 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Metalové řezací společnosti demystifikovány: od žádosti o cenovou nabídku po dokončené díly

Pochopení firem zabývajících se řezáním kovů a jejich výrobní role
Když potřebujete individuální kovové díly – ať už pro vývojový vzorek, sériovou výrobu nebo specializovaný projekt – kde je hledat? Odpověď leží u firem zabývajících se řezáním kovů, tedy specializovaných výrobců, kteří přeměňují surové kovové plechy a polotovary na přesně tvarované komponenty . Tyto poskytovatelé služeb tvoří klíčové spojení mezi vašimi návrhovými koncepty a hmatatelnými, funkčními díly.
Co firmy zabývající se řezáním kovů ve skutečnosti dělají
Firmy zabývající se řezáním kovů jsou specializovaní výrobci, kteří odstraňují materiál z kovových polotovarů za účelem vytvoření požadovaných tvarů a rozměrů. Podle společnosti Mark Metals zahrnuje řezání kovů širokou škálu technik, mezi něž patří pila, stříhání, vrtání, broušení, řezání vodním paprskem a laserové řezání. Tyto firmy však obvykle nabízejí mnohem více než pouhé řezání.
Představte si společnost zabývající se řezáním kovů jako svého jediného partnera v oblasti výroby. Zajišťuje vše – od přesného laserového řezání složitých návrhů až po průmyslovou výrobu ve velkém měřítku pro konstrukční součásti. Mnoho společností poskytujících služby řezání kovů nabízí také sekundární operace – tváření, spojování a dokončovací procesy, které přemění vaše surové řezané díly na hotové, připravené k použití komponenty.
Rozsah poskytovaných služeb se značně liší. Některé společnosti specializující se na řezání kovů se zaměřují na konkrétní technologie, například na systémy s vláknovým laserem nebo vodním paprskem, jiné působí jako kompletní výrobní provozy a nabízejí:
- Laserové řezání, řezání vodním paprskem a plazmové řezání
- CNC ohýbání a tváření
- Svařování a montážní služby
- Dokončovací povrchové úpravy, jako je práškové nátěry, anodizace a pokovování
- Kontrolu kvality a dokumentaci certifikací
Výrobní základnu, na kterou se můžete spolehnout
Proč by vás mělo zajímat pochopení tohoto odvětví? Protože ať už jste inženýr navrhující automobilové upevňovací prvky, vývojář produktů prototypující pouzdra pro spotřební elektroniku nebo dodavatel zakoupení konstrukčních komponent, pravděpodobně budete s těmito výrobci někdy spolupracovat.
Moderní společnosti poskytující služby řezání kovů obsluhují téměř každé odvětví, které si lze představit. Jak uvádí Xometry, pravidelně podporují odvětví leteckého a kosmického průmyslu, obrany, automobilového průmyslu, energetiky, průmyslové výroby, zdravotnictví, zubního lékařství a výroby spotřebních zboží. Jejich kapacity sahají od nízkosériových, vysokorozmanitých prototypů až po vysokosériovou výrobu v tisících či milionech kusů.
Efektivita, kterou tyto společnosti nabízejí, vyplývá ze specializovaného vybavení a odborných znalostí. Společnosti vyrábějící nástroje pro obrábění kovů investují značné prostředky do pokročilých strojů – vláknových laserů, které řežou s přesností na úrovni mikronů, vodních paprsků, které prořezávají téměř jakýkoli materiál, a automatizovaných systémů, které zajišťují stálou kvalitu ve velkých výrobních šaržích. Tato specializace znamená zkrácení dodacích lhůt a zlepšení kontroly kvality ve srovnání s vnitřní výrobou.
V následujících kapitolách se dozvíte, jak jednotlivé technologie řezání fungují, které metody jsou vhodné pro konkrétní materiály a aplikace a jak postupovat od první žádosti o cenovou nabídku až po doručení hotových dílů. Dále se naučíte praktická kritéria pro hodnocení společností vyrábějících nástroje pro obrábění kovů a přípravu svých projektů na úspěch. Považujte toto za komplexní průvodce, který vám pomůže stát se informovaným zákazníkem na trhu s kovovými výrobky.
Technologie řezání kovů a princip fungování jednotlivých metod
Takže víte, čím se kovové řezací společnosti zabývají – ale jak přesně řežou ocel, hliník nebo titan s takovou přesností? Odpověď závisí výhradně na tom, kterou technologii používají. Každá řezací metoda funguje na zásadně odlišných principech a pochopení těchto rozdílů vám pomůže vybrat správný přístup pro váš projekt.
Podívejme se podrobně na pět hlavních řezacích technologií, které se setkáte při spolupráci s firmami specializujícími se na laserové řezání kovů a jinými poskytovateli výrobních služeb.
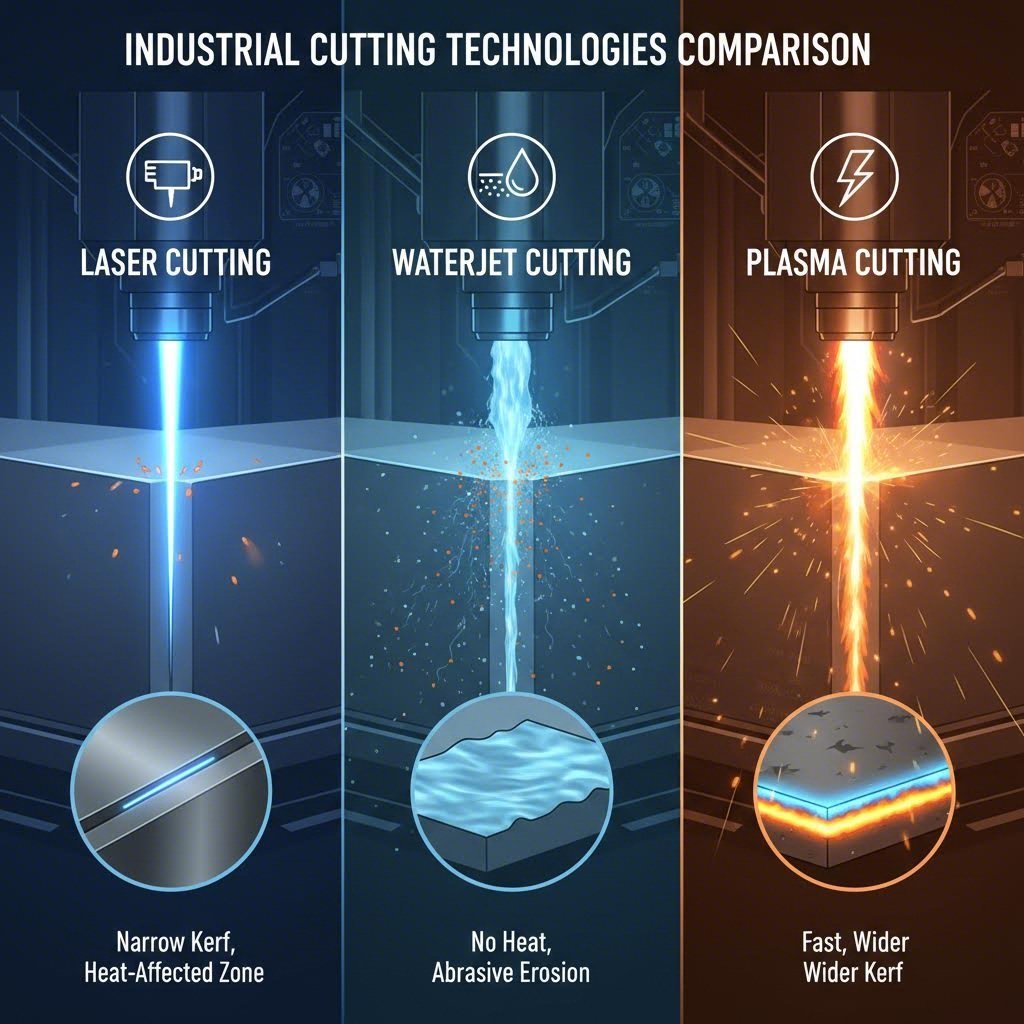
Laserové řezání – vysvětlení
Představte si, že soustředíte sluneční světlo pomocí lupy – nyní tuto intenzitu zvyšte tisíckrát. To je základní princip laserového řezání. Vysoce koncentrovaný světelný paprsek dodává dostatek energie k roztavení, spálení nebo odpaření kovu po přesně řízené dráze.
Dnes dominují průmysl dva typy laserů: vláknové lasery a CO₂ lasery. Podle HPC Laser fiberové laserové řezačky využívají optických vláken dopovaných vzácnými zemními prvky, jako je ytterbium, k generování světelného paprsku. Tato technologie se vyznačuje vynikajícími vlastnostmi při řezání odrazivých kovů, včetně oceli, nerezové oceli, hliníku, mosazi, mědi a titanu.
Výhody fiberových laserů jsou přesvědčivé:
- Výjimečná přesnost s minimální šířkou řezu
- Vysoká rychlost řezání, zejména u tenkých materiálů
- Nižší nároky na údržbu ve srovnání se systémy CO₂
- Vyšší energetická účinnost
- Vynikající výkon u odrazivých kovů
CO₂ lasery, které pracují při jiné vlnové délce (10,6 mikrometru), stále zůstávají preferovanou volbou pro řezání nekovových materiálů, jako je akryl a některé druhy plastů. Společnosti vyrábějící fiberové laserové řezačky kovů však díky své rychlosti a efektivitě získaly dominantní podíl trhu pro aplikace zpracování kovů.
Kdy je vhodné specifikovat laserové řezání? Podle Wurth Machinery , laserová technologie je na špici, když potřebujete jemné detaily, přesné díry nebo čisté hrany na tenkých plechách. Je ideální pro elektroniku, lékařské přístroje a výrobu přesných dílů, kde i malé odchylky mohou ohrozit funkčnost. Společnosti vyrábějící laserové stroje pro řezání plechů často dosahují tolerance v rozmezí ±0,005 palce u materiálů s malou tloušťkou.
