
Další specializované materiály, jejichž pochopení stojí za to:
- Inconel a Hastelloy: Niklové superlegury pro extrémní teploty a korozivní prostředí; obtížné obrábět a tvářet
- Pružná ocel: Vysoká mez kluzu pro součásti vyžadující pružnost; vlastnosti se řídí přesným tepelným zpracováním
- Dvojitý nerezový oceli: Kombinují austenitní a feritické vlastnosti pro zlepšenou pevnost a odolnost vůči chloridům
- Beryliová měď: Vynikající elektrická vodivost a pružné vlastnosti pro elektrické kontakty; vyžadují opatrné zacházení kvůli riziku toxicity
Tloušťka materiálu také ovlivňuje přesnost zpracování. Tenčí materiály (pod 0,030 palce) jsou během řezání a manipulace více náchylné k deformaci. Tlustší materiály (nad 0,125 palce) vyžadují výkonnější zařízení a mohou omezit dosažitelné poloměry ohybu. Proberte své požadavky na tloušťku materiálu s potenciálními výrobci, abyste zajistili, že jejich zařízení odpovídá vašim potřebám.
Jaký je závěr? Výběr materiálu není pouze otázkou splnění funkčních požadavků – jde o výběr materiálů, které váš partner ve výrobě dokáže zpracovat přesně a konzistentně. Otevřená diskuze o zkušenostech s materiály často odhalí více o skutečných schopnostech výrobce než jakákoli certifikace nebo seznam vybavení.
Kontrola kvality a inspekce v přesné výrobě
Vybrali jste správný materiál a zvolili schopného výrobce. Ale zde je klíčová otázka: jak můžete být jisti, že dokončené díly skutečně odpovídají vašim specifikacím? Právě zde se rozhoduje přesnost výroby plechových dílů – v procesech kontroly kvality, které ověřují každý rozměr, povrch a funkční prvek ještě před odesláním dílů.
Kontrola kvality u přesné výroby plechových dílů není jediným kontrolním bodem na konci výroby. Je to komplexní systém, který je propojený s celým výrobním procesem. Porozumění těmto systémům vám pomůže efektivněji posoudit výrobce a zajistí, že vaše kritické komponenty dorazí přesně tak, jak byly specifikovány.
Následují klíčové kontrolní body během typického pracovního postupu přesné výroby:
- Kontrola příchozích materiálů: Ověření certifikátů materiálu, měření tloušťky a stavu povrchu ještě před zahájením zpracování
- První kontrolní protokol (First Article Inspection): Komplexní kontrola rozměrů počátečních vzorků ještě před zahájením sériové výroby
- Kontrola během procesu: Kontrola kritických rozměrů po každé hlavní operaci – řezání, tváření, svařování
- Ověření povrchové úpravy: Měření drsnosti povrchu a vizuální kontrola pro estetické požadavky
- Konečná kontrola: Kompletní ověření všech rozměrů podle výkresů před zabalením
- Revize dokumentace: Potvrzení, že jsou kompletní všechny požadované certifikáty, zprávy a záznamy o sledovatelnosti
Každý kontrolní bod odhalí potenciální problémy dříve, než se z nich stanou nákladné záležitosti. Odchylka úhlu ohybu mimo toleranci se může zdát nepatrná – dokud nezjistíte, že znemožňuje finální montáž.
Metody kontroly, které zaručují přesnost
Zní to složitě? Může to být. Moderní technologie pro kontrolu však výrazně zlepšily jak rychlost, tak přesnost ve srovnání s tradičními metodami. Pochopení toho, co je k dispozici, vám pomůže specifikovat vhodné požadavky na kontrolu pro vaše projekty.
Podle kontrolních pokynů Xometry , výrobci obvykle nabízejí několik úrovní kontroly:
- Standardní kontrola: Kontrola kvality ověřuje materiál, vlastnosti a povrchovou úpravu proti požadavkům; měří kritické rozměry, jako je celková velikost, otvory a hloubky – obvykle až 20 rozměrů podle výkresů dodaných zákazníkem
- Formální kontrola s dimenzním protokolem: 100 % všech rozměrů je dokumentováno pomocí kalibrovaných nástrojů podle statistických plánů výběru; zahrnuje korelaci výkresu s označenými polohami měření (ballooned print)
- Kontrola CMM: Ověření všech rozměrů pomocí souřadnicového měřicího stroje (CMM) s přesností na mikrometry; nezbytné pro složité geometrie
- Zpráva o prvním vzoru (FAIR AS9102): Dokumentace dle letecké normy, která poskytuje objektivní důkaz o pochopení a ověření všech technických požadavků
Souřadnicové měřicí stroje (CMM) představují „zlatý standard“ pro dimenzní ověření. Jak vysvětlují odborníci na kontrolu kvality koordinatní měřicí stroje (CMM) používají sondy k mapování rozměrů dílů vzhledem k digitálním modelům a dosahují přesnosti na úrovni mikrometrů pro složité tvary a prvky. Jsou zvláště cenné pro letecké a lékařské komponenty, kde musí být ověření tolerance naprosto bezvýhradní.
