 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Штамповане на компоненти за колони на управление: Ръководство за производство и материали
Накратко
Штамповката е доминиращият производствен процес за серийно производство на критични за безопасността компоненти компоненти на рулеви колони, произведени чрез штамповане , включително монтажни скоби, механизми за регулиране на наклона и колапсиращи обвивки. В сравнение с традиционните методи за леене, металната штамповка с използване на високопрочни нисколегирани (HSLA) стомани осигурява значително намаляване на теглото и по-ниска цена на брой, като същевременно се запазват строгите стандарти за безопасност при катастрофи. Този наръчник разглежда техническата осъществимост, стратегиите за избор на материали и изискванията към доставчиците (като IATF 16949), необходими за проектирането на здрави рулеви системи.
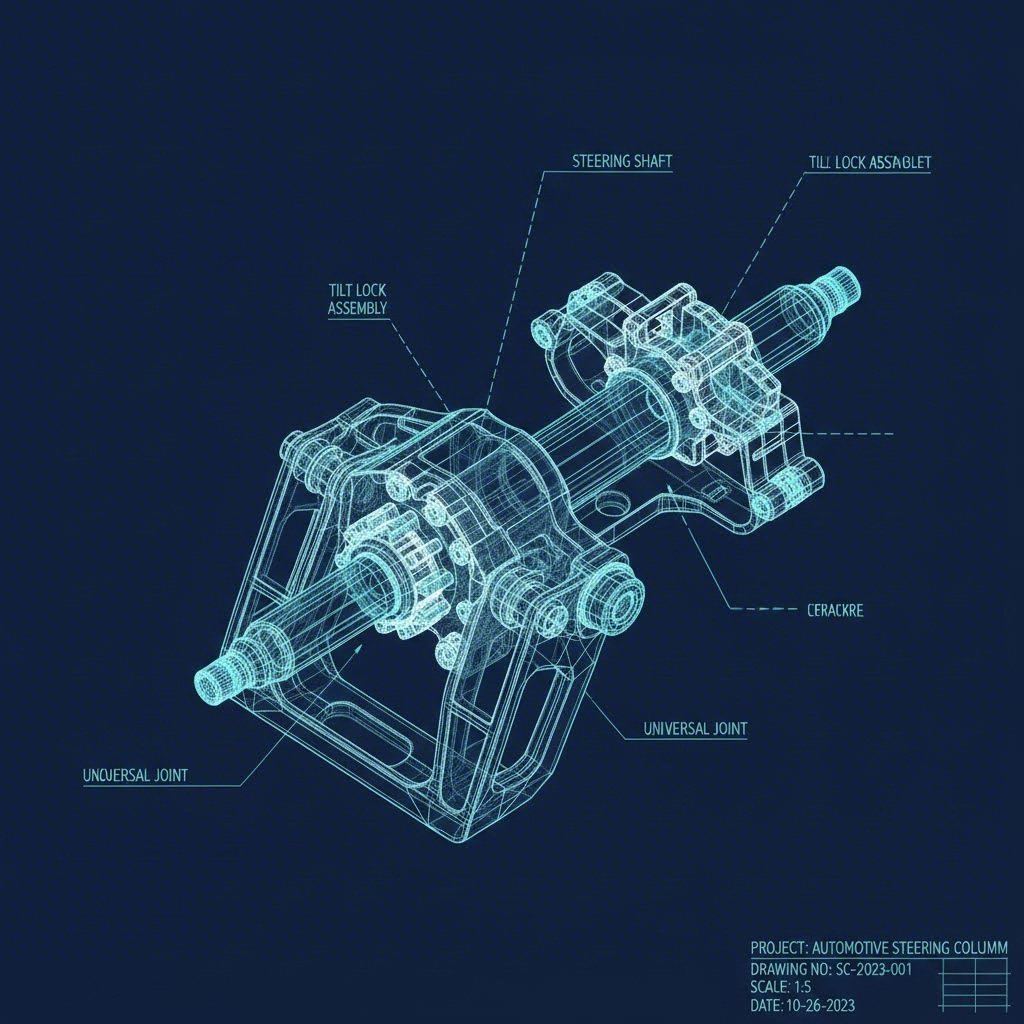
Ключови штампувани компоненти в рулеви колони
Съвременните волани са сложни подсборки, изискващи висока прецизност за осигуряване на безопасността и комфорта на водача. Металното штамповане позволява на инженерите да произвеждат сложни геометрии с висока повтаряемост. Следните компоненти са основни кандидати за прогресивно и трансферно штамповане.
