 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Метално штамповане на кутия за сензори: Ръководство за прецизно дълбоко изтегляне
Накратко
Корпус на сензор от метал чрез щамповане е високоточен производствен процес, използващ предимно техниката на дълбоко изтегляне, за създаване на неразделни, издръжливи защитни корпуси за чувствителни електронни компоненти. За разлика от механична обработка или формоване от пластмаса, този метод осигурява превъзходна екраниране срещу електромагнитни смущения (ЕМС), висока устойчивост към удар и икономическа мащабируемост при високи обеми на производство. Инженерите и мениджърите за набавяне предпочитат корпуси от дълбоко изтеглен метал поради способността им да поддържат тесни допуски (често в рамките на ±0,001") и да осигуряват херметична цялост в сурови автомобилни, медицински и индустриални среди.
Дълбоко изтегляне чрез щамповане: Индустриален стандарт за корпуси на сензори
За цилиндрични или кутиевидни корпуси на сензори, дълбоко щанцоване се е утвърдило като доминиращ метод за производство, надминавайки традиционната обработка по отношение на ефективността и структурната цялост. Този процес включва радиално изтегляне на метална заготовка в оформяща матрица чрез механичното действие на пуансон. Определението за „дълбоко“ изтегляне обикновено се прилага, когато дълбочината на изтеглената част надхвърля диаметъра ѝ.
Основното инженерно предимство на дълбокото изтегляне е създаването на безшевен, цялостен компонент. За разлика от заварени тръби или сглобяеми възли, корпусът, произведен чрез дълбоко изтегляне, няма шевове, които биха могли да служат като потенциални пътища за преминаване на влага или газ. Това е от решаващо значение за сензори, работещи в под налягане или потопени среди. Standard Die отбелязва, че дълбокото изтегляне чрез штамповане е идеално за масово производство, тъй като значително намалява отпадъчния материал и елиминира вторични етапи на сглобяване, което води до по-ниска цена на единица продукт в сравнение с обработка чрез обточване или CNC машинна обработка.
Механично, процесът на изработка на твърди материали, често увеличава структурната твърдост на крайната част. Това позволява на производителите да използват по-тънки габарити, без да се жертва трайността, като оптимизира съотношението тегло/сила ключово съображение за приложенията за сензори за въздухоплаването и автомобилите.
Избор на материали: балансиране на защитата и формабилността
Изборът на правилната сплав е първата стъпка за осигуряване на работата на сензора. Материалът трябва да балансира формалността (за да оцелее при дълбокия процес на изтегляне без разкъсване) с свойствата на опазване на околната среда.
Нержавееща стомана (304 срещу 316L)
Неръждаемата стомана е най-разпространеният материал за корпуси на сензори поради високата си твърдост и устойчивост на деформация. CNstamping подчертава устойчивостта на неръждаемата стомана на корозия като основно предимство, макар да отбелязват, че отвеждането на топлина е по-ниско в сравнение с немагнитните метали. Клас 304 е индустриалният стандарт за общо промишлено приложение, предлагайки отлична обработваемост. За морски или медицински приложения се предпочита клас 316L поради неговата изключителна устойчивост към хлориди и точково корозиране, осигурявайки, че корпусът няма да се разгражда в солени среди.
Немагнитни варианти: алуминий и мед
За приложения, изискващи отвеждане на топлина или определени магнитни свойства, се използват немагнитни метали:
- Алуминий: Предлага отлична топлопроводност и е лек, което го прави подходящ за сензори в аерокосмическата промишленост. Въпреки това, изисква внимателно анодизиране за осигуряване на корозионна устойчивост.