Optické inspekční systémy doplňují koordinatní měřicí stroje tím, že poskytují rychlé, bezkontaktní měření. Kamerami, lasery a senzory se hodnotí rozměry, obrysy a kvalita povrchu – což je ideální pro citlivé díly nebo v případech, kdy je rozhodující rychlost. U detekce povrchových vad estetických komponent optické metody často odhalí problémy, které by kontaktní přístupy mohly přehlédnout.
Ověřování povrchové úpravy využívá měřiče drsnosti k kvantifikaci textury podle specifikací. To je zvláště důležité u komponent s třecími rozhraními – ozubených kol, těsnění, ložisek – kde kvalita povrchu přímo ovlivňuje výkon a životnost.
Standardy dokumentace a stopovatelnosti
Představte si, že lékařské zařízení selže v provozu. Vyšetřovatelé musí tento komponent zpětně dovést až k jeho surovině, pochopit každý krok zpracování a identifikovat všechny ostatní díly, které mohou být potenciálně ovlivněny. Proto dokumentace a sledovatelnost nejsou byrokratickou zátěží – jsou nezbytnou součástí kvalitní infrastruktury.
Zprávy o první kontrolní zkoušce poskytují základ pro kvalitu výroby. Standard AS9102 používaný v leteckém průmyslu definuje tři klíčové formuláře: Formulář 1 zaznamenává informace o dílu a historii jeho revizí; Formulář 2 podrobně uvádí suroviny, zvláštní procesy a informace o dodavatelích; Formulář 3 dokumentuje výsledky kontrol pro každou charakteristiku včetně použitých měřicích nástrojů.
Tyto zprávy jsou doplněny nafouknutými výkresy s číslovanými poznámkami, které přesně určují, které rozměry byly ověřeny. Každý nafouknutý popisek odpovídá údajům z kontrolního měření, čímž vzniká jasná sledovatelnost mezi výkresy a výsledky měření. Tato korelace je neocenitelná během auditů nebo při vyšetřování kvalitních problémů.
Výrobci zajišťující kvalitu udržují dokumentaci po celou dobu výrobního procesu:
- Certifikace materiálů: Zkušební protokoly od dodavatelů surovin, které propojují surovinu s konkrétními tavbami a chemickým složením
- Záznamy procesů: Nastavení strojů, identifikace operátora a časová razítka pro každou operaci
- Kalibrační záznamy: Důkaz o tom, že měřicí zařízení splňuje požadované přesnostní normy
- Záznamy o neshodách: Dokumentace všech odchylek a přijatých nápravných opatření
- Záznamy o koneční kontrole: Úplná sada rozměrových údajů s určením, zda byly splněny požadavky (přijato/zamítnuto)
Statistické vzorkovací plány určují, kolik součástí je třeba z každé dávky zkontrolovat. Na základě standardu ASQC Z1.4 2008 úroveň II vyžaduje dávka 26–50 součástí obvykle 8 zkontrolovaných vzorků s nulovým povoleným počtem zmetků. U větších dávek 501–1 200 součástí je nutné zkontrolovat 80 vzorků. Tyto vzorkovací plány vyvažují důkladnost kontroly a praktická omezení výrobního procesu.
Mezi běžné přesnostní výzvy, které musí kvalitní systémy odhalit, patří rozměrový posun během dlouhých výrobních sérií, rozdíly ve vracení materiálu mezi jednotlivými šaržemi, deformace způsobené svařováním, které ovlivňují rovnost povrchu, a kontaminace povrchu způsobená manipulací. Kvalitní výrobci implementují preventivní opatření – pravidelné kontrolní měření v průběhu výroby, formovací parametry specifické pro daný materiál, svařovací postupy řízené pomocí upínacích zařízení – místo toho, aby se spoléhali výhradně na konečnou kontrolu ke zjištění problémů.
Investice do komplexní kontroly kvality odlišuje skutečně způsobilé společnosti specializující se na přesné výrobní služby z plechu od těch, které nabízejí pouze uspokojivé služby. Při hodnocení potenciálních partnerů požádejte o ukázky zpráv o kontrolách, seznámení s jejich postupy dokumentace a ověřte, zda jejich měřicí kapacity odpovídají požadavkům vašeho projektu. Tato důkladná prověrka se vyplatí tehdy, když vaše součásti dorazí připravené k okamžitému použití, nikoli k třídění, přepracování nebo odmítnutí.