Монтажни скоби и конструктивни подпори
Воланът трябва да бъде здраво прикрепен към напречната греда или преградата на автомобила, за да се предотврати вибрация. Штампаните монтажни скоби се предпочитат пред лени алуминий в много масови приложения поради по-доброто съотношение между якост и тегло. Тези скоби обикновено се изработват от високоякостна стомана (HSLA), за да издържат на големи статични натоварвания и динамични експлоатационни сили без деформация.
Механизми за наклон и регулиране
Ергономиката за шофьора разчита на механизмите за регулиране на наклона (rake) и телескопичното изтегляне (reach). Плочите за заключване и зъбците, използвани в тези системи, често се изработват чрез щанцоване до почти окончателна форма. Тук често се прилага прецизно финиционно щанцоване, за да се постигнат чисти ръбове след отрязване, необходими за гладко заключване, като по този начин се избягват вторични машинни операции.
Сгъваеми якета и зони за безопасност
В случай на челен удар кормилната колона е проектирана да се сгъва, като поглъща енергията за защита на шофьора. Това често се постига чрез щанцовани и навити плочи, поглъщащи енергия, или скоби с мрежест тип, които се деформират по контролиран начин. Производителите използват специализирани матрици, за да създадат определени концентрации на напрежение или гофрирания в метала, осигурявайки предвидимо смачкване на компонента при точно определена натоварване.
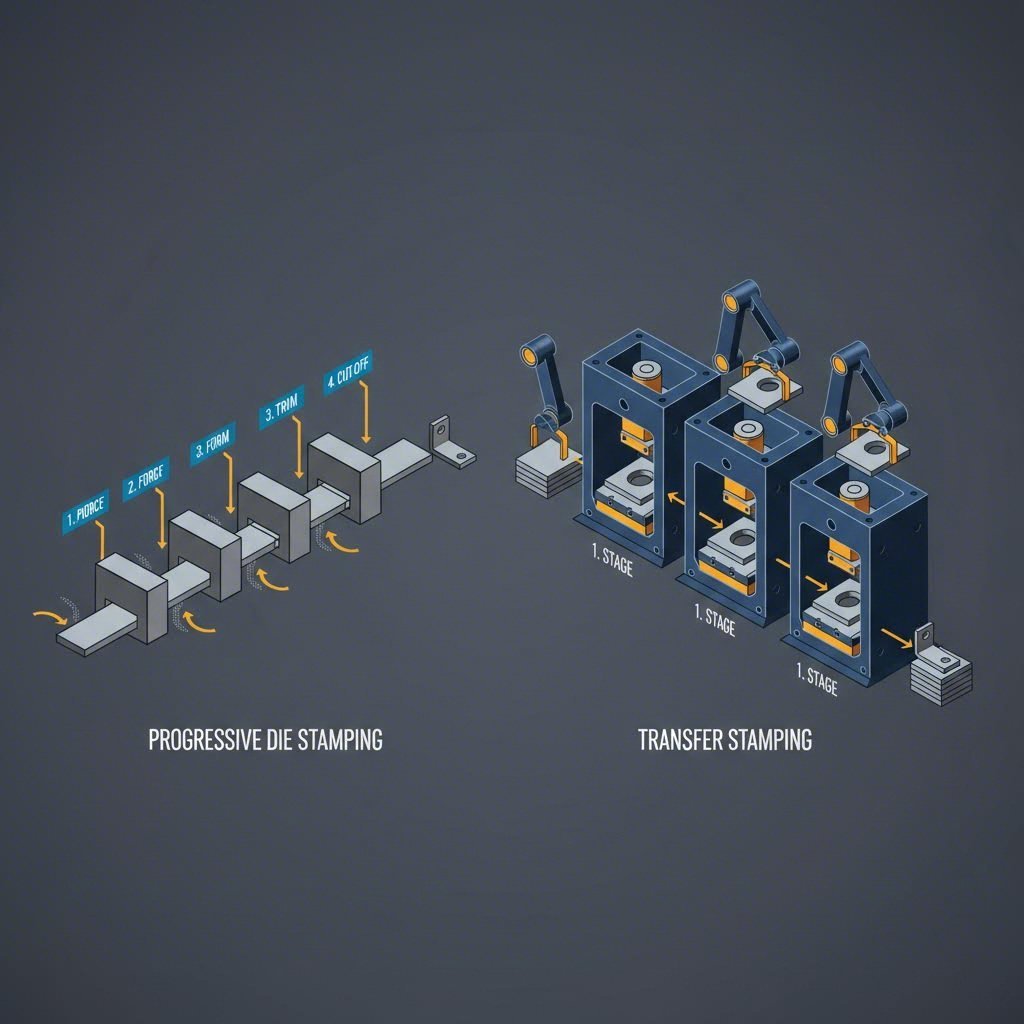
Производствени процеси: Прогресивно срещу трансферно щанцоване
Изборът на правилната методика за щанцоване е от решаващо значение за постигане на баланс между инвестициите в инструменти и единичната цена. При компоненти за колони за управление решението често се определя между щанцоване с прогресивни матрици и трансферно щанцоване.
