 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Laserové řezání odhaleno: ceny, materiály a co dílny tají
Co služby laserového řezání ve skutečnosti dělají a proč jsou důležité
Nikdy jste se zamysleli nad tím, jak výrobci vyrábí ty nemožně složité díly z kovu nebo dokonale hladké cedule z akrylu? Odpověď spočívá ve službách laserového řezání – technologii, která mění způsob, jakým přeměňujeme suroviny na přesné součásti. Ať už hledáte službu laserového řezání nablízku, nebo prozkoumáváte možnosti přesného laserového řezání pro složitý projekt, pochopení této technologie vám dává kontrolu nad vašimi výrobními rozhodnutími.
V jádru technologie laserové řezání používá soustředěný vysoce výkonný svazek světla k řezání, gravírování nebo leptání materiálů s úžasnou přesností. Představte si kreslení pomocí koncentrovaného světla – jen toto světlo je dostatečně silné, aby roztavilo ocel. A Cnc laserový řezací stroj kombinuje počítačové číslicové řízení s laserovou technologií pro provádění řezných operací s výjimečnou přesností, zejména při tvorbě složitých tvarů a malých otvorů.
Jak laserové paprsky přeměňují suroviny na přesné díly
Představte si, jak sluneční světlo soustředíte skrze lupa a spálíte list. Nyní tuto intenzitu násobte tisíckrát. To je v podstatě to, co se děje během laserového řezání – ale s počítačově řízenou přesností, kterou žádná lidská ruka nemůže dosáhnout.
Proces funguje prostřednictvím laserové hlavy obsahující soustředící čočku a trysku. Tato sestava soustřeďuje sloupec extrémně intenzivního světla na povrch obrobku. Když tento soustředěný paprsek narazí na materiál, teplotní hustota v daném bodě stoupne natolik, že způsobí rychlé ohřátí a částečné nebo úplné vypaření materiálu.
To, co této technologii skutečně dodává sílu, je řídicí systém CNC. Počítačové instrukce (tzv. G-kód) řídí pohyby laserové hlavy po pracovní ploše a sledují cestu vašeho návrhu s mikroskopickou přesností. Stlačený plyn proudící tryskou plní dvojí funkci – ochlazuje soustředící čočku a zároveň odvádí odpařený materiál z místa řezu.
Věda stojící za řezací technologií založenou na světle
Na rozdíl od tradičního obrábění, které odstraňuje materiál fyzickým stykem s řeznými nástroji, je laserové řezání bezkontaktní proces založený na teplu. Tento rozdíl má několik důležitých důsledků:
- Žádné opotřebení nástroje: Laserový paprsek se neopotřebovává jako fyzické řezné nástroje, což zajišťuje konzistentní kvalitu i po tisících řezů
- Minimální namáhání materiálu: Bez fyzického kontaktu nedochází k mechanickému působení síly, která by deformovala vaše díly
- Schopnost vytvářet složité tvary: Zaostřený paprsek dokáže vytvářet detaily, které jsou pro běžné nástroje nedosažitelné
Pro ty, kteří zkoumají akryl služby laserového řezání nebo možnosti tváření kovů , tato technologie nabízí bezkonkurenční všestrannost. Stejný základní proces, který proniká silnými ocelovými deskami, může jemně gravírovat dekorativní vzory do dřeva nebo vytvářet složité prototypy z technických plastů.
Proč je to důležité, hledáte-li výrobní řešení? Rychlost, přesnost a všestrannost definují moderní laserové řezání. Projekty, které dříve vyžadovaly více obráběcích operací a rozsáhlou dokončovací práci, lze nyní dokončit jediným průchodem s hranami dostatečně čistými pro okamžitou montáž. Porozumění těmto základům vám umožní efektivně komunikovat se služebními poskytovateli a sebejistě posuzovat cenové nabídky – znalosti, které budete dále rozvíjet v průběhu tohoto průvodce.
Vysvětlení technologie CO2 versus vláknový laser
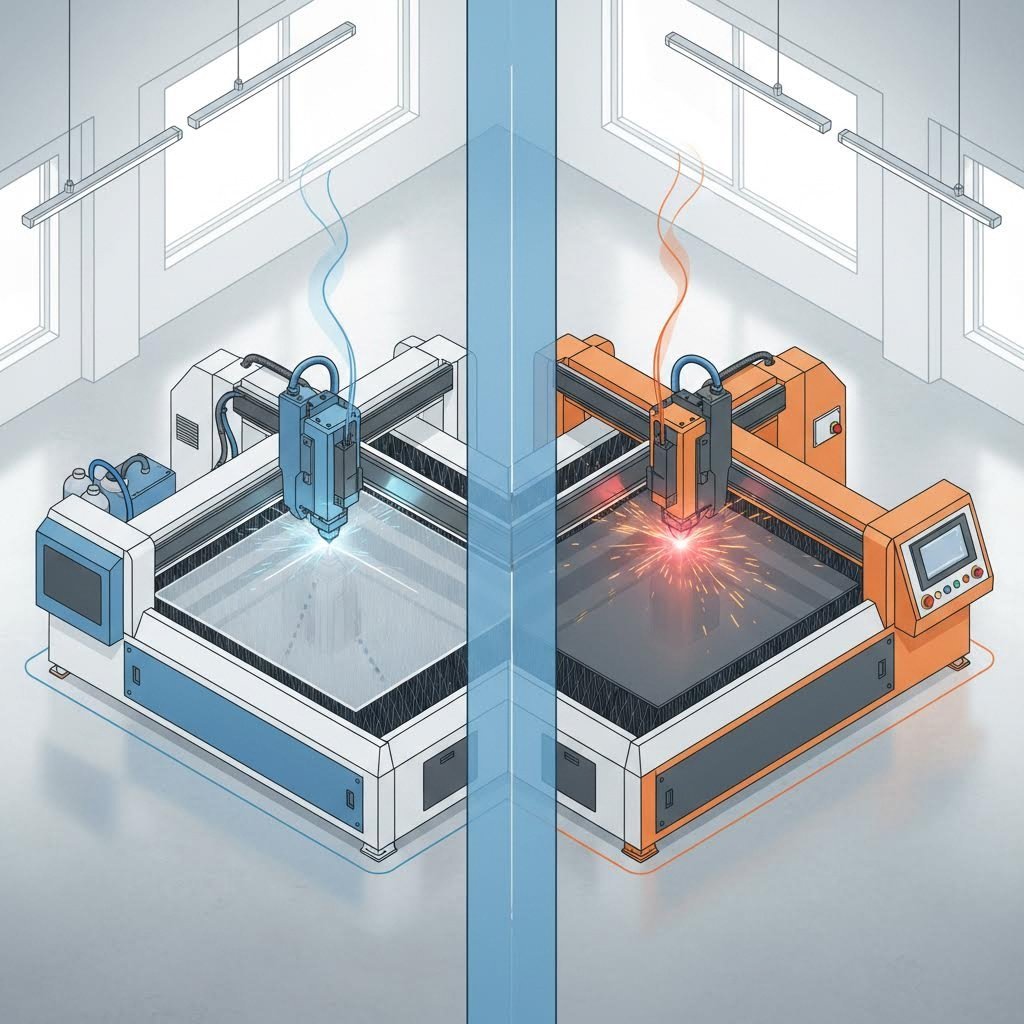
Ne všechny lasery jsou si rovny. Když žádáte o cenové nabídky na laserové řezání, pochopení toho, která technologie pohání stroj, přímo ovlivňuje kvalitu, náklady a dodací lhůtu vašeho projektu. Dvě dominantní technologie ovládají odvětví – CO2 lasery a vláknové lasery – a každá z nich vyniká v zcela odlišných aplikacích. Znalost rozdílu vám pomůže vybrat si správného dodavatele a vyhnout se platbě za nepřiměřené možnosti.
Zde je základní rozdíl: CO2 lasery používají generování svazku na bázi plynu, zatímco vláknové lasery využívají technologii s pevným stavem. Tento zdánlivě jednoduchý rozdíl vytváří zcela odlišné provozní vlastnosti, které mají pro konkrétní potřeby vašeho projektu velký význam.
CO2 lasery pro nekovové materiály
CO2 laserové řezací stroje jsou průmyslovými pracovníky již od 60. let 20. století. Tyto systémy využívají směs oxidu uhličitého, dusíku a helia k vytvoření elektricky generovaného laserového paprsku. Technologie funguje pomocí světelné indukce skrz trubici naplněnou plynem a vybavenou zrcadly na obou koncích – jedno je plně odrazivé, druhé umožňuje částečný průchod světla. Tato konfigurace zrcadel způsobuje zesilování světelných vln, než je silný paprsek nasměrován na řezaný povrch.
Co činí CO2 lasery zvláštními? Jejich vlnová délka 10,6 µm je ideálně absorbována organickými a nekovovými materiály když potřebujete přesné řezy akrylu, dřeva, plastů, kůže, látky nebo papíru, CO2 lasery poskytují vynikající kvalitu řezu. Služby nabízející alternativy k sendcutsend akrylu obvykle spoléhají právě na CO2 technologii.
