 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Zakázkový hliníkový plech: 9 zásadních bodů, které byste měli znát před objednáním

Pochopení základů kovu z aluminiových plechů na zakázku
Když projdete moderním výrobním závodem, všade uvidíte hliník. Od leteckých komponent po architektonické prvky, tento všestranný materiál utváří nespočet výrobků, které používáme každý den. Ale věc je taková: ne všechny hliníkové plechy jsou si rovné. Pochopení rozdílu mezi běžnými hliníkovými listy a speciálně vyrobenými může ušetřit čas, peníze a bolesti hlavy při vašem dalším projektu.
Vlastní hliníkový plech se vztahuje k hliníkovému plechu, který je vyroben tak, aby splňoval specifické požadavky projektu, spíše než zakoupený v předem definovaných, připravených konfiguracích. Zatímco standardní hliníkové plechy mají pevné rozměry , rozměry a povrchové úpravy, jsou aluminové výrobky přizpůsobeny od základu, aby přesně odpovídaly vašim specifikacím.
Co dělá z hliníkového plechu metál
Představte si běžný hliníkový plech jako oblečení koupené z věšáku. Funguje pro obecné účely, ale přesně nesedí. Naopak individuální výroba je jako u švadleny, která pro vás vyrobí něco speciálně na míru. Proces tvorby hliníkových dílů začíná pochopením vašich aplikačních požadavků, poté pokračuje výběrem materiálu, přesného řezání, tváření a dokončovacími fázemi.
Několik základních charakteristik definuje práci na míru:
- Přesné rozměry: Díly řezané na přesné míry s úzkými tolerancemi, nikoli standardní listy o rozměrech 4 × 8 stop
- Výběr konkrétní slitiny: Správná třída hliníku vybraná na základě potřeb pevnosti, odolnosti proti korozi a tvarovatelnosti
- Přizpůsobené povrchové úpravy: Možnosti od anodizace po práškové nátěry, přizpůsobené estetickým i funkčním požadavkům
- Specifikace řízená aplikací: Každý aspekt je navržen s ohledem na to, jak bude díl fungovat ve svém určeném prostředí
Proč výrobci volí personalizaci před skladovými materiály
Standardní hliníkový plech nabízí pohodlí a nižší počáteční náklady pro běžné aplikace, jako jsou střešní panely nebo základní potrubní systémy. Toto pohodlí však přináší významná omezení. Projekty vyžadující přesnost, složité tvary nebo nestandardní rozměry nemohou být efektivně zajištěny dodávkou hotových řešení.
Odvětví, jako je automobilový průmysl, letecký a kosmický průmysl, elektronika a průmyslová výroba, čím dál více vyžadují součástky, které přesně odpovídají specifikacím a vydrží náročné provozní podmínky. Podle odvětvoví specialisté vlastní plechové materiály poskytují konstrukční pevnost, funkční přesnost a estetický vzhled, které standardní možnosti nedokáží zajistit.
Zde je to, co odlišuje vlastní hliníkové plechové výrobky od standardních:
- Flexibilita v návrhu: Komplexní tvary a složité prvky dosažitelné bez poškození integritu materiálu
- Rozměrová přesnost: Tolerance měřené v tisícinách palce namísto přibližného pasování
- Optimalizace materiálů: Méně odpadu, protože díly jsou řezány přesně podle potřeb vašeho projektu
- Integrované dokončování: Povrchové úpravy aplikované jako součást výrobního procesu
- Zajištění kvality: Kontrola na každém stupni zajišťuje splnění požadavků na výkon
Rostoucí poptávka napříč odvětvími odráží jednoduchou skutečnost: když záleží na výkonu a spolehlivosti, dodává vyrobený hliníkový plech výsledky, které sériové materiály nemohou dosáhnout. Ať už nakupujete díly pro elektronické skříně, komponenty VZT systémů nebo přesnou mechaniku, znalost těchto základů vám umožní dělat chytřejší nákupní rozhodnutí.
Průvodce výběrem hliníkových slitin pro každou aplikaci
Nyní, když víte, co činí hliníkový plech vyrobeným na míru, dalším důležitým rozhodnutím je výběr správné slitiny. Zní to složitě? Nemusí to být. Představujte si hliníkové slitiny jako různé třídy oceli nebo druhy dřeva. Každá z nich přináší určité specifické vlastnosti a výběr špatné slitiny může ohrozit celý váš projekt.
Hliník není materiál typu „jedna velikost pro všechny“. Vybraná slitina přímo ovlivňuje chování dílů za zatížení , odolnost proti korozi, svařitelnost a možnost tvorby složitých tvarů. Informované rozhodnutí zde ušetří nákladné dodatečné práce a zajistí, že vámi objednaný plech z hliníku bude vyhovovat požadavkům praxe.
Rozbor oblíbených hliníkových slitin pro plechové konstrukce
Při prohlížení technických specifikací se setkáte s čtyřmístnými čísly, jako jsou 3003, 5052, 6061 a 7075. Nejedná se o náhodné kódy. Tyto označení identifikují konkrétní skupiny hliníkových slitin, z nichž každá je navržena pro jiné výkonové vlastnosti.
Podle průmyslových dat porovnávajících slitiny určují hlavní legující prvky chování jednotlivých tříd:
- 3003 (hliník-mangan): Obsahuje mangan jako hlavní legující prvek, který zvyšuje odolnost proti korozi a pevnost ve srovnání s čistým hliníkem
- 5052 (hliník-hořčík): Hořčík poskytuje vynikající odolnost proti korozi a dobrou pevnost bez nutnosti tepelného zpracování
- 6061 (hliník-magnésium-křemík): Kombinuje hořčík a křemík pro dosažení pevnosti, odolnosti proti korozi a vynikající obrobitelnosti
- 7075 (hliník-zinek): Zinek vytváří jednu z nejpevnějších dostupných hliníkových slitin, která je oblíbená v leteckém průmyslu
Níže je uvedeno podrobné srovnání, které vám pomůže s výběrem:
| Slitina | Odolnost proti korozi | Formovatelnost | Svářivost | Hodnocení pevnosti | Ideální aplikace |
|---|---|---|---|---|---|
| 3003 | Dobrá | Vynikající | Vynikající | Mírný | Střešní krytiny, kuchyňské náčiní, zásobníky, součásti klimatizací |
| 5052 | Vynikající | Vynikající | Vynikající | Dobrá | Námořní vybavení, lékařské přístroje, palivové nádrže, tlakové nádoby |
| 6061 | Dobrá | Vynikající | Vynikající | Vynikající | Konstrukční prvky, potrubí, rámcy kol, elektrická zařízení |
| 7075 | Vynikající | Nízký | Nízký | Lepší | Aerospace konstrukce, vojenské aplikace, výkonné automobilové díly |
Přizpůsobení vlastností slitin potřebám vašich aplikací
Čísla v grafu vypráví jen část příběhu. Co tyto vlastnosti ve skutečnosti znamenají, když jsou díly v provozu? Rozbor každé charakteristiky v praktických termínech.
Odolnost proti korozi: Budou Vaše díly vystaveny vlhkosti, slané vodě nebo chemikáliím? Plech z hliníku 5052 vyniká v námořních prostředích právě proto, že neobsahuje měď, a je tak přirozeně odolný vůči degradaci slanou vodou. Pokud vyrábíte trupy lodí nebo venkovní značení, je toto mnohem důležitější než u vnitřních elektrických skříní.
Tvaritelnost: Jaké ohýbání, tvarování nebo tažení Vaše konstrukce vyžaduje? Slitiny hliníku 3003 a 5052 se ohýbají bez praskání, což je činí ideálními pro složité geometrie. Naopak tvrdost slitiny 7075 brání tváření, a je proto vhodnější pro obráběné díly než pro ohýbané plechové komponenty.
Svářivost: Vyžaduje montáž svařování? Podle odborníků na výrobu plechových dílů má slitina 7075 sklon ke vzniku trhlin po svařování, a proto je u vysokopevnostních aplikací vhodnější mechanické spojování. Slitiny 5052 i 6061 lze skvěle svařovat pro konstrukční sestavy.
Hodnocení pevnosti: Jaké zatížení musí vaše díly odolávat? SLITINA 6061 nabízí vynikající rovnováhu mezi pevností a tvarovatelností, což vysvětluje její popularitu a nízké náklady jako nejčastěji používaná slitina pro běžné aplikace. Když je rozhodující poměr pevnosti k hmotnosti, slitina 7075 nabízí přibližně 1,5násobnou pevnost ve srovnání se slitinou 6061.
Zatvrditelnost teplem: Lze vlastnosti zlepšit tepelným zpracováním? SLITINA 5052 není tepelně zpracovatelná a místo toho spoléhá na zesílení za studena. Oba materiály, 6061 i 7075, vynikajícím způsobem reagují na tepelné procesy, jako je kalení T6, které umožňuje optimalizaci mechanických vlastností po výrobě.