Podpora prototypování a vývoje výrobků
Navrhli jste inovativní výrobek, ověřili jste koncept a potvrdili tržní poptávku. Nyní vzniká klíčová otázka: jak přeměnit tento návrh na fyzické součásti, které budou fungovat přesně tak, jak bylo zamýšleno? Právě zde se společnosti specializující se na přesnou výrobu z plechu stávají skutečnými partnery ve vývoji – nikoli jen dodavateli, kteří plní objednávky.
Cesta od počátečního nápadu až po sériovou výrobu zahrnuje mnohem více než jen řezání a ohýbání kovu. Podle odborníků z oboru na společnosti PEKO Precision úspěšné uvedení produktů na trh závisí na strukturovaných procesech zavádění nových produktů (NPI), které systematicky řeší návrh, výrobu vzorků, ověřování a rozšiřování výroby. Porozumění tomuto životnímu cyklu vám umožní využít odbornosti vašeho partnera ve výrobě kovových dílů v každé fázi.
Následuje typický životní cyklus projektu pro zakázkovou přesnou výrobu plechových dílů:
- Definice konceptu: Převedení počátečních nápadů do přehledného rozsahu projektu s jasnými milníky a specifikacemi
- Vytváření prototypů: Výroba funkčních vzorků za účelem ověření konceptu a posouzení životaschopnosti návrhu
- Doladění návrhu: Zohlednění získaných zkušeností prostřednictvím optimalizace pro výrobu (DFM) a technických aktualizací
- Pilotní výroba: Konečná zkouška, která ověřuje výrobní procesy a systémy jakosti připravené pro sériovou výrobu
- Uvolnění do výroby: Oficiální uzamčení návrhu s kontrolou konfigurace a kompletní dokumentací jakosti
- Nepřetržité zlepšování: Průběžné zdokonalování na základě zpětné vazby zákazníků a vylepšení pro příští generaci
Každá fáze navazuje na předchozí, přičemž požadavky na přesnost se postupně stávají kritičtějšími, jak se blížíte k výrobě. Podívejme se, jak zkušení výrobci tuto fázovou posloupnost podporují.
Od prototypu ke výrobě
Představte si, že jste investovali měsíce do vývoje produktu, jen abyste během výroby zjistili, že váš návrh nelze konzistentně vyrábět. Tento scénář – bohužel běžný – je právě to, čeho správné prototypování zabrání.
Podle odborníků na prototypování společnosti Fictiv umožňuje prototypování z plechu inženýrům posoudit tvar, pasování a funkčnost dílu ještě před tím, než se rozhodnou pro plnohodnotnou výrobu. Moderní pokroky ve výrobních nástrojích a digitálních pracovních postupech zpřesnily a urychlily prototypování – tak, aby bylo co nejvíce srovnatelné s konečným výrobním záměrem, a týmy tak mohou rychle provádět iterace bez kompromisů ohledně kvality.
Proč je to důležité pro projekty výroby kovových pouzder na zakázku s vysokou přesností z plechu? Protože prototypy vyrobené z materiálů a pomocí technologií určených pro sériovou výrobu odhalují problémy, které nelze předpovědět pouze na základě CAD modelů:
- Problémy s montáží: Součásti, které vypadají v 3D modelech dokonalé, se nemusí ve skutečnosti správně montovat
- Chování materiálu: Efekt pružného návratu (springback), zpevnění materiálu při tváření (work-hardening) a tepelné účinky se stávají hmatatelnými problémy
- Výrobní omezení: Vzdálenosti mezi prvky a ohbí, minimální poloměry ohbí a omezení přístupu nástrojů se stávají zřejmými
- Skutečnosti týkající se povrchové úpravy: Estetika svařování, přilnavost povlaků a estetické požadavky jsou ověřeny
Klíčovou výhodou spolupráce s továrnou specializující se na přesnou výrobu kovových pouzder z plechu pro výrobu prototypů – na rozdíl od univerzálního opravárenského provozu – je soulad s výrobním procesem. Techniky jako laserové řezání, CNC puncování, ohýbání a svařování odpovídají těm, které budou použity při sériové výrobě. To znamená, že váš prototyp přesně reprezentuje vlastnosti konečné součásti a umožňuje realistické provádění výkonových testů.
Možnosti rychlého prototypování zásadně změnily časové rámce vývoje. Moderní výrobní metody umožňují vyrobit prototypové díly z plechu během několika dnů místo několika týdnů. Toto zrychlení umožňuje provést několik návrhových iterací ve stejném časovém rámci, který tradiční přístupy potřebovaly na výrobu jediného prototypu.
Vztahy s dodavateli pro kontraktovou výrobu často začínají již v fázi prototypování. Spoluprací s výrobcem zaměřeným na uvádění nových produktů (NPI) od samotného počátku získáte přístup k inženýrské expertize, která formuje váš návrh tak, aby byl úspěšný z hlediska výroby. Tyto partneři jsou schopni pracovat s koncepty v různých stádiích – od náčrtků na ubrousku až po plně vypracované 3D modely – a poskytují doporučení, která později zabrání nákladným revizím.
