 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Штамповане на корпуси на каталитични конвертори: производствено ръководство и защита срещу кражби

Накратко
Щанцоването на корпуси за катализатори предимно се отнася до индустриалния процес за формоване на метали, при който листове от неръждаема стомана се пресуват в защитни половини на корпуса, известни като "мидкови черупки", които обграждат керамичната подложка. Този производствен етап включва хидравлични преси, резани матрици и автоматизирано заваряване по ръба, за да се създаде херметична запечатване. Второстепенно терминът описва практиката след производството – гравирането на идентификационни номера, като VIN или кодове от изпълнителна заповед на CARB, върху готовия корпус за спазване на регулаторни изисквания и за предотвратяване на кражби.
Производственият процес: От ролка до корпус
Изработката на корпус за катализатор е прецизен инженерен процес, при който суровата руло неръждаема стомана се превръща в готов автомобилен компонент, способен да издържа на екстремни топлинни цикли. Процесът започва с обработка на калъфи и изрязване . Като се подават в автоматизирани системи за изрязване, рулоните от неръждаема стомана се разрязват на прецизни плоски листове или „заготовки“, оптимизирани така, че отпадъците да са минимални. Тези заготовки служат като основен материал за следващите етапи на формоване.
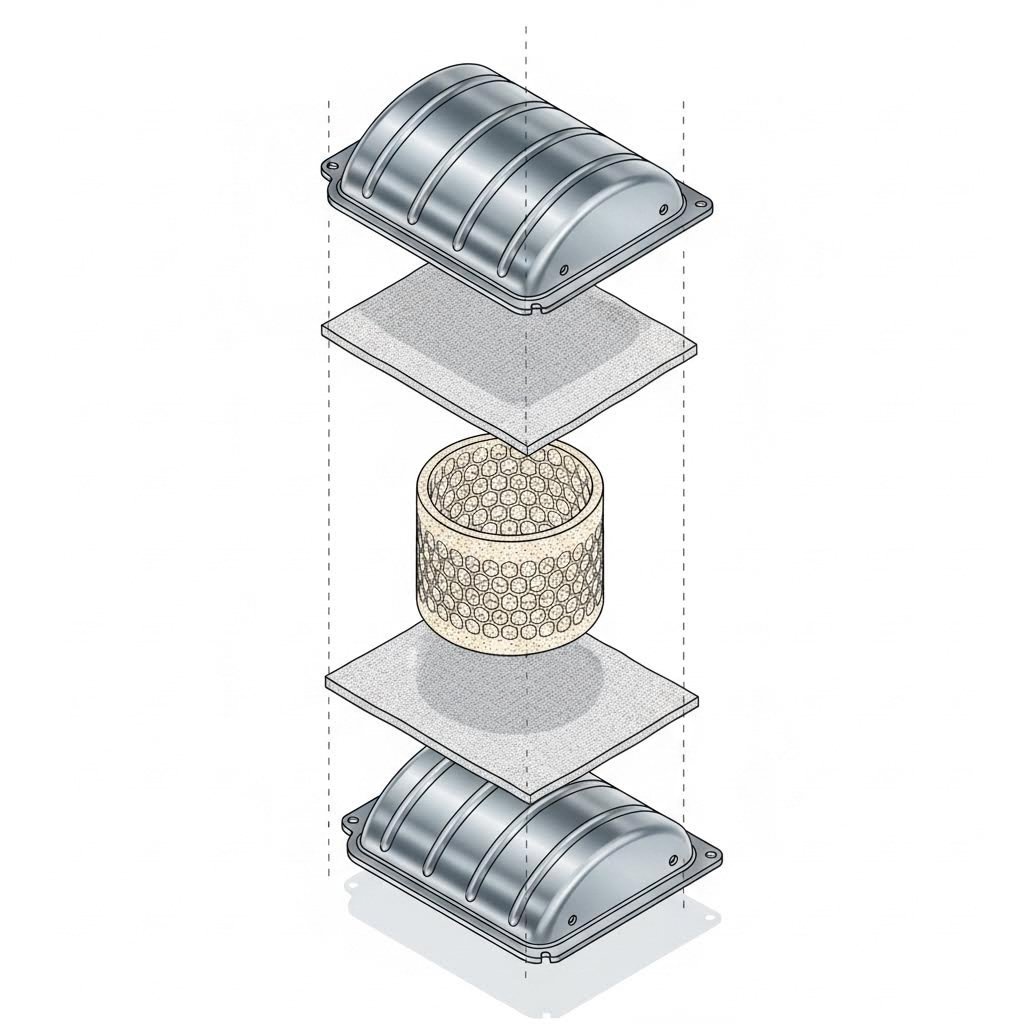
В дълбоко щанцоване на този етап металните заготовки се подават в хидравлични или механични преси с висока тонажност. С помощта на специални матрици и шанцформи пресата принуждава плоския лист да навлезе в кухина, за да се оформи формата „мидка“ — обикновено една половина от цялото тяло на конвертора. Този метод позволява сложни геометрии, които могат да се поберат в ограничени пространства под шасито на превозното средство — значително предимство в сравнение с цилиндричните „завъртяни“ конструкции на конвертори. Процесът на щамповане трябва да запази строги допуски по дебелина на стенките, за да се осигури защита на крехкия керамичен филтър вътре, без да се добавя ненужно тегло.