Běžným omylem je zaměňování hliníku s plechy z hliníkové oceli. Jedná se o naprosto odlišné materiály. Hliníkové slitiny neobsahují žádnou ocel. Zmatek vzniká obvykle kvůli povrchovým úpravám, jako je pozinkování, které vytvářejí kompozity ocel–hliník pro specifické střešní aplikace.
U aplikací z anodizovaného hliníkového plechu materiál 6061 vynikajícím způsobem přijímá anodizaci, čímž vzniká rovnoměrná ochranná vrstva, která zlepšuje jak vzhled, tak i odolnost. Pokud váš projekt vyžaduje barevné nebo průhledné anodizované povrchy, mějte tento faktor při výběru slitiny na paměti již v počáteční fázi návrhu.
Výběr vhodné slitiny nejde o nalezení „nejlepší“ možnosti. Jde o to, aby vlastnosti materiálu odpovídaly vašim konkrétním požadavkům na výkon, technologické zpracování a rozpočtová omezení. S tímto základem na místě jste připraveni řešit další klíčovou specifikaci: volbu tloušťky a kalibru.
Volba tloušťky a kalibru jednoduše
Vybrali jste si svoji slitinu. Nyní přichází otázka, která mnohé začátečníky zmátne: jak silný by měl být váš hliníkový plech? Systém kalibrů přidává další úroveň zmatku, protože funguje obráceně, než by se dalo očekávat. Nebojte se. Jakmile pochopíte logiku, stane se správné rozhodnutí o tloušťce jednoduchým.
Tloušťka hliníkového plechu přímo ovlivňuje konstrukční výkon, hmotnost, tvárnost a náklady. Pokud je špatně zvolená, znamená to buď nadměrné dimenzování (plýtvání penězi na materiálu, který nepotřebujete) nebo nedostatečné dimenzování (riziko poškození dílu). Ani jeden z těchto výsledků nepomáhá úspěchu vašeho projektu.
Vysvětlení čísel tlouštěk hliníkového plechu
Zde je ta nepřiměřená část: nižší čísla tloušťky znamenají silnější materiál . Tloušťka hliníkového plechu 16 gauge měří přibližně 1,29 mm, zatímco plech 18 gauge je tenčí a má přibližně 1,02 mm. Tento nepřímý vztah sahá až k provazovým operacím z 19. století, kdy měřítko udávalo, kolikrát prošel kov tažením skrz kalibry. Více průchodů vytvořilo tenčší drát, proto vyšší čísla měřítka.
Podle standardů zpracovatelského průmyslu systém tloušťek (gauge) není univerzální pro všechny kovy. Ocelový plech o tloušťce 18 gauge měří 0,0478 palce, zatímco hliníkový plech 18 gauge má pouze 0,0403 palce. Použití nesprávné tabulky tloušťek vede k objednání materiálu, který je buď příliš silný, nebo příliš tenký pro dané použití.
Při práci s vlastním hliníkovým plechem se setkáte se systémem Brown & Sharpe (označovaným také jako American Wire Gauge nebo AWG), který je standardem pro barevné kovy včetně hliníku. Následuje praktická přehledová tabulka:
| Číslo měrníku | Tloušťka (palců) | Tloušťka (mm) | Typické aplikace | Relativní náklady |
|---|---|---|---|---|
| 10 | 0.1019 | 2.59 | Palivové nádrže, podvozky vozidel, těžké konstrukční plechy | Vysoký |
| 12 | 0.0808 | 2.05 | Nádoby na vysoký tlak, karoserie automobilů, nářadí | Střední-Vysoká |
| 14 | 0.0641 | 1.63 | Rámy solárních panelů, vzduchotechnické potrubí, průmyslové skříně | Střední |
| 16 | 0.0508 | 1.29 | Značky, zábradlí, střešní konstrukce | Střední |
| 18 | 0.0403 | 1.02 | Dekorativní obklady, úchyty, lehké panely | Nízká-Střední |
| 20 | 0.0320 | 0.81 | Letadelní panely, lehké skříně, nápojové plechovky | Nízký |
| 22 | 0.0253 | 0.64 | Domácí spotřebiče, štítky, dekorativní lišty | Nízký |
| 24 | 0.0201 | 0.51 | Izolační pláště, dekorativní lišty pro automobily | Nízký |
Hliníkový plech o tloušťce 1/8 (někdy uváděný jako 1 8 hliníkový plech ve vyhledávacích dotazech) odpovídá přibližně 0,125 palce nebo zhruba materiálu o tloušťce 8 mm. Tato tloušťka spadá do kategorie desek spíše než plechů a slouží pro náročné konstrukční aplikace vyžadující významnou nosnou kapacitu.
Jak ovlivňuje tloušťka výkon a náklady
Tloušťka není důležitá jen pro pevnost. Představuje rovnováhu mezi čtyřmi konkurenčními faktory, které je třeba posoudit ve vztahu k požadavkům vašeho projektu:
- Strukturální integrity: Hrubší materiál odolává ohybu, vzniku vrypů a únavovému poškození za zatížení. Je kritický pro nosné součásti.
- Hmotnostní úvahy: Každé zvýšení tloušťky přidává hmotnost. Letecký a automobilový průmysl často vyžaduje tenký hliníkový plech, aby minimalizoval hmotnost.
- Tvaritelnost: Tenčí plechy se snadněji ohýbají s menšími poloměry. Hrubší materiál vyžaduje větší ohybové poloměry, aby nedošlo k praskání.
- Cenové důsledky: Náklady na materiál stoupají úměrně s tloušťkou. Plech o tloušťce 10 mm stojí přibližně dvojnásobek oproti plechu o tloušťce 20 mm za čtvereční stopu.
Podle směrnice pro specifikaci hliníku , materiál silnější než 6 mm (přibližně 0,236 palce) přechází z klasifikace plechu na desku. Toto rozlišení je důležité, protože desky obvykle vyžadují jiné výrobní postupy a zařízení.
Kdy je vhodné volit tenký hliníkový plech oproti tlustším variantám? Doporučení specifická pro dané použití pomáhají tuto otázku objasnit:
- Aplikace pro značení: plech 16 až 20 rámového čísla poskytuje dostatečnou tuhost pro vnitřní tabule při zachování snesitelné hmotnosti. Venkovní značky mohou vyžadovat plech 14 rámového čísla kvůli odolnosti proti větru.
- Automobilové panely: plech 18 až 22 rámového čísla nabízí rovnováhu mezi tvárností pro složité křivky a dostatečnou pevností pro karosárie. Konstrukční prvky vyžadují plech 10 až 14 rámového čísla.
- Komponenty VZT: plech 14 až 18 rámového čísla zvládá tlakové požadavky potrubí při umožnění jednoduchého ohýbání a spojování během instalace.
- Konstrukční aplikace: plech 10 až 14 rámového čísla poskytuje nosnou kapacitu potřebnou pro rámy, upevňovací prvky a nosné členy.
Jeden často opomíjený faktor se týká tolerance tloušťky. Na technických schématech uvedená hodnota představuje jmenovitou tloušťku, nikoli přesnou hodnotu. Průmyslové normy, jako je ASTM B209, stanovují přijatelné rozsahy tolerance, které se liší podle šířky a tloušťky plechu. U přesných aplikací specifikujte požadovaný rozsah tolerance a vyžádejte si certifikát zkušebny potvrzující skutečně naměřenou tloušťku při dodání.
Poté, co jste rozhodli o slitině a tloušťce, dalším krokem je pochopení toho, jak různé metody výroby ovlivní vaše vlastní díly z hliníkového plechu.

Metody výroby a přesnostní možnosti
Vybrali jste slitinu. Určili jste tloušťku. Nyní přichází otázka, která určí kvalitu vašeho finálního dílu: jak bude váš vlastní hliníkový plech ve skutečnosti řezán? Pochopení metod výroby není jen akademickou znalostí. Má přímý dopad na toleranci, úpravu hran, dodací lhůtu a náklady projektu.
Když zjišťujete, jak řezat hliníkové plechy, setkáte se se čtyřmi hlavními technologiemi: laserové řezání, CNC frézování, vodním paprskem a tváření. Každá z nich nabízí zvláštní výhody v závislosti na tloušťce materiálu, složitosti návrhu a objemu výroby. Podívejme se podrobně, co každá metoda nabízí, abyste mohli učinit informované rozhodnutí.
Porovnání technologií řezání hliníkových plechů
Nejlepší způsob řezání hliníkových plechů zcela závisí na vašich konkrétních požadavcích. To, co skvěle funguje pro tenké dekorativní panely, může selhat u silných konstrukčních dílů. Podle odborníků na zpracování kovů ve společnosti SendCutSend , volba materiálu, rozměry, tolerance a potřeba dodatečné úpravy mají vliv na výběr ideální metody řezání.