Podpora návrhu pro výrobu (DFM) a inženýrská spolupráce
Následující faktor odlišuje dobré výrobní partnery od výjimečných: podpora návrhu pro výrobu (DFM). DFM neznamená pouze snížení nákladů na výrobu dílů – jde o to, aby byly díly lepší, a zároveň se snížily náklady i rizika.
Podle odborníků na výrobu z Advantage Metal Products je návrh součástí z plechu (DFM) strategický přístup, který sladí konstrukci součásti s jemnostmi výrobního procesu. Tato optimalizace snižuje výrobní náklady, zvyšuje efektivitu a zlepšuje kvalitu konečného výrobku – a to vše bez kompromisu na zamýšleném návrhu.
Jak vypadá smysluplná spolupráce při návrhu pro výrobu (DFM)? Zvažte tyto klíčové faktory, které posuzují zkušení výrobci:
- Optimalizace ohybového poloměru: Vyvážení tloušťky materiálu a poloměru ohybu zabrání praskání a deformaci a zároveň zjednoduší nástroje
- Strategie umístění otvorů: Umístění otvorů ve vztahu k ohbím a okrajům zachovává pevnost konstrukce i výrobní efektivitu
- Racionalizace tolerancí: Stanovení realistických tolerancí, které zajišťují přesnost bez nadměrného technického náročného řešení
- Zohlednění poloměru rohů: Zaoblené rohy snižují koncentraci napětí a zvyšují bezpečnost
- Doporučení výběru materiálu: Přizpůsobení vlastností materiálu jak požadavkům návrhu, tak charakteristikám zpracování
Digitální nástroje zvyšují účinnost DFM. 3D CAD modelování usnadňuje vizualizaci a umožňuje týmům identifikovat potenciální problémy ještě před tím, než bude jakýkoli kov opracován. Simulační a prototypovací software předvídí výzvy a umožňuje návrhářům optimalizovat řešení preventivně. Platformy pro spolupráci umožňují sdílení poznatků v reálném čase mezi inženýrskými týmy a odborníky na výrobu.
U projektů precizní výroby kovových pouzder z plechu často odhaluje DFM příležitosti, které návrháři původně přehlédli. Například sloučení několika součástí do jediné tvarované součásti může snížit pracnost montáže. Možná úprava posloupnosti ohýbání odstraní interferenci nástrojů. Tyto poznatky vycházejí z toho, že výrobci s hlubokými znalostmi výrobních procesů provádějí revizi návrhů ještě před tím, než je výroba definitivně schválena.
Fáze pilotní výroby – často označovaná jako „poslední zkouška před premiérou“ – ověřuje, zda doporučení týkající se návrhu pro výrobu (DFM) skutečně fungují v praxi. Podle specialistů na nové výrobky (NPI) představuje tato fáze poslední možnost provést změny návrhu před uvedením do výroby. Aktivují se systémy řízení kvality, ověřují se předpisy a celý výrobní proces běží za podmínek odpovídajících sériové výrobě.
Jakmile úspěšně projdete fází výroby prototypů a pilotní výroby, uvedení do výroby znamená uzamčení návrhu. Výkresy jsou oficiálně uvolněny, zavedeno je řízení konfigurace a každá následná jednotka musí odpovídat ověřeným specifikacím. Tato disciplína zajišťuje, že díl s číslem 1 000 bude mít stejné vlastnosti jako díl s číslem 1.
Vztah mezi požadavky na přesnost a vývojem produktu je zřejmý: investice do řádných procesů nového výrobku (NPI) s kompetentními partnery pro výrobu výrazně snižují výrobní rizika. Podle výzkumu Forbes citovaného společností PEKO si 73 % respondentů myslí, že sledování rizik a příležitostí během vývoje a procesu NPI je klíčové pro dosažení cílů týkajících se uvedení výrobku na trh a ziskovosti.
Ať již vyvíjíte vlastní přesné součásti z plechu pro lékařská zařízení, elektronické pouzdra nebo průmyslová zařízení, cesta od návrhu k výrobě následuje podobné vzory. Výběr partnerů pro výrobu s opravdovou odborností v oblasti NPI – nikoli jen s výrobními kapacitami – urychlí váš časový plán a současně sníží nákladné překvapení, která mohou ohrozit uvedení výrobku na trh. 
Domácí i globální zásobování pro přesné projekty
Určili jste si požadavky na přesnost, vyhodnotili jste výrobce a máte přehled o materiálových aspektech. Nyní následuje strategická otázka, která čím dál více ovlivňuje rozhodování v oblasti výroby: měli byste zakoupit služby doma nebo hledat dodavatele v zahraničí? Tato volba ovlivňuje mnohem více než jen jednotkovou cenu – dotýká se dodacích lhůt, komunikace, kontroly kvality a nakonec i úspěchu vašeho projektu.