Vodní paprsek vs. plazmová technologie
Co když je teplo vaším nepřítelem? Některé materiály se při vysokých teplotách deformují, zkřehnou nebo ztrácejí své vlastnosti. Právě zde září řezání vodním paprskem.
Společnost zabývající se řezáním kovů vodním paprskem používá zcela odlišný přístup: vodu pod velmi vysokým tlakem (obvykle 60 000 PSI nebo více) smíchanou s abrazivními částicemi, jako je granát. Tento proud kov řeže bez tvorby tepla a úplně tak eliminuje tepelně ovlivněné zóny. Zintilon uvádí, že řezání vodním paprskem je obzvláště vhodné pro tepelně citlivé materiály, jako je hliník a titan, kde by tepelná deformace byla problematická.
Klíčové výhody řezání vodním paprskem zahrnují:
- Žádné tepelně ovlivněné zóny ani deformace materiálu
- Schopnost řezat téměř jakýkoli materiál – kovy, kámen, sklo, kompozity
- Vynikající pro tlusté materiály a řezání více vrstev najedou
- Žádné kalení řezných hran
- Ekologicky šetrné s minimálním množstvím odpadu
Plazmové řezání funguje na opačném konci spektra: využívá elektrický oblouk ve spojení se stlačeným plynem k vytvoření extrémně horkého plazmatu, které roztavuje vodivé kovy. Společnosti zabývající se řezáním tenkých plechů i těžké výrobky spoléhají na tuto technologii pro její výjimečnou rychlost při řezání tlustých materiálů.
Podle testování společnosti Wurth Machinery je řezání plazmou oceli tloušťky 1 palec přibližně 3–4krát rychlejší než řezání vodním paprskem a provozní náklady jsou přibližně o polovinu nižší na stopu. Pokud pracujete se strojním ocelovým konstrukčním materiálem, součástmi těžkého vybavení nebo aplikacemi v lodním průmyslu, nabízí plazmové řezání neporazitelnou cenovou efektivitu.
Plasma se však při řezání natřených kovů setkává s omezeními – tento proces funguje pouze u elektricky vodivých materiálů a vytváří širší řez než laserové řezání. U silných vodivých kovů, kde není na prvním místě přesnost, zůstává plasma pracovním koněm odvětví.
Kdy dává smysl mechanické řezání
Ne každá řezná operace vyžaduje high-tech řešení. Společnosti zabývající se CNC řezáním kovů často používají mechanické metody, jako je frézování, pilování, stříhání a děrování, pro konkrétní aplikace.
CNC frézování využívá rotující řezné nástroje k odstraňování materiálu, podobně jako frézovací operace. Tato metoda je vhodná pro měkčí kovy a aplikace vyžadující specifické tvary hran nebo složité 3D obrysy. Společnosti vyrábějící laserové stroje na řezání kovů někdy doplňují své lasery frézováním pro aplikace, ve kterých lasery nejsou ideální.
Mechanické stříhání a probíjení zůstávají cenově výhodnou volbou pro výrobu jednoduchých tvarů ve velkém množství. Tyto procesy jsou rychlé, vyžadují minimální přípravu a poskytují konzistentní výsledky u tenkých plechů. Věžové probíjecí stroje dokážou vyrobit desítky otvorů za minutu – rychlosti, které dokonce laserové systémy u některých operací těžko dosáhnou.
Drátové EDM (elektroerozní obrábění) zaujímá jedinečnou pozici. Tento proces využívá elektrické výboje z tenkého drátu k extrémně přesnému odstraňování materiálu. Zintilon vysvětluje, že drátové EDM vyniká při obrábění tvrdých kovů a složitých geometrií vyžadujících úzké tolerance, čímž se stává nezbytným pro výrobu nástrojů a forem, leteckých komponent a složitých mechanických dílů.
| TECHNOLOGIE | Nejlepší materiály | Rozsah tlouštěky | Přesná vodováha | Rysy rychlosti |
|---|---|---|---|---|
| Vláknitý laser | Ocel, nerezová ocel, hliník, mosaz, měď, titan | Až 1" (podle výkonu se liší) | ±0,005" typické | Velmi rychlý u tenkých materiálů; zpomaluje u tlustých |
| CO2 Laser | Kovy, akryly, plasty, dřevo | Až 1" u kovů | ±0,005" typické | Rychlé; o něco pomalejší než vláknový laser u kovů |
| Vodní paprsek | Jakýkoli materiál (kovy, kámen, sklo, kompozity) | Až 12"+ podle materiálu | ±0,003" až ±0,010" | Pomalejší než plazmové či laserové řezy; bez omezení způsobených tepelným namáháním |
| Plast | Pouze elektricky vodivé kovy (ocel, hliník, měď) | od tloušťky 26 gauge do více než 6" | ±0,020" typicky | Nejrychlejší u tlustých vodivých kovů |
| CNC frézování | Měkké kovy, plasty, kompozity | Závisí na materiálu | ±0,005" až ±0,010" | Střední; vhodné pro trojrozměrné kontury |
| Drátové EDM | Všechny vodivé kovy, zejména kalené oceli | Až 16" typicky | možná přesnost ±0,0001" | Pomalu; upřednostňuje přesnost před rychlostí |
Porozumění těmto technologiím vám pomůže efektivně komunikovat se svými partnery ve výrobě a vybrat nejvhodnější metodu řezání pro vaše konkrétní požadavky. Technologie však tvoří jen jednu část rovnice – materiály, které řežete, hrají při určování optimálního přístupu stejně důležitou roli.
Schopnosti různých metod řezání vzhledem k materiálům a jejich tloušťce
Nyní, když rozumíte tomu, jak funguje každá technologie řezání , zde je klíčová otázka: která metoda je nejvhodnější pro konkrétní kov, který potřebujete nařezat? Odpověď není vždy jednoduchá, protože vlastnosti materiálu výrazně ovlivňují výkon řezání. Odrazivost, tepelná vodivost, tvrdost i tloušťka hrají rozhodující roli při určování optimálního postupu.
Společnosti zabývající se řezáním plechů denně zpracovávají desítky různých slitin. Pochopení toho, jak tyto materiály interagují s jednotlivými technologiemi řezání, vám pomůže vybrat správný proces – a vyhnout se nákladným chybám, které vedou ke zpoždění projektů.
Průvodce při volbě metody řezání podle materiálu
Každý kov přináší na pracoviště pro řezání své vlastní charakteristiky. Podívejme se na nejběžnější materiály a jejich ideální metody řezání.
Nerezovou ocel
Kombinace odolnosti nerezové oceli vůči korozi a její pevnosti ji činí oblíbeným materiálem napříč průmyslovými odvětvími. Firmy specializující se na laserové řezání plechů obvykle doporučují pro nerezovou ocel tloušťky až 1 palce (25,4 mm) řezání vláknovým laserem díky vynikající kvalitě řezného okraje a vysoké rychlosti. Pro tlustší profily je ekonomicky výhodnější plazmové řezání, zatímco vodní paprsek zachovává vlastnosti materiálu v případech, kdy je kritická citlivost na teplo.
- Optimální metody: vláknový laser (tenké a středně tlusté profily), plazmové řezání (tlusté profily), vodní paprsek (aplikace citlivé na teplo)
- Klíčové faktor: Vyšší obsah chromu může ovlivnit rychlost laserového řezání
Hliník
Vysoká odrazivost hliníku dříve komplikovala jeho laserové řezání, avšak moderní vláknové lasery s tímto materiálem zvládnou bez potíží. Podle StarLab CNC vláknové lasery dosahují vynikajících výsledků při řezání hliníkového plechu, zatímco plazmové řezání je vhodné pro tlustší hliníkové desky. Vodní paprsek zůstává nejvyšší volbou v případech, kdy je nutné zcela vyhnout se tepelně ovlivněné zóně – což je zejména v leteckém průmyslu zásadní požadavek, neboť integrita materiálu je nepodmíněná.
- Optimální metody: Vlákennový laser (plechy do tloušťky 0,5 palce), vodní paprsek (teplově citlivé materiály), plazma (tlustší desky)
- Klíčové hledisko: Vysoká tepelná vodivost vyžaduje vyšší výkon při řezání laserem
Uhlíková ocel a nízkouhlíková ocel
Uhlíková ocel je základní materiál pro společnosti zabývající se řezáním a tvářením kovů. Lze ji efektivně řezat téměř všemi technologiemi, takže volba metody závisí především na tloušťce materiálu a požadované přesnosti. Tenké plechy se vynikajícím způsobem řežou laserem, zatímco silné desky (nad 1") jsou ideální pro plazmové řezání.
- Optimální metody: Laser (do 1 palce), plazma (0,5–6 palců a více), vodní paprsek (libovolná tloušťka)
- Klíčové hledisko: Plazmové řezání nabízí nejlepší poměr rychlosti a nákladů u tlustých ocelových desek
Z mědi a mosazu
Tyto vysoce odrazivé kovy byly tradičně pro laserové systémy obtížné. Dnešní výkonné vláknové lasery tento problém většinou vyřešily, přesto výrobci strojů na řezání plechů stále uplatňují opatrnost při řezání tenké mědi, aby se předešlo zpětným odrazům, jež mohou poškodit zařízení. Řezání vodním paprskem zůstává spolehlivou alternativou, která zcela obejde problémy spojené s odrazivostí.
