 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Výrobci pozinkovaného plechu: Vysvětlení norem ASTM

Pochopení pozinkovaného plechu a jeho průmyslového významu
Pokud získáváte materiály pro průmyslové aplikace, málo která možnost nabízí takovou rovnováhu mezi odolností, cenovou výhodností a odolností proti korozi jako pozinkovaný plech. Ale co přesně činí tento materiál tak nezbytným napříč výrobními odvětvími? A jak posoudíte bezpočet výrobců pozinkovaného plechu který soutěží o vaši zakázku?
Tato komplexní nákupní příručka podrobně vysvětluje všechno, co potřebují znát odborníci na nákupy i inženýři – od pochopení mechanismů zinkového povlaku po dešifrování norem ASTM, které oddělují kvalitní dodavatele od ostatních.
Proč je pozinkovaný plech nezbytný pro průmyslové aplikace
Zinkovaný plech je ocel, která byla potažena ochrannou vrstvou zinku za účelem prevence koroze. Tento zinkovaný ocelový plech tvoří základ bezpočtu průmyslových aplikací – od součástí podvozků automobilů přes potrubí pro vytápění, ventilaci a klimatizaci (HVAC) až po zemědělskou techniku. Důvod je jednoduchý: nechráněná ocel se při styku s vlhkostí a environmentálními vlivy rychle koroduje, zatímco zinkované plechy mohou vydržet desítky let s minimální údržbou.
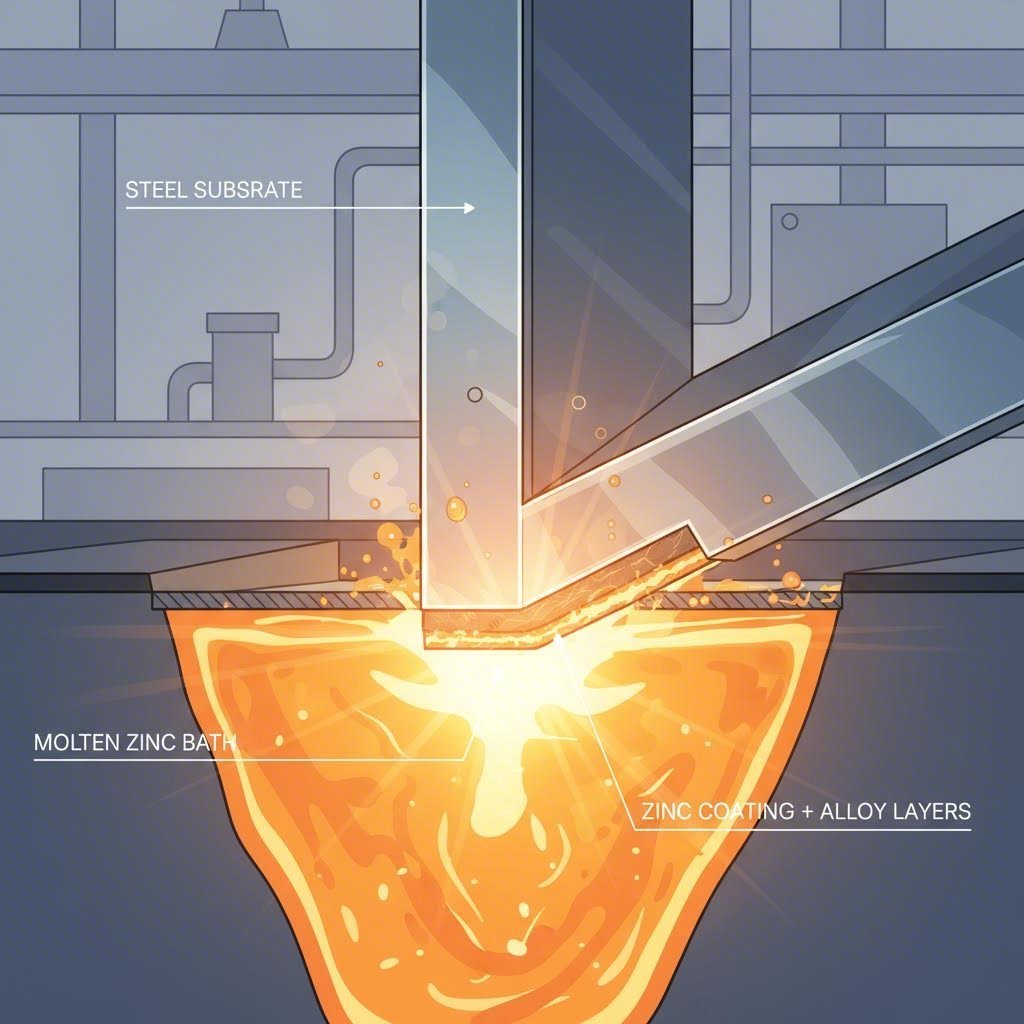
Podle průvodce materiály společnosti Xometry se výrobní proces obvykle skládá z ponoření oceli do lázně roztaveného zinku přibližně při teplotě 450 °C. Zinek se metalurgicky naváže na povrch oceli a vytvoří tak slitinový přechod, který kombinuje konstrukční pevnost oceli se vynikající odolností zinku proti korozi. Tato HD (vysoce zinkovaná) vrstva se nenachází pouze na povrchu – stává se součástí chemického složení kovu.
Pro inženýry a nákupní manažery je pochopení této základní vlastnosti klíčové. Na rozdíl od natřených nebo práškově lakových alternativ poskytuje pozinkovaný plech ochranu, která se neodštípne, neodloupne ani nepotřebuje opakované nanášení během celé doby provozu.
Pochopeňte mechanismy ochrany zinkovým povlakem
Ochranná síla pozinkovaného plechu působí prostřednictvím dvou odlišných, vzájemně spolupracujících mechanismů. Tato dvojnásobná ochrana je tím, co odlišuje pozinkované materiály od jednoduchých bariérových povlaků.
Zinek poskytuje jak bariérovou ochranu – fyzické oddělení oceli od korozivních prvků – tak obětavou katodickou ochranu, při níž se zinkový povlak koroduje preferenčně, aby chránil podkladovou ocel i v případě, že je povlak poškozen nebo poškrában.
Takto funguje každý z těchto mechanismů:
- Bariérová ochrana: Zinkový povlak vytváří pevnou, metalurgicky vázanou vrstvu, která úplně pokrývá povrch oceli a uzavírá ji před vlhkostí, kyslíkem a jinými korozivními látkami v prostředí.
- Ochrana obětovanou anodou: Protože zinek je anodický vůči železu a oceli v téměř všech běžných elektrolytech, koroze se při expozici obou kovů začne projevovat nejprve na zinku. Jak Vysvětluje společnost AZZ , to znamená, že zinek „obětuje“ sám sebe, aby chránil základní ocel – dokonce i na škrábancích, řezných hranách nebo malých nespojitostech povlaku.
Tento mechanismus ochrany pozinkovaného materiálu vysvětluje, proč zůstává účinný i po poškození povrchu, které by kompromitovalo nátěr nebo jiné izolační povlaky. Pro nákupní týmy, které hodnotí výrobce pozinkovaného plechu, pomáhá pochopení tohoto principu ochrany posoudit, zda specifikace povlaku dodavatele splňují požadavky vaší aplikace na odolnost proti korozi.
V průběhu tohoto průvodce dekódujeme normy, technické specifikace a kritéria hodnocení, která oddělují spolehlivé výrobce od těch, kteří šetří na kvalitě – a tím vám poskytneme znalosti potřebné k rozhodnutí o dodavatelích s plnou jistotou.
Metody pozinkování a výrobní procesy
Nyní, když rozumíte jak zinkový povlak chrání ocel , další otázkou je: jak výrobci zinkovaného plechu tento povlak ve skutečnosti aplikují? Odpověď není univerzální. Průmysl dominuje tři odlišné metody zinkování, z nichž každá vyrábí materiály s různými vlastnostmi vhodnými pro konkrétní aplikace.
Výběr správné metody přímo ovlivňuje výkon vašeho projektu, náklady a požadavky na další zpracování. Podrobně si vysvětlíme každý proces, abyste mohli své technické specifikace přizpůsobit správnímu výrobnímu postupu.
Vysvětlení procesu žárového zinkování
Žárové zinkování je nejrozšířenější metodou mezi výrobci zinkovaného plechu – a to z dobrého důvodu. Podle průvodce materiály společnosti Xometry tento proces spočívá v ponoření oceli do lázně roztaveného zinku přibližně při teplotě 450 °C. Při chladnutí se zinek metallurgicky váže k železu v oceli a vytváří trvanlivý, vícevrstvý povlak.
To, co činí ocel pozinkovanou ponorem jedinečnou, je chemická reakce, která probíhá během ponoření. Zinek se totiž nejen přichytí na povrchu, ale tvoří slitinový přechod s podkladovým kovem. Výsledkem je povlak, který je doslova součástí složení oceli, nikoli pouze nanesený na jejím povrchu.
Zde je to, co potřebujete vědět o oceli pozinkované ponorem:
- Tloušťka povlaku: Obvykle se pohybuje v rozmezí 50–100 µm – výrazně tlustší než elektrolyticky pozinkované alternativy
- Vzhled: Charakteristický stříbřitý, jiskřivý povrch, který je okamžitě rozpoznatelný
- Odolnost: Může po desetiletí udržovat stav jako nová, i v extrémních klimatických podmínkách
- Samoregenerující se: Díky katodové ochraně poskytuje zinek okolního povlaku i při drobných poškozeních (např. rýpách) nadále ochranu poškozenému místu
Náklady na pozinkování ponorem jsou obecně konkurenceschopné u rozsáhlých infrastrukturních projektů, protože materiály nepotřebují po výrobě žádný další povrchový úpravu nebo natírání. Jak Uvádí společnost South Atlantic LLC , tímto se eliminuje dodatečný čas i náklady ve srovnání s metodami vyžadujícími sekundární úpravy.