Прогресивно щамповане на матрици
За по-малки компоненти с голям обем, като фиксиращи лостове, скоби и по-малки конзоли, стандарт е щанцоването с прогресивни матрици. При този процес метална лента се подава през единична матрица с множество работни станции. Всяка станция извършва определена операция — рязане, огъване или пробиване — докато лентата се придвижва напред. Този метод осигурява висок брой ходове в минута (SPM), което значително намалява цикъла и цената на брой за високотонажни автомобилни програми.
Трансферно щанцоване за сложни геометрии
По-големите структурни кутии или компоненти, изискващи дълбоко изтегляне, често изискват трансферно штамповане. За разлика от прогресивните матрици, при които детайлите остават прикрепени към лентата, при трансферното штамповане отделните заготовки се преместват между станциите с помощта на механични пръсти. Това позволява по-сложни формообразуващи операции и по-добра употреба на материала, което е от съществено значение при работа със скъпи стомани за автомобилна индустрия.
От прототип до масово производство
Проверката на възможността за производство още в ранния етап на проектирането е от решаващо значение. Производителите на автомобили често изискват от доставчиците да демонстрират способностите си през целия жизнен цикъл на продукта. Доставчиците, които могат да осигурят преход от бързо прототипиране към серийно производство, предлагат стратегическо предимство. Например, Shaoyi Metal Technology предлага всеобхватни решения за штамповане, които мащабират от първоначални прототипи до високотомнажно производство, използвайки преси до 600 тона, за доставка на ключови компоненти като управляеми лостове и подрамки в съответствие със стандарта IATF 16949.
Инженерни предизвикателства и избор на материал
Изпълнението на безопасносенситивни управляващи части изисква преодоляване на сложни металургични поведения. Инженерите трябва да отчитат свойствата на материала, които влияят както на възможността за производство, така и на крайния експлоатационен резултат на детайла.
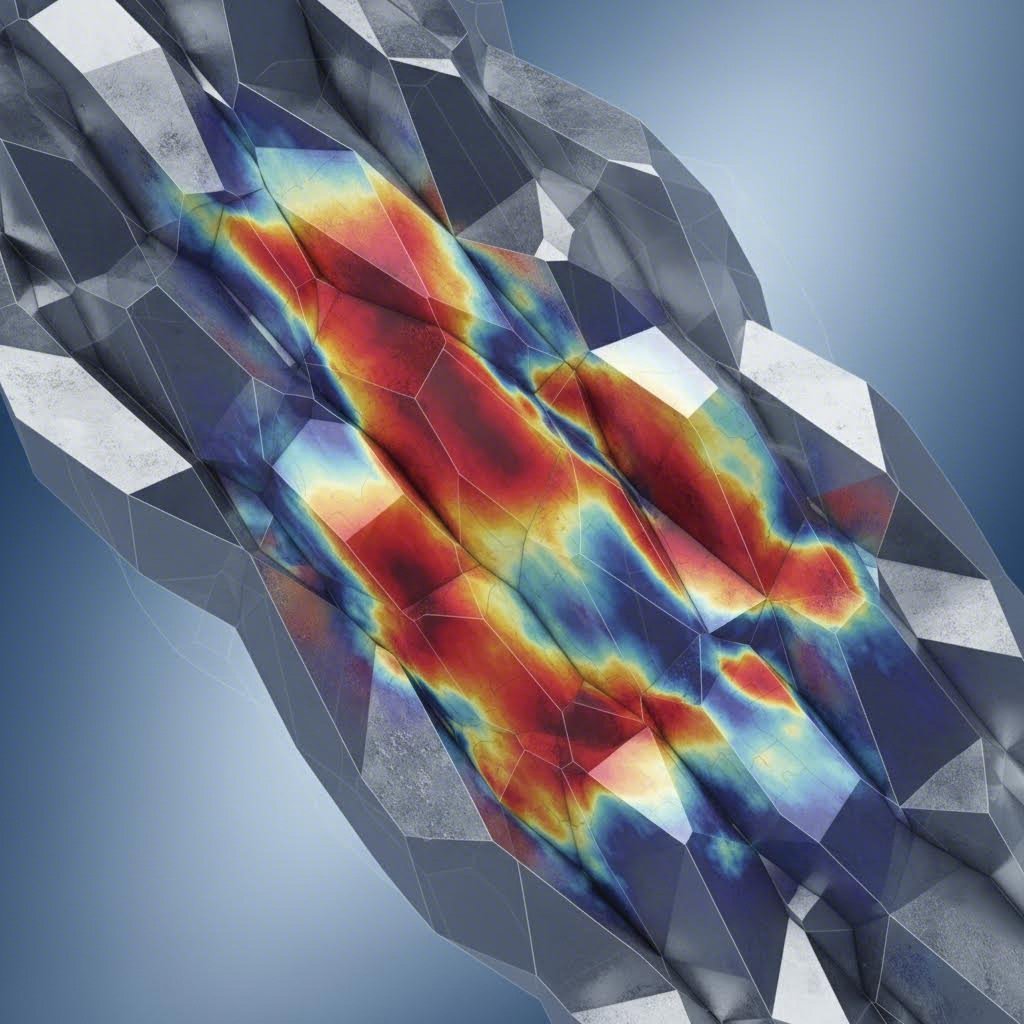
Управление на еластичното възвръщане при високопрочни нисколегирани стомани
За намаляване на теглото на превозните средства производителите все по-често разчитат на високопрочни нисколегирани (HSLA) стомани. Въпреки че са здрави, тези материали проявяват значително еластично възвръщане – склонността на метала да се върне към първоначалната си форма след формоване. Компенсационни стратегии по време на фазата на проектиране на матриците, насочвани от крайноелементен анализ (FEA), са от съществено значение за запазване на допуснатите толеранси, особено при съединяващи се части в телескопични колони.
Тесни толеранси и сигурност при сблъсък