Diskuse o výrobě doma versus v zahraničí není o tom, aby byl vyhlášen vítěz. Jde o pochopení kompromisů a přizpůsobení strategie zakoupení konkrétním potřebám vašeho projektu. Podívejme se podrobně na to, co opravdu hraje roli při hodnocení výrobců přesného plechového zpracování v různých regionech.
| Faktor | Domácí (USA) | Zahraniční (Čína) |
|---|---|---|
| Dodací lhůty | 2–4 týdny typicky; možnost urychlení je snadno dostupná | 4–8 týdnů včetně přepravy; možné zdržení v přístavu |
| Komunikace | Stejná časová zóna; žádné jazykové bariéry | rozdíl 12 a více hodin; možné jazykové potíže |
| Dozor nad kvalitou | Snadné návštěvy provozu; přímý přístup k inspekci | Vyžaduje inspekci třetí stranou nebo cestování |
| Jednotková cena | Vyšší mzdy pracovníků (25 USD a více za hodinu) | Nižší mzdy pracovníků (5–7 USD/hodinu) |
| Celková cena | Předvídatelné náklady; méně skrytých výdajů | Doprava, cla a poplatky mohou zvýšit celkové náklady o 15–30 % |
| Flexibilita | Rychlé změny návrhu; rychlé úpravy | Změny vyžadují delší cykly implementace |
| CERTIFIKACE | ITAR je snadno dostupné; známé standardy | ISO/IATF je k dispozici; některé certifikace je obtížnější ověřit |
Pochopení těchto kompromisů vám pomůže učinit informovaná rozhodnutí místo toho, abyste se spoléhali na předpoklady týkající se kteréhokoli z přístupů k získávání zdrojů.
Výhody domácí výroby
Pokud zakoupíte výrobky od výrobce přesných plechových dílů ve Spojených státech, rychlost a jednoduchost se stanou vašimi spojenci. Podle odborníků na domácí získávání zdrojů z Mead Metals , kratší dodací lhůty a snížená rizika při přepravě udržují projekty v plánu bez neočekávaných zdržení způsobených celními kontrolami, přetížením přístavů nebo globálními poruchami logistiky.
Komunikační výhoda je těžko přehnaná. Práce ve stejném časovém pásmu eliminuje frustrující zpoždění způsobená 12hodinovými cykly e-mailové komunikace. Pokud dojde k problémům – a vždy k nim dojde – stačí zvednout telefon a rychle problém vyřešit, čímž se zabrání tomu, aby malé záležitosti vyrostly v vážné zádrhele. U přesné výroby plechových dílů, která vyžaduje úzkou koordinaci mezi inženýrskými týmy, se tato reaktivita ukazuje jako neocenitelná.
Dozor nad kvalitou se s domácími partnery stává výrazně jednodušším. Můžete navštívit výrobní zařízení, pozorovat výrobní procesy a budovat vztahy s lidmi, kteří vaše součástky vyrábějí. Tento přímý přístup umožňuje:
- Audity zařízení: Ověřte si schopnosti zařízení a systémy řízení kvality na vlastní oči
- Pozorování procesů: Sledujte kritické operace a identifikujte možnosti pro zlepšení
- Rychlé řešení problémů: Okamžitě řešte problémy s kvalitou adresy místo toho, aby byly řešeny napříč časovými pásmy
- Stavění vztahů: Vyvíjejte partnerství, která postupně zlepšují výsledky
Transparentnost nákladů také upřednostňuje domácí zásobování. Ačkoli se jednotkové ceny mohou jevit jako vyšší, skryté náklady spojené se zahraničním zásobováním – přepravní poplatky, cla, dávky a kolísání měnových kurzů – mohou zjevné úspory proměnit v neočekávané výdaje. To, co se na první pohled jevilo jako výhodná cena pro přesné výrobní služby pro plechové díly, často vypadá jinak po zohlednění celkových nákladů na doručení.
U obranných projektů vyžadujících soulad s ITAR se domácí výroba stává nezbytnou, nikoli volitelnou. Podobně, pokud je důležitá ochrana duševního vlastnictví, udržení výroby na území USA snižuje rizika expozice.
Aspekty globálního zásobování
Skutečnost je následující: úplné vyloučení zahraniční výroby znamená ignorovat skutečné výhody. Čínská přesná výroba plechových dílů se výrazně vyvinula a mnoho výrobců dosahuje úrovně kvality srovnatelné nebo dokonce převyšující západní konkurenci. Klíčovým faktorem je výběr správných partnerů a vhodné řízení těchto vztahů.
