 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Kování versus lití: pevnost nebo složitost pro automobilové díly?

SHRNUTÍ
Při výběru mezi kováním a litím pro automobilové díly rozhoduje kompromis mezi pevností a složitostí konstrukce. Kování vytváří mechanicky pevnější a odolnější komponenty, které jsou ideální pro náročné aplikace s vysokým zatížením, jako jsou klikové hřídele a ojnice, při tvarování pevného kovu za obrovského tlaku. Naopak lití spočívá ve vylití roztaveného kovu do formy, což je ekonomičtější proces pro vytváření složitých a intrikátních tvarů, jako jsou bloky válců nebo skříně převodovek.
Porozumění základům: Co je kování a lití?
Aby bylo možné porozumět debatě kování versus odlévání, je nezbytné pochopit základní principy každého výrobního procesu. I když obě metody tvarují kov, jejich přístupy jsou zásadně odlišné, což vede k různým vlastnostem materiálu a aplikacím ve světě automobilů. Ovlivňují tvar kovu na vnitřní úrovni, čímž dochází k významným strukturním změnám.
Odlévání je proces, při kterém se kov zahřívá, dokud nezkapalní. Tento roztavený kov je poté nalit do formy nebo střednice s vlastním tvarem a nechán vychladnout a ztuhnout. Po vychladnutí nová kovová součást získá tvar dutiny formy. Jak podrobně popisuje Reliance Foundry , je tato metoda mimořádně univerzální a umožňuje vyrábět velké a vysoce složité díly, které by bylo obtížné nebo nemožné vyrobit jiným způsobem. Mezi běžné techniky patří pískové lití, tlakové lití a přesné lití, z nichž každá je vhodná pro různou složitost a objemy výroby.
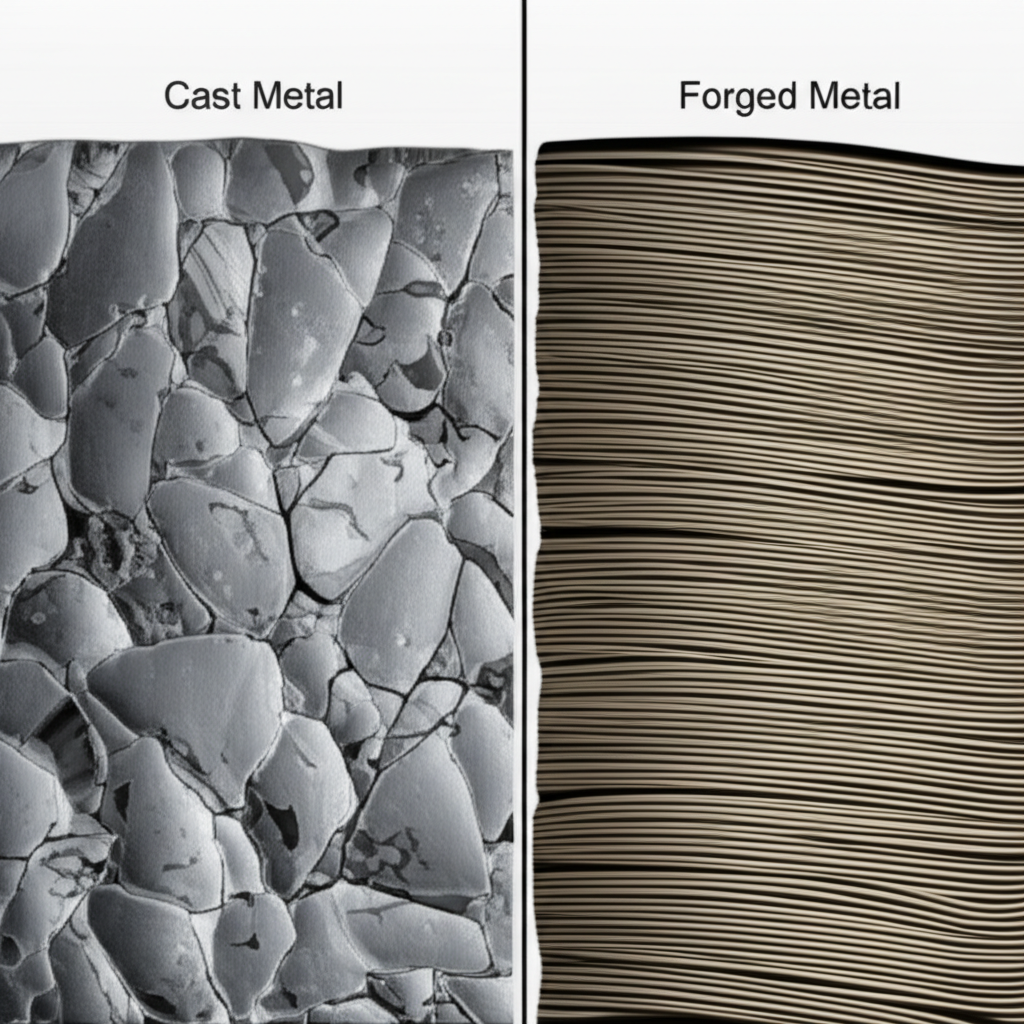
Kování na rozdíl od toho pracuje s kovem v jeho tuhém stavu. Tento proces spočívá v aplikaci obrovské tepelné a mechanické energie – prostřednictvím kování, lisování nebo válcování – na kus kovu, označovaný jako předkovek nebo ingot, za účelem jeho deformace a tvarování. Tento intenzivní tlak zušlechťuje vnitřní zrno kovu a zarovnává jej do tvaru součásti. Toto zarovnání, jak je vysvětleno VPIC Group , je to, co dodává kovaným součástkám jejich výjimečnou pevnost a odolnost proti únavě materiálu, činí tak jednu z nejstarších a nejspolehlivějších technik zpracování kovů.