Компонентите на кормилото работят с нулеви изисквания за гарантиране на точността на кормилото. За да се избегне шуркане или игра, запечатаните части трябва да имат тесни толеранции (често в рамките на +/- 0,05 mm). Освен това материалът трябва да запази своята гъвкавост, за да не се напука при бързо деформация при катастрофа. Изборът на подходяща стомана включва балансиране на силата на износ за устойчивост с удължаващите се свойства, необходими за усвояване на енергия.
Критерии за подбор на доставчици за автомобилно печатане
За закупуването на маркирани компоненти на волана се изисква проверка, която надхвърля цената. Системата за управление на качеството и техническите възможности на доставчика са от първостепенно значение.
- Сертификат IATF 16949: Това е необсъдим базови показател за доставчиците на автомобили, който гарантира, че системите за управление на качеството са съобразени с изискванията на ОЕМ.
- Вътрешни инструменти и умения за изработка: Доставчиците с вътрешни отдели за инструменти могат да реагират по-бързо на инженерни промени и да поддържат преработвателните машини по-ефективно, намалявайки времето за престой.
- Симулация и съвместно проектиране: Доставчиците от най-високо ниво използват софтуер за симулация, за да предскажат проблемите с формирането на стомана преди да бъде нарязана. Потърсете партньори, които да участват в съвместния дизайн за оптимизиране на геометрията на частите за процеса на штампиране.
- Сглобяване с добавена стойност: Много от компонентите на кормилото изискват вторични операции. Доставчиците, които предлагат впрягане, закрепване или сглобяване на скоби за тръби, осигуряват по-пълно решение, намалявайки логистичната сложност.
Резюме на изработката
Преминаването от отливка към штампиране при производството на кормилни колони е обусловено от неумолимото преследване от страна на автомобилната индустрия на намаляване на теглото и ефективност на разходите. Чрез използване на усъвършенствани процеси като прогресивно штампиране и материали като HSLA стомана, инженерите могат да проектират компоненти, които отговарят на строги стандарти за безопасност, като същевременно оптимизират производствените показатели. Успехът в тази област изисква дълбоко разбиране на поведението на материалите и партньорство с способни, сертифицирани производители.
Често задавани въпроси
1. да се съобрази с Кои са основните компоненти на системата за управление?
Основните компоненти на съвременната система за управление включват волана, колонката на волана (в която се помещават валът и механизмите за безопасност), рулевата уредба (рака и пинион или топка за рециркулация) и прътите, които прехвърлят сила към рулевите кокалца на коле В електрическите системи за задвижване на задвижване (EPS) в колоната или стойката са интегрирани и електрически двигател и ECU.
2. Да се съобразяваме. Кой компонент прехвърля управляващата сила върху колелата?
Спирачките са критичните компоненти за свързване, които прехвърлят страничното движение от рулевата уредба към рулевите кокалца на колелата. Те са отговорни за натискането и издърпването на колелата, за да променят ъгъла им, като гарантират, че превозното средство реагира точно на входа на водача.