Výrobci preferují tuto metodu pro pozinkovaný plech určený pro venkovní aplikace, konstrukční součásti a všechny případy, kdy je prioritou maximální odolnost proti korozi.
Elektrolytické zinkování versus galvanizace s následným žárovým zušlechtěním
Zatímco žárové zinkování dominuje v těžkém průmyslu, dvě alternativní metody slouží specializovaným potřebám, se kterými se odborníci na nákupy často setkávají.
Elektrolytické pozinkování využívá elektrochemické usazování místo ponoření do roztaveného zinku. Ocel je ponořena do roztoku zinkových solí, přičemž elektrický proud způsobuje navázání iontů zinku na povrch. Výsledkem je elektrolyticky pozinkovaná ocel s mimořádně tenkým a rovnoměrným povlakem – obvykle pouze 5–15 µm silným.
Proč zvolit tak tenký povlak? Protože umožňuje dosáhnout vysoké přesnosti. Elektrolytické zinkování vytváří hladké a rovnoměrné povrchy, které jsou ideální pro aplikace, kde je klíčová dodržení úzkých tolerancí. Tento pozinkovaný plech se často používá například u:
- Akustické stropní dlaždice
- Rámu dveří a okenních rámových profilů
- Elektrických rozvaděčů a skříní
- Součástí vyžadujících následné lakování
Kompromis? Ten tenký povlak znamená nižší obětavou ochranu a kratší životnost v korozivních prostředích. Většina elektrogalvanizovaných materiálů vyžaduje pro dostatečnou dlouhodobou ochranu dodatečný povlak nebo nátěr.
Galvannealování kombinuje nejlepší vlastnosti obou metod – začíná se ponorným galvanickým pokovováním, poté se povlakovaný ocelový plech okamžitě vedie do žíhací pece při teplotě přibližně 565 °C. Toto tepelné zpracování způsobí difúzi železa ze základní oceli do zinkového povlaku, čímž vznikne galvannealovaný ocelový plech se zinkovo-železnou slitinovou povrchovou vrstvou.
Podle srovnávacího průvodce společnosti Unionfab tato slitinová transformace přináší následující výhody:
- Vynikající přilnavost nátěru bez nutnosti předchozí úpravy povrchu
- Vyšší svařitelnost s nižším výskytem toxických výparů
- Tvrdší a odolnější povrch vůči opotřebení
- Jednotný matně šedý povrch, ideální pro estetické aplikace
Automobilový průmysl se těžce spoléhá na galvanizovanou ocel s následným žíháním pro karosérie právě proto, že se čistě svařuje a dokonale přijímá nátěr – což jsou klíčové požadavky pro sériovou výrobu.
| Kritéria | Horké zinkování | Elektrolytické pozinkování | Galvannealování |
|---|---|---|---|
| Tloušťka povlaku | 50–100 µm | 5–15 µm | 5–15 µm |
| Odolnost proti korozi | Vynikající (venkovní prostředí) | Střední (vyžaduje sekundární povrchovou úpravu) | Dobrá po natření |
| Svářivost | Průměrná (zinek se může odpařit) | - Spravedlivé. | Vynikající |
| Nátěrnost | Omezená (vyžaduje předúpravu povrchu) | Dobrá po nanesení základního nátěru | Velmi dobrá (žádná předúprava není nutná) |
| Vzhled povrchu | Lesklý, jiskřivě stříbrný | Hladký, jednotný | Tmavě matně šedá |
| Typické aplikace | Venkovní konstrukce, zábradlí, systémy vytápění, ventilace a klimatizace (HVAC) | Elektrické rozvaděče, stropní panely | Automobilové panely, domácí spotřebiče |
| Relativní náklady | Mírný | Nižší | Nekolik vyšší |
Při hodnocení výrobců pozinkovaného plechu poskytuje pochopení nabízených metod pozinkování – a metod, které doporučují pro vaše konkrétní použití – cenné informace o jejich technické zdatnosti. Zkušený dodavatel nejen naplní vaši objednávku, ale také vás provede výběrem metody pozinkování, která optimalizuje výkon pro vaše konkrétní požadavky.
Poté, co jsou metody pozinkování jasně definovány, další klíčovou specifikací, kterou je třeba pochopit, je hmotnost povlaku – standardizovaný systém, který výrobci používají k přesnému určení množství zinkové ochrany, kterou získáváte.
Hmotnost zinkového povlaku a úrovně ochrany
Už jste viděli označení na technických listech – G30, G60, G90 – ale co tyto číselné údaje ve skutečnosti znamenají? Porozumění označením hmotnosti zinkového povlaku je nezbytné pro správné vyhodnocení materiálových specifikací vzhledem k požadavkům vaší aplikace na odolnost proti korozi. Přesto se jedná o jednu z nejčastěji nepochopených oblastí při nákupu pozinkované oceli.
Zde je vysvětleno, co tato čísla ve skutečnosti znamenají – a jak je můžete využít ke chytřejším rozhodnutím při výběru dodavatelů.
Rozluštění označení hmotnosti zinkového povlaku
Systém označení „G“, definovaný v normě ASTM A653/A653M, přesně udává, kolik zinku chrání vaši ocel. Podle Technické dokumentace GalvInfo Center číslo za písmenem „G“ udává minimální hmotnost zinkového povlaku v uncích na čtvereční stopu, změřenou jako průměr trojníkového měření (TST) na obou stranách plechu.
Vezměme si například pozinkovanou ocel třídy G90. Číslo „90“ udává minimální hmotnost povlaku 0,90 oz/ft² celkem – tedy přibližně 0,45 oz/ft² na každou stranu při rovnoměrném nanášení. Tento zinkový povlak třídy G90 odpovídá přibližně 21 µm tloušťky zinku na každou stranu a poskytuje spolehlivou ochranu pro venkovní a náročné aplikace.
Avšak následující skutečnost často uniká mnoha kupujícím: hmotnost povlaku přímo souvisí s délkou životnosti ochrany. Jak potvrzuje průvodce výběrem povlaků GalvInfo Center, tento vztah je přibližně lineární – zdvojnásobení hmotnosti povlaku přibližně zdvojnásobí dobu životnosti v daném prostředí.
| Označení povlaku | Hmotnost zinku (oz/ft²) | Přibližná tloušťka na každou stranu | Doporučené aplikace |
|---|---|---|---|
| G30 | 0,30 celkem | ~2,5 µm | Nosná konstrukce pro vnitřní použití, součásti spotřebičů, suché prostředí |
| G60 galvanizovaná | 0,60 celkem | ~5 µm | Klimatizační systémy, lehčí venkovní použití, kryté konstrukce |
| G90 pozinkovaný | 0,90 celkem | cca 7,5 µm | Střešní krytiny, obklady, zemědělská technika, obecné použití venku |
| G115 | 1,15 celkem | cca 10 µm | Prodloužená expozice venku, mírně průmyslové prostředí |
| G140 | 1,40 celkem | ~12 µm | Přísné povětrnostní podmínky, průmyslové zařízení |
| G235 | celkem 2,35 | ~20 µm | Zábradlí, halové stavby na sloupech, námořní/pobřežní konstrukce, maximální ochrana |
Přizpůsobení hmotnosti povlaku požadavkům aplikace
Výběr správného zinkovaného povlaku neznamená jen vybrat nejtěžší dostupný povlak. I když tlustší povlaky poskytují lepší ochranu, zvyšují také náklady na materiál a mohou ovlivnit tvárnost při složitých operacích stříhání a tváření . Klíčové je přizpůsobit povlak třídy G90 – nebo jakékoli jiné označení, které zvolíte – skutečným provozním podmínkám.
Při určování vhodné hmotnosti povlaku zvažte tyto faktory:
- Prostředí vystavení: Pobřežní a námořní aplikace jsou vystaveny agresivnímu postřiku solným roztokem, který urychluje spotřebu zinku. Průmyslové oblasti s expozicí oxidu siřičitého nebo chloridů vyžadují podobně silnější povlaky. Suché vnitřní prostředí může vyžadovat pouze ochranu třídy G30 nebo G60.
- Předpokládaná životnost: Podle korozního modelování společnosti GalvInfo může ocel s povlakem G90 v průměrných předměstských podmínkách vydržet přibližně 20 let, než se objeví 5 % červené rzi. Potřebujete životnost 30 let a více? Zvažte povlak G140 nebo silnější.
- Dodatečné povlaky: Pokud plánujete hotový výrobek natřít nebo pokrýt práškovým nátěrem, nemusíte nutně použít maximální zinkový povlak. Barva poskytuje dodatečnou bariérovou ochranu, což vám umožňuje specifikovat lehčí povlak G90 a snížit náklady.
- Požadavky na tváření: Silnější povlaky se mohou prasknout při náročných tvářecích operacích. U hlubokého tažení nebo složitého stříhání často lépe výkonově vynikají lehčí povlaky, přestože stále poskytují dostatečnou ochranu.
- Rozpočtové úvahy: Zinek je komodita s kolísajícími cenami. Těžší povlaky znamenají více zinku na čtvereční stopu – někdy výrazně ovlivňují materiálové náklady u objednávek velkého objemu.
Například Hascall Steel poznamenává , nejčastěji používanou specifikací pro obecné venkovní aplikace stále zůstává pozinkovaná ocel třídy G90 – která nabízí optimální rovnováhu mezi ochranou, cenou a zpracovatelností pro většinu průmyslových použití.