- Optimální metody: vláknový laser (s příslušným výkonem), řezání vodním paprskem (bezpečné pro všechny tloušťky), plazmové řezání (omezené aplikace)
- Klíčové kritérium: Vysoká tepelná vodivost mědi rychle rozptyluje teplo, což vyžaduje úpravu technologických parametrů
Speciální slitiny (titan, Inconel, nástrojové oceli)
Když pracujete s exotickými slitinami, rizika i náklady rychle stoupají. Firmy poskytující laserové řezání plechů často doporučují vodní paprsek pro titan a slitiny na bázi niklu, protože studený řezací proces zachovává metalurgické vlastnosti. Drátová EDM zvládá kalené nástrojové oceli s neporovnatelnou přesností, což ji činí nepostradatelnou pro výrobu nástrojů.
- Optimální metody: Vodní paprsek (zachování vlastností), drátová EDM (kalené materiály), vláknový laser (při dodržení odbornosti)
- Klíčové ohledisko: Mnoho speciálních slitin vyžaduje po řezu testování za účelem ověření integrity materiálu
Možnosti řezání podle typu kovu
Tloušťka je často rozhodujícím faktorem při výběru řezací metody. Následující informace uvádějí, co můžete očekávat od možností firem zabývajících se řezáním plechů:
Tenkostěnné materiály (pod 0,125")
Laserové řezání dominuje v tomto rozsahu. Zaměřený paprsek vytváří minimální šířku řezu, přesné tolerance a dokonalou kvalitu hran. Výhody rychlosti jsou výrazné – vláknový laser může například řezat ocel tloušťky 20 gauge rychlostí přes 800 palců za minutu. Vodní paprsek a plazma dokážou zpracovat tenké materiály, avšak z ekonomického hlediska se to vyplácí jen výjimečně, pokud je kritické vyhnout se tepelnému poškození.
Střední tloušťka (3,175 mm až 19,05 mm)
Toto je konkurenční pásmo, kde volba metody závisí na prioritách. Potřebujete vysokou přesnost a čisté hrany? Laserové řezání je ideální volbou. Je pro vás klíčová rychlost a nákladová efektivita u vodivých kovů? Plazmové řezání zde vyniká. Vyžadujete nulovou tepelnou deformaci? Vodní paprsek je vaší odpovědí. Podle společnosti Gauer Metal Products závisí správný přístup na faktorech, jako je typ kovu, jeho tloušťka a přesnost, kterou váš projekt vyžaduje.
Silné desky (19,05 mm a více)
S rostoucí tloušťkou materiálu nabývají na významu plazmové a vodní řezání. Plazmové řezání zpracovává ocel o tloušťce 1" rychlostí přes 100 palců za minutu – přibližně 3 až 4krát rychleji než vodní paprsek – a proto se stalo pracovním koněm výroby pro oblast stavebních konstrukcí, těžkého vybavení a loděstavby. Vodní paprsek zvládne ještě silnější materiály (až nad 12" u některých systémů) a zůstává nezbytný tam, kde nejsou akceptovatelné tepelně ovlivněné zóny.
Vlastnosti materiálu určují volbu metody stejně jako jeho tloušťka. Desku z hliníku o tloušťce 0,5" lze například dokonale řezat vláknovým laserem, zatímco u mědi stejné tloušťky by bylo lepší použít vodní paprsek, aby se předešlo problémům s odrazivostí.
Porozumění těmto vztahům mezi materiály a způsoby zpracování vám poskytne silnější pozici při diskuzi o vašem projektu se společnostmi zabývajícími se výrobou. Budete vědět, jaké otázky je třeba položit, a budete schopni posoudit, zda doporučení dané dílny odpovídají nejlepším praxím v odvětví. Dále si projdeme celý pracovní postup výroby – od vaší původní žádosti o cenovou nabídku až po doručení dokončených dílů na vaše nákladiště.
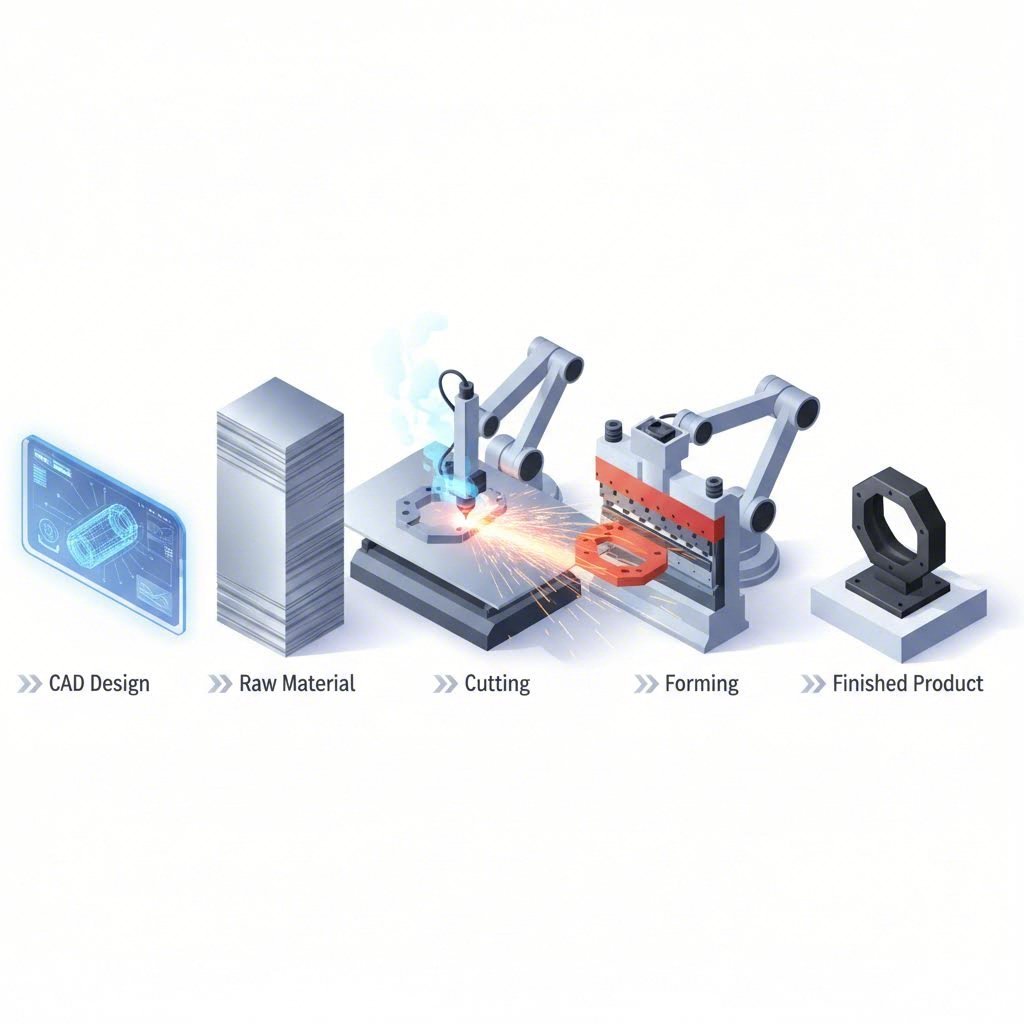
Kompletní proces řezání kovů od začátku do konce
Zvolili jste technologii řezání a identifikovali vhodný materiál – co se však ve skutečnosti děje, když si vyžádáte služby společnosti specializující se na řezání kovů? Porozumění celému pracovnímu postupu výroby odstraní nejistotu a pomůže vám připravit projekty, které bez problémů postupují od návrhu až po dokončení.
Ať již poprvé spolupracujete se specializovanými firmami pro řezání kovů na míru nebo chcete optimalizovat již existující vztah, znalost jednotlivých fází procesu vám poskytne plnou kontrolu. Projděme společně cestu, kterou vaše díly ujdou od prvního kontaktu až po koneční dodání.
Od žádosti o cenovou nabídku po dokončené díly
Výrobní proces probíhá logickou posloupností, avšak časové rámce se liší v závislosti na složitosti, objemu a vašich konkrétních požadavcích. Podle H&S Manufacturing zahrnuje výroba kovových součástí z plechu na míru několik odlišných výrobních fází. Zde je, co můžete očekávat:
-
Odeslání souborů a první kontakt
Váš projekt začíná, když odevzdáte návrhové soubory vybranému výrobci. Většina firem poskytujících služby řezání plechů přijímá standardní CAD formáty, včetně souborů DXF, STEP a IGES. Některé služby rychlé výroby – jako například ty, které nabízí společnost Approved Sheet Metal – poskytují interaktivní systémy pro získání cenové nabídky, ve kterých nahrátím souborů získáte cenu během několika hodin. V této fázi uveďte všechny zvláštní poznámky týkající se tolerancí, množství nebo požadavků na povrchovou úpravu. -
Revize návrhu a technická příprava
Během této fáze výrobci analyzují váš návrh z hlediska výrobní proveditelnosti. Společnost H&S Manufacturing uvádí, že to může zahrnovat výrobu prototypů a provádění studií proveditelnosti za účelem určení vhodných materiálů a výrobních postupů. Zkušené týmy specializovaných firem na řezání kovů upozorní na potenciální problémy – prvky, které se nemusí čistě řezat, poloměry ohybu, které by mohly způsobit praskliny, nebo tolerance, které vyžadují alternativní přístupy. Tato spolupracující revize šetří čas i náklady v pozdějších fázích. -
Cenová nabídka a schválení
Dostanete podrobnou cenovou nabídku, která zahrnuje náklady na materiál, řezné operace, sekundární procesy a dodání. Některé společnosti zabývající se laserovým řezáním a tvářením plechu nabízejí cenové nabídky ve stejný den pro jednoduché projekty, zatímco u složitých sestav může být nutné několik dní na technické posouzení. Jakmile schválíte cenovou nabídku a potvrdíte množství, vaše objednávka vstoupí do fronty výroby. -
Zajištění a příprava materiálu
Váš výrobce získá specifikovaný materiál – nebo jej odejme ze stávajícího skladu. Podle společnosti H&S Manufacturing provádějí kvalitní výrobci před zpracováním kontrolu surového materiálu na případné vady. Plech je před zahájením hlavní řezné operace nařezán na vhodné rozměry pomocí nůžek nebo laserového zařízení. -
Hlavní řezná operace
Zde vaše díly nabývají svého tvaru. Soubory CAD se převádějí na strojové instrukce, které řídí lasery, vodní paprsky nebo plazmové hořáky po přesných řezných dráhách. Moderní zařízení pracuje s minimálním zásahem člověka, i když kvalifikovaní obsluhovatelé během celého procesu sledují kvalitu. V závislosti na kapacitě vaší společnosti poskytující služby řezání plechů a na prioritě vaší objednávky může tato fáze trvat několik hodin u jednoduchých úkolů nebo několik dní u složitých výrobních sérií. -
Sekundární operace
Řezání je často jen začátkem. Mnoho dílů vyžaduje další zpracování, než jsou dokončeny – ohýbání, svařování, montáž kovových dílů nebo sestavování. Tyto klíčové kroky podrobně probereme níže. -
Dokončování a povrchová úprava
Povrchové úpravy zlepšují jak vzhled, tak funkční vlastnosti. Možnosti sahají od jednoduchého odstranění ostří od řezu (deburring) až po práškové nátěry, pokovování nebo anodizaci. Váš výrobce aplikuje požadované povrchové úpravy v souladu se specifikacemi. -
Kontrola kvality
Před expedicí jsou díly podrobeny rozměrové verifikaci a vizuální kontrole. Výrobci s certifikací ISO 9001 nebo obdobnou certifikací dodržují dokumentované postupy kontroly s využitím přesných měřicích přístrojů. -
Balení a doprava
Díly jsou baleny tak, aby nedošlo k jejich poškození během přepravy. Expresní služby společností jako je Approved Sheet Metal mohou doručit ploché laserem řezané díly již následující den – objednejte do 10:00 hodin a díly obdržíte do 10:00 hodin následujícího dne.