Níže je komplexní srovnání, které vám pomůže rozhodnout se pro řezání hliníku:
| Metoda zpracování | Přesnost tolerance | Kvalita hrany | Možnosti tloušťky | Relativní rychlost | Nákladový faktor |
|---|---|---|---|---|---|
| Laserové řezání | ±0,005" (0,13 mm) | Vynikající (u silnějšího materiálu může být nutné odstranění otřepů) | Až 1,0" (25,4 mm) | Nejrychlejší (až 2 500 in/min) | Nízké až střední |
| CNC frézování | ±0,005" (0,13 mm) | Velmi dobré (vyšší kvalita povrchu u plastů a kompozitů) | Závisí na materiálu | Střední | Střední |
| Vodníjetové řezání | ±0,005" (0,13 mm) | Vynikající (bez otřepů nebo strusky) | Až několik palců | Nejpomalejší | Vyšší |
| Stampování | ±0,005" až ±0,015" | Dobré (může vyžadovat dodatečné dokončení) | Obvykle až 0,25" (6,35 mm) | Velmi rychlé (vysoký objem) | Nízké náklady na jednotku (vysoké náklady na nástroje) |
Řezání laserem: Výkonné vláknové lasery o výkonu od 4 kW do 12 kW používají zesílený svazek světla k tavení, spalování a vypařování hliníku podél předem naprogramované dráhy. Tato metoda zajišťuje vynikající rychlost a přesnost při řezání plechů z hliníku. Podle průmyslových údajů může laserové řezání dosáhnout rychlosti až 2 500 palců za minutu při zachování velmi úzkých tolerancí. Proces vytváří malou tzv. „řeznou šířku“ (šířku materiálu odstraněnou při řezání), kterou zkušení výrobci automaticky kompenzují ve svém programování.
Jedním z aspektů laserového řezání je tepelně ovlivněná zóna (HAZ). Protože lasery jsou tepelným procesem, mohou se u sousedícího materiálu objevit nepatrné změny vlastností. Díky extrémně vysoké rychlosti řezání a malému průměru svazku je však přenos tepla výrazně minimalizován. U jednoduchých geometrií je HAZ prakticky neexistující.
CNC frézování: Na rozdíl od tepelného řezání CNC frézy používají otáčející se karbidovou frézu upevněnou v počítačem řízeném vřetenu. Fréza se zanořuje do materiálu a pohybuje se po předprogramovaných drahách. Tato metoda je vynikající pro plasty, kompozity a dřevo, ale efektivně zvládá také hliník. Výsledný povrchový úprava často převyšuje laserové řezání, zejména u silnějších materiálů.
CNC frézování má určitá omezení. Vnitřní rohy nemohou být ostřejší než průměr frézy (obvykle 1/8 palce), což vyžaduje minimální poloměr 0,063 palce na všech vnitřních hranách. Kromě toho jsou díly během obrábění upevněny malými upínacími západkami, které mohou zanechat nepatrné stopy vyžadující dodatečné ruční dokončení.
Vodním paprskem: Tento proces využívá extrémně vysokotlakou vodu (až 60 000 PSI) smíchanou s jemně rozdrceným brusným granátem. Paprsek materiál odstraňuje erozí bez tvorby tepla, čímž úplně eliminuje rizika tepelného poškození (HAZ). Díky tomu je vodní paprsek ideální pro aplikace, kde jsou tepelné účinky nepřijatelné, například u leteckých komponent s přísnými požadavky na vlastnosti materiálu.
Jaká je nevýhoda? Řezání vodním paprskem je výrazně pomalejší než laserové řezání a obvykle stojí více na jednotku. U obtížně zpracovatelných materiálů nebo když je rozhodující kvalita řezu, se tato investice však vyplatí.
Plochování: U velkosériové výroby používá tváření lisováním kalené razníky, které stříhají nebo tvarují hliníkový plech jediným zdvihem lisu. Jakmile jsou nástroje vyrobeny, lisování produkuje díly velmi rychle za nízké náklady na kus. Omezení spočívá v počáteční investici do nástrojů, která má ekonomický smysl pouze při vyšších objemech výroby.
Která metoda výroby odpovídá vašemu projektu
Výběr způsobu řezání hliníkových plechů začíná pochopením vašich priorit. Položte si tyto otázky:
- Jakou přesnost skutečně potřebujete? Pokud postačuje ±0,009", je vhodné použít vodní paprsek. Pokud potřebujete ±0,005" nebo vyšší přesnost, jsou lepší laser nebo CNC frézování.
- Jaká je tloušťka vašeho materiálu? Tenké plechy jsou vhodné pro laserové řezání. Tlustší desky mohou vyžadovat možnosti řezání vodním paprskem.
- Má tepelná citlivost význam? V leteckém průmyslu a určitých průmyslových aplikacích jsou tepelné procesy zcela zakázány.
- Jaký je váš objem výroby? Prototypy a malé série vyhovují laseru nebo vodnímu paprsku. U velkých sérií se osvědčí investice do nástrojů pro tváření.
- Jaká kvalita řezu je přijatelná? Díly, které nevyžadují dodatečné dokončování, profitovaly z hrany bez otřepů vytvořené vodním paprskem.
Kromě řezání pravděpodobně zahrnuje váš výrobní pracovní postup i sekundární operace. Podle PEKO Precision typický proces kompletní výroby plechových dílů prochází těmito fázemi:
- Návrh a programování: Soubory CAD jsou převedeny na strojové instrukce, přičemž dráhy nástrojů jsou optimalizovány pro vybranou metodu řezání
- Části a součásti: Vybraný proces vytváří základní geometrii dílu z plochého materiálu
- Ohýbání a tváření: Lisy nebo tvárací zařízení tvarují ploché výstřižky do trojrozměrných dílů. Mezi klíčové aspekty patří přídavek na ohyb, kompenzace pružného návratu a minimální poloměry ohybu, aby nedošlo k praskání
- Spojování: Díly vyžadující montáž procházejí svařováním, nitováním nebo mechanickým spojováním
- Dokončování: Povrchové úpravy, jako je odstraňování otřepů, anodizace nebo práškové nátěry, připravují díly na konečné použití
Porozumění tomuto pracovnímu postupu vám umožní efektivně komunikovat se spolupracujícími výrobními partnery. Při požadování cenových nabídek na míru vyrobené hliníkové plechy specifikujte nejen požadavky na řezání, ale i ohýbání, tváření nebo dokončovací operace, které váš návrh vyžaduje.
Každé rozhodnutí ve výrobě má dopad na celý výrobní proces. Správná metoda řezání ve spojení s vhodnými následnými operacemi zajistí díly, které splňují vaše specifikace, a to bez zbytečných nákladů či prodlev. Nyní, když jsou pokryty základy výroby, pojďme prozkoumat, jak povrchové úpravy a ochranné tratování mohou vylepšit vaše hliníkové díly.
Povrchové úpravy a ochranná tratování
Vaše míru vyrobené hliníkové plechové díly jsou již rozřezané, tvarované a připravené na poslední krok, který často rozhoduje o jejich výkonu: povrchovou úpravu. Představte si, že obdržíte nádherně vyrobené komponenty, jen abyste je během několika měsíců viděli korodovat, poškrabat nebo ztrácet lesk. Správná úprava tuto situaci úplně předejde.
Úprava povrchu dělá víc než jen to, že díly vypadají lépe. Chrání před poškozením prostředím, zvyšuje odolnost a dokonce může vylepšit funkční vlastnosti, jako je elektrická vodivost nebo přilnavost nátěru. Podle odborníků na úpravu hliníku z Comhan slouží úprava povrchu třem hlavním účelům: ochraně materiálu, zdobení jeho vzhledu a zajištění lepší přilnavosti pro následné povlaky.
Možnosti úpravy povrchu, které transformují vaše díly
Při objednávání kovových plechů z hliníku podle míry se setkáte s několika kategoriemi povrchových úprav. Každá nabízí specifické výhody v závislosti na požadavcích vaší aplikace, rozpočtu a estetických preferencích.