Hlavní rozdíly: Přímé porovnání
Volba mezi kováním a litím u automobilových dílů přímo ovlivňuje výkon, náklady a možnosti navrhování. Každý proces nabízí jedinečnou sadu výhod a omezení v několika klíčových faktorech. Porozumění těmto rozdílům je klíčové pro výběr optimální metody pro konkrétní součástku.
Pevnost a trvanlivost: Toto je nejvýznamnější odlišující faktor. Kování jednoznačně vyhrává, pokud jde o pevnost. Proces mechanického tvarování kovu zušlechťuje jeho zrnnou strukturu a odstraňuje vnitřní dutiny nebo pórovitost. Výsledkem jsou díly výrazně pevnější, tvrdší a odolnější vůči nárazům a únavě materiálu ve srovnání s odlitými protějšky. Frigate Manufacturing uveďte, že kovaná ocel může být až o 26 % pevnější než odlitá ocel. Odlévání naopak někdy může způsobit vznik vad, jako je pórovitost (uzavřené bubliny vzduchu), které vznikají při chladnutí roztaveného kovu, a ty mohou vytvářet slabá místa a snižovat celkovou strukturální pevnost.
Složitost a podrobnosti konstrukce: Lití má výhodu, pokud jde o složité návrhy. Protože proces začíná roztaveným kovem, může vyplnit komplexní formy a vytvářet díly s rozsáhlými vnitřními průchody, tenkými stěnami a podrobnými prvky. To jej činí ideálním pro součásti jako jsou bloky motorů a hlavy válců. Tváření je v tomto ohledu omezenější; obrovský tlak, který je nutný, ztěžuje a zdražuje výrobu velmi komplexních tvarů, zejména těch s intrikátními vnitřními geometriemi.
Integrita a kvalita materiálu: Tvářené díly obecně mají předvídatelnější a rovnoměrnější strukturu materiálu. Směr zrn sleduje obrys dílu, čímž se zlepšují jeho mechanické vlastnosti. Odlité díly, i když jsou vhodné pro mnoho aplikací, mají náhodnější strukturu zrn a mohou být náchylné na vady jako smrštění, trhliny nebo pórovitost během chladnutí. Pokročilé metody kontroly kvality, jako jsou rentgenové snímky, však mohou pomoci tyto problémy identifikovat a eliminovat.