CO2 lasery excelují u těchto materiálů:
- Plasty a akryly: Čisté, hladké hrany bez nutnosti dodatečné úpravy
- Dřevo a překližka: Přesné řezy s minimálním ohořením při správném nastavení
- Kůže a látka: Složité vzory bez roztahování okrajů
- Papír a lepenka: Podrobné návrhy pro balení a prototypy
- Guma a korek: Vyrobené na míru těsnění a dekorativní předměty
Jaké jsou kompromisy? CO2 systémy pracují s účinností pouze 5–10 %, spotřebují 10 až 20krát více elektrické energie, než kolik vyzařují laserového světla. Vyžadují také častější údržbu a mají kratší provozní životnost – faktory, které ovlivňují ceny poskytovatelů v jakékoli oblasti, včetně dílen pro laserové řezání v San Jose.
Vlákenné lasery pro excelentní zpracování kovů
Vlákenná laserová technologie představuje novější generaci řezacího výkonu. Tyto stroje využívají aktivní optická vlákna legovaná vzácnými zemními prvky, jako je ytterbium, k vytvoření a zesílení laserového paprsku. Přenosové vlákno pak přenáší tuto soustředěnou energii přímo na řezací hlavu – žádné zrcadla, žádné směsi plynů.
Výsledky mluví samy za sebe. Podle průmyslová data , laserová vlákna vytvářejí paprsky s kratšími vlnovými délkami (1,064 µm), které zajišťují vyšší absorpční schopnost na kovových površích. To se projevuje 3 až 5násobnou produktivitou ve srovnání s obdobnými CO2 stroji při řezání kovů.
Proč preferují výrobci kovových konstrukcí vláknové lasery? Zvažte tyto výhody:
- Vyšší kvalita řezání kovů: Uhlíková ocel, nerezová ocel, hliník, mosaz, měď a titan
- Zpracování odrazivých materiálů: Řeže materiály, které působí problémy u CO2 systémů
- Vyšší efektivita: Více než 90% elektrická účinnost oproti 5–10 % u CO2
- Zvýšená životnost: Až 25 000 provozních hodin – přibližně 10krát více než u CO2 zařízení
- Snížená údržba: Tuhotělesný design eliminuje manipulaci s plynem a nastavování zrcadel
Když hledáte odborníka na laserové řezání v San Jose nebo jinde v regionu, zeptejte se, zda používají vláknové laserové zařízení pro vaše kovové projekty. Rozdíl v technologii přímo ovlivňuje kvalitu řezu a ceny.
Přímé srovnání technologií
Volba mezi těmito technologiemi je jasnější, když porovnáte specifikace vedle sebe:
| Charakteristika | CO2 Laser | Vláknitý laser |
|---|---|---|
| Nejlepší materiály | Akryl, dřevo, plasty, kůže, textilie, papír, pryž | Ocel, nerezová ocel, hliník, mosaz, měď, titan |
| Typický rozsah tloušťky | Až nad 20 mm u kovů (s kyslíkovou asistencí); ideální pro nekovy | Optimální pro kovy do 20 mm; novější stroje zvládnou až 2,25 palce |
| Rychlost řezání | Pomalejší u kovů; vynikající u nekovů | 3–5krát rychlejší než CO2 u kovů |
| Účinnost využití energie | 5–10 % (vysoká spotřeba energie) | Nad 90 % (minimální ztráty energie) |
| Pracovní životnost | Přibližně 2 500 hodin | Až 25 000 hodin |
| Požadavky na údržbu | Běžná seřízení zrcadel, doplňování plynů, častější údržba | Minimální údržba, žádné spotřební plyny |
| Počáteční náklady na zařízení | Nižší pořizovací náklady | 5–10krát vyšší než u ekvivalentního CO2 |
| Kvalita řezu | Vynikající u tlustých materiálů a nekovů | Vyšší přesnost u kovů |
Volba správné technologie
Kterou technologii by měl váš projekt použít? Odpověď závisí plně na vašich materiálech a požadavcích:
Vyberte služby CO2 laseru, pokud:
- Váš projekt zahrnuje nemetalické materiály, jako je akryl, dřevo nebo plasty
- Potřebujete řezat silné kovové desky (10–20 mm či více) s pomocí kyslíku
- Kvalita řezu u organických materiálů má pro vás prioritu
- Rozpočtová omezení upřednostňují nižší cenu za zakázku před životností zařízení
Vyberte služby vláknového laseru, pokud:
- Váš projekt vyžaduje řezání plechů (uhlíková ocel, nerezová ocel, hliník)
- Pracujete s odrazivými kovy, jako je mosaz nebo měď
- Rychlost a přesnost jsou klíčové pro váš výrobní harmonogram
- Vyšší tolerance vyžadují užší a stabilnější svazek, který poskytují vláknové lasery
Mnoho profesionálních služeb laserového řezání provozuje obě technologie a vybírá optimální stroj pro každou zakázku. Při žádosti o cenové nabídky se konkrétně zeptejte, který typ laseru bude použit pro zpracování vašich dílů – tato transparentnost ukazuje dodavatele, který klade důraz na výsledky před pohodlností. Porozumění těmto rozdílům vás připraví na posouzení možností materiálů, které podrobně probereme v následující části.
Kompletní průvodce materiály pro projekty laserového řezání
Zde je to, co vám většina služeb laserového řezání neřekne hned na začátku: výběr materiálu určuje 80 % úspěchu vašeho projektu. Můžete mít nejmodernější vláknový laser na světě, ale pokud jej spojíte s nesprávným materiálem – nebo neporozumíte omezením tloušťky – skončíte odmítnutými díly a promarněným rozpočtem . Tento komplexní průvodce nabízí to, na co konkurence pouze naráží: praktické specifikace pro každou kategorii materiálu včetně reálných limitů tloušťky a požadavků na kvalitu.
Ať už hledáte online služby laserového řezání pro prototyp nebo vyhodnocujete laserové řezání online pro sériovou výrobu, znalost kompatibility materiálů pomáhá předejít nákladným překvapením. Podívejme se podrobně, co jednotlivé materiály mohou – a nemohou – nabídnout.
Možnosti řezání kovů a limity tloušťky
Kovy tvoří základ průmyslového laserového řezání. Každý kov se však chová pod svazkem laseru odlišně a možnosti řezání podle tloušťky se výrazně liší v závislosti na výkonu a typu laseru. Zde je to nejdůležitější, co byste měli vědět, než odešlete své konstrukční soubory.
Uhlíková ocel
Nejběžněji řezaným kovem při laserovém zpracování je uhlíková ocel, která reaguje předvídatelně jak na vláknové, tak na CO2 lasery. Její železná struktura efektivně pohlcuje laserovou energii, čímž vznikají čisté řezy s minimálním výskytem nachlipů.
- Rozsah tloušťky: 0,5 mm až 25 mm a více (závisí na výkonu)
- Kvalita okraje: Vynikající hrany bez oxidace při použití dusíku jako asistenčního plynu; mírná oxidace při použití kyslíku u tlustších plechů
- Ideální aplikace: Konstrukční prvky, úhelníky, skříně, autodíly, skříně strojů
- Hlavní uvažování: Pro lesklé, svářečně vhodné hrany na plechy pod 12 mm určete řezání dusíkem – je to nákladnější, ale eliminuje broušení před svařováním
Podle průmyslové specifikace , 3000W vláknový laser řeže uhlíkovou ocel maximálně do 20 mm, zatímco systémy 6000W dosahují více než 25 mm s kvalitními hranami do 20 mm.
Nerezovou ocel
Chrom obsažený v nerezové oceli vytváří specifickou dynamiku řezání. Materiál přirozeně odolává oxidaci, což ho činí ideálním pro aplikace vyžadující jak pevnost, tak odolnost proti korozi.
- Rozsah tloušťky: 0,5 mm až 50 mm (vysoce výkonné vláknové lasery nad 10 kW)
- Kvalita okraje: Zrcadlový povrch možný u tenkých plechů; kvalita klesá nad 12 mm bez vysoce kvalitního zařízení
- Ideální aplikace: Zařízení pro potravinářský průmysl, lékařské přístroje, architektonické prvky, námořní komponenty
- Hlavní uvažování: třídy 304 a 316 se řežou podobně; u nerezové oceli 430 (magnetická) mohou být mírně odlišné tepelné vlastnosti
Pro informaci: systém o výkonu 1000 W zvládne nerezovou ocel do tloušťky 5 mm, zatímco systém 4000 W až do 16 mm – kvalita řezu nad 12 mm však vyžaduje ověření u dodavatele.
Hliník
Odrazivý povrch hliníku a jeho vysoká tepelná vodivost komplikují řezání, přičemž vláknové lasery jsou v tomto ohledu mnohem účinnější než CO2 systémy. Materiál rychle rozptyluje teplo, což vyžaduje vyšší výkon než u oceli stejné tloušťky.