Porozumění označením hmotnosti povlaku vám umožní vést informované rozhovory s výrobci pozinkovaného plechu. Místo toho, abyste prostě přijali jejich standardní doporučení, můžete přesně určit, co vaše konkrétní aplikace vyžaduje – a ověřit, že jejich výrobky splňují tyto specifikace prostřednictvím příslušných zkušebních protokolů ASTM.
Mluvě o normách, pojďme rozluštit specifikace ASTM, které upravují výrobu a certifikaci pozinkovaných výrobků – začneme kritickou normou A653, která definuje třídy oceli a požadavky na kvalitu.

Normy ASTM a specifikace tříd oceli
Zvolili jste způsob žárového zinkování a určili vhodnou hmotnost povlaku – ale existuje ještě jedna klíčová vrstva specifikací žárově zinkované oceli, která odděluje informované kupující od těch, kteří objednávají bez předchozího zvážení. Normy ASTM upravující výrobu žárově zinkovaného plechu stanovují nejen požadavky na povlak, ale také základní vlastnosti oceli, které rozhodují o tom, zda bude váš materiál fungovat tak, jak se očekává.
Při prohlížení nabídek výrobců žárově zinkovaného plechu narazíte na označení jako CS-B, DS nebo SS třída 33. Co tyto označení ve skutečnosti znamenají pro vaši konkrétní aplikaci? Pojďme rozluštit ty nejdůležitější normy.
Vysvětlení požadavků normy ASTM A653
ASTM A653 je základní specifikací pro žárově zinkované ocelové plechy a cívky v Severní Americe. Jako Technický průvodce firmy Vitina Roof vysvětluje, že tento standard – vyvinutý Americkou společností pro zkoušení a materiály (ASTM) – stanovuje všechny požadavky, od hmotnosti povlaku po mechanické vlastnosti a kvalitu povrchu.
Ale zde je něco, co mnoho odborníků na nákupy přehlíží: ASTM A653 nereguluje pouze zinkový povlak. Určuje také vlastnosti základní oceli prostřednictvím systému označení tříd. Doprovodný standard ASTM A924 pokrývá obecné požadavky, včetně informací pro objednávku, zkušebních metod a kritérií pro kontrolu, které se vztahují na všechny produkty pozinkovaných plechů.
Společně tyto standardy zajišťují, že při objednání oceli dle ASTM A653 v konkrétní třídě získáte materiál s předvídatelnými a konzistentními vlastnostmi – bez ohledu na to, který výrobce jej vyrobil. Právě tato standardizace umožňuje nákup založený na specifikacích v rámci celosvětového dodavatelského řetězce.
Klíčové prvky pokryté standardem ASTM A653 zahrnují:
- Označení hmotnosti povlaku: Specifikace řady G (G30 až G235), které jsme dříve probírali
- Klasifikace tříd ocelí: Označení udávající tvářitelnost, pevnost a zamýšlené použití
- Požadavky na mechanické vlastnosti: Minimální hodnoty meze kluzu, pevnosti v tahu a prodloužení
- Normy kvality povrchu: Požadavky na vzhled a přípustnou úroveň nedostatků
- Způsoby zkoušení: Postupy pro ověření hmotnosti povlaku, jeho přilnavosti a mechanických vlastností
Porozumění požadavkům normy ASTM A653 vám umožňuje formulovat specifikace, které jednoznačně vyjadřují vaše požadavky – a zároveň ověřit, zda dodané materiály skutečně těmto specifikacím vyhovují.
Označení tříd ocelí a jejich význam
Označení třídy oceli je to, co činí normu ASTM A653 skutečně užitečnou pro inženýry a nákupní manažery. Tyto třídy přesně určují, jaké vlastnosti má základní ocel – jak se bude tvářit, jakou má pevnost a pro jaké aplikace je vhodná.
Níže je přehled hlavních tříd pozinkovaných ocelových plechů, se kterými se setkáte:
- CS-A a CS-B (komerční ocel): Pracovní koně trhu s pozinkovanými plechy z komerční oceli. Ocelové třídy CS jsou univerzální materiály vhodné pro ohýbání, středně náročné tváření a svařování. CS-B má o něco přísnější kontrolu chemického složení než CS-A, což zajišťuje mírně lepší tvářitelnost. Typické aplikace zahrnují střešní podlahy, obklady, zásobníky a součásti klimatizačních zařízení, kde není vyžadováno složité tváření.
- FS (tvářecí ocel): Když vaše aplikace vyžaduje rozsáhlejší tváření, než je schopna poskytnout komerční ocel – například válcování nebo středně náročné tažení – třída FS toto splňuje. Vyšší obsah uhlíku ve srovnání s taženou ocelí poskytuje vyšší pevnost při zachování dostatečné tvářitelnosti pro tvarované součásti.
- DS (tažená ocel): Navrženo pro aplikace vyžadující významnou plastickou deformaci. Zinkovaný plech z nízkouhlíkové oceli ve stupni DS má řízené obsahy uhlíku a manganu, které zvyšují tažnost. Tento stupeň se běžně používá v automobilových komponentách, krytech domácích spotřebičů a jakýchkoli výrobcích vyžadujících hluboké tvary bez praskání.
- DDS (hlubokotažná ocel): Stupeň DDS posouvá tvářitelnost dále – má velmi nízký obsah uhlíku a přísně řízené obsahy nečistot. To zajišťuje vynikající vlastnosti prodloužení – obvykle minimálně 42 % – a umožňuje oceli protahovat se do složitých trojrozměrných tvarů. Materiál DDS se často používá u kuchyňských dřezů, podlahových panely automobilů a krytů olejových filtrů.
- EDDS (extra hlubokotažná ocel): Nejformovatelnější pozinkovaná ocel na trhu; EDDS se používá v případech, kdy není pro danou aplikaci postačující ocel třídy DDS. Meziprvková chemie (extrémně nízký obsah uhlíku a dusíku) zajišťuje vynikající tažnost pro nejnáročnější operace tváření. Typickými aplikacemi jsou karosérie automobilů a složité součásti domácích spotřebičů.
- SS (konstrukční ocel): Na rozdíl od tříd určených pro tváření mají třídy SS za cíl především pevnost, nikoli formovatelnost. Třída SS 33 zaručuje minimální mez kluzu 33 ksi; třída SS 50 zaručuje minimální mez kluzu 50 ksi. Tyto pozinkované ocelové plechy se používají v nosných konstrukcích – např. v rámci budov, vysílacích věžích, mostních prvcích – kde je rozhodující strukturální integrita, nikoli schopnost tváření.
| Označení třídy | Úroveň formovatelnosti | Typická mez kluzu | Hlavní charakteristiky | Společné aplikace |
|---|---|---|---|---|
| CS-A/CS-B | Nízká až střední | Není uvedeno | Univerzální, svařitelné | Střešní krytiny, obklady, potrubí pro klimatizaci, nádrže |
| FS | Mírný | Není uvedeno | Zlepšená formovatelnost oproti třídám CS | Rolované profily, středně náročné tažení |
| DS | Dobrá | Není uvedeno | Nízkouhlíková, řízená chemická složení | Kryty spotřebičů, automobilové díly |
| DDS | Velmi dobré | Není uvedeno | Velmi nízký obsah uhlíku, minimální prodloužení 42 % | Hlubokotažené díly, kuchyňské dřezy |
| EDDS | Vynikající | Není uvedeno | Bez mezipolohových atomů uhlíku, maximální tažnost | Složité tvářené díly, karosérie |
| Nerezová ocel třídy 33 | LIMITED | minimální pevnost v tahu 33 ksi | Konstrukční pevnost, definované vlastnosti | Nosné konstrukce, průvlaky, lehké konstrukce |
| Třída SS 50 | LIMITED | minimálně 50 ksi | Konstrukční ocel vysoké pevnosti | Těžké konstrukce, mosty, věže |
Rozdíl má větší význam, než by se mohlo zdát. Objednejte pozinkovaný komerční plech třídy DDS, pokud potřebujete jeho tvárnost, a vaše díly se prasknou při lisování. Uveďte třídu EDDS, pokud by standardní komerční ocel postačila, a zaplatíte tak nadměrnou cenu za schopnosti, které nepotřebujete.
Zkušení výrobci pozinkovaného plechu položí podrobné otázky týkající se vašich tvářecích operací ještě před tím, než doporučí vhodnou třídu materiálu. Pokud dodavatel nabízí pouze „pozinkovanou ocel“ bez diskuse o specifikacích třídy, je to varovný signál, který naznačuje omezenou technickou způsobilost.
Po objasnění norem ASTM a tříd oceli jste nyní schopni vypracovat přesné technické specifikace. Specifikace samy o sobě však obraz nekompletují – musíte také pochopit formy výrobků a rozměrové konvence, které výrobci používají při dodávce pozinkovaných materiálů do vašeho závodu.
Formy výrobků a standardní specifikace
Zvolili jste metodu zinkování, hmotnost povlaku a třídu oceli – ale nyní vzniká překvapivě složitá otázka: v jaké formě by měl váš materiál ve skutečnosti dorazit? Výrobci pozinkovaného plechu nabízejí své produkty v různých formách, přičemž každá z nich má své výhody, které závisí na vaší výrobní konfiguraci a objemech objednávek.
Pochopte-li rozměry plechů, označení tloušťky (gauge) a rozdíl mezi dodávkou v kotouči a jako listy, může to znamenat rozdíl mezi hladkým průběhem výroby a drahým odpadem materiálu. Podívejme se podrobně na to, co potřebujete vědět.