Co se děje po řezání
Řezná operace vytváří ploché profily, avšak většina funkčních dílů vyžaduje další zpracování. Pochopení těchto sekundárních služeb vám pomůže posoudit, zda je výrobce schopen skutečně dodat dokončené díly – nebo pouze řezané kusy, které je nutné dále zpracovat jinde.
CNC ohýbání a tváření
Rovinné vyříznuté díly často vyžadují trojrozměrný tvar. CNC ohýbací lisy využívají přesné nástroje k vytváření přesných ohybů pod zadanými úhly a na určených místech. Podle společnosti H&S Manufacturing se při tvářecím procesu používají hydraulické lisy a CNC ohýbací lisy k dosažení přesných výsledků. Mezi běžné operace patří V-ohyby, U-tvarové kanály, krabicové tvary a složité geometrie s více ohyby. U správně navržených dílů je dosažitelná přesnost ±0,005 palce.
Odstraňování ostří a úprava hran
Řezné operace ponechávají hrany v různé míře drsnosti, což závisí na použité metodě. Laserové řezání obvykle vytváří poměrně čisté hrany, zatímco plazmové a mechanické řezání mohou zanechat výraznější jehličky. Odstraňování ostří odstraňuje ostré hrany, které by mohly způsobit zranění při manipulaci nebo bránit montáži. Metody se pohybují od ručního broušení po automatické štípaní a vibrací.
Svařování a spojování
Když váš návrh vyžaduje spojení více dílů, svařování vytváří trvalé spoje. Společnost H&S Manufacturing popisuje, jak svářeči spojují díly pomocí tepla a tlaku, přičemž se ohřáté kovové plochy spojí a po ochlazení vytvoří pevné spoje. MIG, TIG a bodové svařování jsou vhodné pro různé aplikace a kombinace materiálů. Nýtování nabízí alternativní mechanickou metodu spojování pro určité sestavy.
Možnosti povrchového dokončení
Dokončovací úpravy chrání díly a zlepšují jejich vzhled. Mezi běžné možnosti patří:
- Praškové barvení: Suchý elektrostatický proces nanášení, který vytváří odolné a esteticky přitažlivé povrchy téměř v jakékoli barvě
- Nátěr: Vodné nebo rozpouštědlové nátěry nanášené ve jedné nebo více vrstvách pro ochranu proti korozi a zlepšení vzhledu
- Nakládání: Galvanické nebo autokatalytické procesy, které nanášejí tenké kovové vrstvy za účelem zlepšení tvrdosti, odolnosti proti korozi nebo vodivosti
- Anodizace: Elektrochemický proces, který vytváří ochranné oxidové vrstvy na hliníkových dílech
Instalace hardware a montáž
Mnoho výrobců nabízí kompletní služby včetně vkládání PEM hmoždinek, závitových vložek a montáže komponent. To centralizuje vaši dodavatelskou síť – namísto samostatného řízení dodavatelů pro řezání, dokončování a montáž zajišťuje jediná firma specializovaná na řezání kovů celý proces.
Spolupráce se výrobcem, který nabízí komplexní sekundární služby, zjednodušuje vaši dodavatelskou síť a snižuje zátěž koordinace pro váš tým.
Pochopení tohoto komplexního pracovního postupu vám pomůže stanovit realistické časové plány a připravit projekty, které efektivně projdou výrobním procesem. Než však pošlete první cenovou poptávku, měli byste se ujistit, že jsou vaše návrhové soubory a specifikace správně připraveny – což nás přivádí k osvědčeným postupům přípravy projektů.
Příprava vašeho projektu pro služby řezání kovů
Našli jste správnou technologii řezání, identifikovali jste materiál a rozumíte výrobnímu postupu. Ale právě zde se mnoho projektů zastaví: neúplné nebo nesprávně formátované návrhové soubory. Firmy specializující se na individuální řezání plechů obdrží stovky žádostí o cenovou nabídku – a ty, které obsahují úplnou a přesnou dokumentaci, se dostanou na začátek fronty, zatímco ostatní jsou vráceny pro upřesnění.
Čas strávený přípravou vašeho projektu správným způsobem ušetří dny (někdy i týdny) opakované komunikace tam a zpět. Ať již spolupracujete s firmou specializující se na individuální CNC řezání kovů pro přesné součásti nebo s výrobcem pro velkosériovou výrobu, tyto přípravné kroky platí univerzálně.
Příprava vašich návrhových souborů
Vaše CAD soubory jsou technickým výkresem, který řídí celý výrobní proces. Podle společnosti RapidDirect obsahují CAD soubory nezbytné údaje o prvcích, rozměrech a geometrii součásti – jedná se o konstrukční základ pro CNC obrábění.
Většina společností specializujících se na individuální řezání plechu přijímá několik běžných formátů souborů, i když jejich preference se liší. Měli byste mít připraveny následující formáty:
- STEP (.STP): Zlatý standard pro 3D modely. Soubory ve formátu STEP nabízejí vynikající zachování geometrie a jsou kompatibilní téměř se všemi CAD a CAM systémy. Pokud odesíláte pouze jeden formát, měl by to být právě tento.
- DXF (.dxf): Ideální pro 2D řezné operace. Soubory ve formátu DXF jasně definují plošné vzory a jsou univerzálně akceptovány pro laserové, vodní paprskové a plazmové řezání.
- IGES (.igs): Starší, ale stále široce používaný formát, zejména pro povrchové modely a starší systémy. IGES dobře zpracovává drátové modely (wireframes) a 2D výkresy.
- Nativní CAD formáty (.SLDPRT, .PRT, X_T): Soubory SolidWorks, Siemens NX a Parasolid uchovávají kompletní historii návrhu a parametrická data – což je užitečné, pokud vaše společnost poskytující služby individuálního řezání plechu používá kompatibilní software.
RapidDirect upozorňuje, že soubory STP a X_T jsou známé svými přesnými možnostmi tvorby těles, což je klíčové pro zachování rozměrové přesnosti během generování dráhy nástroje. Pokud máte pochybnosti, exportujte svůj návrh jako soubor STEP spolu se svým nativním formátem, abyste zajistili kompatibilitu.
Kontrolní seznam přípravy souborů
Než stisknete odeslání požadavku na cenovou nabídku, ověřte tyto důležité údaje:
- Potvrďte jednotky: Neshody v jednotkách (palce vs. milimetry) způsobují, že díly dorazí v nesprávném měřítku. Dvakrát zkontrolujte nastavení exportu.
- Zahrňte rozvinuté tvary: U ohýbaných dílů poskytněte rozvinutý tvar kromě 3D modelu.
- Rozdělte díly do samostatných souborů: Sestavy s více díly by měly být rozděleny do samostatných souborů jednotlivých komponent pro jasnější stanovení ceny.
- Odstraňte duplicitní geometrii: Překrývající se čáry mate řezací stroje a mohou způsobit dvojité řezy.
- Uzavřete všechny obrysy: Otevřené cesty nebo mezery ve vaší geometrii brání správnému řezání – ujistěte se, že jsou všechny tvary plně uzavřené.
Detaily specifikací, které mají význam
Samotné soubory neposkytují úplný přehled. Podle LTJ Industrial je jasná dokumentace klíčová pro přesnou kalkulaci výroby – podrobné výkresy, přesné specifikace a kompletní CAD soubory minimalizují nedorozumění a neočekávané náklady.
Při kontaktování firem specializujících se na zakázkové CNC řezání kovů poskytněte tyto specifikace hned na začátku:
- Typ a třída materiálu: Uveďte přesně – např. „nerezová ocel 304“ namísto pouhého „nerez“. Zahrňte označení slitiny, stav tepelného zpracování a jakákoli požadovaná certifikace.
- Tloušťka materiálu: Uveďte přesnou tloušťku v měrných jednotkách nebo desetinném formátu (např. „0,125 palce“ nebo „11 gauge“).