- Rozsah tloušťky: 0,5 mm až 40 mm (systémy s vláknovým laserem 10 kW+)
- Kvalita okraje: Dobrá, ale obvykle hrubší než u oceli; pro viditelné aplikace může být nutné dodatečné dokončení
- Ideální aplikace: Součásti pro letecký a kosmický průmysl, chladiče, skříně elektroniky, lehké konstrukční díly
- Hlavní uvažování: Značka slitiny je důležitá – slitina 6061-T6 se řeže čistěji než litiny; vždy uveďte přesnou specifikaci vaší slitiny
Br0nza a měď
Tyto vysoce odrazivé kovy dříve představovaly vážné výzvy pro laserové řezání – starší systémy CO2 mohly být poškozeny odraženými paprsky. Moderní vláknové lasery je efektivně zpracovávají, i když s určitými omezeními.
- Rozsah tloušťky: 0,5 mm až 8 mm (měď); 0,5 mm až 10 mm (mosaz)
- Kvalita okraje: Přijatelné pro funkční díly; mohou se objevit změny barvy na řezných hranách
- Ideální aplikace: Elektrické komponenty, dekorativní kování, výměníky tepla, projekty gravírování v San Jose a podobné umělecké práce
- Hlavní uvažování: Požádejte o vzorky řezů před zadáním výrobních zakázek – řezání odrazivých materiálů se u jednotlivých dodavatelů výrazně liší
Plasty, akryly a nekovové možnosti
Nekovové materiály otevírají zcela jiné možnosti – a úskalí. Tuto kategorii dominují lasery CO2, které dosahují výsledků, jež vláknové lasery u organických sloučenin nedokážou napodobit.
Akrylové (PMMA)
Akrylát je hvězdou mezi laserem řezanými plasty a vytváří během řezání okamžitě plamenem leštěné hrany – žádné dodatečné dokončování není nutné.
- Rozsah tloušťky: 1 mm až 25 mm (nejlépe se řeže litý akryl)
- Kvalita okraje: Sklově čiré, leštěné hrany dosažitelné u odlitého akrylu; u taženého akrylu se může objevit matný povrch
- Ideální aplikace: Propagace, výstavy, ochranné kryty, umělecká díla, architektonické modely
- Hlavní uvažování: Odlitý akryl je o 20–30 % dražší než tažený, ale nabízí výrazně lepší kvalitu hran – pro viditelné aplikace určete odlitý typ
Polykarbonát
Přes svou popularitu jako nárazuvzdorný materiál má polykarbonát problémy s laserovým řezáním, o kterých mnozí dodavatelé nemluví dopředu
- Rozsah tloušťky: 0,5 mm až 6 mm (omezeno problémy se změnou barvy)
- Kvalita okraje: Žlutání a ohoření jsou běžné; hrany zřídka dosahují průzračnosti akrylu
- Ideální aplikace: Funkční prototypy, ochranné kryty a víka, kde vzhled hran není na prvním místě
- Hlavní uvažování: U viditelných dílů zvažte alternativy z akrylu nebo plánujte dokončování hran – laserem řezaný polykarbonát zřídka vypadá leštěně
ABS a další technické plasty
ABS (akrylonitrilbutadienstyren) se řeže poměrně dobře, ale vyžaduje vhodné větrání kvůli výparům
- Rozsah tloušťky: 0,5 mm až 12 mm
- Kvalita okraje: Mírné tavení vytváří hladké, ale nepolepené okraje
- Ideální aplikace: Prototypy, skříně, součásti spotřebního zboží
- Hlavní uvažování: Vždy ověřte, zda váš poskytovatel disponuje dostatečným odváděním kouře – některé dílny odmítají zpracování ABS kvůli omezení ventilace
Dřevo a kompozity
Přirozená i technická dřevní materiály krásně reagují na řezání CO2 laserem, což umožňuje složité designy, které jsou při tradičním truhlářství nemožné
- Rozsah tloušťky: Lepenka až 20 mm (závisí na hustotě)
- Kvalita okraje: Mírné ohoření je nevyhnutelné; u světlých dřevin je kontrast výraznější než u tmavých druhů
- Ideální aplikace: Reklamní tabule, dekorativní panely, architektonické modely, speciální obaly, díly nábytku
- Hlavní uvažování: MDF se řeže čistěji než překližka; směr vláken plného dřeva ovlivňuje kvalitu okrajů u oblouků
Kritéria výběru materiálu: Jak udělat správnou volbu
Výběr materiálů nejde jen o to, jaké materiály mohou služby laserového řezání zpracovat – jde o to, aby vlastnosti materiálu odpovídaly požadavkům vašeho projektu. Zvažte tyto čtyři klíčové faktory:
Strukturní požadavky
Jaké zatížení musí součást odolat? U nosných konstrukcí je vyžadována pevnost oceli, zatímco u dekorativních prvků může být výhodnější nižší hmotnost hliníku. Při žádosti o návrhovou zpětnou vazbu od dodavatele vždy uveďte podmínky zatížení.
Estetické požadavky
Budou hrany viditelné? Hrany odlitého akrylu upravené plamenem eliminují náklady na dokončování; u uhlíkové oceli může být před natíráním nutné broušení. Zahrňte vedlejší operace do celkových nákladů projektu.
Rozpočtové omezení
Ceny materiálů se výrazně liší – nerezová ocel stojí 3 až 4krát více než uhlíková ocel; odlitý akryl je o 30 % dražší než tvarovaný. Někdy může nahrazení materiálu přinést úspory, aniž by došlo ke ztrátě funkčnosti.
Prostředí konečného použití
Venkovní aplikace vyžadují odolnost proti korozi (nerezová ocel, hliník nebo upravené materiály). Díly ve styku s potravinami vyžadují specifické třídy nerezové oceli. Prostředí s vysokou teplotou vylučuje většinu plastů. Před definitivní volbou materiálů definujte své provozní podmínky.
Nejlepší volba materiálu vyvažuje všechny čtyři faktory – nikoli pouze ten, na který se právě soustředíte.
S tímto poznáním materiálů jste schopni dělat informovaná rozhodnutí a kriticky posuzovat doporučení dodavatelů. Porozumění materiálům je však jen jednou stranou mince – znalost faktorů ovlivňujících ceny zajišťuje férové cenové nabídky a identifikaci příležitostí pro úspory.
Porozumění cenotvorby a nákladových faktorů laserového řezání
Už jste někdy klikli na tlačítko „okamžitá cena“ a obdrželi částku, která působila naprosto libovolně? Nejste sami. Většina služeb laserového řezání úmyslně skrývá své ceny za automatickými nástroji, takže zákazníci nevědí, zda dostávají férovou nabídku, nebo nepodporují něčí neefektivitu. Tato část odhaluje, co ve skutečnosti určuje vaši konečnou fakturu – a co je důležitější, jak můžete tyto náklady ovlivnit, aniž byste museli obětovat kvalitu.
Porozumění cenám nejde o nalezení nejlevnějšího dodavatele. Jde o to rozpoznat hodnotu, vyhnout se zbytečným výdajům a efektivně komunikovat s výrobci, kteří respektují informované zákazníky.
Co ve skutečnosti ovlivňuje náklady na laserové řezání
Když výrobce vypočítává vaši cenovou nabídku, vyhodnocuje současně několik proměnných. Některé přímo ovlivňujete svými konstrukčními rozhodnutími; jiné závisí na tržních podmínkách a možnostech zařízení. To se ve skutečnosti děje za formulářem s cenovou nabídkou:
- Typ a třída materiálu: Různé materiály vyžadují různé laserové technologie, nastavení výkonu a řezné rychlosti. Podle průmyslové analýzy obecně řezání nerezové oceli vyžaduje více energie a času ve srovnání s uhlíkovou ocelí, což je drahší. Speciální slitiny a odrazivé kovy, jako je měď, mají vyšší ceny kvůli složitosti zpracování.
- Tloušťka plechu: Hrubší materiály vyžadují nižší řezné rychlosti a vyšší spotřebu energie. Cena 12mm ocelové desky může být za lineární palec 3 až 4krát vyšší než u materiálu o tloušťce 3mm – nikoli proto, že by se cena materiálu třikrát zvýšila, ale protože se výrazně zvětšuje doba řezání a požadavky na výkon.
- Složitost řezu a délka dráhy: Každý výřez vyžaduje bod pro proniknutí, kde laser zahájí řez. Více bodů proniknutí a delší řezné dráhy přímo zvyšují provozní čas stroje. Složité návrhy s mnoha malými prvky vyžadují vyšší přesnost, což zvyšuje jak pracnost, tak náklady na zařízení.
- Množství a velikost dávky: Náklady na nastavení rozložené přes větší objednávky výrazně snižují cenu za jednotku. Jeden kus prototypu může stát 50 USD, zatímco objednání 100 stejných dílů může snížit náklady na kus na 8 USD – stejný design, výrazně odlišná ekonomika.
- Požadavky na dokončení: Dodatečné procesy, jako je odstraňování otřepů, leštění, práškové povlaky nebo závitování, vyžadují pracovní sílu, specializované vybavení a delší výrobní čas. Odborníci z průmyslu uvádějí, že tyto kroky jsou nezbytné pro dosažení požadované kvality povrchu nebo funkčních požadavků, ale zvyšují náklady poměrně.