Podle analytiků průmyslové výroby , čínské cenové výhody stále zůstávají významné – mzdy jsou až o 70 % nižší než ve Spojených státech, což je navíc kombinováno s efektem ekonomie rozsahu díky obrovským výrobním zařízením. Pro projekty citlivé na cenu nebo objednávky vysokého objemu tyto ekonomické podmínky vytvářejí velmi lákavé příležitosti.
Čínská továrna na přesnou výrobu plechových dílů se často vyznačuje rychlým vývojem prototypů a flexibilní personalizací. Více než 60 % čínských malých a středních podniků v průmyslu nabízí služby výroby na zakázku, což umožňuje rychlé přizpůsobení a opakované úpravy návrhů – schopnost, kterou větší západní provozy často nedokáží napodobit. Tato pružnost je výhodná pro projekty zaměřené na výzkum a vývoj, u nichž se očekávají časté změny návrhu.
Kvalitní rozdíl, který dříve charakterizoval zakoupení zahraničních komponent, se výrazně zmenšil. Vedoucí čínské výrobce přesné výroby plechových dílů nyní drží certifikáty srovnatelné s domácími konkurenty – např. ISO 9001:2015, IATF 16949 pro automobilový průmysl a odvětvově specifické systémy řízení kvality. Výzvou není schopnost samotná, ale ověření kvality a trvalé zajištění její úrovně.
Zvažte čínské partnery specializující se na přesně konstruovanou výrobu plechových dílů, kteří překonávají tradiční obavy spojené se zahraničním zásobováním díky konkrétním schopnostem:
- Služby rychlého prototypování: dodatečná doba 5 dnů umožňuje ověření návrhu ještě před zahájením sériové výroby
- Komplexní podpora DFM: Inženýrská spolupráce, která optimalizuje návrhy pro úspěšnou výrobu
- Certifikace pro automobilový průmysl: Dodržování standardu IATF 16949, které prokazuje disciplinovanost procesů
- Rychlá komunikace: Rychlé poskytnutí cenových nabídek, které minimalizuje problémy vyplývající z časových pásem
Například, Shaoyi (Ningbo) Metal Technology představuje novou generaci čínských výrobců přesného plechového zpracování – nabízí kvalitu certifikovanou podle IATF 16949, rychlé prototypování během 5 dnů a poskytnutí cenové nabídky do 12 hodin, čímž řeší tradiční obavy spojené s nákupem zahraničních komponent. Jejich komplexní podpora při návrhu pro výrobu (DFM) pomáhá zákazníkům optimalizovat návrhy ještě před zahájením výroby a snižuje počet iterací, které často prodlužují časové rámce projektů realizovaných v zahraničí.
Nejchytřejší výrobci přesného plechového zpracování často doporučují hybridní přístupy. Odborníci na strategické nakupování navrhují využít flexibilitu Číny pro výrobu a prototypování v raných fázích projektu a poté využít domácí kapacity pro finální montáž, zajištění kvality nebo aplikace s přísnými regulačními požadavky.
Strategie mitigace rizik se stávají klíčovými pro úspěch při získávání komponentů ze zahraničí:
- Kvalifikace dodavatele: Důkladné ověření certifikací, kapacit a referencí ještě před uzavřením smlouvy
- Jasné specifikace: Podrobná dokumentace, která nezanechává prostor pro výklad
- Třetí strana kontroluje: Nezávislé ověření kvality ještě před odesláním zásilky
- Investice do vztahů: Pravidelná komunikace a periodické návštěvy za účelem udržení shody
- Diverzifikace dodavatelského řetězce: Více kvalifikovaných dodavatelů za účelem snížení rizika závislosti na jediném zdroji
Rozhodnutí mezi domácími a zahraničními dodavateli nakonec závisí na vašich konkrétních prioritách. Projekty vyžadující dodržení předpisů ITAR, rychlé iterace nebo přísnou kontrolu termínů často upřednostňují domácí partnery. Naopak vysokorychlostní výroba, aplikace citlivé na náklady nebo projekty se stabilním návrhem mohou těžit ze zahraničního získávání – zejména tehdy, pokud spolupracujete s certifikovanými výrobci přesného plechového zpracování, kteří prokázali trvalou kvalitu.
Ať už je vaše strategie získávání jakákoli, hodnotící kritéria z předchozích částí stále platí. Certifikace, kapacity vybavení, systémy řízení kvality a technická podpora jsou důležité bez ohledu na geografickou polohu. Rozdíl spočívá v tom, jak tyto schopnosti ověřujete a jak spravujete trvalé vztahy napříč vzdáleností a časovými pásmy.
Jakmile je vaše strategie získávání jasná, jste připraveni podniknout konkrétní kroky ve svém projektu výroby. Posledním krokem je příprava účinných žádostí, které jasně komunikují vaše požadavky a umožňují výrobcům odpovědět přesnými a konkurenceschopnými nabídkami.