За производителите на първичен инвентар и доставчиците от първи ред в автомобилната промишленост мащабируемостта и точността не са предмет на преговори. Производителите често се нуждаят от партньори, които могат да се справят с целия жизнен цикъл от бързото създаване на прототипи до масовото производство. Компании като Shaoyi Metal Technology специализират се в тези цялостни решения за штамповане, използвайки капацитет на пресата до 600 тона и IATF 16949 сертифицирани системи за качество, за да доставят критични компоненти като конверторни обвивки с точност на микроново ниво.
Последният етап е ръбово сварване - Не, не, не. След като подложката и изолационните матове са поставени между две отпечатени половини на черупката, роботизираните заваръчни клетки запечатат ръбовете. Състезателни индустрии отбелязва, че заваряването на шевовете (заваряване на горната и долната обвивка заедно) създава въздушнотъпкава, рентабилна връзка, която е по-добра от по-старите ръчни методи. Този херметичен пломба е от решаващо значение за предотвратяване на изпускателни изтичания и за осигуряване на работа на преобразувателя при правилно вътрешно налягане.
Материали и технически спецификации
Изборът на правилната марка неръждаема стомана за шасита чрез тапиране е баланс между цена, издръжливост и термично управление. Стандартът в индустрията е 409 Неръждаема стомана (SS409) . Тази феритна марка предлага достатъчна устойчивост срещу корозия от пътни соли и влага, като запазва добра заваряемост и устойчивост на термична умора. Това е предпочитаният материал за повечето вторични пазари и стандартни OEM преобразуващи тела, тъй като се разширява и свива със скорости, съвместими с вътрешните керамични подложки, намалявайки риска от разрушаване на сърцевината по време на термични цикли.
За високопроизводителни или тежкотоварни приложения производителите могат да преминат към 304 Неръждаема стомана (SS304) . Тази аустенитна марка съдържа по-високо съдържание на никел, осигурявайки превъзходна устойчивост срещу ръжда и високотемпературно окисление. E&E Manufacturing подчертава значението от използването на тези специализирани материали за изстругуване на компоненти, които могат да издържат суровата среда на изпускателна система, където температурите често надвишават 800°C (1472°F).
Инженерите трябва също да вземат предвид взаимодействията с "миещия слой" и разсейването на топлината. Изстругуваният корпус служи като топлинен щит; ако материала е твърде тънък, може да се деформира или прогори. Ако е твърде дебел, добавя паразитно тегло към превозното средство. Идеалният изстругуван корпус постига баланс между тези фактори, осигурявайки здрав и издръжлив екзоскелет за катализатора.
Съответствие и маркиране срещу кражба
Освен процеса на оформяне, "изстругуването" е стандартният метод за нанасяне на постоянно идентифициране върху корпуса на катализатора. Това има две различни цели: спазване на регулациите и предпазване от кражби. В регулирани пазари като Калифорния, California Air Resources Board (CARB) предписва всички постпроизводствени конвертори да имат определена информация, нанесена чрез клеймоване или трайно маркиране върху черупката. Това включва "Номер на изпълнителна заповед" (EO Number), номер на частта и датата на производство. Тези маркировки потвърждават, че частта отговаря на стандарти за емисии и позволяват на инспекторите да различават легални части от несъответстващи варианти.