- Мед и месинг: Често се избират поради тяхната електрическа проводимост и естествени свойства за екраниране от ЕМИ, макар да изискват покритие (с никел или злато), за да се предотврати оксидирането.
| Материал | Корозионна устойчивост | Формируемост | ЕМИ защита | Типични приложения |
|---|---|---|---|---|
| Стъкани от стомана | Високо | Отличен | Умерена | Общи промишлени сензори |
| Неръжавеща стомана 316L | Много високо | Добре | Умерена | Медицински/морски проби |
| Алуминиеви | Средна (изисква покритие) | Много Добро | Добре | Аерокосмическа/лека |
| Мед/Латун | Ниска (изисква покритие) | Отличен | Отличен | Електроника/чувствителни към ЕМИ |
Защо метал? Аргументи срещу пластмасовите корпуси
Въпреки че леенето под налягане на пластмаса е евтино, често то не отговаря на строгите изисквания за критични приложения на сензори. Изборът между метал и пластмаса обикновено се свежда до три фактора: екраниране, устойчивост на удар и топлинна стабилност.
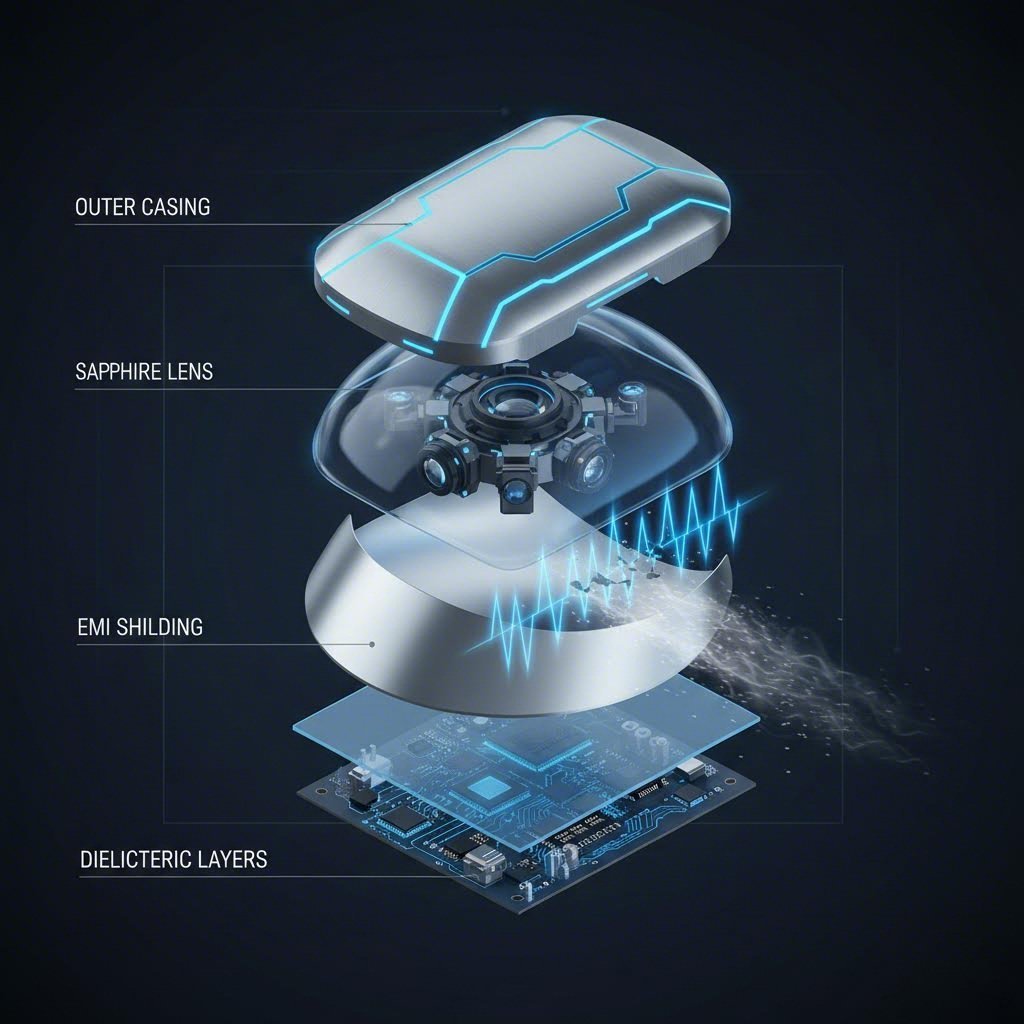
Екраниране от електромагнитни смущения (EMI): Електронните сензори все по-често се използват в "шумни" среди, пълни с безжични сигнали и електрически токове. Henli набляга, че металните корпуси естествено действат като фараадееви клетки, предпазвайки вътрешните компоненти от външни електромагнитни смущения, които биха могли да изкривят показанията на данните. Пластмасовите корпуси изискват скъпи проводими покрития, за да се постигнат сходни резултати.