Další krok ve vašem projektu výroby
Získali jste rozsáhlé množství informací o společnostech specializujících se na přesné zpracování plechů – od požadavků na tolerance a základních procesů až po systémy řízení kvality a strategie získávání dodavatelů. Nyní nastává okamžik, který má největší význam: převod těchto znalostí do praxe. Ať už hledáte přesné zpracování plechů v blízkosti mého místa nebo posuzujete dodavatele na celosvětové úrovni, dobře připravená žádost o cenovou nabídku rozhoduje o úspěšném průběhu projektu či o frustrujících zkušenostech.
Rozdíl mezi obdržením přesných a konkurenceschopných nabídek a uvíznutím v nekonečných cyklech upřesňujících dotazů často závisí na přípravě. Podle expertů na získávání služeb zpracování kovů nic nepomalejší kvotovací proces více než nutnost zastavit práci a klást dodatečné otázky. Čas, který investujete předem do přípravy úplné dokumentace, se výrazně vrátí ve výsledcích na konci procesu.
Příprava vaší žádosti o cenovou nabídku pro dosažení nejlepších výsledků
Co byste měli uvést při kontaktování specializovaných výrobců plechových dílů v blízkosti nebo partnerských firem v zahraničí? Níže najdete základní informace, které umožňují výrobcům rychle a přesně reagovat:
- Kompletní návrhová data: Aktuální výkresy dílů a 3D CAD modely (soubory ve formátu STEP nebo SolidWorks) obsahující údaje o tolerancích, klíčových vlastnostech a úplných rozměrových údajích
- Specifikace materiálů: Typ materiálu, jmenovitou tloušťku, třídu a jakékoli zvláštní požadavky na získání materiálu (DFARS, pouze domácí dodavatelé)
- Detaily povrchové úpravy: Konkrétního výrobce práškového nátěru a číslo výrobku nebo alespoň číslo RAL pro barevné shodování
- Požadavky na balení: Způsob doručení dílů – např. natáčené fólií, v hromadné balení nebo v individuálních krabicích pro ochranu
- Požadavky na ověření kvality: Kontrola prvního vzorku (FAI) nebo požadavky PPAP pro příslušné díly
- Objem a časový plán: Odhadované výrobní množství a předpokládané termíny dokončení
Tím, že poskytnete dodavatelům přesného tváření plechů tuto kompletní informaci, eliminujete zbytečnou komunikaci tam a zpět, která zpožďuje nabídky a zvyšuje riziko chyb. Kvalitní partneři pro tváření ocení podrobné žádosti o nabídku – to signalizuje, že jste vážný zákazník, který proces dobře rozumí.
Návrhové soubory a tipy pro komunikaci
Vaše CAD soubory a výkresy tvoří základ pro přesné nabídky. Podle průmyslových směrnic může neúplná dokumentace vést k kolísání cen nebo zpožděním, pokud musí výrobci požadovat doplňující informace. Ujistěte se, že vaše soubory obsahují linky ohýbání, polohy otvorů, kritické rozměry a jakékoli zvláštní poznámky.
Stejně důležité jsou i postupy komunikace. Rychle reagujte na dotazy výrobců. Buďte transparentní ohledně svých časových omezení – pokud potřebujete díly co nejdříve, zmíníte to hned na začátku, aby mohli posoudit svou kapacitu a navrhnout realistický harmonogram. Neváhejte položit otázky, pokud si nejste jisti, jaké detaily jsou potřebné.
Na co se můžete od kvalitních partnerů pro výrobu očekávat? Rychlá a reaktivní služba odlišuje schopné společnosti od ostatních. Například Shaoyi (Ningbo) Metal Technology nabízí zpětnou vazbu na cenovou nabídku během 12 hodin – což je příkladem reaktivity, která minimalizuje prodlevy projektu. Při hodnocení potenciálních partnerů si všimněte, jak rychle reagují na vaše první dotazy; často to předvídá kvalitu jejich komunikace během celé výroby.
Než se zavážete, nevyhledávejte slevové nabídky na přesnou výrobu plechových dílů bez toho, abyste pochopili, co všechno nabídka zahrnuje. Jak jsme v tomto článku podrobně rozebrali, nejnižší cena často skrývá kompromisy týkající se kvality, dokumentace nebo služeb. Posuďte celkovou hodnotu – schopnosti, certifikace, komunikaci a spolehlivost – nikoli pouze jednotkovou cenu.
Ať už prozkoumáváte práci na přesné výrobě plechových dílů pro letecké komponenty nebo pouzdra spotřební elektroniky, zásady zůstávají stejné: důkladně se připravte, jasně komunikujte a spolupracujte s výrobci, jejichž schopnosti odpovídají požadavkům vašeho projektu. Znalosti, které jste zde získali, vám umožní sebejistě orientovat v oblasti výroby plechových dílů a dosáhnout přesných výsledků, které vyžaduje vaše konkrétní aplikace.