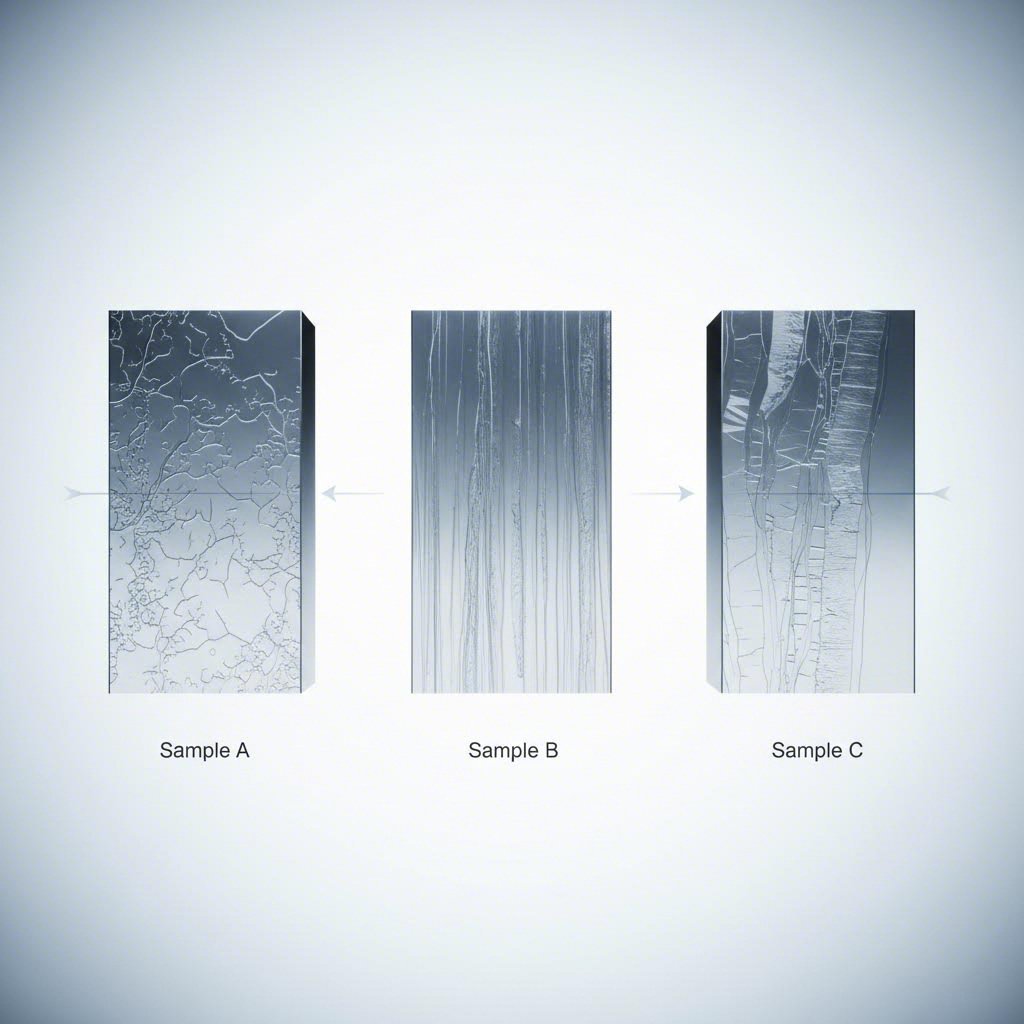
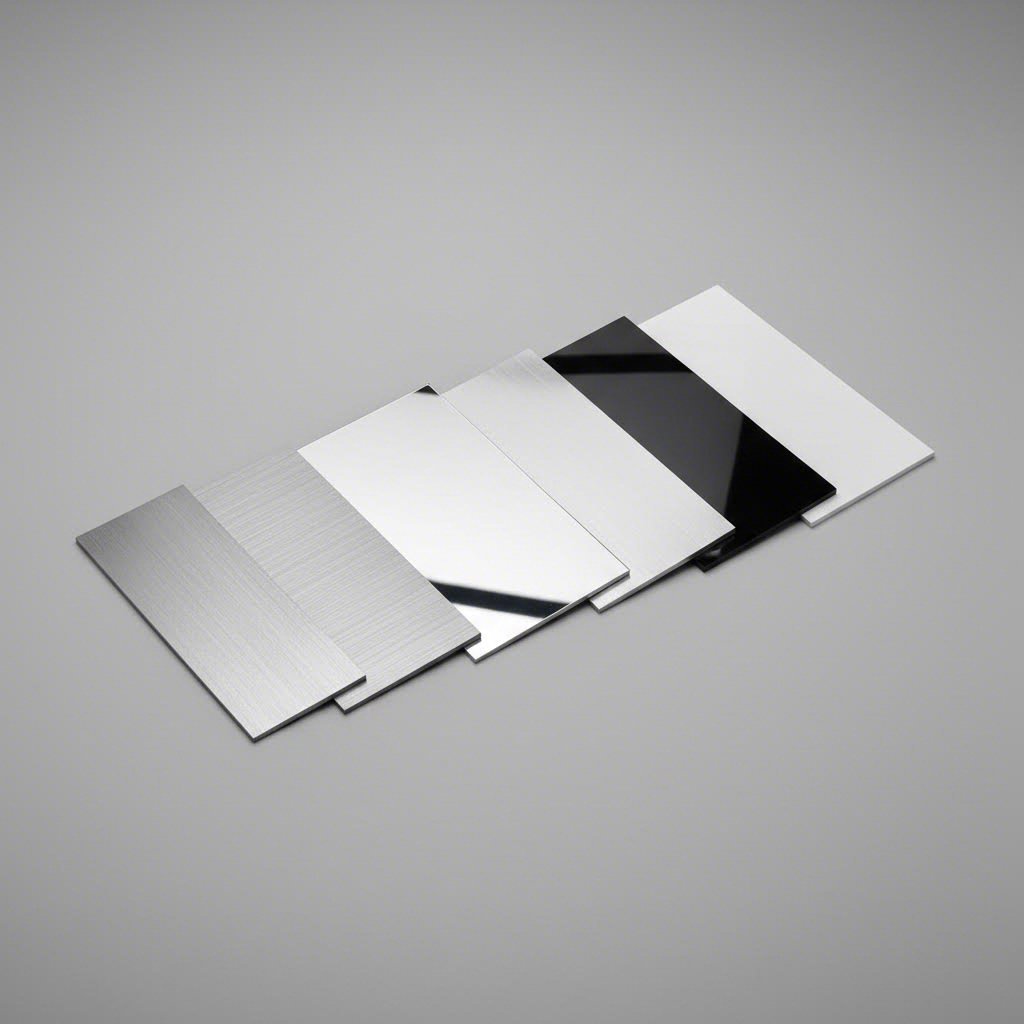
- Povrch po válcování: Přirozený stav válcovaného hliníku přímo z válcovny. Tento neupravený povrch ukazuje drobné škrábance a stopy po válcích, ale perfektně funguje pro skryté komponenty nebo díly, které budou dále upravovány. Je to nejekonomičtější volba, pokud nezáleží na vzhledu.
- Stříkaný povrch: Vytvořeno oděrem povrchu jemným štěrkem, čímž vznikají rovnoměrné směrové čáry. Tento povrch skrývá otisky prstů a drobné škrábance a zároveň dodává moderní průmyslový vzhled. Ideální pro architektonické panely, čelní stěny spotřebičů a dekorativní lišty.
- Lepené hliníkové plechy: Mechanické leštění vytváří zrcadlový lesk. Ačkoli je vizuálně nádherný, tento povrch snadno odhaluje otisky prstů a škrábance a vyžaduje více údržby. Nejlépe vhodný pro dekorativní aplikace, reflektory a luxusní spotřební zboží.
- Bílý hliníkový plech: Dosahováno práškovým nátěrem nebo mokrým lakováním, tento povrch poskytuje jak barvu, tak ochranu. Oblíbený pro vývěsky, architektonické obklady a skříně zařízení, kde záleží na čistém estetickém dojmu.
- Černý hliníkový plech: Další možnost s práškovým nátěrem nebo lakem, která nabízí elegantní, profesionální vzhled. Běžně používaný u skříní elektroniky, automobilových lišt a výstavních zařízení.
Ochranná ošetření pro dlouhodobý výkon
Nad rámec estetiky výrazně prodlužují ochranné úpravy životnost dílů tím, že vytvářejí bariéry proti korozi, opotřebení a degradaci prostředí.
Anodizace: Tento elektrochemický proces neaplikuje na hliník nátěr. Místo toho přeměňuje povrchovou vrstvu na tvrdý, ochranný oxid hlinitý. Podle Dokončovacích specifikací Aluminum Association jsou anodizované hliníkové plechy dostupné v několika třídách podle tloušťky nátěru:
- Ochranné a dekorativní (méně než 0,4 milu): Vhodné pro vnitřní aplikace s minimálním vystavením opotřebení
- Stavební třída II (0,4–0,7 milu): Standard pro komerční stavební aplikace
- Stavební třída I (0,7 milu a více): Maximální ochrana pro náročné venkovní prostředí
Anodizace také umožňuje barevné odstíny pomocí barviv nebo elektrolytické depozice, čímž vznikají trvanlivé barevné povrchy, které se neolupují ani neodškupují jako barva.
Praškové barvení: Elektrostaticky nanášený prášek se přichytává k hliníku a poté vytvrzuje v troubě za vzniku nepřetržitého ochranného filmu. Tento proces nepoužívá rozpouštědla, a je proto ekologičtější než mokrá barva. Výsledný povrch odolává poškození, škrábáním a vyblednutí a zároveň nabízí neomezené barevné možnosti. Textura však zůstává o něco dršší než u povrchů s mokrou barvou.
Mokré lakování: Když má estetika přednost, mokrá barva poskytuje nejhladší dosažitelný povrch. Zvládne také velké díly, které se nevejdou do boxů na nanášení práškových nátěrů. Dekorativní efekty, které nelze s práškovými nátěry dosáhnout, jsou realizovatelné právě aplikací mokré barvy.
Předúprava je důležitá: Ať už zvolíte jakoukoli ochrannou úpravu, správná předúprava rozhoduje o úspěchu. Odmašťování, oplachování a nanášení konverzních povlaků zajišťují optimální přilnavost. Bez dostatečné přípravy dojde k předčasnému odlupování povrchových úprav, čímž se ztrácí vložená investice.