- Požadované množství: Zahrňte množství prototypů, počáteční sérii výroby a odhadované roční objemy, pokud je to relevantní.
- Požadavky na tolerance: Podle SendCutSend jsou řezné tolerance obvykle ±0,005 palce pro většinu materiálů – pokud potřebujete přesnější tolerance, explicitně je uveďte.
- Požadavky na povrchovou úpravu: Uveďte, zda potřebujete práškové nátěry, anodickou oxidaci, povlaky nebo konkrétní hodnoty drsnosti povrchu.
- Doplňkové operace: Uveďte požadavky na ohýbání plechu, vyvrtávání závitů, vyfrézování kuželových děr, vkládání kovových dílů nebo montáž.
- Časový plán dodání: Rychlé objednávky vyžadují předem dané upozornění – uveďte prosím požadované datum doručení.
Běžné chyby, které způsobují zpoždění projektů
I zkušení inženýři tyto chyby občas dopouštějí. Vyhněte se jim a váš projekt bude probíhat rychleji:
- Chybějící specifikace otvorů: Pokud mají otvory mít závit nebo kuželové vyfrézování, uveďte jejich rozměr a typ. Společnost SendCutSend doporučuje při návrhu používat tabulky pro závity, abyste ve fázi návrhu nakreslili otvory správného rozměru.
- Prvky umístěné příliš blízko okrajů: Společnost SendCutSend doporučuje, aby vzdálenost otvorů od okraje části činila alespoň 1× jejich průměr a vzdálenost štěrbin od okraje nebo jiných vyříznutých prvků alespoň 1,5× jejich šířku. Porušení těchto pokynů oslabuje součásti a může je dokonce činit nezpracovatelnými.
- Příliš malé mostíky: Vzdálenost mezi vyříznutými prvky by neměla být menší než 50 % tloušťky materiálu – pro zajištění pevnosti je však doporučeno udržet ji v rozmezí 1× až 1,5× tloušťky materiálu.
- Vynechané údaje o ohýbání: U tvarovaných dílů uveďte směr ohybu, poloměr ohybu a pořadí ohýbání, pokud je to kritické.
- Zapomínání na množstevní rozdíly: Pokud byste později mohli objednat větší množství, požádejte již nyní o cenové stupnice. Náklady na nastavení se rozprostírají na větší počet kusů, čímž se cena za kus výrazně sníží.
Plánování dopředu a znalost tolerancí řezu pro vybraný materiál urychlí návrhový proces a zajistí, že vaše díly budou připraveny k použití hned po vybalení z balení.
Investice třiceti minut do řádné přípravy projektu může ušetřit dny prodlení. Máte-li kompletní soubory a jasné specifikace, jste připraveni posoudit potenciální partnery pro výrobu – což vyžaduje pochopení toho, čím se výjimečné firmy specializující se na individuální řezání plechu liší od průměrných.

Jak vybrat správnou firmu pro řezání kovů
Vaše návrhové soubory jsou připraveny, specifikace jsou zdokumentovány a vy rozumíte výrobnímu postupu. Nyní nastává rozhodnutí, které ovlivňuje vše – od kvality dílů po spolehlivost dodávek: který výrobní partner si zaslouží vaši spolupráci? Každý den se provádí tisíce vyhledávání typu „kovové řezání poblíž mě“, takže možností může být překvapivě mnoho.
Výběr nesprávného partnera vede ke zmeškaným termínům, zamítnutým dílům a problémům v dodavatelské síti. Výběr správného partnera vám naopak zajistí výrobního spojence, který předvídat potíže, navrhovat zlepšení a pravidelně dodávat podle dohody. Pojďme si podrobně rozebrat kritéria, která oddělují výjimečné výrobce od ostatních.
Přizpůsobení kapacit společnosti vašim požadavkům
Ne každý výrobce je vhodný pro každý projekt. Podle MarcTech Industries je před výběrem společnosti zabývající se kovovým zpracováním nezbytné jasně pochopit vaše konkrétní potřeby – včetně typu výrobku, požadovaného množství, požadavků na personalizaci, časového harmonogramu a rozpočtových omezení.
Zahajte své hodnocení těmito základními otázkami:
- Odpovídá jejich vybavení vašim požadavkům? Vyhledání firem zabývajících se kovovým laserovým řezáním v blízkosti mě může vrátit desítky výsledků, ale ne všechny lasery jsou si rovny. Ověřte, zda mají vhodnou úroveň výkonu pro tloušťku vašeho materiálu a konkrétní technologii řezání, kterou váš projekt vyžaduje.
- Jsou schopni zvládnout váš objem? Některé dílny vynikají při výrobě prototypů a krátkých sérií, zatímco jiné jsou optimalizovány pro výrobní množství. Nesoulad očekávání ohledně objemu vytváří napětí na obou stranách.
- Nabízejí potřebné sekundární služby? Pokud vaše díly vyžadují ohýbání, svařování, dokončování nebo montáž, spolupráce s dodavatelem z jediného zdroje zjednoduší vaši dodavatelskou síť a sníží koordinační náklady.
- Jaké mají zkušenosti z průmyslu? MarcTech zdůrazňuje, že je třeba hledat dodavatele s významnými zkušenostmi ve vašem konkrétním odvětví nebo aplikaci. Výrobce součástí pro letecký a kosmický průmysl rozumí jiným požadavkům než výrobce zaměřený na architektonické kovové práce.
Při hledání společnosti specializující se na laserové řezání kovů v blízkosti nebo společnosti specializující se na řezání plechů v blízkosti nezvažujte pouze vzdálenost. Výrobce nacházející se 320 km daleko, avšak disponující ideálními schopnostmi, často převyšuje místní dílnu, která překračuje hranice své odborné způsobilosti.
Osvědčení kvality, která mají význam
Certifikáty poskytují objektivní důkaz o tom, že výrobce zavedl systematická opatření pro kontrolu jakosti. Ačkoli každý projekt nepožaduje certifikované dodavatele, pochopení významu těchto osvědčení vám pomůže správně vyhodnotit služby předních společností zabývajících se řezáním kovů.
ISO 9001 představuje základní standard řízení jakosti. Potvrzuje, že společnost má dokumentované procesy, provádí interní audity a uchovává záznamy o jakosti. Většina profesionálních výrobců tento certifikát drží.
IATF 16949 navazuje na ISO 9001 s požadavky specifickými pro automobilový průmysl. Pokud získáváte komponenty pro vozidla, tento certifikát signalizuje, že výrobce rozumí pokročilému plánování kvality produktu (APQP), procesům schvalování výrobních dílů (PPAP) a přísné dokumentaci, kterou vyžadují automobiloví výrobci (OEM).
AS9100 zahrnuje požadavky pro letecký a obranný průmysl a doplňuje opatření pro stopovatelnost, správu konfigurace a požadavky týkající se dodavatelského řetězce, které vyžadují hlavní subjekty v leteckém průmyslu.
ISO 13485 platí pro výrobu zdravotnických prostředků a zahrnuje návrhové kontroly, řízení rizik a požadavky na sterilitu specifické pro zdravotnické aplikace.
Podle KAL Manufacturing uznávaní dodavatelé vedou formální systémy stopovatelnosti, dokumentaci kontrol a drží certifikáty (např. ISO, AS9100 nebo ITAR compliance), které poskytují potřebnou jistotu kvality pro výrobní prostředí.
Dílny na zakázku vs. dodavatelé: Porozumění rozdílu
Vaše volba mezi tradiční dílnou a partnery pro smluvní výrobu ovlivňuje ceny, reakční dobu a potenciál dlouhodobé spolupráce.
Dílny se obvykle zaměřují na krátké série nebo jednorázovou výrobu. KAL Manufacturing vysvětluje, že tyto dílny přebírají zakázky na základě individuálních nabídek a zpracovávají širokou škálu dílů s minimální kontinuitou mezi jednotlivými zakázkami. Jsou navrženy na flexibilitu, nikoli opakování.
Pokud potřebujete jeden prototyp nebo malé množství speciálních úchytů, může být dílna cenově výhodná a rychlá. Nicméně nemusí být vhodně nastavena pro plánované dodávky, sledování kvality nebo skladové programy, které vyžadují rozsáhlejší výrobní prostředí.
Výrobci na základě smlouvy jsou navrženy pro opakovatelnou výrobu a dlouhodobé partnerství. Nabízejí robustnější systémy pro plánování, zajištění kvality, manipulaci s materiálem a dokumentaci. Podle KAL Manufacturing není dodavatel na zakázku pouze dodavatelem – je to výrobní partner, který spolupracuje s vaším týmem při naplňování předpovězené poptávky, správě revizí dílů a synchronizaci dodacích lhůt s vašimi provozními procesy.
Klíčové charakteristiky k zohlednění:
- Dílny na zakázku: Rychlé vyhotovení cenových nabídek, flexibilní kapacity pro proměnné objemy práce, minimální množství objednávek, projektově zaměřené vztahy
- Dodavatelé na zakázku: Plánovaná výroba, prognózování a skladové programy, zdokumentované systémy řízení kvality, integrace do dodavatelského řetězce
Porovnání faktorů pro výběr
Toto porovnání použijte k vyhodnocení potenciálních výrobních partnerů na základě požadavků vašeho projektu:
| Faktor výběru | Tradiční dílna na zakázku | Online služba pro zpracování kovů | Výrobní partner |
|---|---|---|---|
| Běžné certifikáty | ISO 9001 je běžná; odvětvově specifické certifikáty se liší | ISO 9001 je typická; omezený počet odvětvově specifických certifikátů | ISO 9001, AS9100, IATF 16949, ITAR – podle potřeby |
| Dodací lhůty | Proměnná; závisí na aktuální zátěži | Rychlá (často 1–5 dnů pro standardní řezy) | Plánované dodávky; pravidelná časová okna dodávek |
| Flexibilita velikosti objednávky | Vynikající pro prototypy a malé výrobní šarže | Nejvhodnější pro jednotlivé díly až střední výrobní šarže | Optimalizováno pro opakující se výrobní objemy |
| Rozsah služeb | Řezání a vybrané sekundární operace | Zaměřeno na řezání; omezené sekundární služby | Kompletní výroba, dokončování, montáž a kompletace |
| Inženýrská podpora | Neformální; závisí na vztahu | Automatická zpětná vazba z hlediska návrhu pro výrobu (DFM) | Vyhrazená inženýrská spolupráce |
| Nejlepší pro | Jednorázové výrobky na míru, naléhavé prototypy | Standardní řezy, potřeba rychlého dodacího termínu | Výrobní programy, složité sestavy |
Geografické a logistické aspekty
Poloha má význam – ale možná ne zcela tak, jak byste očekávali. I když hledání firmy zabývající se řezáním kovů ve vašem okolí dává smysl pro určité aplikace, polohu je třeba posuzovat ve vztahu k kapacitám a celkovým nákladům.