С цел защита от кражба, Dot Peen маркиране се утвърди като по-напреднала технология. За разлика от повърхностно травиране с киселина или етикети, машините за Dot Peen използват карбиден пискюл, който физически вдълбава металa чрез серия дълбоки точки. Rocklin Manufacturing обяснява, че този метод създава траен, неподправяем знак — често Номер на идентификация на превозното средство (VIN) — който остава четлив дори след години на излагане на пътни отломки и ръжда. Тази проследимост затруднява продажбата на откраднати конвертори в пунктовете за вторични суровини, които все по-често са длъжни да регистрират идентификационните номера на закупените единици.
Контрол на качеството и идентификация
Проверката на качеството на изработен шел с вдлъбнатини изисква стриктно тестване, преди да бъде поставен в превозното средство. Изпитване на течове основната мярка за контрол на качеството е, при която завареният шел се подлага на налягане, за да се гарантира, че заваръчните шевове са без иглови дупки. Всяко нарушение в шела би позволило на нетретирания изгорел газ да изтече и така да не се изпълнят изискванията за емисии. Размерната точност също се проверява с координатни измервателни машини (CMM), за да се осигури точното съвпадение на точките за закрепване с изпускателния колектор на превозното средство.
За рециклиращите и купувачите четенето на нанесените с печат номера е ключово за оценката. BR Metals съветва серийните номера, нанесени с печат върху шела, да са най-надеждният начин за идентифициране на съдържанието на скъпи метали вътре. Оригиналните преобразуватели обикновено имат логото на производителя на автомобила (напр. Ford, Toyota) и специфичен буквено-цифров код, докато продуктите от втора употреба често започват с номер от серия "N". Разпознаването на тези кодове с печат позволява разграничаване на скрапа от оригинални части с висока стойност от по-нискооценените заместващи продукти.

Осигуряване и идентифициране на Вашия катализатор
Дали сте инженер, търсещ щамповани корпуси за производство, или собственик на превозно средство, загрижен за кражба, разбирането на двойствената природа на „щампирането“ е от съществено значение. За производителите акцентът остава върху прецизното оформяне и избора на материали, за да се осигури дълготрайност. За крайните потребители приоритет е да се провери дали корпусът носи необходимите щампове за съответствие и да се добавят маркировки срещу кражба, за да се защити инвестициията. Докато регулациите се затегнат и кражбата остане риск, маркировките върху корпуса стават толкова ценни, колкото и метала.
Често задавани въпроси
1. Мога ли сам да поставя щамп върху катализатора си за предпазване от кражба?
Да, собствениците на превозни средства могат да маркират собствените си преобразуватели, но използването на правилния инструмент е от съществено значение. Налични са ръчни гравьори или химически комплекти за травиране, но те може да не са достатъчно дълбоки, за да издържат дълго време. Препоръчва се професионално маркиране с точково нанасяне (Dot Peen), тъй като то вдълбва металa дълбоко, което затруднява крадците да заличат маркировката, без да повредят самата черупка на преобразувателя.
2. Каква информация трябва да бъде нанесена върху заместващ преобразувател?
Законният вторичен пазарен каталитичен преобразувател задължително трябва да бъде маркиран с кода на производителя, номера на частта и датата на производство. В Калифорния задължително трябва да показва и номера на разпореждането на CARB (EO) (напр. D-123-45), за да издържи проверка за мъгла. Ако тези маркировки липсват или не са четливи, превозното средство може да не издържи инспекцията.
3. Означаването на номера на VIN наистина ли спира кражбата?
Отбелязването на VIN номер не попречва физически премахването му, но действа като силен съдържащ фактор. Репутабилните търговци на скрап са обучени да отхвърлят преобразуватели с видими VIN маркировки, които не съвпадат с идентификацията на продавача. Това също създава верига от доказателства, която помага на органите за осъществяване на закона да проследят крадените части до престъпни операции.