- Čas dodání: Urychlené objednávky si účtují prémie – někdy 50 % a více – protože narušují výrobní plány a vyžadují přesčas. Standardní dodací lhůty nabízejí nejlepší poměr cena/výkon.
Představte si to jako hledání restaurací otevřených poblíž mě ve tři hodiny ráno oproti plánování večeře v 18:00 – pohodlí a naléhavost si vždy vybírají svou daň.
Jak optimalizovat rozpočet, aniž byste obětovali kvalitu
Nyní, když víte, co ovlivňuje náklady, se podívejme, jak je můžete strategicky snižovat. Nejedná se o šetření na nezbytném, ale o chytré inženýrské postupy, které profesionální návrháři používají každý den.
Zjednodušte geometrii svého návrhu
Složité geometrie s jemnými detaily vyžadují přesnější řízení laseru a delší časy řezání. Výzkum ukazuje že vyhýbání se ostrým vnitřním rohům, minimalizace malých složitých řezů a použití menšího počtu křivek může vést ke znatelné úspoře. Zaoblené rohy nebo rovné čáry se řežou rychleji než složité tvary nebo malé poloměry. Zeptejte se sám sebe: jsou tyto dekorativní prvky pro funkci nezbytné, nebo jen dobře vypadaly ve vašem CAD modelu?
Optimalizujte tloušťku materiálu
Pokud vaše aplikace nevyžaduje odolnost silnějších kovů, použití tenčího materiálu ušetří jak čas, tak peníze. Zvažte, zda 1 mm nerezové oceli funguje stejně dobře jako 2 mm pro vaše konkrétní zatížení. Někdy inženýři nadměrně specifikují tloušťku „pro jistotu“, ale tento bezpečnostní přesah stojí reálné peníze.
Ovládněte umění vnořování
Efektivní vnořování maximalizuje využití materiálu tím, že rozmístí díly co nejblíže k sobě na list materiálu. Strategické vnořování může snížit odpad materiálu o 10–20 %, čímž přímo snižuje vaši fakturu. Pokud objednáváte více různých dílů, zeptejte se, zda je váš dodavatel může vnořit dohromady – seskupení dílů s podobnou geometrií usnadňuje řezání a snižuje odpad.
Zvolte vhodné tolerance
Toto vám většina dodavatelů dobrovolně neřekne: nadměrně úzké tolerance výrazně zvyšují náklady. Požadavek tolerance ±0,005 palce, když by ±0,015 palce plně postačilo, nutí pomalejší řezací rychlosti a zvyšuje míru odmítnutí dílů. Podle odborníků na obrábění jsou díly s extrémně úzkými tolerancemi častěji odmítány kvůli nepatrným odchylkám a mohou vyžadovat dodatečné sekundární operace, jako je broušení nebo frézování.
Strategicky sdružujte své objednávky
Nastavení laserového řezání trvá určitou dobu, proto spuštění větších množství najednou snižuje potřebu častých úprav stroje. Pokud potřebujete opakované díly, sloučení objednávek nebo plánování výrobních sérií dopředu přináší výrazné úspory na jednotku. Dokonce i sloučení objednávky na příští měsíc s tímto měsícem efektivně rozloží náklady na nastavení.
Vyberte materiály skladem
Je vámi stanovený materiál snadno dostupný, nebo bude vyžadovat zvláštní objednávku? Kdykoli je to možné, výběr kovů, které jsou již skladem, zabrání poplatkům za minimální objednávku a prodlevám v dodacích lhůtách. Než definitivně stanovíte specifikace, zeptejte se dodavatele, jaké materiály má k dispozici.
Vyhodnoťte požadavky na kvalitu hran
Dosahování prémiové kvality řezu často vyžaduje zpomalení laseru nebo použití většího výkonu – obě možnosti vedou ke zvýšení nákladů. Ne každá aplikace vyžaduje stejnou úroveň přesnosti řezu. U dílů, které budou svařované, natírané nebo skryté uvnitř sestav, standardní kvalita řezu ušetří peníze bez ohledu na funkčnost. Prémiové specifikace pro hranu rezervujte pouze pro viditelné plochy.
Cílem není najít nejnižší cenu – jde o maximalizaci hodnoty eliminací nákladů, které nepřidávají hodnotu vašemu finálnímu produktu.
S tímto znalostmi o cenách můžete inteligentně vyhodnocovat nabídky, klást informované otázky a identifikovat dodavatele, kteří dávají přednost transparentnosti před nejasnostmi. I dokonalé porozumění nákladům ale nepomůže, pokud nejsou vaše návrhové soubory připraveny správně – další část zajistí, že se vaše soubory hladce převedou z obrazovky na laser.
Příprava návrhových souborů pro úspěch při laserovém řezání
Vybrali jste ideální materiál a rozumíte faktorům ovlivňujícím ceny. Ale právě zde dochází u mnoha projektů k selhání: odeslání návrhových souborů, které na obrazovce vypadají dokonale, ale selžou, jakmile začne laser řezat. Podle výrobců, kteří týdně prověřují stovky souborů, jsou chyby při přípravě souborů zodpovědné za více zpoždění projektů než jakýkoli jiný jednotlivý faktor. Dobrá zpráva? Každá běžná chyba je naprosto předcházení.
Tato část vás vybaví technickými znalostmi potřebnými k odeslání výrobně připravených souborů – ať už spolupracujete s místní dílnou nebo zkoušíte online služby laserového řezání po celé zemi. Zvládněte si jednou tyto základy a již nikdy nebudete čelit odmítnutým nahrávkám ani frustrujícím cyklům revizí.
Požadavky na formát souboru a možnosti softwaru
Zní to složitě? Ve skutečnosti je to jednoduché, jakmile pochopíte jednu klíčovou odlišnost: laserové řezačky potřebují vektorové soubory , ne rastr, obrázky. Když exportujete JPEG nebo PNG, ukládáte pixely – malé barevné čtverečky, které aproximují váš návrh. Laserové řezací stroje nemohou interpretovat pixely do řezných drah. Potřebují matematicky definované čáry a křivky, které přesně určují, kudy má paprsek procházet.
Přijímané vektorové formáty
Většina služeb laserového řezání akceptuje tyto standardní vektorové formáty, i když preference se liší podle poskytovatele:
- DXF (Drawing Exchange Format): Průmyslový standard pro CNC a laserové řezání. Univerzálně kompatibilní, soubory DXF obsahují pouze geometrii bez závislosti na písmech nebo složitých stylů. Pokud si nejste jisti, odešlete DXF.
- AI (Adobe Illustrator): Nativní soubory Illustrator fungují dobře, ale vyžadují převod textu na obrysy. Ujistěte se, že ukládáte ve slučitelné verzi – některé stroje mají problémy s novějšími AI formáty.
- SVG (Scalable Vector Graphics): Open-source formát, který získává na oblibě, zejména pro webové systémy cenových nabídek. Čistý, lehký a široce podporovaný.
- PDF (Portable Document Format): Přijatelné při exportu z vektorového softwaru s vhodnými nastaveními. Vyhněte se PDF vytvořeným ze skenovaných dokumentů nebo rasterizovaného grafického obsahu.
Podle odvětvoví specialisté , použití nesprávného formátu souboru patří mezi pět nejčastějších chyb v návrzích, na které narazí. Vždy ověřte preferovaný formát svého poskytovatele před nahráním.
Doporučený návrhový software
Nepotřebujete drahý profesionální software, abyste vytvořili soubory připravené pro laser. Zde jsou možnosti pro každý rozpočet:
- Adobe Illustrator: Průmyslový standard pro vektorovou grafiku; vynikající nástroje pro úpravu křivek a přímý export do DXF
- AutoCAD / AutoCAD LT: Vyvinutý speciálně pro technické výkresy; nativní podpora DXF s přesným kótováním
- SolidWorks: Ideální pro inženýrské aplikace; exportuje rovinné obrazce přímo z 3D modelů (poznámka: vodoznaky „Student Version“ automaticky většina řezacích systémů ignoruje)
- Inkscape: Bezplatná open-source alternativa k Illustratoru; umožňuje export do SVG a DXF při správné konfiguraci pluginu
- Fusion 360: Zdarma pro osobní použití; kombinuje CAD modelování s možnostmi exportu kreseb
- LibreCAD: Bezplatný 2D CAD software speciálně navržený pro technické výkresy
Tipy pro optimalizaci návrhu pro čisté řezy
Vytvoření vektorového souboru je teprve začátek. Rozdíl mezi amatérskými návrhy a soubory připravenými na výrobu spočívá v pochopení toho, jak lasery ve skutečnosti interpretují vaši geometrii. Právě tyto technické aspekty oddělují úspěšné projekty od nákladných neúspěchů.
Minimální velikosti prvků
Každý laser má fyzická omezení ohledně toho, jak malé prvky může přesně řezat. Svazek laseru má totiž určitou šířku – obvykle 0,1 mm až 1,0 mm, v závislosti na materiálu a nastavení. Prvky menší než tato šířka nelze čistě vyrobit. Odborné směrnice doporučujeme vyhýbat se prvkům, které by byly příliš malé na správné provedení řezu, zejména vnitřním kruhům nebo ostrým rohům.