Když je poloha rozhodující:
- Těžké nebo objemné díly, u nichž převládají náklady na dopravu
- Rychlé iterace prototypů vyžadující vyzvednutí ve stejný den
- Projekty profítající z osobní spolupráce a návštěv provozu
- Požadavky na dodávky dle potřeby s minimální rezervou dodací lhůty
Když je kapacita důležitější než poloha:
- Specializované procesy dostupné pouze od regionálních odborníků
- Ověření specifická pro daný průmyslový odvětví, která místní dodavatelé nemají
- Sériová výroba, při které úspory na jednotlivých dílech převáží náklady na dopravu
- Složité sekundární operace vyžadující integrované kapacity
Nejlepší přístup často zahrnuje budování vztahů jak s místními, tak regionálními dodavateli. Místní firmy zabývající se řezáním kovů v blízkosti mě zvládají naléhavé prototypy a krátké série, zatímco specializovaní partneři řeší sériovou výrobu a složitější požadavky.
Rozdíl mezi dílnou na zakázku a dodavatelem podle smlouvy spočívá v systémech a rozsahu. Dílny pokrývají transakční potřeby. Dodavatelé podle smlouvy podporují procesy.
Výběr vašeho partnera pro tváření kovů přímo ovlivňuje úspěch projektu. Vyčleňte čas na vyhodnocení kapacit, ověření certifikací a pochopení toho, zda obchodní model potenciálního dodavatele odpovídá vašim potřebám. Jakmile najdete správného partnera, jste připraveni prozkoumat, jak různé odvětví využívají tyto služby pro specializované aplikace.
Průmyslové aplikace služeb řezání kovů
Nikdy jste se zamysleli, proč držák vašeho automobilu pro zavěšení vypadá jinak než pouzdro chránící kardiostimulátor? Oba vycházejí z plochých kovových plechů, které zpracovávají odborníci na výrobu kovových dílů – ale cesta od suroviny ke konečnému komponentu se výrazně liší podle požadavků daného průmyslového odvětví. Služby řezání kovů pro stavební firmy se řídí jinými pravidly než služby poskytované dodavatelům v oblasti leteckého a kosmického průmyslu nebo výrobcům lékařských přístrojů.
Pochopte, jak různá odvětví tyto výrobní služby využívají – to vám pomůže efektivně formulovat požadavky a vybrat partnery s odpovídající odbornou způsobilostí. Podívejme se na specializované aplikace a jedinečné požadavky v hlavních průmyslových odvětvích.
Aplikace ve výrobě automobilů
Automobilový průmysl patří mezi největší trhy pro přesné řezání kovů. Od konstrukčních částí rámu až po dekorativní doplňkové díly obsahují vozidla stovky vyrobených kovových součástí – každá s konkrétními požadavky na výkon.
Podle Pans Technology se přesné obrábění stalo klíčovým prvkem v automobilovém průmyslu, umožňující výrobcům vyrábět lehké díly, které zvyšují palivovou účinnost a snižují emise. Se změnou odvětví směrem k elektrickým vozidlům se lehké komponenty stávají ještě důležitějšími – podle výzkumu McKinseyho stačí snížení hmotnosti vozidla o pouhých 10 % k prodloužení dojezdu EV přibližně o 15 %.
Typické automobilové aplikace zahrnují:
- Podvozek a konstrukční součásti: Rámové nosníky, příčné členy a zesilující upevňovací prvky vyžadující vysoký poměr pevnosti ku hmotnosti
- Závěsy a upevnění zavěšení: Přesně řezané díly, které musí odolávat opakovaným zatěžovacím cyklům bez únavového poškození
- Karosárie a konstrukční podpory: Komponenty, u nichž rozměrová přesnost ovlivňuje přesazení, úpravu a chování při nárazu
- Interiérové komponenty: Lůžka sedadel, podpěry palubní desky a dekorativní díly vyžadující estetické úpravy spolu s funkčním výkonem
- Převodovky a pohonné jednotky: Přesně opracované komponenty vyžadující úzké tolerance pro správnou funkci
Dodavatelé pro automobilový průmysl obvykle vyžadují certifikaci IATF 16949, která potvrzuje soulad s kvalitními řídicími standardy specifickými pro automobilový průmysl. Společnosti zabývající se kovovým výstřihem a specializovaní dodavatelé laserového řezání, kteří tomuto odvětví slouží, musí dodržovat přísné procesy schválení výrobních dílů (PPAP) a vést dokumentaci pokročilého plánování kvality výrobků (APQP).
Požadavky pro letecký a obranný průmysl
Když z bezchybnosti komponent závisí životy lidí ve výšce 35 000 stop, není možné tolerovat žádnou chybu. Letecké aplikace vyžadují nejpřesnější rozměrové tolerance a nejpřísnější certifikace materiálů ze všech výrobních odvětví.
Společnost Pans Technology uvádí, že globální trh s leteckými lehkými materiály dosáhne do roku 2024 přibližně 20,7 miliardy USD – jasný ukazatel toho, jak intenzivně tento průmysl uplatňuje pokročilé výrobní techniky. Precizní obrábění umožňuje vytvářet lehké, avšak mimořádně pevné konstrukce, které splňují přísné bezpečnostní normy, aniž by docházelo ke zhoršení výkonu.
Letecké aplikace kovového řezání zahrnují:
- Konstrukční prvky trupu letounu: Žebra, nosníky a panelové obložení z hliníkových slitin a titanu
- Komponenty motoru: Tepelně odolné niklové superlitiny vyžadující specializované řezné techniky
- Části podvozku: Součásti z vysoce pevnostní oceli s extrémními požadavky na odolnost proti únavě materiálu
- Skříně pro leteckou elektroniku: Přesné pouzdra s vlastnostmi elektromagnetického stínění
- Komponenty satelitů a vesmírných lodí: Exotické materiály s nulovou tolerancí kontaminace
Certifikace AS9100 je pro dodavatele v leteckém průmyslu prakticky povinná. Sledovatelnost materiálů – od certifikace výrobce suroviny až po dokončenou součást – je nepodmíněně vyžadována; každá součást musí být dovedena až ke svému původu za účelem bezpečnostních šetření.
Výroba lékařských přístrojů
Lékařské aplikace kombinují přesné požadavky s ohledem na biokompatibilitu a regulační dozor, jehož složitost se rovná složitosti leteckého průmyslu. Společnosti provádějící střih kovů a přesní výrobci, kteří obsluhují zdravotnický sektor, musí dobře znát jak výrobní, tak regulační prostředí.
Běžné aplikace zdravotnických zařízení zahrnují:
- Chirurgické nástroje: Přesně střižené nástroje ze speciální oceli a titanu vyžadující hrany bez otoček a kompatibilitu se sterilizací
- Součásti implantátů: Biokompatibilní materiály s požadavky na povrchovou úpravu měřenými v mikroinchových jednotkách
- Pouzdra diagnostického vybavení: Pouzdra pro zobrazovací systémy, monitory pacientů a laboratorní přístroje
- Komponenty protéz: Komponenty přizpůsobené individuálnímu tvaru těla z titanu a speciálních slitin, často vyráběné v jednotkových kusech
- Zubní zařízení: Malé přesné komponenty z korozivzdorných slitin
Certifikace podle normy ISO 13485 potvrzuje soulad s požadavky na systém řízení kvality lékařských prostředků. Mnoho aplikací vyžaduje výrobu v čistých místnostech (cleanroom) a validované procesy čištění ještě před tím, než jsou díly dodány do montáže.
Stavební a architektonická výroba
Služby řezání kovů pro stavební firmy působí na opačném konci spektra přesnosti než lékařská zařízení – to však neznamená, že by se standardy kvality zrušily. Konstrukční součásti musí splňovat stavební předpisy, zatímco architektonické prvky kombinují estetiku s trvanlivostí.
Aplikace ve stavebnictví zahrnují:
- Konstrukční ocelové prvky: Nosníky, desky a spojovací hardware pro komerční a průmyslové budovy
- Architektonické panely: Dekorativní fasády, sluneční clony a prvky obálky budov
- Komponenty VZT: Potrubí, konzoly a podpěry zařízení
- Zábradlí a bariéry: Bezpečnostně kritické součásti splňující požadavky na přístupnost a stavební předpisy
- Kovové výrobky na zakázku: Informační tabule, umělecké instalace a značkové prvky
Společnosti zabývající se laserovým řezáním kovového umění a společnosti specializující se na návrh kovových výrobků řezaných laserem často obsluhují architektonický segment a vyrábějí dekorativní panely, clony a sochařské prvky, kde je vizuální dopad stejně důležitý jako konstrukční pevnost.