Často kladené otázky o přesné výrobě z plechu
1. Co je to přesná výroba z plechu?
Přesná výroba součástí z plechu zahrnuje výrobu kovových komponentů s extrémně úzkými tolerancemi, obvykle v rozmezí ±0,005" až ±0,010" (±0,13 mm až ±0,25 mm). Tato přesnost je až desetkrát vyšší než u standardních výrobních tolerancí. Pro tento proces je nutné použít pokročilé zařízení, jako jsou vláknové lasery, CNC ohýbací lisy vybavené systémy měření úhlů a sofistikovaný systém kontroly kvality včetně kontrolních měření na souřadnicovém měřicím stroji (CMM). Průmyslové odvětví, jako jsou letecký a kosmický průmysl, výroba lékařských přístrojů a elektronika, spoléhají na přesnou výrobu plechových součástí pro komponenty, u nichž rozměrová přesnost přímo ovlivňuje výkon a bezpečnost výrobku.
2. Jak si vybrat společnost specializující se na přesnou výrobu součástí z plechu?
Hodnoťte potenciální partnery na základě šesti klíčových kritérií: ověřte příslušné certifikáty (ISO 9001:2015, IATF 16949 pro automobilový průmysl, AS9100 pro letecký a kosmický průmysl), posuďte kapacity vybavení a programy údržby, prozkoumejte systémy kontroly kvality včetně procesů prvního vzorkového zkoušení, zkontrolujte schopnost dodání jak standardních, tak expedovaných zakázek, ověřte nabídku inženýrské podpory a podpory při návrhu pro výrobu (DFM) a požádejte o reference od zákazníků ve vašem odvětví. Cílem je přizpůsobit doložené schopnosti výrobce kovových konstrukcí konkrétním požadavkům vašeho projektu, nikoli pouze vybrat nejlevnějšího dodavatele.
3. Jaké certifikáty by měli mít přesní výrobci plechových dílů?
Základní certifikace závisí na vašem odvětví. ISO 9001:2015 tvoří základ pro řízení kvality. Pro projekty související s obranou je vyžadována registrace ITAR. Certifikace AS9100 je povinná pro leteckoprávní aplikace, zatímco IATF 16949 se vztahuje na automobilovou výrobu. ISO 13485 se týká výroby zdravotnických prostředků. Certifikace AWS, jako je např. certifikovaný svařovací výrobce (CWF), svědčí o odbornosti ve svařování. Tyto certifikace potvrzují existenci dokumentovaných postupů, pravidelných auditů, kalibrovaného vybavení a úplné sledovatelnosti – všechny tyto prvky jsou klíčové pro dosahování konzistentních výsledků s vysokou přesností.
4. Jaký je rozdíl mezi domácí a zahraniční přesnou výrobou plechových dílů?
Domácí výroba nabízí kratší dodací lhůty (2–4 týdny oproti 4–8 týdnům u zahraničních dodavatelů), komunikaci ve stejném časovém pásmu, snazší návštěvy výrobních zařízení pro kontrolu kvality a předvídatelné celkové náklady. Zahraniční zakoupení, zejména z Číny, umožňuje nižší náklady na práci a může poskytnout rychlé výrobní vzorky s flexibilitou přizpůsobení. Avšak zahraniční zakoupení přináší dodatečné náklady na dopravu, cla (potenciálně 15–30 %) a vyžaduje inspekci třetí stranou. Významní zahraniční výrobci nyní drží certifikáty jako IATF 16949, přičemž někteří nabízejí výrobu vzorků během 5 dnů a zpětnou vazbu k cenové nabídce do 12 hodin, čímž napravují tradiční obavy.
5. Jaké materiály jsou nejvhodnější pro přesnou výrobu plechových dílů?
Výběr materiálu závisí na požadavcích vaší aplikace. Nerezová ocel (304/316) nabízí vynikající rozměrovou stabilitu a odolnost proti korozi, což ji činí ideální pro lékařské a potravinářské aplikace. Hliník (5052/6061) poskytuje lehkou a přesnou zpracovatelnost pro elektroniku a letecký průmysl, avšak vykazuje vyšší pružnou deformaci, kterou je nutné kompenzovat. Uhlíková ocel zajišťuje předvídatelné chování za nižší cenu a je vhodná pro strojní aplikace. Speciální materiály, jako je titan, nabízejí výjimečný poměr pevnosti k hmotnosti pro letecký průmysl a lékařské implantáty, avšak vyžadují zpracovatele s konkrétní odbornou způsobilostí a obvykle stojí 3 až 5krát více než zpracování nerezové oceli.