Standardní rozměry plechů a označení tloušťky (gauge)
Zde je něco, co dokonce zkušené nákupní manažery často mate: čísla označující tloušťku (gauge) nejsou univerzálními jednotkami. Podle komplexního průvodce označením tloušťky (gauge) od společnosti Makerverse například plech oceli s označením 16 gauge není stejně silný jako plech hliníku s označením 16 gauge – a pro pozinkovanou ocel platí zcela samostatná stupnice.
Systém označování tloušťky materiálu (gauge) vznikl v 19. století jako průmyslová zkratka. Čím je číslo gauge menší, tím je materiál tlustší. Avšak zde je háček: tento vztah není lineární a liší se podle druhu kovu. Vždy ověřte skutečnou tloušťku v milimetrech nebo palcích, nikoli pouze na základě čísel gauge.
U pozinkovaných plechů a plochých polotovarů z plechu většina dodavatelů používá systém Birmingham Wire Gauge (BWG). Plech z oceli s označením 20 gauge – jedna z nejčastěji specifikovaných tlouštěk – má přibližnou tloušťku 0,91 mm nebo 0,0359 palce. Tato specifikace ocelového plechu 20 gauge je oblíbená pro výrobu potrubí klimatizačních zařízení, lehkých krytů a obecného zpracování, kde se střední tuhost kombinuje s dobrým zpracovatelností.
| Číslo měrníku | Tloušťka (palců) | Tloušťka (mm) | Společné aplikace |
|---|---|---|---|
| 26 gauge | 0.0179 | 0.45 | Lehké potrubí, akustické panely, dekorativní lišty |
| 24 gauge | 0.0239 | 0.61 | Klimatizační systémy, panelové části spotřebičů, elektrické kryty |
| 22 gauge | 0.0299 | 0.76 | Střešní krytiny, fasádní obklady, zpracování střední náročnosti |
| plech o tloušťce 20 jinek | 0.0359 | 0.91 | Obecné zpracování, upevňovací prvky, kryty, potrubí |
| 18 gauge | 0.0478 | 1.21 | Konstrukční součásti, automobilové díly, těžké kryty |
| 16 GA | 0.0598 | 1.52 | Součásti podvozku, rámy, průmyslová zařízení |
| 14 GA | 0.0747 | 1.90 | Těžké konstrukční prvky, zemědělská technika, přívěsy |
| 12 GA | 0.1046 | 2.66 | Těžké konstrukční prvky, ochranné mříže pro stroje |
| 10 GA | 0.1345 | 3.42 | Plošné aplikace, součásti vystavené vysokým zatížením |
Jak uvádí společnost All Metals Fabrication, plech se při tloušťce přesahující číslo 7 (přibližně 0,188 palce) přesouvá do kategorie „desek“. Nad tuto hranici se označení tloušťky mění z číselných hodnot kalibru na desetinná čísla – objednáváte například desku tloušťky 0,250 palce nebo 0,500 palce, nikoli specifikaci čísla kalibru.
Standardní rozměry pozinkovaných plechů obvykle nabízejí dvě běžné šířky: čtyři stopy (48 palců) a pět stop (60 palců). Možnosti délky zahrnují nejčastěji plechy o délce 8 stop, 10 stop a 12 stop, přičemž nejčastěji skladem u distributorů je rozměr 4' × 10'.
Proč je to důležité? Optimalizace rozložení dílů na standardních rozměrech plechů minimalizuje odpad. Při řezání polotovaru o délce 6 stop z plechu o délce 10 stop vznikne zbytek o délce 4 stop – což může být zbytečný odpad, pokud se tento kus nedá použít jinde.
Průvodce výběrem mezi cívkou a plechem
Kromě plochých plechů nabízejí výrobci pozinkovaného plechu materiál také ve formě cívek – pevně navinutých rolí, které se během zpracování odvíjejí. Průvodce specifikací společnosti MD Metals výběr mezi pozinkovanými cívkami a předřezanými plechy vyžaduje zvážení několika výrobních faktorů.
Galvanizované cívky plechu pocházejí ze stejného výrobního procesu jako plechy – ve skutečnosti plechy vznikají z cívek. Zpracovatelské provozy používají masivní vyrovnávací stroje k rozvinutí materiálu, jeho vyrovnání a nařezání na přepravní délky vhodné pro skládání. Pokud objednáváte cívky přímo, v podstatě obdržíte materiál ještě před tímto sekundárním zpracováním.
Zvažte tyto faktory při rozhodování mezi formáty:
- Možnosti zařízení: Zpracování cívek vyžaduje odvíječe, narovnávače a přívodní systémy. Pokud váš provoz nemá takové zařízení, předem nařezané plechy eliminují nutnost kapitálových investic. Provody s linkami pro zpracování cívek však profitují z nepřetržitého přívodu materiálu, který maximalizuje využití strojů.
- Redukce odpadu: Cívky umožňují nařezání libovolných délek přizpůsobených přesně rozměrům vašich dílů. Místo práce se standardními plechy o délce 10 stop můžete naprogramovat přesné polotovary, které minimalizují odpad. U výroby vysokého objemu často tento optimalizační efekt ospravedlní náklady na zařízení pro zpracování cívek.
- Minimální objednatelná množství: Objednávky cívek obvykle vyžadují větší závazky – často minimálně 10 000 liber a více – oproti nákupu plechů, kde můžete objednat jen několik kusů. Provozy s nižším objemem mohou považovat plechy za praktičtější, i když jsou náklady na libru mírně vyšší.
- Požadavky na ukládání: Cívky umožňují úsporné ukládání s vysokou hustotou, přičemž zabírají méně podlahové plochy než ekvivalentní množství plechů. Vyžadují však vhodné regálové systémy a manipulační vybavení (např. vozíky s ramy pro cívky nebo háky ve tvaru písmene C), které nejsou pro plechy nutné.
- Dodací lhůty: Standardní rozměry plechů se obvykle dodávají rychleji ze skladových zásob distributora. Naopak řezání cívek na míru nebo specifické požadavky na šířku mohou prodloužit dobu zpracování vaší objednávky.
U automatických operací razení nebo válcování na tisíce dílů jsou cívky téměř vždy vhodnou volbou. Nepřetržitý přívod materiálu snižuje dobu manipulace mezi polotovary a umožňuje úspornější uspořádání dílů.
Někteří výrobci nabízejí oba formáty ze stejného závodu, čímž vám umožňují zakoupit plechy pro výrobu prototypů a po dosažení objemů výroby, které tento přechod ospravedlní, přepnout na cívky. Tuto flexibilitu stojí za to zvážit i při kvalifikaci nových dodavatelů.
Jakmile jsou jasné tvary výrobků a konvence pro jejich rozměry, můžete tyto specifikace přizpůsobit konkrétním průmyslovým aplikacím – skutečné požadavky automobilového, stavebního a zemědělského průmyslu určují přesně, které kombinace tloušťky (kalibru), povlaku a formátu zajišťují optimální výkon.
Průmyslové aplikace a požadavky na materiál
Znání vaší tloušťky, hmotnosti povlaku a třídy oceli je nezbytné – ale jak se tyto specifikace promítají do skutečného výkonu v praxi? Různé průmyslové odvětví vyžadují různé materiálové vlastnosti a výrobci pozinkovaného plechu své nabídky příslušně přizpůsobují. To, co dokonale funguje u klimatizačních potrubí, může katastrofálně selhat u zemědělské techniky. To, co se vyznačuje vynikajícími vlastnostmi u karosériových panelů automobilů, může být nadměrné pro vnitřní nosné konstrukce.
Podívejme se na konkrétní požadavky, které určují výběr materiálů ve třech hlavních odvětvích – a na specifikace, které oddělují uspokojivý výkon od optimálních výsledků.
Specifikace a požadavky automobilového průmyslu
Automobilový průmysl patří mezi nejnáročnější oblasti použití pozinkovaného ocelového plechu. Od součástí podvozku až po karosériové panely musí vozidla využívat materiály, které odolávají silnému působení soli používané na silnicích, vlhkosti i desetiletím provozu – a zároveň splňují přísné požadavky na tvářitelnost a svařitelnost.
Podle průvodce specifikací společnosti BJCX Steel automobiloví výrobci často stanovují pozinkovanou ocel třídy SGLC pro její zvýšenou odolnost proti korozi a tvářitelnost. Tato třída udržuje svou ochrannou vrstvu za nepříznivých podmínek a zároveň umožňuje složité tvářecí operace, které vyžadují moderní konstrukce vozidel.
Zde je přehled požadavků typických pro automobilové aplikace:
- Rám a součásti zavěšení: Pozinkovaná konstrukční ocel ve třídách SS (mezní pevnost v tahu 33 ksi nebo 50 ksi) pro nosné díly. Ochranné povlaky G90 nebo těžší chrání před rozstřikem z cesty a solí. Zde je důležitá svařitelnost – materiály s galvanizovaným povrchem (galvanneal) často převyšují alternativy s horkým potápěním, protože při svařování vzniká méně toxických výparů a čistější svarové spoje.
- Karosárie a uzavírací prvky: Třídy EDDS nebo DDS jsou dominantní, protože poskytují extrémní tvářitelnost potřebnou pro složité obrysy. Preferují se galvanizované povlaky (galvanneal), protože jsou kompatibilní s automobilovými systémy nátěru bez rozsáhlé přípravy povrchu – což je rozhodující faktor nákladů při sériové výrobě.
- Konstrukční vyztužení: Ocelový plech z mírné oceli ve stupních DS nebo FS nabízí rovnováhu mezi tvárností a pevností. Tyto komponenty nepotřebují extrémní tažnost, jakou vyžadují karosérie, avšak stále vyžadují spolehlivou ochranu proti korozi.