Spotřební zboží a elektronika
Od pouzder pro chytré telefony po kuchyňské spotřebiče vyžadují spotřební výrobky nákladově efektivní výrobu s konzistentní estetickou kvalitou. Firmy zabývající se vyřezáváním kovů pro tento segment vyvažují přesnost s požadavky na výrobní objemy.
Typické aplikace ve výrobě spotřebního zboží zahrnují:
- Elektronické skříně: Ochranné pouzdra stíněná proti elektromagnetickému rušení (EMI) pro počítače, servery a telekomunikační zařízení
- Díly pro domácí spotřebiče: Panely, úhelníky a konstrukční prvky pro domácí spotřebiče
- Sportovní výrobky: Rámy kol, cvičební zařízení a vybavení pro outdoorové aktivity
- Součásti nábytku: Kovové rámy, kovové díly a dekorativní prvky
- Obchodní vybavení: Výstavní stojany, systémy polic a zařízení pro prodejní místa (POS)
Průmyslově specifické požadavky na přesnost
Požadavky na tolerance se v různých odvětvích výrazně liší. Podle Xometry definují tolerance přípustné meze odchylky fyzického rozměru, čímž zajišťují, že prvky jsou vyrobeny v rámci přijatelných mezí pro jejich zamýšlené použití.
Standardní tolerance ISO 2768 jsou ideální pro mnoho stavebních a spotřebitelských aplikací. Součásti pro letecký a kosmický průmysl a pro medicínské účely však často vyžadují specifikace podle normy ISO 286 – s tolerančními limity udávanými v mikrometrech místo tisícin palce.
| Odvětví | Typické požadavky na tolerance | Běžná certifikace | Zvláštní úvahy |
|---|---|---|---|
| Automobilový průmysl | standardně ±0,005" až ±0,010"; u kritických pasování přesnější | IATF 16949, ISO 9001 | Dokumentace PPAP, sledovatelnost materiálů |
| Letecký průmysl | běžně ±0,001" až ±0,005"; u kritických komponent podmikrometrové | AS9100, Nadcap | Úplná sledovatelnost materiálů, certifikace zvláštních výrobních procesů |
| Lékařské přístroje | typicky ±0,0005" až ±0,005" | ISO 13485, registrace FDA | Biokompatibilita, požadavky na čisté místnosti, validace |
| Stavebnictví | běžně ±0,030" až ±0,125" | Certifikáty ISO 9001 a AWS | Dodržení předpisů, žárové zinkování, odolnost vůči povětrnostním vlivům |
| Spotřební elektronika | ±0,005" až ±0,015" běžně | ISO 9001 | Normy pro estetickou úpravu povrchu, stínění proti elektromagnetickým rušivím vlivům (EMI) |
Požadavky na certifikaci materiálů se také liší podle odvětví. V oblasti stavebnictví mohou být přijaty standardní zkušební protokoly výrobce, zatímco pro letecké komponenty je vyžadována úplná chemická analýza a ověření mechanických vlastností pro každou šarži materiálu. U lékařských implantátů je nutné provést testy biokompatibility, které mohou prodloužit dobu kvalifikace materiálu o několik měsíců.
Porozumění těmto odvětvově specifickým požadavkům vám pomůže posoudit, zda potenciální partner pro výrobu skutečně disponuje příslušnými zkušenostmi – nebo zda překračuje hranice své odborné způsobilosti. Firma specializující se na architektonické kovové konstrukce může mít problémy s dokumentačními požadavky v leteckém průmyslu, zatímco výrobce přesných lékařských zařízení nemusí být cenově konkurenceschopný pro vysokorychlostní výrobu spotřebních výrobků.
Po vyjasnění průmyslových aplikací a požadavků je další klíčovou záležitostí pochopení přesné úrovně přesnosti a kvalitativních norem, které byste měli od profesionálních partnerů v oblasti výroby očekávat.
Kvalitativní normy a požadavky na přesnost
Vybrali jste si svého partnera ve výrobě a odeslali jste své konstrukční soubory – ale jak zjistíte, že dokončené díly skutečně splňují vaše požadavky? Porozumění přesnostním tolerancím a procesům zajištění kvality rozhoduje o úspěšném průběhu projektů oproti frustrujícím cyklům přepracování. Profesionální společnosti zabývající se laserovým řezáním kovů staví svou reputaci na dodávání dílů, které konzistentně odpovídají zadaným specifikacím.
Pojďme demystifikovat, co přesnost ve výrobě kovů skutečně znamená, a jak efektivně komunikovat své kvalitativní požadavky.
Porozumění přesnosti a tolerancím
Tolerance určují, jak moc se rozměr může lišit od své jmenovité hodnoty a přesto být přijatelný. Podle Xometry tolerance definují povolené meze variability fyzického rozměru, čímž zajišťují, že prvky budou vyrobeny v rámci přijatelných mezí pro jejich zamýšlené použití.
Různé technologie řezání poskytují různou úroveň přesnosti. Znalost toho, co lze očekávat, zabrání nereálným požadavkům a pomáhá vám stanovit přísnější tolerance pouze tam, kde skutečně záleží.
Fiber lasery dosahují tolerancí v rozmezí od ±0,001 do ±0,003 palce, což je činí preferovanou volbou pro náročné projekty tváření kovů, kde je přesnost zásadní.
Níže uvedené jsou realistické očekávání od každé metody řezání:
- Vláknový laser: Podle A-Laser , fiber lasery konzistentně dodržují úzké tolerance v rozmezí od ±0,001" do ±0,003" – zlatý standard pro přesnou práci s plechy.
- CO2 laser: Obvykle dosahuje tolerancí ±0,002" až ±0,005", což je respektovatelné pro většinu aplikací, i když o něco méně přesné než u fiber systémů.
- UV laser: Dosahuje úžasně přesných tolerancí až do ±0,0001 palce pro mikroobráběcí aplikace vyžadující submikronovou přesnost.
- Vodní paprsek: Obvykle dosahuje tolerancí ±0,003 až ±0,010 palce v závislosti na tloušťce materiálu a rychlosti řezání.
- Plasma: Vytváří širší tolerance kolem ±0,020 palce – což je přijatelné pro konstrukční aplikace, avšak nevhodné pro přesné pasování.
Při spolupráci s firmou specializující se na kovové součásti vyrobené pomocí vlastního laserového řezání si uvědomte, že přesnější tolerance zvyšují náklady. Specifikace tolerance ±0,001 palce tam, kde by zcela postačovala tolerance ±0,010 palce, je zbytečná a může vést ke zvýšení nákladů i prodloužení dodacích lhůt. Přesnostní požadavky proto aplikujte strategicky pouze na kritické prvky.
Zajištění kvality při řezání kovů
Precizní zařízení nestačí bez systematických kontrol kvality. Podle Fox Valley Metal-Tech , vyšším cílem než pouhé kontroly kvality je poskytnutí zajištění kvality – vyšší úrovně proaktivního, nikoli reaktivního řízení výrobku, které probíhá po celou dobu výrobního procesu.
Profesionální společnost poskytující služby laserového řezání kovů provádí více kontrolních bodů:
Ověření materiálu
Kvalita začíná ještě před zahájením řezání. Renomovaní výrobci porovnávají dodané materiály s objednávkami, ověřují osvědčení o shodě (CoC) a kontrolují přítomnost poškození nebo kontaminace. Materiály mohou být do doby doručení certifikačních dokumentů a potvrzení specifikací umístěny v karanténních oblastech.
Kalibrace zařízení
Přesné díly vyžadují kalibrované zařízení. Fox Valley Metal-Tech vysvětluje, že veškeré měřicí zařízení používané ke kontrole rozměrů výrobků musí být kalibrováno v určených intervalech v souladu s certifikací ISO 9001:2015. To zahrnuje denní ověření posuvných měřidel a mikrometrů proti pevným referenčním normám, týdenní kalibrační kontroly prováděné nezávislou třetí stranou a roční komplexní kalibraci CNC zařízení.
Kontrola během procesu
Kontrola rozměrů probíhá po celou dobu výroby – nejen na jejím konci. Běžné tolerance pro přesné svařování a obráběné díly se pohybují mezi .005" – .030", a jsou ověřovány pomocí posuvných měrek, mikrometrů, výškoměrů a souřadnicových měřicích strojů (CMMs).
Nedestruktivní kontrola
Pokud to specifikace vyžadují, může společnost zabývající se laserovým řezáním plechů provádět nebo zajišťovat specializované zkoušky, včetně vizuální kontroly svarů, tlakových nebo těsnostních zkoušek, kapilárního zkoušení povrchových trhlin, magnetického práškového zkoušení feromagnetických materiálů a ultrazvukového zkoušení vnitřních vad.
Efektivní komunikace vašich požadavků
Jasná komunikace předchází sporům o kvalitě. Tady je, jak své požadavky specifikovat:
- Odkazujte na uznávané normy: Uveďte ISO 2768 pro obecné tolerance nebo ISO 286 pro kritické uložení místo vytváření vlastních specifikací.
- Označte kritické rozměry: Na výkresech explicitně vyznačte prvky, které vyžadují úžeší tolerance než standardní.
- Uveďte požadavky na kontrolu: Pokud potřebujete zprávy o kontrole prvního vzorku (FAIR), data z měřicího stroje (CMM) nebo rozměrové zprávy, uveďte to hned na začátku.
- Definujte povrchovou úpravu: Uveďte přijatelnou kvalitu hran, meze povolených obrušů a hodnoty drsnosti povrchu tam, kde je důležitý vzhled.
Výběr vhodného tolerance je kritickým rozhodnutím v návrhovém a výrobním procesu, protože ovlivňuje funkčnost, pasování, náklady a výrobní realizovatelnost součásti.
Porozumění těmto standardům kvality vám umožní efektivně vyhodnotit partnery pro výrobu a stanovit realistická očekávání pro vaše projekty. Jakmile jsou požadavky na kvalitu definovány, jste připraveni na poslední krok – spolupráci s vhodným výrobcem, který vaše návrhy oživí.