Při zadávání povrchových úprav pro vaši zakázkovou objednávku plechů z hliníku komunikujte s výrobcem jasně. Uveďte systém označování Aluminium Association (například AA-M10 C12 C22 A31 pro architektonický třídu II matný průhledný anodizovaný povrch), abyste odstranili nejednoznačnosti. Uveďte, zda potřebujete povrch ve stavu po válcování, anodizovaný nebo lakovaný, a hned na začátku upřesněte požadavky na barevné ladění.
Porozumění možnostem povrchových úprav vám umožní požadovat přesně to, co vaše aplikace vyžaduje. Dále si nyní probereme, jak tyto volby spolu s dalšími rozhodnutími o projektu ovlivňují celkové náklady.
Nákladové faktory a strategie optimalizace rozpočtu
Vybrali jste slitinu, zadali tloušťku, zvolili způsob výroby a rozhodli se o povrchových úpravách. Nyní přichází otázka, kterou si klade každý nákupce: kolik to bude ve skutečnosti stát? Porozumění tomu, co ovlivňuje ceny na míru vyrobeného hliníkového plechu, vám pomůže dělat chytřejší rozhodnutí a vyhnout se nepříjemným překvapením rozpočtu.
Ceny na míru vyrobených dílů nejsou tak jednoduché jako nákup skladového materiálu. Vzájemně na sebe působí více proměnných a malé změny v návrhu mohou způsobit výrazné rozdíly v ceně. Podle analýzy výrobních nákladů od JLCCNC má největší dopad na cenu právě zvolený materiál, ale celková složitost výroby, množství a požadavky na dokončovací úpravy také významně přispívají k finální faktuře.
Co ovlivňuje ceny na míru vyrobeného hliníkového plechu
Kolik stojí hliník za libru? V říjnu 2025 se primární hliník obchodoval přibližně za 1,17 až 1,84 USD za libru, v závislosti na regionálních prémích. Podle aktuálních tržních dat se cena na London Metal Exchange pohybuje kolem 1,30 USD za libru, zatímco kupující v USA platí navíc Midwest Premium ve výši přibližně 0,77 až 0,81 USD za libru, čímž se skutečná dodací cena blíží 2,10 USD za libru.
Ale náklady na surovinu představují pouze výchozí bod. Celkové náklady vašeho projektu závisí na několika vzájemně propojených faktorech:
-
Náklady na materiály:
- Základní cena hliníku kolísá podle globálních komoditních trhů
- Třída slitiny ovlivňuje cenu. Speciální slitiny jako 7075 jsou dražší než běžné třídy jako 3003
- Tloušťka plechu souvisí přímo s náklady. Tlustší materiál znamená více hliníku na čtvereční stopu
- Množství odpadu má význam. Složité návrhy generující významné množství odpadu zvyšují efektivní náklady na materiál
-
Složitost výroby:
- Každý ohyb, otvor nebo svařovaný šev přidává čas na nastavení a strojní operace
- Jednoduchý laserem řezaný úchyt má mnohem nižší cenu než skříňka s více ohyby, zahloubenými dírami a svařovanými rohy
- Přesné tolerance (např. ±0,05 mm namísto ±0,2 mm) vyžadují nižší rychlost řezání a dodatečné kontroly kvality
- Složité geometrie mohou vyžadovat speciální upínací zařízení nebo vícestupňové operace
-
Úvahy k množství:
- Náklady na nastavení rozložené na větší počet kusů výrazně snižují cenu za kus
- Série 500 dílů má podstatně nižší náklady na jednotku než série 5 kusů
- Prototypová množství mají vyšší náklady na kus kvůli fixním nákladům na programování a nastavení
-
Požadavky na povrchovou úpravu:
- Nátěr práškovou směsí obvykle přidává 0,20 až 1,00 USD na libru k nákladům na díl
- Anodizace se liší podle třídy tloušťky povlaku
- Zinkování, leštění a další povrchové úpravy přidávají jednotlivé technologické kroky a zvyšují náklady
-
Dopady dodacích lhůt:
- Standardní výroba obvykle trvá 5 až 7 dní
- Urychlené objednávky mohou zahrnovat přirážku ve výši 20–40 %, aby byla vaše zakázka upřednostněna
- Plánování dopředu eliminuje prémiové poplatky za expedované zpracování
Jaká je cena hliníku, když jsou zahrnuty náklady na zpracování? Podle odvětvových dat se konečná cena zpracovaných hliníkových výrobků po započtení výroby obecně pohybuje mezi 2,00 a 4,50 USD za libru. Protahování přidává 0,50 až 1,50 USD za libru, obrábění přidává 1,00 až 3,00 USD za libru a lití do forem přidává 0,80 až 2,50 USD za libru v závislosti na složitosti.
Chytré strategie pro optimalizaci rozpočtu vašeho projektu
Prodejní cena hliníku po dokončení výroby závisí především na rozhodnutích, která kontrolujete vy. Strategickými volbami již v návrhové fázi můžete dosáhnout úspor až 30 %, aniž byste obětovali kvalitu dílu.
Zvažte tyto přístupy k optimalizaci rozpočtu:
- Vyberte nejtenčí materiál, který splňuje požadavky: Zpracování plechu z nerezové oceli o tloušťce 1,2 mm může být o 40–60 % nákladnější než u plechu z konstrukční oceli o tloušťce 0,8 mm kvůli vyššímu zatížení stroje a nižší řezné rychlosti. Stejný princip platí i pro hliník. Vyvažte pevnost a zpracovatelnost výběrem nejtenčšího skutečného rozměru, který splňuje požadavky na konstrukci.
- Zjednodušte svůj návrh: Snížení počtu ohybů snižuje čas tváření. Odstranění zbytečných prvků šetří operace obrábění. Každé zjednodušení se násobí a vede ke znatelné úspoře.
- Standardizujte velikosti otvorů a prvků: Použití běžných velikostí vrtáků a standardního nástroje snižuje počet výměn při výměně dílů.
- Zvolte volnější tolerance, pokud je to možné: Pokud váš návrh nepožaduje extrémní přesnost, stanovení tolerance ±0,2 mm namísto ±0,05 mm umožňuje rychlejší zpracování a nižší náklady.
- Optimalizujte velikost polotovaru a uspořádání rozkroje: Spolupracujte se svým výrobcem, abyste minimalizovali odpad. Tvary polotovarů a efektivní uspořádání rozkroje mohou snížit odpad materiálu o 15–25 %.
- Seskupujte podobné díly do dávek: Objednání více typů dílů současně umožňuje sdílení nákladů na nastavení po celé objednávce.
- Plánujte předem standardní dodací lhůty: Poplatky za expedici zmizí, pokud do plánu svého projektu začleníte dostatek času.
Pochopení těchto nákladových faktorů vám umožní vést produktivní rozhovory se zpracovateli. Při žádosti o cenovou nabídku poskytněte úplné specifikace včetně třídy materiálu, tloušťky, tolerance, požadavků na povrch a množství. Čím více podrobností poskytnete hned na začátku, tím přesnější bude vaše cenová nabídka.
Poté, co jsou základy nákladů pokryty, dalším krokem je porozumění návrhovým postupům, které zabraňují výrobním potížím a udržují váš projekt v rámci rozpočtu.
Osvědčené postupy při návrhu pro výrobu
Vybrali jste ideální slitinu, stanovili správnou tloušťku a rozumíte možnostem zpracování. Ale právě zde selhávají mnohé projekty: krásný CAD návrh, který na obrazovce vypadá bezchybně, se může stát výrobním nočním můrem. Proč? Protože plechy z hliníku se ne vždy chovají tak, jak předpovídá software pro solidní modelování.
Navrhování pro výrobu (DFM) překonává propast mezi tím, co si představujete, a tím, co výrobci ve skutečnosti dokážou vyrobit. Dodržování těchto pokynů nezabraňuje pouze problémům. Podle odborníků na zpracování hliníku správná příprava návrhu usnadňuje výrobu, snižuje náklady a zajišťuje díly, které napoprvé odpovídají vašim specifikacím.
Pravidla návrhu, která snižují výrobní potíže
Představujte si pravidla DFM jako ochranná zábradlí, která udržují váš projekt na správné cestě. Každý pokyn řeší reálná omezení výrobních zařízení a chování materiálu. Pokud navrhujete v rámci těchto parametrů, vaše vyrobené hliníkové díly dorazí rychleji, budou levnější a budou lépe fungovat.
- Udržujte ve svém návrhu rovnoměrnou tloušťku materiálu. Plech začíná jako rovný list s konzistentní tloušťkou. Celá vaše součást musí mít stejnou tloušťku hliníkového plechu. Na rozdíl od obráběných dílů nelze vytvářet silnější části nebo proměnlivou tloušťku stěn bez svařování samostatných dílů dohromady.