- Vystavené komponenty podvozku: Maximální odolnost proti korozi má přednost. Ochranné povlaky G140 nebo G235 v kombinaci s ponorným žárovým zinkováním chrání palivové nádrže, podlahové panely a kryty kol před agresivním prostředím soli a vlhkosti pod vozidly.
Důraz automobilového průmyslu na svařitelnost vysvětluje, proč je pro karoserní panely dominantní galvanizovaná ocel s následným žárovým zpracováním (galvanneal). Když výrobci za výrobní linky svařují stovky spojů na jedno vozidlo, není konzistentní kvalita svarů volbou – je nezbytná pro strukturální integritu a bezpečnost při nehodách.
Stavební a zemědělské aplikace
Stavebnictví a zemědělství sdílejí společnou výzvu: výrobky musí vydržet náročné venkovní podmínky po dlouhou dobu s minimální údržbou. Jejich konkrétní požadavky se však výrazně liší podle specifických aplikací.
Stavební aplikace
Od potrubí pro klimatizační systémy po nosné konstrukce se výrobky z pozinkované ocelové plechoviny a plechu využívají ve stavebnictví v celém rozsahu. Klíčové je přizpůsobit odolnost proti korozi podmínkám expozice a tvárnost zpracovatelným metodám.
- VZT potrubí: Rovinný plech o tloušťce 20–24 gauge s povlakem G60 zvládne většinu vnitřních aplikací. Střední hmotnost povlaku poskytuje dostatečnou ochranu pro prostředí s regulovanou teplotou, přičemž zůstávají materiálové náklady rozumné. Komerční ocelové třídy (CS-A nebo CS-B) nabízejí dostatečnou tvárnost pro běžné výrobní procesy potrubí.
- Kovové střešní a fasádní prvky: Exteriérní vystavení vyžaduje silnější povlaky – minimálně G90 pro většinu klimatických podmínek, G140 nebo G235 pro pobřežní nebo průmyslové prostředí. Jak uvádí BJCX Steel, Z275 (povlak 275 g/m²) se často specifikuje pro aplikace, které vyžadují prodlouženou životnost za náročných podmínek.
- Konstrukční rámování: Zinkovaný plech z oceli třídy SS poskytuje pevnost potřebnou pro nosné aplikace. Systémy lehčích ocelových konstrukcí (LGSF) obvykle využívají materiál tloušťky 18 gauge nebo větší s povlakem G60 pro vnitřní aplikace nebo G90 pro exteriérové vystavení.
- Architektonické lišty a střešní krytiny: Vzhled je stejně důležitý jako výkon. Hladké a rovnoměrné povlaky z elektrozinkování nebo galvanizovaného ocelového plechu po následném žárovém zpracování (galvannealed) se často lépe hodí pro viditelné aplikace než jiskřivý povrch materiálu zinkovaného ponorem.
Aplikace v zemědělském strojním vybavení
Zemědělská technika čelí některým z nejnáročnějších korozních výzev ze všech průmyslových odvětví. Jak vysvětluje společnost National Material Company, moderní zemědělci spoléhají na pozinkovanou ocel téměř ve všech oblastech své činnosti – a nízká údržbovost a odolnost proti rezivění tohoto materiálu přímo ovlivňují provozní efektivitu.
Uvažte podmínky expozice: technika je neustále v kontaktu s hnojivy, pesticidy, živočišnými výkaly a vlhkostí. Skladovací zařízení procházejí sezónními cykly mezi vlhkým a suchým prostředím. Oplocení vydrží roky vystavení počasí bez jakéhokoli rozpočtu na údržbu.
- Skladování a manipulace s obilím: Skladovací zásobníky, šnekové dopravníky a kryty dopravníků vyžadují silné pozinkované povlaky (G115 nebo těžší), aby odolaly abrazivnímu a koroznímu působení obilí. Plechy z mírně legované oceli ve stupních CS poskytují dostatečnou tvárnost pro tyto komponenty.
- Zařízení pro chov dobytka: Brány, krmné žlaby a panely obvodových stěn jsou vystaveny kontaktu se zvířaty a odpadními látkami. Minimální hmotnost povlaku G90 je standardní, přičemž mnoho specifikací vyžaduje povlak G140, aby se prodloužila životnost nad 20 let.
- Zavlažovací zařízení: Trvalý kontakt s vodou – často obsahující rozpuštěné minerály a chemikálie používané k úpravě vody – vyžaduje maximální odolnost proti korozi. Ocelové povlaky AZ (slitina hliníku a zinku) někdy převyšují výkon čistého zinku v těchto aplikacích.
- Oplocení a konstrukční součásti: Podle společnosti National Material Company představuje pozinkované oplocení jednu z nejběžnějších zemědělských aplikací. Materiál je dodáván připravený k montáži bez nutnosti následného natírání a díky své dlouhé životnosti je ekonomický i přes vyšší počáteční náklady ve srovnání s nepozinkovanými alternativami.
Co činí zemědělské aplikace zvláště náročnými? Na rozdíl od automobilového nebo stavebního prostředí, kde jsou podmínky poměrně předvídatelné, se zemědělská technika vystavuje proměnlivým podmínkám – jednu sezónu je uložena v suchém prostředí, v další sezóně pak pracuje v poli v blátě. Tato proměnlivost znamená, že se musí specifikovat pro nejnepříznivější podmínky, což obvykle vyžaduje povlaky s vyšší hmotností z dostupné škály možností.
Rovněž se liší i ekonomická rovnice. Zatímco automobiloví výrobci mohou zahrnout náklady na barvení a sekundární povlaky do svých výrobních nákladů, u zemědělské techniky často tvoří jedinou ochranu proti korozi pouze pozinkování. Výběr správné hmotnosti povlaku již v počáteční fázi rozhoduje o tom, zda bude technika sloužit 15 nebo 30 let.
Když jsou požadavky na použití v těchto hlavních odvětvích jasně definovány, vzniká další klíčová otázka: jak posoudit, který výrobce pozinkovaného plechu je skutečně schopen dodat materiály splňující tyto specifikace? Certifikáty kvality, výrobní kapacity a úrovně služeb se u jednotlivých dodavatelů výrazně liší – a pochopení toho, na co se máte zaměřit, rozhoduje o úspěšném nákupu nebo o nákladných chybách.
Posouzení kvality a kapacit výrobce
Definovali jste své specifikace – způsob pozinkování, hmotnost povlaku, třídu oceli a tvar výrobku. Nyní vzniká otázka, která rozhoduje o tom, zda tyto specifikace skutečně vedou k dodání kvalitních dílů včas: který výrobce pozinkovaného plechu je schopen spolehlivě dodat to, co slibuje?
Rozdíl mezi schopnostmi dodavatele uvedenými na papíře a jeho skutečným výkonem ve světě reálných podmínek může být obrovský. Někteří výrobci ocelových cívek excelují v produkci velkých objemů komoditních výrobků, ale potýkají se s obtížemi při splnění individuálních požadavků. Jiní nabízejí vynikající technickou podporu, avšak nedokážou zvýšit výrobní kapacity tak, aby vyhověly požadavkům výroby. Pochopení toho, jak tyto faktory systematicky vyhodnotit, vám pomůže identifikovat partnery, nikoli pouze dodavatele.
Osvědčení kvality, která mají význam
Certifikáty kvality poskytují objektivní důkaz o tom, že výrobce zavedl systematické procesy pro konzistentní výrobu. Avšak ne všechny certifikáty mají stejnou váhu – některé jsou v závislosti na vašem odvětví mnohem důležitější než jiné.
ISO 9001: Základ
Certifikace ISO 9001 znamená, že výrobce zavedl dokumentovaný systém řízení kvality, který zahrnuje vše od kontroly příchozích materiálů až po zkoušky konečného výrobku. Podle průvodce pro hodnocení továren společnosti Newinds by měla ověření certifikace ISO 9001 patřit mezi vaše první kroky při posuzování jakéhokoli výrobce pozinkované oceli.
Ale zde je to, co mnoho zakupujících přehlíží: ISO 9001 je základní požadavek, nikoli rozlišovací znak. Tuto certifikaci má téměř každý vážný výrobce. Její nepřítomnost je varovným signálem; její přítomnost prostě znamená, že dodavatel splňuje minimální profesionální standardy.
IATF 16949: Automobilový standard
Pro aplikace v automobilovém dodavatelském řetězci je certifikace IATF 16949 daleko důležitější než samotná certifikace ISO 9001. Podle Dokumentace IATF 16949 společnosti AIAG tento standard „stanovuje požadavky na systém řízení kvality pro organizace působící v celosvětovém automobilovém průmyslu“ a byl vyvinut s bezprecedentní účastí průmyslu.
IATF 16949 vychází z normy ISO 9001, avšak přidává požadavky specifické pro automobilový průmysl, včetně:
- Prevence vad: Systémových přístupů k prevenci kvalitních problémů místo jejich detekce až po výrobě
- Snížení variability: Statistického řízení procesů, které minimalizuje nekonzistenci mezi jednotlivými díly
- Nepřetržité zlepšování: Dokumentovaných metod pro trvalé zlepšování kvality
- Požadavky na dodavatelský řetězec: Požadavků na kvalitu, které se rozšiřují po celé dodavatelské síti
Při zakoupení pozinkovaných komponent pro podvozek, zavěšení nebo konstrukční automobilové díly není certifikace IATF 16949 volitelná – obvykle ji OEM výrobci striktně vyžadují. Výrobci jako Shaoyi (Ningbo) Metal Technology tuto certifikaci udržují speciálně za účelem splnění náročných požadavků automobilového průmyslu na kvalitu vlastních kovových tvarovaných dílů a přesných sestav.