Kompenzace řezu
Představte si čáru nakreslenou fixou místo pera – tato čára má šířku. Stejný princip platí i u laserového řezání. „Kerf“ označuje materiál odstraněný během řezacího procesu, obvykle v rozmezí 0,1 mm až 0,5 mm v závislosti na tloušťce materiálu a nastavení laseru. U dílů, které vyžadují přesné tolerance pasování, je nutné korekci provést posunutím drah řezu. Před finálním stanovením rozměrů proberete kompenzaci kerfu se svým dodavatelem.
Správné tloušťky a barvy čar
Mnoho laserových systémů používá barvy nebo tloušťky čar k rozlišení mezi řezáním, gravírováním a rytím:
- Řezné čáry: Obvykle červené nebo černé, tenké čáry (0,001" nebo tenčí)
- Plochy k gravírování: Často vyplněné útvary v konkrétních barvách
- Ryty (skórovací čáry): Mohou používat různé barvy pro označení průběhů s částečnou hloubkou
Před odesláním vždy ověřte barevné a vrstvové konvence svého dodavatele. Čára, kterou jste zamýšleli jako značku pro ohyb, by mohla být chybně provedena jako plný řez.
Vzdálenost mezi řeznými linkami
Když jsou návrhové čáry umístěny příliš blízko u sebe, laser může spálit nebo podříznout oblasti, které chcete zachovat. Podle osvědčených postupů výroby byste měli řezné geometrie od sebe vzdálit alespoň o dvojnásobek tloušťky plechu, abyste předešli deformaci. Pro běžné aplikace postačuje udržet mezi kritickými drahami minimálně 0,010 palce (0,25 mm), čímž zabráníte oslabení konstrukce.
Kontrolní seznam přípravy souborů krok za krokem
Než nahrajete soubor do jakékoliv služby laserového řezání, projděte si tento ověřovací proces:
- Převeďte veškerý text na obrysy: Písma, která nejsou ve strojním systému nainstalována, budou nahrazena jinými nebo úplně zmizí. V programu Illustrator vyberte text a zvolte Typ → Vytvořit obrysy. V CAD softwaru použijte příkazy „Rozložit“ nebo „Rozšířit“.
- Uzavřete všechny otevřené dráhy: Nespojené nebo otevřené dráhy mate software pro laser, což má za následek neúplné řezy. Použijte funkce úpravy cest ve svém softwaru a funkci „spojení“, abyste zajistili, že každý tvar je správně uzavřen.
- Odstraňte překrývající se čáry: Duplikované čáry způsobují, že laser stejnou dráhu řeže dvakrát, což může vést k proražení materiálu nebo vzniku nerovných okrajů. Zkontrolujte hromaděnou geometrii, zejména po sloučení více návrhových prvků.
- Ověřte rozměry v měřítku 100 %: Pokud jste převedli soubor z rastrového formátu nebo změnili měřítko návrhu, vytiskněte jej v měřítku 100 %, abyste potvrdili, že fyzické rozměry odpovídají vašemu záměru.
- Zkontrolujte, zda neobsahuje geometrii uzavřenou uvnitř: Výřezy, které nejsou spojeny s hlavní částí, během řezání spadnou. Buď přidejte propojovací závory pro jejich udržení, nebo je odešlete jako samostatné díly.
- Odstraňte zbytečné uzly: Nadměrný počet ukotvovacích bodů vytváří hrubé křivky namísto hladkých oblouků. Zjednodušte cesty, aniž byste změnili zamýšlený tvar návrhu.
- Umístěte otvory v dostatečné vzdálenosti od okrajů: Otvory umístěné příliš blízko okraje dílu hrozí trhlinami nebo deformací, zejména pokud bude díl dále ohýbán.
- Exportujte do formátu preferovaného poskytovatelem: Uložte čistou kopii speciálně pro výrobu – nepřejmenovávejte pouze pracovní soubor.
Efektivní komunikace požadavků na tolerance
I dokonale připravené soubory mohou vést k odmítnutí dílů, pokud nejsou jasně komunikovány požadavky na tolerance. Běžné laserové řezání dosahuje rozměrových tolerancí ±0,005" až ±0,015" v závislosti na materiálu a kalibraci stroje. Pokud vaše aplikace vyžaduje vyšší přesnost, musíte toto explicitně uvést – a uvědomit si důsledky pro náklady.
Při žádosti o cenové nabídky uveďte:
- Kritické rozměry: Zdůrazněte konkrétní rozměry, které musí splňovat úzké tolerance ve srovnání s obecnými rozměry se standardními dovolenými odchylkami
- Funkční požadavky: Vysvětlete, jak budou díly použity – pasující spoje vyžadují jinou přesnost než díry s vůlí
- Referenční body měření: Uveďte, které hrany nebo prvky slouží jako základní body pro kontrolu rozměrů
- Přijatelný rozsah odchylky: Toleranční rozmezí uveďte číselně, nikoli subjektivními výrazy jako „přesné“ nebo „akurátní“
Jasné sdělení tolerance zabraňuje frustraci z přijetí dílů, které splňují „běžné“ specifikace, ale nevyhovují vašim konkrétním požadavkům pro danou aplikaci.
S řádně připravenými soubory a jasně definovanými specifikacemi jste odstranili nejčastější překážky úspěšných projektů laserového řezání. Porozumění tomu, kdy je samotné laserové řezání tou správnou volbou oproti vodnímu paprsku, plazmatu nebo CNC alternativám, však zajistí, že investujete do optimální metody pro vaše potřeby.
Laserové řezání ve srovnání s metodami vodního paprsku, plazmatu a CNC
Zde je upřímná diskuze, které se většina služeb laserového řezání vyhýbá: laserové řezání není vždy tou nejlepší volbou. Překvapeno? Nemělo by. Každá technologie řezání existuje proto, že lépe řeší určité problémy než alternativy. Výrobce, který vám řekne, že laserové řezání zvládne všechno, buď nemá dostatek informací, nebo doufá, že nebudete klást otázky.
Pochopení toho, kdy laserové řezání vyniká – a kdy byste měli zvážit místo něj vodní paprsek, plazmové nebo CNC frézování – chrání váš rozpočet a zajišťuje optimální výsledky. Pojďme objektivně rozebrat jednotlivé technologie a porovnat jejich reálný výkon, nikoli marketingové sliby.
Kdy laserové řezání převyšuje jiné metody
Laserové řezání dominuje u konkrétních aplikací, kde jeho jedinečné vlastnosti přinášejí nevyčíslitelnou hodnotu. Podle odborníci na průmyslovou výrobu , laserové řezání schopné řezat rychlostí více než 2 500 palců za minutu je nejrychlejší dostupnou metodou – a často i nejekonomičtější pro vhodné aplikace.
Přesnost a práce na detailech
Když váš návrh vyžaduje složité vzory, malé otvory nebo úzké tolerance, laserové řezání výrazně vede. Zaměřený paprsek vytváří mimořádně čisté hrany s minimální potřebou dodatečné úpravy. Elektronické skříně, součástky lékařských přístrojů a přesné úhelníky velmi těží z této schopnosti.
Efektivita při práci s tenkými plechy
U materiálů s tloušťkou pod 1/2" obvykle nabízí laserové řezání nejlepší kombinaci rychlosti a kvality. Testování napříč více technologiemi potvrzuje, že laserové řezání dosahuje lepších výsledků, jsou-li potřeba jemné detaily nebo přesné díry na tenkých plechách.
Klíčové výhody laserového řezání:
- Rychlost: 3–4krát rychlejší než vodní paprsek u srovnatelných materiálů
- Přesnost: Tolerance ±0,005" dosažitelné u většiny materiálů
- Kvalita okraje: Čisté hrany, často vhodné k svařování bez dodatečné úpravy povrchu
- Žádné opotřebení nástroje: Stálá kvalita od prvního do tisícího řezu – žádné opotřebení nástroje
- Minimální odpad materiálu: Úzká šířka řezu umožňuje hustší rozmístění dílů a méně odpadu
- Nekontaktní proces: Žádná mechanická síla nepůsobí na deformaci tenkých nebo křehkých dílů
Situace, kdy se prosazují alternativní metody řezání
Uctivá analýza vyžaduje uznání omezení laserového řezání. U některých projektů skutečně dosahují lepších výsledků alternativní technologie – a uznání těchto situací šetří peníze a zároveň zlepšuje výsledky.
Aplikace pro tlusté materiály: Oblast plazmového řezání
Při řezání vodivých kovů o tloušťce nad 1 palc (25,4 mm) nabízí plazmové řezání jasné výhody. Podle srovnávacích testů plazmové řezačky vykazují vynikající výkon na ocelových deskách, kde laserové řezačky potíže s průnikem. Rozdíl v ceně je významný – plazmové systémy stojí přibližně 90 000 USD oproti 195 000 USD u srovnatelných vodních paprskových systémů, provozní náklady jsou přibližně poloviční na stopu u tlustých materiálů.