Náklady a rychlost výroby: Výhoda každé metody závisí ve velké míře na složitosti dílu a objemu výroby. Odlití je často levnější pro složité díly a velké výrobní řady, protože nástroje (otvory) lze opakovaně použít a proces může být vysoce automatizovaný. Kovářství často vyžaduje vyšší náklady na počáteční nářadí a může být energeticky náročnější, což je v počátečním období dražší. Pro jednodušší tvary s velkým objemem však může být kovářství nákladově konkurenceschopné a jeho vyšší trvanlivost může vést k lepší dlouhodobé hodnotě.
| Atribut | Kovářství | Vytváření |
|---|---|---|
| Síla & odolnost | Nadřazená struktura zrn, vysoká hustot. | Nízká; potenciál pro porozitu a náhodnou strukturu zrn. |
| Komplexní design | Omezené, nejlepší pro jednodušší tvary. | Vynikající, ideální pro složitou geometrii. |
| Integrita materiálu | Vysoká předvídatelnost, bez prázdných míst. | Může mít vady jako je porositita nebo zmenšení. |
| Náklady | Vyšší počáteční náklady na nářadí; lepší dlouhodobá hodnota pro části s vysokým namáhením. | Nízké náklady na obrábění nástrojů, nákladově efektivnější pro složité tvary a sériovou výrobu. |
Aplikace ve výrobě automobilových dílů: Výběr správného procesu
V automobilovém průmyslu se rozhoduje mezi tvářením a litím pro každou součástku zvlášť, přičemž rozhodující jsou konkrétní požadavky na výkon dané součástky. Díky zřetelným výhodám každého procesu se ustálilo jasné rozdělení aplikací uvnitř konstrukce vozidla i pohonných systémů.
Tvářené díly pro vysokozatěžované aplikace: Tváření je preferovanou metodou pro součástky, které musí odolávat extrémnímu namáhání, vysokým zatížením a cyklické únavě materiálu. Obvykle se jedná o kritické díly, u nichž není možná porucha. Jak vysvětluje Admiral Tire and Auto , vyšší pevnost a odolnost tvářeného kovu jsou nezbytné pro vysoký výkon motorů. Příklady tvářených automobilových dílů zahrnují:
- Klikové hřídele a ojnice: Tyto součástky jsou neustále vystaveny obrovskému tlaku způsobenému spalováním a rotačními silami. Tváření zajišťuje jejich odolnost proti únavě materiálu po celou dobu životnosti motoru.
- Ozubená kola a nápravové hřídele: Tyto komponenty přenášejí točivý moment a musí odolávat vysokým krouticím zatížením, což činí pevnost tváření nezbytnou.
- Kola ložisek a součásti zavěšení: Zásadní pro bezpečnost, tyto díly musí nést hmotnost vozidla a tlumit rázy z vozovky.
Pro výrobce hledající robustní a spolehlivé vlastní komponenty nabízejí specializovaní poskytovatelé pokročilá řešení. Například Shaoyi Metal Technology specializuje se na vysoce kvalitní horké tváření certifikované podle IATF 16949 pro automobilový průmysl, a to od prototypování až po sériovou výrobu.
Odlité díly pro složité konstrukční komponenty: Lití září tam, kde jsou prioritou složitost a nákladová efektivita. Tento proces umožňuje inženýrům navrhovat díly s komplikovanými vnitřními kanály pro tekutiny, složitými upevňovacími body a integrovanými prvky, které by bylo nemožné nebo nepřiměřeně nákladné vyrobit tvářením nebo obráběním. Příklady odlitých automobilových dílů zahrnují:
- Blok válců a hlavy válců: Jedná se o největší a nejsložitější části motoru, které obsahují komplikované chladicí kanály, olejové vedení a sací/výfukové porty. Odlévání je jedinou proveditelnou metodou jejich výroby.