Odvětvové certifikace
Kromě těchto základních certifikací hledejte také osvědčení relevantní pro vaše konkrétní použití:
- ISO 14001: Certifikace systému environmentálního managementu – stává se čím dál více důležitější pro společnosti s požadavky na udržitelnost
- Certifikáty zvláštních procesů: CQI-9 (tepelné zpracování), CQI-11 (nanesení povlaků), CQI-12 (nátěry) a podobné hodnocení AIAG pro výrobce provádějící sekundární procesy
- Schválení zákazníkem: Mnoho výrobců originálních zařízení (OEM) udržuje schválené seznamy dodavatelů, které vyžadují další kvalifikace nad rámec standardních certifikací
Hodnocení výrobních kapacit a úrovní služeb
Certifikáty vám říkají něco o systémech a procesech. Výrobní kapacity vám ukazují, zda je výrobce skutečně schopen splnit vaše konkrétní požadavky. Podle hodnotícího rámce společnosti Newinds poskytuje posouzení výrobních linek, strojního vybavení a míry využití technologií klíčové poznatky o vhodnosti dodavatele.
Podpora navrhu pro výrobu (DFM)
Nejlepší distributoři pozinkované oceli nedělají jen to, že vyplňují objednávky – pomáhají vám optimalizovat vaše návrhy za účelem zvýšení efektivity výroby. Jak Průvodce DFM od OpenBOM vysvětluje, návrh pro výrobu (DFM) „umožňuje efektivní výrobu a snadnou montáž výrobku s minimálními náklady na práci.“
Kvalitní výrobci přezkoumávají vaše návrhy ještě před zahájením výroby a identifikují potenciální problémy s:
- Požadavky na tvářitelnost versus výběr třídy materiálu
- Zohlednění nástrojů, které ovlivňují kvalitu dílů
- Nasčítání tolerance, které může způsobit problémy při montáži
- Příležitosti ke snížení nákladů prostřednictvím úprav návrhu
Podle OpenBOM pomáhá komplexní podpora DFM minimalizovat „mezeru mezi vývojem a prototypy a sériovou výrobou.“ Výrobci nabízející tuto schopnost prokazují technickou hloubku přesahující základní výrobu – stávají se inženýrskými partnery, jejichž zájem je zaměřen na váš úspěch.
Například dodavatelé jako Shaoyi poskytují komplexní podporu DFM, která optimalizuje návrhy ještě před investicí do nástrojů, čímž potenciálně ušetří významné náklady a zároveň zlepší kvalitu dílů.
Schopnosti rychlé prototypizace
Jak rychle dokáže výrobce vyrobit vzorové díly pro ověření? Tato schopnost má obrovský význam pro časové harmonogramy vývoje nových výrobků. Někteří dodavatelé ocelových cívek potřebují týdny na výrobu prvních vzorků; jiní nabízejí rychlé prototypování, které tento čas zkracuje na několik dní.
Hledejte výrobce nabízející:
- Vyhrazená kapacita pro výrobu prototypů oddělená od výrobních linek
- Možnosti měkkého nástrojového vybavení pro počáteční ověření před investicí do tvrdého nástrojového vybavení
- Rychlá výroba vzorků – pětidenní rychlé prototypování představuje průmyslově vedoucí schopnost
- Podpora iteračních revizí bez nadměrných trestných lhůt
Kapacita sériové výroby a škálovatelnost
Výrobce, který vyrábí vynikající prototypy, ale není schopen přejít na sériovou výrobu, vytváří riziko pro dodavatelský řetězec. Posuďte:
- Celkovou výrobní kapacitu ve vztahu k vašim prognózovaným objemům
- Redundanci zařízení – je schopen pokračovat ve výrobě, pokud selže stroj?
- Hloubku pracovní síly a školicí programy
- Využití kapacity – dodavatelé, kteří pracují s využitím kapacity 95 %, mají omezenou flexibilitu pro váš růst
Automatizované možnosti hromadné výroby ukazují na investice do konzistentního, vysokorozsahového výstupu. Ruční procesy mohou být vhodné pro prototypy, avšak často selhávají při splnění požadavků na opakovatelnost v sériové výrobě.
Reakce na požadavky zákazníků a technická podpora
Když dojde k problémům – a dojít k nim určitě bude – jak rychle reaguje váš dodavatel ocelových cívek? Faktory související se službami často rozeznávají uspokojivé dodavatele od výjimečných partnerů:
- Doba dodání cenové nabídky: Jak dlouho trvá od odeslání žádosti o cenovou nabídku (RFQ) do vypracování formální cenové nabídky? Dodavatelé pozinkované oceli na vrcholné úrovni nabízejí pro standardní požadavky dobu reakce 12 hodin – významná výhoda, pokud porovnáváte několik zdrojů za tlaku termínů.
- Přístup ke technické podpoře: Můžete komunikovat přímo s inženýry nebo musí všechno projít přes obchodní zástupce? Přímý přístup k inženýrům urychluje řešení problémů i optimalizaci návrhu.
- Rychlost komunikace: Posuďte, jak rychle dodavatelé reagují na běžné dotazy. Jejich chování během prodejního procesu obvykle předpovídá jejich reakční schopnost poté, co se stanete jejich zákazníkem.
- Historie řešení problémů: Požádejte o reference a konkrétně se zeptejte, jak dodavatel řešil problémy s kvalitou nebo výzvami spojenými s dodávkami. Dokonalé výsledky jsou vzácné; důležitější než dokonalost je profesionální přístup k řešení problémů.
Kontrolní seznam pro hodnocení výrobce
Použijte tento rámec při hodnocení potenciálních výrobců pozinkovaných plechů:
- Ověřeny certifikace: ISO 9001 (základní úroveň), IATF 16949 (automobilový průmysl), odvětvově specifické certifikáty ověřené a platné
- Auditované systémy řízení kvality: Kontrola příchozích materiálů, kontrolní opatření během výroby, koneční zkoušky, protokoly kalibrace, záznamy o nápravných opatřeních byly přezkoumány
- Hodnocené výrobní kapacity: Seznam zařízení, analýza kapacity, úroveň automatizace, dokumentovaná kvalifikace pracovní síly
- Podpora při návrhu pro výrobu (DFM) potvrzena: Inženýrské zdroje jsou k dispozici, proces revize návrhu je definován, uvedeny příklady optimalizace
- Rychlost výroby prototypů ověřena: Časový plán pro rychlou výrobu prototypů potvrzen, kvalita vzorků posouzena, proces revizí pochopen
- Škálovatelnost vyhodnocena: Výpočet dostupné kapacitní rezervy proveden, redundance zařízení potvrzena, diskutováno přizpůsobení růstu
- Spolehlivost dodavatelského řetězce zkontrolována: Zdroje surovin ověřeny, postupy správy zásob posouzeny, získány metriky dodání včas
- Úroveň služeb otestována: Zkušenost s dobou přípravy cenových nabídek, hodnocení reakční schopnosti technické podpory, posouzení kvality komunikace
- Kontaktovány reference: Byli interviewováni zákazníci s podobným objemem objednávek, probíraly se příklady řešení problémů a potvrzovala se celková spokojenost
Jak doporučuje společnost Newinds, zvažte použití vážené hodnotící matice – například kvalita 30 %, dodání 25 %, náklady 20 %, soulad s požadavky 15 %, služby 10 % – pro objektivní porovnání dodavatelů v těchto oblastech. Tento systematický přístup odstraní emocionální složku z rozhodování o zásobování a poskytne dokumentaci podporující vaši volbu.
Hodnotící proces vyžaduje čas, avšak investice se vyplácí díky spolehlivému zásobování, konzistentní kvalitě a partnerstvím, která se v průběhu času posilují. Výrobce, který splňuje tyto kritéria, se stává více než dodavatelem – stává se rozšířením vašich výrobních kapacit.
Samozřejmě není pozinkovaná ocel vždy optimální volbou. Pochopení toho, kdy by alternativní materiály odolné proti korozi mohly lépe vyhovovat vaší aplikaci, zajistí, že budete provádět plně informovaná rozhodnutí o zásobování – což je přesně to, co budeme dále analyzovat.
Žárově pozinkovaná ocel versus alternativní materiály
Žárově pozinkovaná ocel dominuje v aplikacích korozivzdorných kovových materiálů – ale je vždy správnou volbou? Pochopení toho, kdy alternativní materiály převyšují výkon žárově pozinkovaných variant, vám pomůže učinit rozhodnutí o nákupu, která optimalizují jak výkon, tak náklady. Někdy má smysl zaplatit více za nerezovou ocel; jindy poskytuje lepší hodnotu galvalume. Klíčem je přizpůsobit vlastnosti materiálu konkrétním požadavkům vaší aplikace.
Podívejme se, jak se žárově pozinkovaná ocel porovnává s nejběžnějšími alternativami – a kdy má každá z těchto možností smysl.
Porovnání výkonu žárově pozinkované oceli a oceli s povlakem galvalume
Ocel s povlakem galvalume představuje nejbližšího konkurenta tradiční žárově pozinkované oceli a místo čistého zinku používá povlak z hliníko-zinkové slitiny (přibližně 55 % hliníku, 43,5 % zinku a 1,5 % křemíku). Podle Technického srovnání společnosti Englert Inc. byl galvalume vynalezen v 60. letech 20. století společností Bethlehem Steel jako vylepšení tradičního zinkování.