Teplotně citlivé materiály: Výhoda vodního paprsku
Laserové řezání je z principu tepelný proces. Tato soustředěná tepelná energie vytváří „tepelně ovlivněné zóny“ (HAZ), ve kterých se mění vlastnosti materiálu v blízkosti řezu. U leteckých komponent, kalených kovů nebo materiálů, které nemohou tolerovat žádnou tepelnou změnu, eliminuje řezání vodním paprskem tento problém úplně. Studený řezný proces nezpůsobuje deformace, kalení ani metalurgické změny.
Univerzalita u nekovů: Řezání vodním paprskem a CNC frézování
I když CO2 lasery dobře zvládají mnoho nekovových materiálů, u některých materiálů nastávají potíže:
- Kámen a sklo: Vodní paprsek tyto materiály řeže čistě; laser to nedokáže
- Silná kompozitní materiály: Uhlíková vlákna a G10 se často pod vlivem tepla z laseru roztahují – řezání vodním paprskem zachovává strukturální integritu
- Hrubé plasty a dřevo: CNC frézování často poskytuje lepší povrchovou úpravu bez ohoření nebo tavení
Problémy s odrazivými kovy
Měď, mosaz a některé slitiny hliníku odrážejí laserovou energii zpět směrem ke střižní hlavě. I když moderní vláknové lasery tyto materiály zpracovávají lépe než starší CO2 systémy, zůstávají omezení tloušťky přísnější než u oceli. Vodní paprsek řeže odrazivé kovy bez obav z odrazu svazku.
Přímé srovnání technologií
Volba vhodné řezací metody se stává jasnější, když porovnáte skutečné výkonové parametry vedle sebe:
| Kritéria | Laserové řezání | Vodníjetové řezání | Plazmové řezání | CNC frézování |
|---|---|---|---|---|
| Přesnost | ±0,005“ (vynikající) | ±0,009" (velmi dobré) | ±0,020" (střední) | ±0,005“ (vynikající) |
| Rozsah materiálů | Většina kovů, mnoho plastů, dřevo, textil | Téměř jakýkoli materiál včetně kamene, skla, kompozitů | Pouze vodivé kovy | Plasty, dřevo, kompozity, měkké kovy |
| Tloušťka materiálu | Až 1" ocel (optimální pod 1/2") | 6"+ na mnoha materiálech | 2"+ ocel s dobrou kvalitou | Až do 3" v závislosti na materiálu |
| Kvalita hrany | Vynikající; často připraveno k svařování | Vynikající; žádné tepelné vlivy | Dobrý; možná vyžaduje broušení | Velmi dobré; žádné tepelné vlivy |
| Tepelně ovlivněná zóna | Přítomné, ale minimální u tenkých materiálů | Žádný (studený proces) | Významné u všech řezů | Žádné (mechanický proces) |
| Rychlost řezání | Nejrychlejší u tenkých materiálů | Nejpomalejší ze všech metod | Rychlé u tlustých kovů | Mírný |
| Výhoda | Nejlepší pro tenkou a detailní práci | Vyšší náklady; ospravedlněné u speciálních materiálů | Nejlepší pro výrobu z tlustých kovů | Ekonomické pro nekovové materiály |
Volba správné technologie
Kterou řezací metodu by měl váš projekt použít? Odpověď závisí na vašich konkrétních požadavcích:
Vyberte laserové řezání, pokud:
- Váš materiál je tenčí než 1/2"
- Důležité jsou složité detaily, malé otvory nebo těsné tolerance
- Prioritou jsou rychlost a nákladová efektivita
- Požadované jsou čisté hrany bez rozsáhlého dokončování
Zvolte vodní řez, pokud:
- Zóny ovlivněné teplem jsou nepřijatelné (letecký průmysl, kalené materiály)
- Zpracováváte kámen, sklo nebo silná kompozitní materiály
- Tloušťka materiálu překračuje možnosti laseru
- Odrazivé kovy představují výzvu
Vyberte plazmové řezání, pokud:
- Řezání silných vodivých kovů (ocel nebo hliník nad 1")
- Rychlost je důležitější než přesnost hrany
- Rozpočtová omezení upřednostňují nižší provozní náklady
- Projekty zahrnují výrobu stavební oceli nebo těžkého vybavení
Zvolte CNC frézování, pokud:
- Pracujete s tlustými plasty, dřevem nebo pěnou
- Kvalita povrchové úpravy překračuje to, co umožňuje laserové spalování
- Součásti vyžadují závitování nebo zahloubení otvorů
- Materiál nemůže odolat tepelným procesům
Nejlepší výrobci nepoužívají jen jednu technologii – naopak přizpůsobují správný postup konkrétním požadavkům každého projektu.
Mnoho úspěšných dílen provozuje více řezacích technologií právě proto, že žádná jediná metoda není pro každou aplikaci optimální. Pochopení těchto rozdílů vám umožní objektivně posoudit dodavatele a zároveň si uvědomit, když dílna doporučuje laserové řezání pro váš ocelový plech o tloušťce 2 palce, že nemusí mít vaše nejlepší zájmy na mysli. S tímto srovnáním technologií jako základem odhalíte v reálných aplikacích v různých odvětvích ještě více možností pro váš další projekt.

Aplikace z reálného světa v různých odvětvích
Nyní, když znáte technologie, materiály a faktory ovlivňující náklady, podívejme se, co je ve skutečnosti možné. Služby laserového řezání nejsou omezeny na jediný průmyslový odvětví – proměnily výrobu, design a prototypování téměř ve všech oblastech. Ať už jste inženýr navrhující automobilové konzoly nebo umělec vytvářející dekorativní instalace, pochopení těchto reálných aplikací vám pomůže představit si možnosti pro vaše vlastní projekty.
Univerzálnost je úžasná. Stejná základní technologie, která vyrábí letecké a kosmické komponenty s přesností na mikrony, vytváří také složité šperky a architektonické fasády. Podívejme se, jak různá odvětví tuto schopnost využívají.
Průmyslové a automobilové aplikace
Automobilový průmysl patří mezi největší uživatele přesné technologie laserového řezání. Podle analýza odvětví laserové řezání výrazně zefektivnilo výrobu vozidel a nabízí efektivitu, kterou tradiční metody stříhání razicími nástroji či plazmatem prostě nemohou dosáhnout.
Proč se výroba automobilů tak silně opírá o tuto technologii? Každý milimetr má význam, když vyrábíte díly, které musí přesně sedět dohromady ve tisících vozidel. Vysoká přesnost vláknových laserů je činí nezbytnými pro výrobu komponent, u nichž rozměrová přesnost přímo ovlivňuje bezpečnost a výkon.
- Podvozek a konstrukční součásti: Upevňovací konzoly, montážní desky a zesílení rámů vyžadující úzké tolerance a čisté, vhodné okraje pro svařování
- Prototypy karosárií: Rychlá iterace návrhových konceptů před investicí do nákladných lisovacích forem
- Díly interiérového výběžku: Přesné výřezy pro ovládací prvky, ventilační otvory a montážní body
- Součásti výfukového systému: Tepelné clony a upevňovací konzoly z nerezové oceli
- Součásti zavěšení: Konzoly řídicích ramen a uložení pružin vyžadující strukturální pevnost
U výrobců hledajících komplexní automobilová řešení často přesné laserové řezání doplňuje procesy kovového stříhání. Společnosti jako Shaoyi integrují obě technologie a nabízejí rychlé výroby prototypů během 5 dnů, které podporují rychlé iterační cykly požadované moderním vývojem automobilů.
Aplikace v leteckém průmyslu vyžadují ještě přísnější specifikace. Poznamenávají odborníci z praxe skutečnost, že potřeba lehkých materiálů s vysokou pevností činí přesnost laserového řezání nezbytnou – součástky musí splňovat přísné meze tolerance a zároveň zachovávat strukturální integritu za extrémních podmínek.
- Komponenty motoru: Lopatky turbín a tepelně odolné štíty
- Konstrukční prvky: Lehké hliníkové a titanové konstrukční díly letounů
- Interiérové prvky: Přesně přizpůsobené interiérové prvky a upevňovací hardware
Kreativní a architektonické aplikace
Mimo těžký průmysl laserové řezání revolučně ovlivnilo kreativní a architektonické aplikace. Tato technologie umožňuje návrhy, které by byly pomocí tradičních výrobních metod nemožné – nebo příliš nákladné.
Architektoničtí návrháři stále častěji uvádějí prvky vyřezané laserem pro funkční i estetické účely. Výzkum ukazuje, že schopnost této technologie řezat silnou ocelovou plechovinu při zároveň přesných řezech ji činí neocenitelnou pro moderní architekturu, kde jsou na prvním místě personalizace a vizuální dopad.