- Dodržujte pravidlo 4T pro umístění prvků. Udržujte všechny otvory, jazýčky, drážky a další prvky minimálně ve vzdálenosti čtyřnásobku tloušťky materiálu od ohybových linií. Podle návrhových pokynů společnosti Protolabs způsobí umístění prvků příliš blízko nežádoucí deformaci na lisy. U měděného plechu o tloušťce 0,050 palce to znamená minimální vůli 0,200 palce. Stejné pravidlo platí i pro hliník.
- Stanovte realistické ohybové poloměry. Při ohýbání plechu vytvoří nástroj lisu zaoblený vnitřní poloměr, nikoli ostrý roh. Nejběžnější vnitřní ohybový poloměr je 0,030 palce (0,762 mm). Mějte na paměti, že vnější poloměr se rovná vnitřnímu poloměru plus tloušťce materiálu. Návrh s ostrými 90stupňovými rohy vede k selhání projektu.
- Používejte po celé součásti konzistentní ohybové poloměry. Chcete ušetřit peníze? Uveďte stejný poloměr pro každý ohyb. Pokud váš výrobce nemusí mezi operacemi měnit nástroje, vyhnete se dodatečným pracovním poplatkům. Různé poloměry na každém ohybu působí ve CADu působivě, ale v reálné výrobě stojí navíc.
- Zahrňte vybrání do rohů v místech ohybů. V místech, kde se dva ohyby setkávají v rohu, musí materiál někam odejít. Bez vybrání do rohů se kov trhá nebo nerovnoměrně hromadí. Standardní postup vyžaduje vybrání o něco větší než je ohybový poloměr, aby bylo možné čisté tváření.
- Zohledněte K-faktor při tvorbě výkresu plochého tvaru. K-faktor určuje polohu neutrální osy uvnitř materiálu během ohýbání. Podle specifikací návrhu plechových dílů se tato hodnota obvykle pohybuje mezi 0,25 a 0,50, v závislosti na materiálu, úhlu ohybu a metodě tváření. Nesprávné hodnoty K-faktoru vedou k dílům, které po tváření neodpovídají požadovaným rozměrům.
- Zasílejte správně formátované soubory CAD. Vaše objednávka na míru řezaného hliníkového plechu by měla obsahovat soubor CAD se součástí ve složeném stavu a jasně vyznačenými ohybovými linkami. Tuhé objekty bez informací o ohybech přinutí výrobce hádat vaši myšlenku, což vede k chybám a zpožděním.
- Uveďte tolerance vhodné pro vaše použití. Přesnější tolerance stojí více. Standardní tolerance plechových dílů ±0,010 až ±0,020 palce vyhovují pro většinu aplikací. Přesné tolerance vyhrazujte pouze pro prvky, které je skutečně vyžadují.
Běžné chyby, které zvyšují náklady a zpomalují projekty
I zkušení inženýři dělají chyby, které komplikují výrobu. Porozumění těmto úskalím vám pomůže se jim vyhnout, než pošlete svůj návrh k cenové kalkulaci.
- Příliš úzké tolerance: Stanovení tolerance ±0,001 palce, když ±0,010 palce plně postačuje, zvyšuje čas strojního zpracování, nároky na kontrolu a náklady. Podle odborníků na výrobu patří tato chyba mezi nejčastější a nejdražší konstrukční chyby.
- Prvky umístěné příliš blízko okrajů: Díry, drážky nebo západky umístěné blízko okrajů plechu se mohou při tváření deformovat nebo dokonce úplně vytrhnout. Dodržujte dostatečnou vzdálenost od okraje na základě tloušťky materiálu a velikosti prvku.
- Nedoceňování požadovaného ohybového poloměru: Navrhování příliš ostrých ohybů, které překračují meze materiálu, může způsobit praskání nebo porušení. Různé slitiny hliníku mají různé minimální ohybové poloměry. Pro tepelně zpracovaný 7075-T6 jsou potřeba mnohem větší poloměry než pro žíhaný 5052-H32, aby nedošlo k praskání.
- Ignorování sčítání tolerance: Když se více ohybů, děr a prvků vzájemně ovlivňuje, jednotlivé tolerance se sčítají. Díl s pěti ohyby, každý s tolerancí ±0,010 palce, může mít na konečném prvku kumulativní odchylku až ±0,050 palce. Kritické prvky navrhujte vzhledem ke společným základnám, nikoli řetězením rozměrů.
- Složité geometrie bez funkčního účelu: Každý další ohyb, díra nebo prvek zvyšuje čas na nastavení a výrobní náklady. Zjednodušte návrh tím, že si položíte otázku, zda každý prvek opravdu plní určitý účel.
Při práci s nůžkami na řezání hliníkových plechů nebo laserovým systémem mějte na paměti, že tyto stroje interpretují vaši CAD geometrii doslovně. Nejednoznačné rozměry, chybějící informace o ohybech nebo konfliktní specifikace způsobují zmatek, který zdržuje výrobu a může vést k vyřazení dílů.
Správná příprava DFM přináší výhody po celou dobu vašeho projektu. Výrobci mohou přesněji kalkulovat ceny, výroba probíhá rychleji a vaše hliníkové díly odpovídají vašim očekáváním. Když ovládnete tyto základy návrhu, jste připraveni prozkoumat, jak různé odvětví používají vlastní hliníkové plechy k naplnění svých specifických požadavků.

Odvětvové aplikace a požadavky na certifikace
Nyní, když ovládáte zásady návrhu, je čas si ukázat, jak to všechno funguje v praxi: pochopení toho, jak různé odvětví ve skutečnosti využívají kovové plechy z vyrobené hliníkové slitiny. Každý sektor klade jedinečné požadavky, které ovlivňují každé rozhodnutí o specifikacích, o nichž jste se dosud učili. To, co funguje pro architektonické panely, nestačí pro letecké komponenty a automobilové požadavky se výrazně liší od aplikací v systémech VZT.
Pochopení těchto specifických požadavků jednotlivých odvětví vám pomůže efektivně komunikovat s výrobci a zajistí, že vaše díly budou splňovat nejen rozměrové tolerance, ale i předpisy a výkonové normy, které vaše aplikace vyžaduje.
Průmyslové aplikace pohánějící poptávku po kustomizovaném hliníku
Kombinace pevnosti, lehkosti a odolnosti vůči korozi činí hliník nepostradatelným ve více odvětvích. Podle průmyslového průvodce společnosti PSHardware se aplikace rozprostírají od stavebnictví a architektury po dopravu, spotřební zboží a průmyslovou výrobu. Podívejme se, co jednotlivá hlavní odvětví vyžadují.
Automobilový průmysl: Možná žádné odvětví neklade vyšší nároky na kování z hliníkového plechu než výroba automobilů. Každý hliníkový panel karoserie musí splňovat přísné tolerance a zároveň být dostatečně lehký, aby zlepšil palivovou účinnost. Díly rámu, součásti zavěšení a nosné prvky vyžadují dokumentovanou stopovatelnost a systémy řízení kvality, které zajišťují konzistentní výkon u milionů dílů.
Podle Směrnice pro certifikaci NSF , IATF 16949 se stalo mezinárodním standardem pro systémy řízení kvality v automobilovém průmyslu. Tato certifikace se zaměřuje na neustálé zlepšování s důrazem na prevenci vad a snižování variability a plýtvání v celém dodavatelském řetězci. Většina hlavních automobilových OEM výrobců vyžaduje certifikaci IATF 16949 od svých dodavatelů bez ohledu na velikost organizace.
U automobilových projektů, které vyžadují certifikované výrobce, je klíčové spolupracovat s dodavateli, kteří nabízejí možnosti rychlého prototypování spolu s hromadnou výrobou. Shaoyi (Ningbo) Metal Technology spojit 5denní rychlé prototypování s výrobou certifikovanou podle IATF 16949 pro podvozky, zavěšení a konstrukční díly. Tato dvojitá kapacita umožňuje automobilovým nákupcům rychle ověřit návrhy, než přejdou ke kompletním výrobním sériím.
Průmysl VZT: Vytápění, větrání a klimatizační systémy silně závisí na hliníku pro potrubí, výměníky tepla a skříně zařízení. Vynikající tepelná vodivost materiálu jej činí ideálním pro aplikace přenosu tepla. Podle odborníků z průmyslu jsou vlastnosti vodivosti hliníku důvodem jeho popularity u radiátorů, klimatizačních potrubí a komponent výměníků tepla.
Reklama a grafika: Od silničních billboardů po obchodní expozice poskytují hliníkové desky odolnost a odolnost proti povětrnostním podmínkám. Reklamní panely uvnitř budov obvykle využívají tenčí plechy pro úsporu hmotnosti, zatímco venkovní aplikace vyžadují těžší materiál, aby odolaly náporu větru. Úprava povrchu zde hraje zásadní roli, anodizované nebo práškově natřené povrchy zajistí jak estetický dojem, tak dlouhodobou ochranu.
