Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

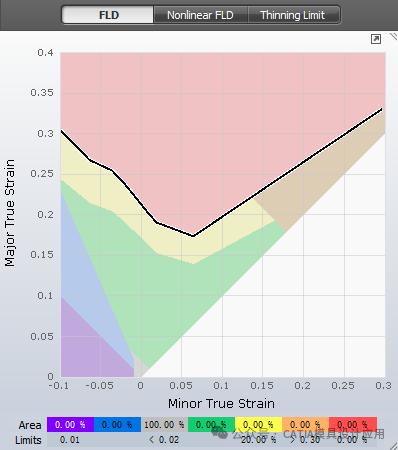
Седемте ключови зони на диаграмата FLD в софтуера AutoForm
В автомобилната индустрия компютърно подпомаганото инженерство (CAE) играе критична роля в процеса на разработка на продукта. Един от най-напредналите инструменти CAE за симулация на формоване на ламарина е AutoForm, който помага на инженерите да предвиждат и предотвратяват дефекти като пукане, гънки и прекомерно изтъняване чрез анализ чрез метода на крайните елементи (FEA).
Основна функция на AutoForm е диаграмата на граничното формоване (FLD) – мощен инструмент, използван за оценка на границите на формоване на ламарината. FLD разделя състоянията на деформация на материала на седем цветово кодирани зони, което позволява на инженерите визуално да оценят нивото на риск от повреда на детайла по време на процеса на формоване.
Нека да разгледаме подробно седемте зони на FLD и какво показват те:
1. Зона на пукане (червено)
Намиращ се над кривата на границата на формоване (FLC), този регион показва, че материала е надвишил границата си на формоване и има голям риск от пукване. Всяка точка, попадаща в тази червена зона, означава незабавен отказ и изисква спешни корекции на инструментите, материала или процеса.
2. Зона с риск от пукнатина (Жълто)
Тази зона се намира непосредствено под зоната на пукнатини и представлява област с висок риск. Въпреки че материала все още не е пропукал, работата му е близо до граничните стойности. Препоръчват се превантивни мерки – или коригиране на параметрите на формоването, или промяна на свойствата на материала, за да се поддържат нивата на деформация извън опасната зона.
3. Зона с преувеличено разтъняване (Портокалово)
Преувеличено разтъняване означава, че дебелината на ламарината е намалена над допустимия праг, което компрометира структурната цялост и издръжливостта на детайла. Това често се предизвиква от прекомерно разтягане в локални области и трябва да се избягва при компоненти, важни за безопасността.
4. Бездънна зона (Зелено)
Това е идеалното състояние на формоване. Детайлите, които попадат в тази зона, са в оптималния диапазон на деформация, което означава, че е малко вероятно да се напукаят, да се надупчат или да станат твърде тънки. Това е целевата зона за всички критични продуктови области.
5. Зона с недостатъчно изтягане (Сива)
Когато ламарината не изпитва достатъчно изтягане, тя може да не се съобрази напълно с желаната форма. AutoForm маркира тези области в сиво. Въпреки че понякога е допустимо в нефункционални зони като фланци или зони за рязане, те трябва да бъдат минимизирани по повърхностите на продукта, за да се запази размерната точност.
6. Зона с наклонност към гънки (Синя)
Тази зона показва риск от образуване на гънки. Въпреки че все още не представлява авария, гънките могат да се появят, ако определени условия продължат. Инженерната преценка, подкрепена от метрики за височина на гънките и опита при формоване, е от съществено значение за управление на този риск.
7. Зона с гънки (Пурпурна)
След като материят навлезе в зоната на гънки, вече се наблюдава видимо гънчене. Това компрометира както естетиката, така и функционалността. Инженерите трябва да променят дизайна на матриците или да модифицират разположението на тегловните ребра, за да елиминират или контролират гънченето.
Защо FLD е важен при автомобилния CAE анализ?
Чрез използването на диаграми FLD в AutoForm инженерите могат да симулират и предвиждат проблеми при формоването още в ранните етапи на проектирането. Това помага:
·Да се елиминира методът проба-грешка при разработването на инструменти
·Да се намали времето и производствените разходи
·Да се подобри качеството и възпроизводимостта при масово производство
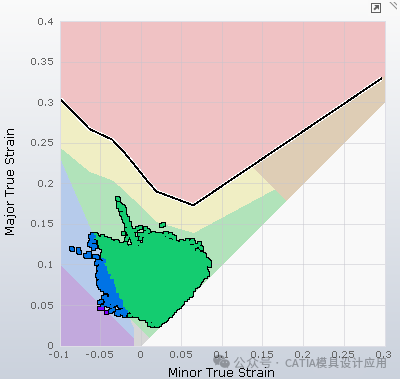
Анализ на приложението в реални условия
По-долу е показан примерен FLD график от симулация на действителна компонента. Можете ли да определите дали тази част е в рискова зона за пукане или гънчене? Повечето точки на деформация ли са в зелената зона или има области, които будят загриженост?
Свободно споделете анализа си в коментарите – ще се радваме да чуем вашето тълкуване!