- Dekorativní mřížky a fasády: Složité vzory v kovových panelech pro exteriéry budov a vnitřní příčky
- Individuální zábradlí a balustrády: Jedinečné návrhy, které není možné dosáhnout tradiční kovářskou prací
- Značení a systémy orientace: Prostorová písmena a osvětlené součásti nápisů
- Součásti nábytku: Detailní dřevěné prvky a kovové konstrukce pro individuální kusy
- Umělecká díla: Sochy ve velkém měřítku a interaktivní umělecká díla
Zejména průmysl vývěsních štítů profituje z vysoké univerzálnosti laserového řezání. Ať už se jedná o výrobu prostorových písmen pro obchody nebo osvětlené kanálové nápisy, tato technologie poskytuje čisté hrany a přesné detaily, které zvyšují kvalitu prezentace značky. Je to obdobné jako vyhledávání restaurací „otevřeno nablízku mě“, které spojuje hladové zákazníky s místními možnostmi – účinné vývěsní štíty propojují podniky se svými cílovými skupinami prostřednictvím vizuálního dopadu.
Vytváření prototypů a vývoj produktů
Možná žádná aplikace tak jasně nedemonstruje hodnotu laserového řezání jako rychlé prototypování. Podle odborníků na prototypování se laserové řezání ukázalo jako zásadní při vývoji prototypů s integrovaným CAD softwarem, přičemž výsledky jsou dosaženy v krátkých dodacích lhůtách ve srovnání s týdny, které mohou vyžadovat tradiční metody.
Proč je to důležité pro vývoj produktu? Zvažte cyklus iterace: navrhněte součástku, vyrobte ji, otestujte, identifikujte vylepšení, znovu navrhněte a opakujte. Když každý prototyp trvá týdny na výrobu, vývojové časové rámce se protahují na měsíce nebo roky. Laserové řezání tento cyklus výrazně zkracuje.
- Funkční prototypy: Otestujte přesnost, tvar a funkci s materiály ekvivalentními sériové výrobě
- Ověření návrhu: Ověřte, že CAD modely správně přecházejí do fyzických dílů ještě před investicí do nástrojů
- Zkušební malé série: Vyrábějte omezené množství pro terénní testy bez nákladů na tvary nebo formy
- Inženýrské vzorky: Vytvářejte díly kvality vhodné pro prezentace na schůzkách s investory a zákaznických recenzích
Analýza odvětví že milimetrová přesnost laserového řezání vede ke přesným reprezentacím toho, jak budou spolu pracovat komponenty, upevnění a funkčnost produktu – což je kritické, když musí prototyp efektivně reprezentovat finální sériové díly.
Elektronický průmysl se výrazně spoléhá na tuto schopnost. Odborníci na výrobu upozorňují, že laserové řezání umožňuje přesnou kontrolu rozměrů a kvality, což je klíčové v odvětví, kde zlomek milimetru může znamenat významný rozdíl. Od testování desek plošných spojů po prototypy vnějších skříní umožňuje laserové řezání rychlé iterace.
I vývoj spotřebních produktů z toho těží – stejně jako když někdo hledá obchod typu „dollar tree“ poblíž mě pro rychlé zásobování, potřebují výrobci rychlý přístup k dílům pro prototypy, aby udrželi vývojový elán. Podobně si vývojové týmy při prohlížení návrhů mohou během oběda projít menu Olive Garden a diskutovat o výsledcích poslední iterace, což ukazuje, jak tvorba prototypů zapadá do širšího pracovního postupu vývoje.
Speciální průmyslové aplikace
Kromě těchto hlavních kategorií slouží laserové řezání specializovaným potřebám napříč mnoha odvětvími:
- Lékařské přístroje: Chirurgické nástroje a implantáty vyžadující mimořádnou přesnost a biokompatibilní materiály
- Elektronika: Přesné komponenty pro miniaturizovaná zařízení a skříně
- Jewelry: Složité návrhy a individuální kusy, které spojují technologii s uměleckým provedením
- Balení: Individuálně vyřezané krabice a složité balení pro prototypy
- Textil a móda: Přesné stříhání látek pro vzory a dekorativní prvky
- Energetický sektor: Komponenty pro solární panely, větrné turbíny a infrastrukturu udržitelné energie
Otázka není, zda laserové řezání lze použít ve vašem odvětví – otázka je, jak využít jeho možnosti pro vaše konkrétní aplikace.
S těmito aplikacemi na paměti přichází další výzva – najít správného poskytovatele služeb, který uskuteční vaši vizi. Správná volba vyžaduje pochopení toho, co odděluje výjimečné poskytovatele od těch běžných – rozdíl, který výrazně ovlivňuje výsledky vašich projektů.
Jak vybrat správného poskytovatele laserového řezání
Ovládáte technologie, rozumíte materiálům a víte, co ovlivňuje ceny. Ale tady je nepříjemná pravda: i dokonalá příprava nemůže nahradit špatnou volbu dodavatele služeb laserového řezání. Rozdíl mezi úspěšným projektem a frustrující zkušeností často spočívá ve faktorech, které nenajdete na úvodní stránce webových stránek – certifikátech, které opravdu mají význam, reakční době, která ušetří týdny prodlev, a podpoře při návrhu, která odhalí drahé chyby dříve, než k nim dojde.
Výběr výrobce není jako koupě mísy acai z nejbližšího smoothie baru – nelze prostě vybrat nejbližší možnost a doufat v to nejlepší. Toto rozhodnutí přímo ovlivňuje časový plán vašeho projektu, rozpočet a konečnou kvalitu. Podívejme se podrobně, co skutečně odděluje výjimečné dodavatele od těch, kteří vás přimějí litovat vaší volby.
Zásadní otázky, které byste měli položit potenciálním dodavatelům
Než odešlete své návrhové soubory, několik strategických otázek odhalí, zda poskytovatel zaslouží vaši spolupráci. Podle odvětvoví specialisté je důležité vyhodnotit zkušenosti a odbornost poskytovatele – poskytovatel s pevnou referencí a lety zkušeností má větší pravděpodobnost dodání vysokokvalitních výsledků.
Začněte těmito základními otázkami:
- S jakými laserovými technologiemi pracujete? Poskytovatelé, kteří využívají jak CO2, tak vláknové lasery, dokáží přiřadit optimální technologii ke vašemu materiálu. Poskytovatelé s jedinou technologií mohou nutit kompromisy.
- S jakými materiály běžně pracujete? Zkušenosti jsou důležité – dílna, která denně řeže hliník, dosahuje lepších výsledků než ta, která s ním pracuje jen občas. Zeptejte se konkrétně na váš materiál a požadovanou tloušťku.
- Jaká je vaše typická doba dodání? Standardní dodací lhůty se výrazně liší. Někteří poskytovatelé uvádějí 2–3 týdny; jiní dodají za několik dní. Zjistěte, kam se váš projekt zařadí do jejich výrobní fronty.
- Můžete vyřídit expresní objednávky? Odborníci na výrobu doporučují posoudit schopnost dodavatele dodržet termíny vašeho projektu a zda dokáže zvládnout naléhavé požadavky, pokud je to nezbytné.
- Nabízíte kontrolu návrhu nebo podporu při navrhování pro výrobu (DFM)? Dodavatelé, kteří prověřují vaše soubory z hlediska vyrábění, odhalí problémy dříve, než začne řezání – čímž šetří revizní cykly a odpad materiálu.
- Jaké formáty souborů přijímáte? Problémy se slučitelností způsobují zpoždění. Potvrďte, že vámi preferovaný formát je kompatibilní s jejich systémy, než se zavážete.
- Můžete poskytnout vzorky řezů nebo reference? Renomovaní dodavatelé ochotně sdílí ukázky podobné práce nebo vás spojí s spokojenými zákazníky.
Výběr dodavatele si představte jako objednávání u harry and david – chcete ověřenou kvalitu a spolehlivou dodávku, nikoli dohadování, zda vaše investice přijde tak, jak očekáváte.
Osvědčení kvality, která mají význam
Certifikace nejsou jen výzdobou stěn – představují ověřené závazky k systémům kvality, kontrole procesů a neustálému zlepšování. U kritických aplikací konkrétní certifikace oddělují kvalifikované poskytovatele od těch, kteří pouze tvrdí, že jsou kompetentní.
ISO 9001
Tento mezinárodně uznávaný standard demonstruje systém řízení kvality pokrývající návrh, vývoj, výrobu a dodávku služeb. Certifikace ISO 9001 signalizuje dokumentované procesy, vyškolený personál a systematickou kontrolu kvality. Pro obecné výrobní aplikace tato základní certifikace poskytuje rozumnou jistotu.
IATF 16949
Pro automobilové aplikace představuje certifikace IATF 16949 zlatý standard. Tento přísný standard navazuje na ISO 9001 a obsahuje požadavky specifické pro automobilový průmysl, včetně prevence vad, snižování variability a eliminace plýtvání v celém dodavatelském řetězci. Poskytovatelé jako Shaoyi udržovat certifikaci IATF 16949 zejména proto, že automobiloví výrobci vyžadují tuto úroveň zajištění kvality u podvozků, odpružení a nosných konstrukcí.
AS9100
Aerospace aplikace vyžadují certifikaci AS9100, která stanoví přísnější požadavky na stopovatelnost, správu konfigurace a zmírňování rizik nad rámec běžných požadavků ISO 9001.
ISO 13485
Výroba lékařských přístrojů vyžaduje certifikaci ISO 13485, která zajišťuje, že procesy splňují regulační požadavky pro lékařské výrobky a uchovávají dokumentaci vhodnou pro kontrolu FDA nebo mezinárodních regulačních orgánů.