Физическа издръжливост: Металните корпуси предлагат превъзходна устойчивост срещу удар. В приложения под капака на автомобила или в промишлена техника, сензорите са изложени на постоянни вибрации и възможни удари от отломки. Един штампан метален корпус запазва структурната му цялост и размерна точност при тези натоварвания, докато пластмасата може да се напука, деформира или стане крехка с времето, особено при излагане на ултравиолово лъчение или екстремни температурни цикли.
Критични насоки за проектиране за осъществимост
За да се максимизират предимствата на металното штамповане, инженерите трябва да проектират с око на производствения процес (проектиране за осъществимост, или DFM). Следването на тези правила предпазва от чести дефекти като гънки или разкъсвания по време на изтегляне.
- Радиуси на ъглите: Избягвайте рязки ълъви. Радиусът в дъното на чашата и фланшата трябва да бъде поне 4-8 пъти по-голям от дебелината на материала. Просторните радиуси намаляват концентрациите на напрежение и позволяват на метала да тече гладко.
- Еднородност на дебелината на стената: Дълбокото изтегляне естествено води до някои разтегляния на стените. Конструкциите трябва да отчитат тази промяна, като обикновено се допуска намаление на дебелината с 10-15% в критичните точки на разтягане.
- Ъгли на наклона: Въпреки че не е задължително за всички щампосани части, включването на лек наклон може да улесни изваждането на детайла от матрицата, удължавайки живота на инструмента и намалявайки следите от драскотини.
- Вторични операции: Както е посочено от Precipart , сложните кутии за сензори често изискват вторична обработка. Това може да включва пасивиране за премахване на повърхностния желязен слой от неръждаемата стомана или галванизиране с благородни метали, за подобряване на способността за запояване и контактното съпротивление.
Гарантиране на качеството и мащабиране при високи обеми
Пазарът на сензори – движим от автономното каране и Интернета на нещата (IoT) – изисква производство без дефекти. Прецизността е задължителна; кутиите често изискват толеранции до ±0,001 инча, за да се осигури перфектно сглобяване със съответстващите свързващи елементи и уплътнения.
Постигането на тази последователност в голям мащаб изисква напреднали инструмени и стриктен контрол на качеството. Производителите използват сензинг в матрицата и оптични системи за инспекция, за да проверяват размерите в реално време. За критични сектори като автомобилната индустрия, доставчиците често трябва да спазват стандарти като IATF 16949, които регулират управлението на качеството в автомобилната верига на доставки.
За производителите, които търсят начин да преодолеят пропастта между прототипирането и масовото производство, партньорстването със способен доставчик е от съществено значение. Комплексните штамповъчни решения на Shaoyi Metal Technology изразяват тази възможност, използвайки прецизност, сертифицирана по IATF 16949, и пресови възможности до 600 тона, за да доставят критични автомобилни компоненти, отговарящи на глобалните стандарти на производителите на оригинални оборудвания (OEM).