Spolupráce s firmami zabývajícími se řezáním kovů pro váš další projekt
Prošli jste se nejnovějšími technologiemi, zvážili jste materiálové požadavky, výrobní postupy a normy kvality. Nyní je čas všechny tyto poznatky shrnout do praktického rámce, který můžete ihned uplatnit. Výběr správné společnosti pro řezání kovů není otázkou náhody – je to systematické hodnocení založené na vašich konkrétních požadavcích.
Ať už hledáte jediný prototyp nebo zakládáte dlouhodobé výrobní partnerství, rozhodovací rámec zůstává stejný. Shrňme vaše poznatky do konkrétních kroků, které posunou váš projekt kupředu.
Kontrolní seznam pro vašeho partnera v oblasti řezání kovů
Než se obrátíte na jakéhokoli výrobce, projděte si tento komplexní kontrolní seznam pro hodnocení. Podle TMCO spočívá výběr správného výrobního partnera víc než jen ve srovnání nabídek – jde o nalezení týmu, jemuž můžete důvěřovat, aby vaši představu realizoval s přesností, efektivitou a konzistencí.
Ověření technologií a kapacit
- Potvrďte, že používají vhodné řezací zařízení (laser, vodní paprsek, plazma) pro požadovaný materiál a tloušťku
- Ověřte možnosti sekundárních operací – ohýbání, svařování, dokončování – pokud vaše díly vyžadují zpracování nad rámec pouhého řezání
- Posuďte jejich schopnost zvládnout požadované objemy, od prototypů až po sériovou výrobu
- Zhodnoťte dostupnost inženýrské podpory pro optimalizaci návrhu a zpětnou vazbu DFM
Požadavky na kvalitu a certifikaci
- Ověřte certifikaci ISO 9001 jako základní ukazatel kvality
- V případě potřeby potvrďte certifikace specifické pro odvětví (IATF 16949 pro automobilový průmysl, AS9100 pro letecký průmysl, ISO 13485 pro lékařské přístroje)
- Požádejte o informace o vybavení pro kontrolu a schopnosti dokumentace kvality
- Zeptejte se na systémy stopovatelnosti materiálu a dokumentace certifikací
Podstatné aspekty přípravy projektu
- Připravte návrhové soubory ve stanovených formátech (STEP, DXF, IGES) se uzavřenými obrysy a správnými jednotkami
- Specifikace materiálu dokumentu včetně třídy, tloušťky a jakýchkoli požadovaných certifikací
- Určete kritické tolerance a explicitně je uveďte – nepřespecifikujte tam, kde postačují standardní tolerance
- Uveďte všechny sekundární operace, požadavky na dokončení povrchu a potřebu vložení kovových dílů
- Stanovte realistické časové požadavky na základě složitosti a objemu
Kritéria hodnocení partnerství
- Posuďte rychlost komunikace během procesu přípravy cenové nabídky – to předpovídá kvalitu budoucího partnerského vztahu
- Zvažte, zda klade partner upřesňující otázky týkající se vaší aplikace, což svědčí o skutečném zapojení
- Zvažte geografickou blízkost pro díly citlivé na náklady na dopravu nebo v případě potřeby rychlé iterace
- Projděte reference zákazníků a ověřte průmyslové zkušenosti partnera v souvislosti s vaším odvětvím
Přechod k dalšímu kroku
Po dokončení vašeho kontrolního seznamu jste připraveni efektivně navázat kontakt s potenciálními partnery. Podle UPTIVE Advanced Manufacturing , správná výrobní společnost dodá přesné díly, zkrátí dodací lhůty a nabídne šitá na míru řešení pro každou fázi vývoje vašeho produktu.
Toto je váš plán dalších kroků:
Pro prototypové a vývojové projekty
Když záleží na rychlosti a iteraci, upřednostněte výrobce nabízející rychlý cyklus výroby a spolupráci v oblasti inženýrství. Firmy specializující se na zakázkové laserové řezání kovů s okamžitým systémem cenotvorby mohou výrazně urychlit váš vývojový cyklus. Hledejte partnery poskytující komplexní podporu DFM, kteří dokážou identifikovat potenciální výrobní problémy ještě před zahájením řezání.
Pro výrobní programy
Dlouhodobá výroba vyžaduje odlišná kritéria hodnocení. Výrobci kovů pro OEM a smluvní výrobci nabízející plánované dodávky, programy skladových zásob a konzistentní dokumentaci kvality se stávají klíčovými partnery. Společnost zabývající se CNC obráběním kovů s robustními systémy řízení kvality předchází poruchám v dodavatelském řetězci, které mohou narušit výrobní plány.
Zvažte výrobce jako Shaoyi (Ningbo) Metal Technology , což je příkladem kvalitativních norem certifikovaných podle IATF 16949, jak jsou popsány v celém tomto průvodci. Jejich kombinace rychlého prototypování během 5 dnů, komplexní podpory při návrhu pro výrobu (DFM) a stanovení cenové nabídky do 12 hodin ukazuje, jak přední oem společnosti provozující CNC obrábění kovů urychlují automobilové dodavatelské řetězce pro podvozky, tlumiče a konstrukční díly – od počátečního konceptu až po automatizovanou sériovou výrobu.
Stavění dlouhodobých vztahů
Nejlepší partnerství ve výrobě sahají dál než pouhé transakční nabídky. Společnost TMCO zdůrazňuje, že výběr partnera není pouze otázkou současného projektu – jde o budování dlouhodobého vztahu založeného na důvěře, výkonnosti a společných cílech. Spolehlivá společnost specializující se na CNC řezání kovů se stává rozšířením vašeho inženýrského týmu, navrhuje vylepšení a předvílá potenciální problémy ještě předtím, než by mohly ovlivnit váš časový plán.
Komplexní výrobní partner zajišťuje správu vašeho projektu od návrhu až po dokončení – eliminuje neefektivnosti koordinace více dodavatelů a zároveň zajišťuje úplnou transparentnost v průběhu celé výroby.
Nyní rozumíte tomu, jak fungují různé technologie řezání, které metody jsou vhodné pro konkrétní materiály a jaké normy kvality lze očekávat od profesionálních výrobců. Víte, jak připravit své projekty na úspěch a jak systematicky vyhodnotit potenciální partnery. Cesta od žádosti o cenovou nabídku po dokončené díly je jasná – váš další projekt začíná jediným kontaktováním kvalifikovaného výrobního partnera, který odpovídá vašim požadavkům.
Často kladené otázky týkající se firem zabývajících se řezáním kovů
1. Kolik stojí řezání kovu?
Náklady na řezání kovů se liší podle typu materiálu, jeho tloušťky, zvolené metody řezání a složitosti dílu. Řezání laserem se obvykle pohybuje v rozmezí 0,50–2 USD za lineární palec u plechů. Hodinové sazby se obecně pohybují mezi 20–30 USD. Plazmové řezání nabízí nižší náklady za stopu u tlustých materiálů, zatímco řezání vodním paprskem je dražší kvůli pomalejší rychlosti. Objemové slevy výrazně snižují náklady na jednotlivý díl u sériové výroby a sekundární operace, jako je ohýbání a dokončování povrchu, se připočítají k celkové ceně.
2. Narezal by mi kovový obchod kov?
Obchody se stavebninami nabízejí omezené služby řezání kovů, obvykle omezené na řezání trubek a základní stříhání tenkých materiálů. Pro přesnou výrobu plechů, výrobu speciálních tvarů nebo řezání silnějších materiálů potřebujete profesionální firmy zabývající se řezáním kovů, vybavené laserovými, vodním paprskem nebo plazmovými systémy. Tyto dílny zpracovávají soubory CAD, dodržují přesné tolerance a nabízejí sekundární operace, které obchody se stavebninami poskytovat nemohou.
3. Jak nechat kus kovu rozříznout?
Chcete-li nechat kov profesionálně narezat, připravte své návrhové soubory ve formátu DXF nebo STEP, uveďte typ materiálu a jeho tloušťku a kontaktujte firmu zabývající se řezáním kovů, abyste získali cenovou nabídku. Většina výrobců přijímá odeslání souborů online a poskytuje cenové nabídky do 12–24 hodin. Uveďte požadované tolerance, požadované množství a jakékoli sekundární operace, jako je ohýbání nebo dokončování povrchu. U jednoduchých řezů některé online výrobní služby nabízejí okamžité ceny s dodáním již za několik dní.
4. Jaký je rozdíl mezi laserovým a plazmovým řezáním?
Laserové řezání využívá zaměřený světelný paprsek, který umožňuje dosáhnout přesnosti ±0,005 palce, a je proto ideální pro tenké až středně silné materiály, u nichž je vyžadována vysoká přesnost a čisté řezné hrany. Plazmové řezání používá přehřátý ionizovaný plyn a zpracovává tlusté elektricky vodivé kovy až třikrát až čtyřikrát rychleji než jiné metody, avšak s nižší přesností kolem ±0,020 palce. Pro složité návrhy a přesné pasování zvolte laserové řezání; pro tlustou konstrukční ocel, kde jsou důležitější rychlost a náklady než kvalita řezné hrany, vyberte plazmové řezání.
5. Jaká certifikáty bych měl hledat u společnosti zabývající se řezáním kovů?
Certifikace ISO 9001 udává základní systémy řízení kvality. Pro automobilové aplikace certifikace IATF 16949 prokazuje soulad s požadavky specifickými pro automobilový průmysl, včetně dokumentace PPAP. Dodavatelé pro letecký a kosmický průmysl potřebují certifikaci AS9100, zatímco výrobci zdravotnických prostředků vyžadují ISO 13485. Tyto certifikace ověřují, že společnost udržuje dokumentované procesy, kalibrované vybavení a systematickou kontrolu kvality nezbytnou pro regulované odvětví.