Kontrolní seznam pro hodnocení dodavatele
Použijte tento komplexní kontrolní seznam při porovnávání potenciálních partnerů pro laserové řezání:
- Technologické možnosti: Vhodné typy laserů pro vaše materiály; dostatečný výkon pro požadovanou tloušťku; velikost pracovní plochy umožňující rozměry vašich dílů
- Odbornost na materiály: Prokázané zkušenosti s vašimi konkrétními materiály a slitinami; dostupnost materiálů na skladě; certifikace a stopovatelnost materiálů
- Kvalitní certifikace: Příslušná osvědčení ISO, IATF nebo odvětvově specifická; dokumentované postupy kontroly; kalibrované měřicí přístroje
- Doby odezvy: Standardní dodací lhůty odpovídající vašemu plánu; možnost expedice pro naléhavé potřeby; realistické dodací závazky na základě aktuální kapacity
- Podpora při návrhu: Služby revize návrhu pro výrobu (DFM); pomoc při přípravě souborů; konzultace ohledně tolerancí; proaktivní komunikace o potenciálních problémech
- Rychlost komunikace: Rychlost vyhotovení nabídky (někteří poskytovatelé nabízejí vyhotovení nabídky do 12 hodin); dostupnost technického personálu; jasné aktualizace stavu projektu
- Doplňkové operace: Možnosti ohýbání, svařování, dokončování a montáže; potenciál jednoho dodavatele snižující složitost správy dodavatelů
- Cenová průhlednost: Přehledné rozdělení nákladů; žádné skryté poplatky; ochota vysvětlit faktory ovlivňující ceny
Hodnota podpory DFM
Podpora při návrhu pro výrobu představuje jednu z nejcennějších – a přesto často opomíjených – služeb, které může poskytovatel nabídnout. Podle odborníků na přesnou výrobu , časné řešení konstrukčních aspektů pomáhá vyhnout se přepracování a zajišťuje hladký přechod od prototypů k výrobě.
Co vlastně efektivní podpora DFM skutečně přináší?
- Ověření rozměrů prvků: Identifikace otvorů, drážek nebo detailů příliš malých na spolehlivé řezání, ještě než dojde ke ztrátě materiálu
- Kontrola reálnosti tolerance: Upozornění na specifikace, které vyžadují nižší rychlost řezání nebo mohou vést k vyšší míře odmítnutí výrobků
- Doporučení materiálů: Navrhování alternativ, které splňují vaše funkční požadavky za nižší cenu nebo s lepší kvalitou hran
- Optimalizace rozmístění: Uspořádání dílů tak, aby se minimalizovaly ztráty materiálu a snížily náklady na jednotku
- Plánování dodatečných operací: Předvídání toho, jak budou díly ohýbány, svařovány nebo montovány, a úprava specifikací řezání odpovídajícím způsobem
Poskytovatelé nabízející komplexní podporu DFM – jako jsou ti, kteří udržují certifikaci IATF 16949 s integrovanými inženýrskými týmy – odhalí problémy, které by jinak vyvstaly ve formě zamítnutých dílů nebo neúspěšných sestav. Úspory nákladů díky předcházení revizím obvykle zdaleka převyšují jakékoli prémiové náklady za tuto úroveň služeb.
Rozdíly mezi místními a online službami
Nástup online služeb laserového řezání výrazně rozšířil možnosti, ale volba mezi místními provozy a digitálními platformami zahrnuje skutečné kompromisy, o kterých stojí za to přemýšlet.
Výhody místních poskytovatelů:
- Osobní konzultace návrhu a ruční kontrola vzorků
- Rychlejší iterace, pokud změny vyžadují osobní spolupráci
- Jednodušší logistika pro velké nebo těžké díly, čímž se vyhnete nákladům na dopravu
- Stavění vztahů, které upřednostňují vaše projekty v dobách špičkové zátěže
- Okamžitý vyzvednutí eliminuje prodlevy spojené s dopravou v případě naléhavých potřeb
Výhody online služeb:
- Širší přístup k technologiím – specializované vybavení, které nemůžete najít lokálně
- Konkurenceschopné ceny díky provozu ve velkém objemu
- pohodlí cenových nabídek a objednávání 24/7
- Stálá kvalita díky standardizovaným procesům
- Geografická flexibilita při přesunu nebo při práci rozptýlených týmů
U prototypů a jednorázových projektů často poskytují online služby vynikající hodnotu. U sériové výroby, která vyžaduje průběžnou spolupráci, úpravy kvality nebo složité dodatečné operace, se místní vztahy často ukazují jako cennější, i když mají potenciálně vyšší náklady na jednotku.
Nejlepší poskytovatel není nutně ten nejlevnější nebo nejbližší – je to ten, jehož schopnosti, styl komunikace a standardy kvality odpovídají požadavkům vašeho projektu.
Výběr správného partnera pro laserové řezání mění váš výrobní proces z řady obchodních transakcí na spolupráci. Poskytovatelé, kteří investují do certifikací, nabízejí skutečnou podporu při návrhu pro výrobu (DFM) a rychle reagují na dotazy, prokazují svůj závazek vůči vašemu úspěchu – ne jen své faktuře. Díky možnostem rychlého prototypování, jako jsou termíny dodání za 5 dní, a rychlým systémům cenových nabídek vás správný partner urychlí celý vývojový proces, a to při zachování přesnosti, kterou vaše aplikace vyžadují.
Nejčastější dotazy týkající se služeb laserového řezání
1. Kolik stojí služba laserového řezání?
Náklady na službu laserového řezání se liší v závislosti na typu materiálu, tloušťce, složitosti řezu, množství a rychlosti dodání. Čas stroje se obvykle pohybuje mezi 60–150 USD za hodinu. Jednoduché díly mohou stát jen 5–10 USD, zatímco složité prototypy mohou dosáhnout ceny nad 50 USD. Dávkové objednávky výrazně snižují náklady na jednotku – objednání 100 identických dílů může snížit cenu na 8 USD za kus oproti 50 USD za jeden kus. Pro optimalizaci nákladů zjednodušte návrhy, vyberte vhodné tolerance a pokud je to možné, sdružujte objednávky.
2. Kolik stojí laserové řezání za hodinu?
Laserové řezání obvykle stojí 60–150 USD za hodinu, v závislosti na typu zařízení, materiálu, který se řeže, a umístění poskytovatele. Vláknové lasery pro řezání kovů často mají vyšší hodinové sazby kvůli nákladům na zařízení, zatímco CO2 lasery pro řezání akrylů a dřeva mohou být levnější. Hodinové sazby však nevykreslují úplný obraz – rychlejší řezací rychlosti u tenkých materiálů znamenají nižší počet účtovaných hodin. Požadujte položkové cenové nabídky uvádějící náklady na materiál, strojní čas a dokončovací práce pro přesné porovnání.
3. Jaké materiály lze řezat laserem?
Laserové řezání zvládá širokou škálu materiálů, včetně kovů (uhlíková ocel, nerezová ocel, hliník, mosaz, měď, titan), plastů (akryl, ABS, polycarbonát), dřeva a kompozitů, kůže, textilu a papíru. CO2 lasery vynikají u nekovových materiálů, přičemž vytvářejí lesklé hrany na akrylu a čisté řezy na dřevě. U řezání kovů dominují vláknové lasery díky vyšší rychlosti a přesnosti. Maximální tloušťka materiálu se liší – u oceli až nad 25 mm, u akrylu do 25 mm, u hliníku až do 40 mm u systémů s vysokým výkonem. Vždy ověřte konkrétní materiál a tloušťku u poskytovatele.
4. Jaké formáty souborů služby laserového řezání přijímají?
Většina služeb laserového řezání přijímá vektorové formáty souborů, včetně DXF (průmyslový standard), AI (Adobe Illustrator), SVG (Škálovatelná vektorová grafika) a PDF exportovaného z vektorového softwaru. Formát DXF nabízí univerzální kompatibilitu bez závislosti na písmech. Mezi klíčové kroky přípravy patří převod textu na obrysy, uzavření všech otevřených cest, odstranění překrývajících se čar a ověření rozměrů ve stupnici 100 %. Vyhněte se rastrovým formátům, jako jsou JPEG nebo PNG – lasery potřebují matematicky definované řezné dráhy, nikoli obrázky založené na pixelech.
5. Jak si vybrat mezi laserovým řezáním, vodním paprskem a plazmovým řezáním?
Vyberte laserové řezání pro tenké materiály pod 1/2 palce, u kterých jsou potřeba složité detaily a přesné tolerance – nabízí nejvyšší rychlosti a nejčistší hrany. Zvolte vodní paprsek pro tepelně citlivé materiály, tlusté kompozity, kámen, sklo, nebo pokud nejsou přijatelné tepelně ovlivněné zóny. Dávejte přednost plazmovému řezání u silných vodivých kovů nad 1 palec, kde je důležitější rychlost než přesnost hran. Každá technologie se osvědčila v konkrétních aplikacích – kvalifikovaní výrobci vyberou vhodný postup podle vašeho materiálu, tloušťky a požadavků na kvalitu.