Architektonické aplikace: Moderní architektura využívá hliník pro střechy, obklady, okenní rámy, fasádní panely a stropy. Segment hliníkových střešních plechů dále roste, protože architekti tento materiál uvádějí pro jeho moderní vzhled a odolnost proti korozi. Podle dat ze stavebního průmyslu je kombinace odolnosti vůči povětrnostním vlivům a flexibilita v návrhu důvodem, proč je hliník preferovanou volbou pro budovy a konstrukční prvky.
Letectví a vesmírný průmysl: Když úspora hmotnosti přímo přispívá ke snížení spotřeby paliva a zvyšuje nosnost, pak letecké aplikace vyžadují nejvyšší standardy. Podle analýzy Protolabs pro letecký průmysl výrazně snižují hliníkové slitiny hmotnost letadel, protože jsou výrazně lehčí než ocel, což umožňuje letadlům přepravovat větší náklad nebo zvyšuje účinnost spotřeby paliva. Mezi běžné letecké aplikace patří systémy dodávky paliva, výměníky tepla, rozvody, turbočerpadla a různé konstrukční spojovací prvky.
Přívěsy a doprava: Hliníkové plechy pro návěsy slouží k vyvážení odolnosti a úspory hmotnosti. Vlastníci vozových parků zadávají hliníkové panely a konstrukční díly, aby zvýšili nosnost, aniž by obětovali pevnost konstrukce. Slitina 5052 se v tomto odvětví často používá díky své vynikající odolnosti proti korozi a dobře tvarovatelnosti.
Požadavky specifické pro jednotlivá odvětví, které musíte znát
Každý průmyslový odvětví má odlišné požadavky, které ovlivňují výběr materiálu, způsob zpracování a kvalitativní normy. Porozumění těmto rozdílům pomáhá přesně určit díly, které splňují jak funkční, tak předpisy stanovené orgány.
| Průmysl | Upřednostňované slitiny | Typická tloušťka | Požadavky na povrchovou úpravu | Kvalitní certifikace |
|---|---|---|---|---|
| Automobilový průmysl | 5052, 6061, 6082 | 0,8 mm - 3,0 mm | E-lak, práškový lak nebo holý k povolení | IATF 16949, ISO 9001 |
| HVAC | 3003, 5052 | 0,5 mm - 1,5 mm | Dodací stav, natřeno | SMACNA standardy |
| Informačními Tábory | 3003, 5052 | 0,8 mm - 2,0 mm | Anodizované, s práškovým nátěrem, připravené pro vinyl | Certifikace UL pro osvětlené návěstí |
| Architektonickém | 3003, 5005, 5052 | 1,0 mm - 3,0 mm | Anodizace třídy I/II, povlak PVDF | AAMA 2603/2604/2605 |
| Letecký průmysl | 2024, 6061, 7075 | 0,5 mm - 6,0 mm | Chromátová konverze, anodizované | AS9100, Nadcap |
| Přívěs/Doprava | 5052, 6061 | 1,5 mm – 4,0 mm | Hladký povrch, natřený, strukturovaný | Shoda s DOT, ISO 9001 |
Podrobný přehled certifikací: Certifikace IATF 16949 si zasluhuje zvláštní pozornost, protože představuje jeden z nejnáročnějších rámů pro řízení kvality ve výrobě. Podle Přehledu certifikací NSF tento standard byl vydán v roce 2016 Mezinárodní automobilovou pracovní skupinou a nahradil dřívější normu ISO/TS 16949. Navazuje na strukturu ISO 9001 a doplňuje ji o požadavky specifické pro automobilový průmysl, které se zaměřují na prevenci vad, snižování odpadu a bezpečnost produktu.
Organizace certifikované dle IATF 16949 musí prokázat soulad se všemi deseti klauzulemi normy, a to ve vztahu ke svému celému provoznímu ekosystému včetně dodavatelského řetězce, zákazníků a dalších zainteresovaných stran. Mezi výhody uváděné certifikovanými organizacemi patří zlepšená spokojenost zákazníků, vyšší efektivita, lepší řízení rizik a větší zapojení zaměstnanců. Certifikace probíhá v tříletém cyklu s dohledovými audity v prvním a druhém roce a recertifikací ve třetím roce.
Co to znamená pro kupující: Při nákupu hliníkových panelů nebo jiných speciálních komponent pro automobilové aplikace by mělo být ověření certifikace IATF 16949 vašeho dodavatele nezbytné. Tato certifikace potvrzuje, že váš výrobní partner udržuje systémy kvality, které požadují automobiloví výrobci OEM. Dodavatelé nabízející komplexní podporu při návrhu pro výrobu (DFM) spolu s rychlou reakcí na poptávky (např. odpověď do 12 hodin) demonstrují servisní reaktivitu, která udržuje automobilové projekty v harmonogramu.
Přihlížení k výrobě hliníku podle odvětví: Kromě certifikací každé odvětví přináší specifické výzvy při zpracování hliníku:
- Automobilový průmysl: Vysokorychlostní stříhání s úzkými tolerancemi, svařitelnost a příprava povrchu pro lepivost nátěru
- VZT: Svařování překrytých svárů, tváření potrubí a zachování vodivostních vlastností
- Reklama: Precizní řezání pro grafické aplikace, konzistentní rovinnost a dokončení okrajů
- Architektura: Manipulace s velkými panely, skryté systémy upevnění a zohlednění tepelných mostů
- Letectví a kosmonautika: Stopovatelnost materiálu, nedestruktivní zkoušky a kritéria přijetí bez vady
Porozumění těmto specifickým požadavkům jednotlivých odvětví vám umožní efektivně komunikovat se zpracovateli a vybrat dodavatele, kteří jsou vybaveni pro vaše konkrétní použití. Poté, co jsou požadavky odvětví objasněny, posledním krokem je výběr správného dodavatele a úspěšné zvládnutí objednávacího procesu.
Výběr správného dodavatele a proces objednávání
Definovali jste své specifikace, porozuměli možnostem výroby a identifikovali požadavky vašeho odvětví. Nyní přichází rozhodnutí, které určí, zda se všechna tato příprava vyplatí: výběr správného partnera ve výrobě. Kde mohu koupit hliníkové plechy, které splňují přesně mé specifikace? Odpověď závisí méně na geografii a více na nalezení dodavatele, jehož kapacity, certifikace a standardy služeb odpovídají požadavkům vašeho projektu.
Podle společnosti Howard Precision Metals jsou kovy vysoce kvality nezbytné pro výrobu součástek a produktů, které mají spolehlivost a dlouhou životnost. Pokud u svého dodavatele kovů usuzujete na nižší kvalitu, může to negativně ovlivnit pověst a výkon vašeho podnikání. Výběr správného dodavatele hliníkových plechů není jen otázkou nalezení nejnižší ceny. Jde o budování partnerství, které přináší konzistentní výsledky.
Hodnocení dodavatelů zakázkových hliníkových plechů
Než budete požadovat cenové nabídky, stanovte si jasná kritéria pro hodnocení. Ne každý výrobce má stejné možnosti a neshoda očekávání může vést k prodlevám, problémům s kvalitou a frustaci. Ať už hledáte plechy z hliníku poblíž mě nebo uvažujete o zahraničních partnerech, právě tyto faktory oddělují spolehlivé dodavatele od rizikových volby.
- Možnosti a vybavení: Má dodavatel k dispozici výrobní zařízení, které váš projekt vyžaduje? Dobře vybavený dodavatel hliníkových plechů by měl nabízet extrudéry, anodizaci, nástřik práškového nátěru a CNC obrábění buď interně, nebo prostřednictvím ověřených partnerů. Podle Konsolidovaných směrnic pro audit dodavatelů Kimsen Global je klíčové ověřit měsíční kapacitu v tunách a flexibilitu ve škálování, abyste mohli efektivně řídit nárůsty poptávky, zejména u dlouhodobých dodavatelských smluv.
- Certifikace a kvalifikace: Ověřte, zda váš potenciální dodavatel má všechna požadovaná osvědčení pro váš odvětví. Osvědčení ISO 9001 pro systém řízení kvality a ISO 14001 pro environmentální management představují minimální ukazatele spolehlivosti. Pro automobilové aplikace je nezbytné osvědčení IATF 16949. Vyžadujte dokumentaci namísto verbálních ujištění.
- Záznam a pověst: Hledejte dodavatele s ověřenou exportní historií na náročné trhy, jako jsou USA, EU nebo Japonsko. Zkušenost s vývozem signalizuje procesy a shodu produktů dle globálních standardů. Pokud je to možné, vyhledejte hodnocení spokojenosti zákazníků. Velké množství pozitivních recenzí ve srovnání s negativními připomínkami posiluje důvěru ve vaši volbu.
- Procesy kontroly kvality: Zeptejte se, jak společnost provádí kontrolu příchozích materiálů, zboží ve výrobě a hotových dílů. Podle Swisher Manufacturing následuje zajištění kvality po výrobní fázi, při které výrobci kontrolují hotové kovové díly na vady, rozměry, kvalitu materiálu a povrchové úpravy ve shodě s vašimi schválenými specifikacemi.