- Skříně převodovek: Podobně jako u válcových bloků, i zde jsou vyžadovány složité tvary pro umístění ozubených kol, spojek a hydraulických systémů.
- Sací kolektory a čerpadla chladicí kapaliny: Tyto součásti vyžadují specifické vnitřní tvary pro řízení toku vzduchu, paliva nebo chladicí kapaliny, což je úkol, ke kterému je odlévání perfektně vhodné.
Shrnutí výhod a nevýhod: Která metoda je lepší?
Nakonec tedy nejde o to, který proces je univerzálně lepší, ale o to, který je správnou volbou pro konkrétní aplikaci. Kovaní i odlévání jsou pro moderní automobilovou výrobu nepostradatelné. Závěrečné shrnutí jejich příslušných výhod a nevýhod může pomoci rozhodovací proces objasnit.
Kovářství
Kovaní je šampionem pevnosti a spolehlivosti, a je proto nezbytné pro kritické součásti vystavené vysokému zatížení, u nichž by porucha mohla mít katastrofální následky.
- Výhody: Vyšší pevnost v tahu a únavová pevnost, zlepšené metalurgické vlastnosti díky jemnější zrnitosti, vysoká odolnost a spolehlivost, menší náchylnost k vadám jako je pórovitost.
- Nevýhody: Vyšší počáteční náklady na tvářecí nástroje, omezená konstrukční složitost, nevhodné pro velmi velké nebo komplikované díly, může být celkově nákladnějším procesem.
Vytváření
Lití nabízí bezkonkurenční konstrukční svobodu a je často ekonomičtější, zejména u složitých dílů nebo výroby ve velkém objemu.
- Výhody: Možnost vytvářet vysoce komplexní a složité tvary, vhodné pro širokou škálu kovů a slitin, nižší výrobní náklady u složitých dílů, efektivní pro sériovou výrobu.
- Nevýhody: Nižší mechanická pevnost ve srovnání s kováním, riziko vnitřních vad jako pórovitost nebo smrštění, díly mohou vyžadovat dodatečné obrábění pro přesné tolerance.
Nejčastější dotazy
1. Proč byste zvolili kování místo lití?
Volili byste tváření před litím hlavně pro aplikace vyžadující vysokou pevnost, odolnost a odolnost proti únavě materiálu. Tvářecí proces zjemňuje zrnitou strukturu kovu, odstraňuje vady jako je pórovitost a vytváří součást schopnou odolat vyššímu namáhání a nárazům. To ho činí ideálním pro kritické automobilové díly jako jsou klikové hřídele a ojnice.
2. Co je lepší, tvářené nebo odlité?
Žádný z procesů není principiálně „lepší“; nejvhodnější volba zcela závisí na požadavcích na daný díl. Tváření je vhodnější pro pevnost a spolehlivost ve vysokém zatížení. Lítí je vhodnější pro vytváření složitých a jemných tvarů za nižší cenu a je vhodné pro díly jako jsou bloky válců, kde složitost konstrukce převažuje nad potřebou maximální pevnosti v tahu.
3. Které automobilové díly se vyrábějí litím?
Široká škála automobilových dílů se vyrábí litím, protože tento proces umožňuje vytváření složitých tvarů. Běžné příklady zahrnují bloky válců, hlavy válců, písty, skříně převodovek, sací kolektory, vodní čerpadla a kryty ventilů. Tyto součásti často obsahují složité vnitřní kanály pro tekutiny, které je nejlépe vyrábět právě litím.
4. Jaký je rozdíl mezi odlitými a kovanými motory?
Hlavní rozdíl spočívá ve pevnosti a výrobním procesu. Kování motory, jako jsou ojnice nebo vysokovýkonné písty, jsou tvarovány ze solidního kovu za extrémního tlaku, což je činí mimořádně pevnými a odolnými. Odlité motory, jako standardní píst nebo blok motoru, se vyrábí odléváním roztaveného kovu do formy. I když jsou méně pevné, odlité díly jsou cenově výhodnější na výrobu a lze jim dodat komplexnější tvary.