Jaký je tedy praktický rozdíl? Hliníková složka v cívkové oceli s povlakem galvalume vytváří stabilní oxidovou vrstvu, která odolává korozi účinněji než čistý zinek ve mnoha prostředích. Zároveň zinek stále poskytuje obětavou ochranu na řezaných hranách a poškrábaných plochách. Tato kombinace obvykle poskytuje dvojnásobnou až čtyřnásobnou životnost oproti běžné pozinkované oceli za podobných podmínek při zkouškách v solné mlze a cyklické korozi.
Zde je to, co potřebujete vědět o rozdílech výkonu:
- Dlouhověkost: Cívková ocel s povlakem zinku obvykle vydrží 20–50 let v závislosti na prostředí; galvalume prodlouží tuto životnost za optimálních podmínek na 40–70 let
- Odolnost vůči teplu: Hliníková složka galvalume odrazí více slunečního záření, čímž vznikne nižší povrchová teplota a snížené tepelné namáhání
- Teplotní cyklování: Slitina hliníku a zinku lépe odolává mikropraskání během opakovaných cyklů zahřívání a chlazení
- Výkon v pobřežních oblastech: V prostředích s vysokou salinitou se galvalume obecně chová lépe než pozinkovaná ocel, i když ani jedna z těchto materiálů nedosahuje úrovně plného hliníku v námořních podmínkách
Pozinkovaná ocelová cívka však stále nabízí výhody v konkrétních situacích. Čistý zinkový povlak na pozinkované oceli poskytuje lepší počáteční obětavou ochranu – to znamená lepší samoopravu poškozených míst v raném stadiu provozu. Tato vlastnost je důležitá pro aplikace s vysokým rizikem poškrábání nebo opotřebení.
Kdy zvážit alternativní materiály
Kromě galvalume existuje několik dalších korozivzdorných materiálů, které konkuruji pozinkovaným ocelovým cívkám. Každý z nich nabízí specifické výhody pro určité aplikace – a také specifické dopady na náklady.
Aluminizovaná ocel
Pokud je důležitější výkon při vysokých teplotách než obecná odolnost proti korozi, aluminizovaná ocel vyniká. Hliníkový povlak odolává teplotám až 1250 °F (675 °C) bez výrazného zhoršení – což zdaleka převyšuje možnosti pozinkovaných ocelových cívek. Typické aplikace zahrnují:
- Výfukové systémy pro automobily a tepelné clony
- Složky průmyslových troub
- Části pecí a topné zařízení
- Grilovací a kuchyňské vybavení
Jaký je kompromis? Aluminizovaná ocel nemá mechanismus obětavé ochrany, který nabízejí zinkové povlaky. Poškrábání nebo řezané okraje se nezahojí samy, což činí tento materiál méně vhodný pro aplikace spojené s mechanickým poškozením nebo opotřebením.
Nerezovou ocel
Pro maximální odolnost vůči korozi bez jakéhokoli povlaku zůstává nerezová ocel nepřekonatelná. Podle srovnání odolnosti vůči korozi od společnosti MetalTek při výběru materiálu dochází k kompromisu mezi náklady a výkonem – a nerezová ocel patří do nejvyšší kategorie jak z hlediska nákladů, tak výkonu.
Běžné nerezové třídy, jako jsou 304 a 316, odolávají korozi díky obsahu chromu, který tvoří pasivní oxidační vrstvu. Tato ochrana je vlastní materiálu, nikoli aplikovaná, a proto se s časem neopotřebuje ani nevyčerpává. Aplikace, kde je použití nerezové oceli vhodné, zahrnují:
- Zařízení pro potravinářský průmysl (shoda s požadavky FDA)
- Systémy pro manipulaci s chemikáliemi
- Námořní vybavení vystavené trvalému působení mořské vody
- Lékařské a farmaceutické přístroje
- Architektonické prvky vyžadující desetiletí údržby bez nutnosti zásahu
Násobek nákladů? V závislosti na třídě a tržních podmínkách jsou náklady na nerezovou ocel obvykle 3–5krát vyšší než náklady na ekvivalentní pozinkovaný ocelový plech. Tato prémie je oprávněná pouze tehdy, když požadavky na odolnost proti korozi přesahují možnosti zinkových povlaků – nebo když aplikace vyžaduje vlastní vlastnosti materiálu spíše než ochranu povlakem.
Lakovaná nebo práškově natřená ocel
Je-li rozhodujícím kritériem estetika, lakovaná nebo práškově natřená ocel nabízí barevné možnosti, které nelze dosáhnout u holého pozinkovaného nebo galvalume povrchu. Tyto povlaky poskytují dodatečnou bariérovou ochranu nad základní úpravou kovu a mohou tak prodloužit životnost výrobku, zároveň však zajišťují i dekorativní povrch.
Moderní systémy kontinuálního povlakování aplikují lakování na pozinkované nebo galvalume podložky, čímž kombinují výhody zinkové ochrany s trvanlivostí barvy. Tento přístup je vhodný pro:
- Architektonické panely a stavební fasády
- Kostry spotřebičů
- Obchodní vybavení a výstavní prvky
- Automobilové dekorativní díly
Zde se nejedná o to, zda lakovaná ocel výkonnostně převyšuje pozinkovanou – jde o to, zda estetické požadavky ospravedlňují dodatečné náklady na povrchovou úpravu a možnost postupného poškození laku v průběhu času.
| Kritéria | Galvanizovaná ocel | GALVALUME Ocel | Aluminizovaná ocel | Nerezovou ocel | Lakované/povrch s práškovým nátěrem |
|---|---|---|---|---|---|
| Odolnost proti korozi | Dobrá (20–50 let) | Vynikající (40–70 let) | Dobrá (bez obětovatelné ochrany) | Vyšší (přirozená) | Dobrá až vynikající (závisí na povrchové úpravě) |
| Relativní náklady | 1,0x (základní hodnota) | 1,05–1,15× | 1,1–1,3× | 3-5x | 1,2–1,5× |
| Odolnost proti teplu | Střední (až 204 °C) | Dobrá (lepší odrazivost) | Vynikající (až do 1250 °F) | Vynikající | Omezená (degradace povlaku) |
| Formovatelnost | Dobrá | Dobrá | Dobrá | Střední až dobrá | Dobrá (závisí na podkladu) |
| Svářivost | Dobrá (zinečnaté výpary) | Dobrá | Dobrá | Vyžaduje zvláštní postupy | Vyžaduje odstranění povlaku |
| Samoregenerace na okrajích | Vynikající | Dobrá | Chudák. | Není k dispozici (vlastní ochrana) | Chudák. |
| Nejlepší použití | Obecné venkovní použití, zemědělství, VZT | Střešní krytiny, dlouhodobé použití venku | Vysokoteplotní prostředí | Chemický průmysl, potravinářství, námořní aplikace | Architektonické, estetické |
Rozhodovací rámec je přímočarý: začněte s pozinkovanou ocelí jako základním materiálem a alternativy uvažujte pouze tehdy, když specifické požadavky dané aplikace vyžadují jejich jedinečné vlastnosti. Galvalume je vhodná volba, pokud prodloužená životnost nebo odrazivost vůči teplu ospravedlňuje mírný navýšený náklad. Hliníkem povlakovaná ocel se hodí pro aplikace za vysokých teplot, kde selhávají běžné povlaky. Nerezová ocel se používá v extrémně korozivních prostředích nebo v případech, kdy to vyžadují předpisy. Barvené povrchy přinášejí přidanou hodnotu pouze tehdy, když barva a vzhled rozhodují o specifikaci.
Pochopení těchto alternativ – i jejich poměru nákladů a přínosů – zajišťuje, že pro každou aplikaci specifikujete správný materiál, nikoli že se automaticky spoléháte na známé možnosti. Někdy zůstávají cívky pozinkované oceli optimální volbou; jindy však vyšší investice do alternativ přináší lepší dlouhodobou hodnotu.
Po objasnění alternativních materiálů nyní máte kompletní technický základ pro podložená rozhodnutí o zakoupení. Posledním krokem je převést tuto znalost do činu – účinně spolupracovat s výrobci při získávání materiálů, které spolehlivě a cenově výhodně splňují vaše specifikace.
Podložená rozhodnutí o výběru výrobce
Prošli jste různými metodami žárového zinkování, dekódovali jste hmotnost povlaků, pochopili jste třídy oceli a vyhodnotili jste alternativní materiály. Nyní nastává okamžik, který rozhoduje o tom, zda se veškerá tato znalost převede na úspěšné zakoupení: skutečný výběr a zapojení výrobců pozinkovaného plechu, kteří dokážou dodat to, co potřebujete, včas a podle vašich požadavků.
Nejde pouze o nalezení nejnižší ceny pozinkované oceli – i když cena samozřejmě hraje roli. Jde o budování dodavatelských vztahů, které dlouhodobě spolehlivě podporují vaše výrobní požadavky. Správný výrobce se stane vaším partnerem; nesprávný se stane závorou.
Klíčové poznatky pro výběr materiálu
Než se obrátíte na dodavatele, shrňte své požadavky do jasné specifikace. Podle průvodce dodavateli společnosti Metal Zenith je důkladné pochopení samotné normy vaší první obranou proti špatným materiálům. Dodavatel, který není schopen s jistotou diskutovat technické podrobnosti, pravděpodobně nemá dostatečnou odbornou hloubku, aby vám efektivně vyhověl.
Ideální dodavatel nabízí více než jen konkurenceschopnou cenu pozinkované oceli – poskytuje záruku kvality, hluboké technické know-how a spolehlivý dodavatelský řetězec, na který se můžete plně spolehnout.