- Odborné znalosti pracovníků: Zjistěte velikost týmu dodavatele a certifikace a dovednosti, které mají. Můžete potřebovat odborníky s praxí v konkrétních službách, jako je výroba vlastních hliníkových profilů nebo zpracování specializovaných povrchových úprav.
- Rychlost komunikace: Jedním z hlavních klíčů k vytvoření trvalého vztahu s dodavatelem kovů je pozorný servis pro zákazníky. Vezměte na vědomí, jak rychle reagují na dotazy. Je k dispozici jeden vyhrazený kontaktní pracovník, nebo jste přesměrováváni od jedné osoby ke druhé? Dodavatelé nabízející rychlé stanovení cen, například odpověď do 12 hodin, jako poskytují Shaoyi (Ningbo) Metal Technology , demonstrují standardy servisu, které by kvalitní nákupci měli očekávat.
- Spolehlivost dodacích lhůt: Vypracujte časový plán, který předáte potenciálním dodavatelům. Podle společnosti Howard Precision Metals pomáhá mít časový plán k odstranění komplikací a nedorozumění týkajících se výroby a dodání. Před závazkem potvrďte, zda dodavatel dokáže vyhovět odhadovanému časovému rámci vašeho projektu.
Při hledání plechu z hliníku na prodej se neomezujte pouze na místní možnosti, pokud vaše specifikace vyžadují specializované schopnosti. Mnoho kupujících zjišťuje, že otázka, kde nakupovat hliníkové plechy, je méně o blízkosti a více o shodě technických požadavků s odborností dodavatele. Globální zásobování otevírá přístup ke specializovaným výrobcům, kteří mohou nabídnout lepší kvalitu, kratší dodací lhůty nebo konkurencnější ceny ve srovnání s regionálními alternativami.
Od poptávky po doručené díly
Porozumění běžnému objednávacímu postupu vám pomůže proces snadno zvládnout a vyhnout se běžným chybám, které by mohly zpozdit výrobu nebo ohrozit kvalitu.
Krok 1: Počáteční dotaz a odeslání návrhu
Začněte tím, že předáte své návrhové soubory potenciálním výrobcům. Podle objednávacího průvodce společnosti Swisher Manufacturing se odborníci na výrobu spoléhají na přesné specifikace, aby dodali díly odpovídající vašim požadavkům. Vytvořte jasné návrhy pomocí CAD softwaru a stanovte materiály, rozměry, tolerance a další technické detaily. Tyto parametry tvoří základ vaší objednávky.
Ujistěte se, že všechny návrhové soubory jsou přesné a kompatibilní s výrobním zařízením vašeho dodavatele. Jakékoli nesrovnalosti nebo chybějící informace by mohly vést ke prodloužené době výroby nebo chybám.
Krok 2: Přezkoumání nabídky a zpětná vazba DFM
Dodavatelé kvalitních služeb analyzují váš výkres a poskytují doporučení pro vylepšení návrhu z hlediska vyrábění. Může to zahrnovat optimalizaci využití materiálu, návrh alternativních prvků snižujících náklady nebo identifikaci potenciálních výrobních problémů ještě před jejich vznikem.
Komplexní podpora DFM odlišuje vynikající dodavatele od dostatečných. Partneři jako Shaoyi (Ningbo) Metal Technology poskytují důkladnou zpětnou vazbu k návrhu jako součást svého standardního procesu, čímž pomáhají optimalizovat vaši výrobu ještě před jejím zahájením.
Krok 3: Potvrzení objednávky a výroba
Po přijetí finálního návrhu a cenové nabídky služba výroby zahájí výrobní proces. Udržujte pravidelný kontakt, abyste byli informováni o stavu projektu, potenciálních zpožděních nebo úpravách návrhu. Běžné výrobní metody zahrnují laserové řezání, CNC obrábění, stříhání a svařování, přičemž požadovaná metoda závisí na složitosti a funkci vaší součásti.
Krok 4: Kontrola kvality a odeslání
Dokončené díly jsou kontrolovány na vady, rozměrovou přesnost, kvalitu materiálu a soulad povrchové úpravy. Vyžádejte si dokumentaci potvrzující výsledky kontroly, zejména pro certifikované aplikace. Nakonec jsou díly baleny s vhodnou ochranou, jako jsou inhibitory rzi, plastové obaly, dřevěné bedny a chrániče hran, aby bylo zajištěno jejich doručení v optimálním stavu.
Rozpočtové úvahy: Vyžádejte cenové nabídky během počáteční konzultace a zohledněte faktory, jako jsou materiály, práce a náklady na dopravu. Porovnání nabídek od více dodavatelů může odhalit konkurenceschopné ceny. Nicméně nejnižší nabídka ne vždy představuje nejlepší hodnotu. Zohledněte také možnosti zajištění kvality, rychlost komunikace a historii dodávek včas.
Když najdete hliníkové plechy k prodeji, které splňují vaše specifikace, ujistěte se, že cena zahrnuje všechny dokončovací operace, požadavky na kontrolu a balicí normy vyžadované vaším projektem. Skryté náklady za dodatečné operace mohou rychle snížit počáteční úspory z nízkých základních cen.
Nejlepší partneři ve zpracování plechů rozumí tomu, že žádné dva projekty nejsou stejné, a nabízejí individuální řešení přesně podle vašich potřeb.
Pokud při hodnocení dodavatelů a objednávání postupujete podle tohoto strukturovaného přístupu, zajistíte úspěch svým projektům s kovovými hliníkovými plechy na míru. Správný partner nedodává jen díly. Stává se rozšířením vašich výrobních kapacit a poskytuje odborné znalosti, systémy kvality a flexibilní servis, které zajišťují plynulý chod vaší výroby.
Často kladené otázky o kovových hliníkových pleších na míru
1. Jaký je rozdíl mezi kovovými hliníkovými plechy na míru a standardními?
Vysoce přizpůsobené hliníkové plechy jsou vyráběny tak, aby splňovaly konkrétní požadavky projektu, včetně přesných rozměrů, specifického výběru slitiny, upravených povrchových úprav a specifikací dle použití. Standardní plechy jsou k dispozici v předem definovaných velikostech a konfiguracích. Přizpůsobená výroba nabízí flexibilitu pro složité tvary, užší tolerance měřené v tisícinách palce, optimalizované využití materiálu s menším odpadem a integrované možnosti dokončování, které standardní skladové materiály neposkytují.
2. Která hliníková slitina je nejlepší pro plechové konstrukce?
Nejvhodnější slitina závisí na vašem použití. Slitina 3003 nabízí vynikající tvárnost, vhodnou pro systémy VZT a střešní konstrukce. Slitina 5052 poskytuje vysokou odolnost proti korozi, ideální pro námořní a lékařské aplikace. Slitina 6061 nabízí nejlepší poměr pevnosti, svařitelnosti a obrobitelnosti pro konstrukční díly. Slitina 7075 nabízí nejvyšší pevnost vzhledem k hmotnosti, ale má omezenou tvárnost a svařitelnost, což ji činí vhodnou pro letecký průmysl a součásti automobilů vysoce výkonné třídy.
3. Jak vybrat vhodnou tloušťku hliníkového plechu?
Výběr tloušťky vyvažuje pevnost konstrukce, hmotnost, tvárnost a náklady. Pro vývěsní štítky je vhodná tloušťka 16–20 g. Automobilové panely obvykle používají 18–22 g pro karosérie a 10–14 g pro nosné části. V zařízeních VZT se vyžaduje tloušťka 14–18 g. Mějte na paměti, že silnější materiál je dražší, zvyšuje hmotnost a vyžaduje větší ohybové poloměry. Vždy specifikujte nejtenčí možnou tloušťku, která splňuje vaše požadavky na pevnost, aby byly optimalizovány náklady.
4. Jaké certifikace bych měl hledat u dodavatele zakázkových hliníkových plechů?
Základní certifikace se liší podle odvětví. Certifikace ISO 9001 indikuje spolehlivé systémy řízení kvality. Pro automobilové aplikace je povinná certifikace IATF 16949, která se zaměřuje na prevenci vad a snižování odpadu. Letecké projekty vyžadují certifikace AS9100 a NADCAP. Architektonické aplikace by měly splňovat normy AAMA 2603/2604/2605. Certifikace vždy ověřujte na základě dokumentace, nikoli slovních ujištění, a ujistěte se, že dodavatelé mohou poskytnout stopovatelnost materiálu a certifikáty zkušebních protokolů z výrobního šarže.
5. Kolik stojí výroba zakázkových hliníkových plechů?
Náklady závisí na cenách materiálů (přibližně 2,10 USD za libru po přepravě do USA), třídě slitiny, tloušťce, složitosti zpracování, množství, požadavcích na povrchovou úpravu a dodací lhůtě. Zpracované hliníko běžně stojí mezi 2,00 a 4,50 USD za libru včetně zpracování. Pro optimalizaci nákladů vyberte nejtenčí vhodný materiál, zjednodušte konstrukci, standardizujte prvky, zmírněte tolerance, kde je to možné, a plánujte dopředu, abyste se vyhnuli poplatkům za expedici. Větší objednávky výrazně snižují cenu za jednotku.