Vaše specifikace by měla zahrnovat tyto klíčové prvky:
- Způsob pozinkování: Ponořovací pozinkování, elektrolytické pozinkování nebo galvanneal – vybráno na základě požadavků na tvárnost, svařitelnost a nátěrovost
- Hmotnost povlaku: G30 až G235, přizpůsobeno prostředí, ve kterém bude materiál vystaven, a očekávané životnosti
- Kvalita oceli: Třídy CS, DS, DDS, EDDS nebo SS, přizpůsobené vašim operacím tváření a požadavkům na pevnost
- Forma produktu: Zinkovaný plech z oceli ve formě předřezaných listů nebo cívek s vhodnou tloušťkou a rozměry pro vaše výrobní zařízení
- Požadované certifikáty: Minimálně certifikace ISO 9001, pro automobilové aplikace certifikace IATF 16949 a další průmyslově specifické osvědčení
S těmito specifikacemi definovanými můžete posuzovat dodavatele na základě objektivních kritérií, nikoli pouze na základě prodejních prezentací.
Další kroky ve vašem nákupním procesu
Podle kontrolního seznamu pro hodnocení dodavatelů společnosti Fry Steel není výběr správného dodavatele kovů pouze nákupním rozhodnutím – jedná se o partnerství, které ovlivňuje kvalitu vašich výrobků, dodací lhůty výroby a dlouhodobou rentabilitu. Ačkoli je důležitá cena zinkované oceli za libru, je to jen jedna část celkového obrazu.
Postupujte podle tohoto akčního plánu, abyste se dostali od výzkumu k vztahům s kvalifikovanými dodavateli:
- Vyberte si 3–5 potenciálních dodavatelů: Na základě vašich technických požadavků, geografických aspektů a objemových potřeb identifikujte výrobce, kteří se zdají být schopni splnit vaše specifikace. Zvažte jak distributory ocelových cívek, tak přímé výrobce v závislosti na objemu vašich objednávek.
- Požádejte o podrobné cenové nabídky: Zašlete žádosti o cenovou nabídku (RFQ), ve kterých přesně uveďte, co potřebujete – nepřijímejte vágní ceny za obecné „zinkované ocelové plechy pro prodej.“ Kvalitní dodavatelé reagují rychle; průmyslově vedoucí výrobci, jako například Shaoyi (Ningbo) Metal Technology poskytují dobu odezvy na standardní žádosti 12 hodin.
- Požadujte protokoly zkoušek výrobního závodu (MTR): Jak zdůrazňuje společnost Metal Zenith, vždy požadujte protokoly zkoušek výrobního závodu nebo certifikáty materiálových zkoušek pro každou cívku či šarži. Tyto dokumenty potvrzují, že materiál splňuje vaši specifikaci ASTM A653 s podrobnou chemickou a mechanickou analýzou.
- Ověřte si certifikace nezávisle: Nevěřte uváděným certifikacím bez ověření. Požádejte o kopie aktuálních certifikátů a ověřte jejich platnost u certifikačních orgánů. Stav certifikace podle IATF 16949 lze například ověřit prostřednictvím databáze IATF.
- Požádejte o vzorky a vyhodnoťte je: Než se rozhodnete pro výrobu v dávkách, požádejte o vzorky pro vlastní testování. Ověřte, zda materiál vyhovuje vašim požadavkům na tvárnost, přilnavost povlaku a vzhled. Možnosti rychlého prototypování – například dodací lhůta 5 dnů – tento proces ověřování výrazně urychlují.
- Posuďte kvalitu technické podpory: Zapojte dodavatele do technických diskusí týkajících se vaší aplikace. Klade vám chytré otázky ohledně vašich tvářecích operací? Nabízí podporu při návrhu pro výrobu (DFM), která pomůže optimalizovat vaše konstrukce? Komplexní doporučení v rámci DFM pomáhají minimalizovat rozdíl mezi fází vývoje a sériovou výrobou.
- Hodnoťte spolehlivost dodavatelského řetězce: Podle metodiky společnosti Fry Steel mohou delší než očekávané dodací lhůty způsobit v rámci vašeho podnikání závažné uzávěry. Zeptejte se na běžné dodací lhůty, hloubku skladových zásob a historii dodržování termínů dodávek.
- Dohodněte podmínky a uzavřete smlouvy: Jakmile jste identifikovali kvalifikované dodavatele, vyjednejte ceny, platební podmínky, minimální objednávací množství a dodací harmonogramy. Pokud je vaše spotřeba předvídatelná, zvažte uzavření rámcových smluv nebo plánovaných vydání.
Výrobci versus distributoři: Jak učinit správnou volbu
Měli byste spolupracovat přímo s výrobci pozinkované oceli nebo prostřednictvím distributorů pozinkované oceli? Odpověď závisí na vaší konkrétní situaci.
Přímé vztahy s výrobci obvykle vyhovují kupujícím, kteří:
- Objednávají velké objemy, které ospravedlňují nákup přímo od výrobce („mill-direct“)
- Potřebují nestandardní specifikace, které nejsou skladem
- Vyžadují zpracování přidané hodnoty integrované do výrobního procesu
- Těží z přímé technické spolupráce při optimalizaci návrhu
Spolupráce prostřednictvím distributorů často dává smysl tehdy, když:
- Objem objednávek klesá pod minimální množství požadovaná výrobcem (často 20 000+ liber)
- Potřebujete rychlou dodávku ze zásob na místní úrovni
- Je vyžadováno několik typů materiálů od jediného dodavatele
- Omezení skladovacích kapacit brání přijetí velkých dodávek
Mnoho úspěšných strategií zakoupení kombinuje oba přístupy – používá distributory pro menší objednávky a prototypování a poté přechází na přímé vztahy s výrobci, jak rostou objemy zakoupení.
U automobilových aplikací vyžadujících přesné tažené komponenty z pozinkovaného plechu často nejlepší výsledky přináší spolupráce se specializovanými výrobci. Společnosti jako Shaoyi kombinují kvalitu certifikovanou podle normy IATF 16949 s rychlým prototypováním a automatizovanou hromadnou výrobou – právě tato kombinace zjednodušuje proces zakoupení od prvních vzorků až po sériovou výrobu.
Investice, kterou jste vložili do pochopení specifikací, norem a kritérií hodnocení pozinkované oceli, vám přináší výhody po celou dobu vašich vztahů se zásobovateli. Díky tomuto znalostnímu zázemí nejste pouze kupcem – jste informovaným partnerem, který je schopen požadovat a ověřovat kvalitu, kterou vaše aplikace vyžadují.
Často kladené otázky týkající se výrobců pozinkovaného plechu
1. Jaký je rozdíl mezi pozinkovanou ocelí G30 a G90?
Označení G udává množství zinkového povlaku v uncích na čtvereční stopu. G30 má celkové množství zinku 0,30 oz/ft² (přibližně 2,5 µm na každou stranu) a je vhodná pro vnitřní aplikace. G90 má 0,90 oz/ft² (přibližně 7,5 µm na každou stranu) a poskytuje robustní ochranu pro venkovní i obecné aplikace. Odolnost proti korozi je přímo úměrná hmotnosti povlaku – v podobných podmínkách bude G90 chránit základní kov přibližně třikrát déle než G30.
2. Co je dražší – pozinkovaná ocel nebo nerezová ocel?
Nerezová ocel je obvykle 3 až 5krát dražší než pozinkovaná ocel. Ačkoli nerezová ocel nabízí výjimečnou vlastní odolnost proti korozi bez nutnosti povlaků, pozinkovaná ocel poskytuje vynikající ochranu pro většinu průmyslových aplikací za zlomek nákladů. Nerezovou ocel vyberte pouze tehdy, pokud extrémní korozní prostředí, soulad s požadavky FDA nebo námořní podmínky vyžadují její prémiové vlastnosti.
3. Jaká certifikáty bych měl hledat při výběru výrobců pozinkovaného plechu?
Certifikace ISO 9001 je základní normou, která potvrzuje existence dokumentovaného systému řízení jakosti. Pro aplikace v dodavatelském řetězci automobilového průmyslu je nezbytná certifikace IATF 16949 – zajišťuje prevenci vad, snížení variability a neustálé zlepšování specifické pro požadavky automobilového průmyslu. Výrobci jako např. Shaoyi (Ningbo) Metal Technology drží certifikaci IATF 16949 spolu s komplexní podporou návrhu pro výrobu (DFM) a schopnostmi rychlého výrobního vzorkování.
4. Jaký je rozdíl mezi žárovým zinkováním a galvanizací s následným žíháním?
Žárové zinkování ponoří ocel do roztaveného zinku při teplotě 450 °C, čímž vznikne silná vrstva (50–100 µm) se specifickým jiskřivým povrchem a vynikající odolností proti korozi ve venkovním prostředí. Galvanizace s následným žíháním přidává další krok tepelného zpracování, který vytvoří povrchovou zinek-železo slitinu; výsledkem je vynikající svařitelnost, vynikající přilnavost nátěru bez nutnosti předchozí úpravy povrchu a matně šedý povrch – proto je tento materiál preferován pro karosérie automobilů a natírané aplikace.
5. Jak si vybrat mezi objednávkou zinkované oceli ve formě cívky nebo listu?
Vyberte formu cívky pro vysokorychlostní automatické stříhání nebo profilování za studena, kde nepřetržité podávání maximalizuje účinnost a individuálně nastavitelné délky řezu minimalizují odpad. Pro nižší výrobní objemy, vývoj prototypů nebo provozy bez zařízení pro zpracování cívek zvolte předem nařezané listy. Minimální objednávka cívek obvykle činí 10 000 liber a více, zatímco listy nabízejí větší flexibilitu pro různorodé a menší zakázky.