В крайна сметка, надеждността на един сензор е толкова добра, колкото е неговото корпус. Като използват дълбоко изтегляне чрез метално огъване, инженерите осигуряват устройствите ими да бъдат защитени от здрав, непрекъснат и екраниран корпус, способен да издържи най-тежките експлоатационни среди.
Често задавани въпроси
1. Каква е предимството на дълбокото изтегляне при штамповане в сравнение с механична обработка за корпуси на сензори?
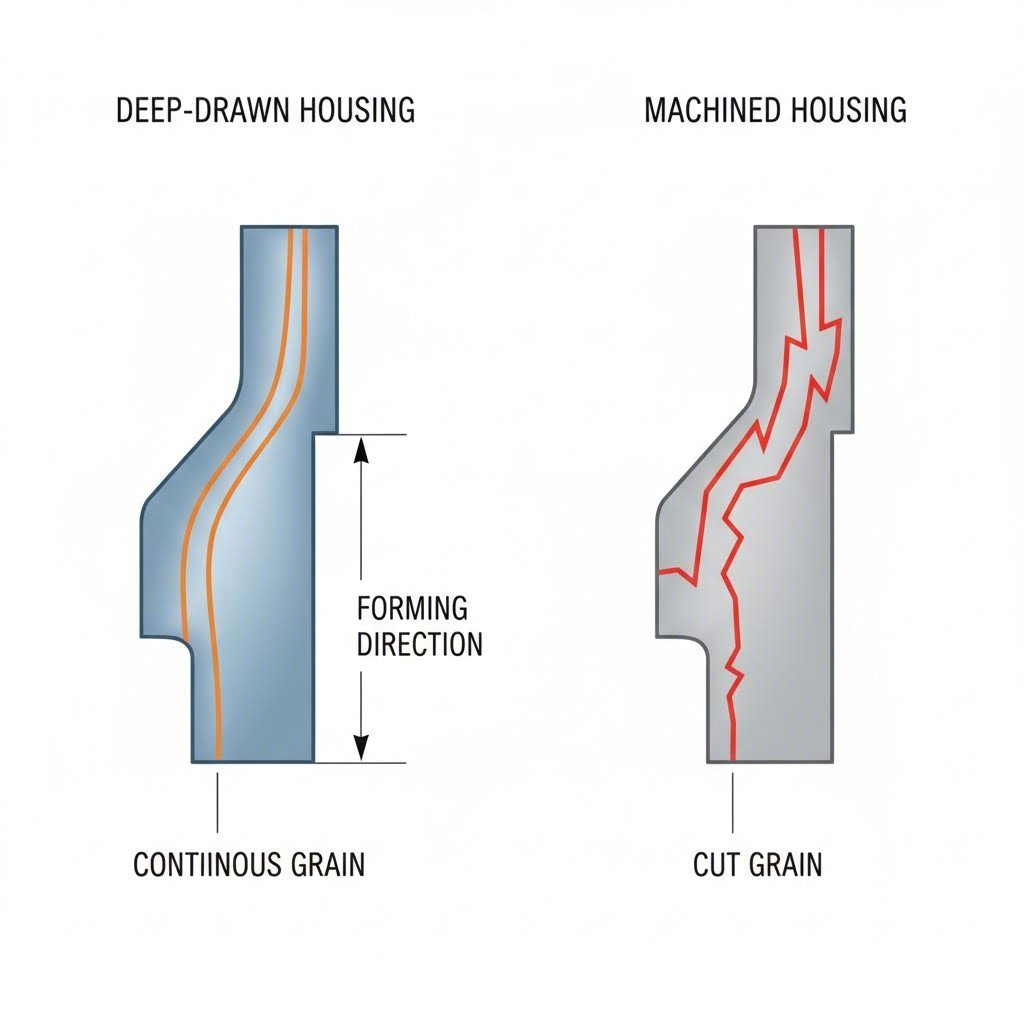
Дълбокото изтегляне при штамповане е значително по-икономично за производство в големи серии, тъй като води до минимални отпадъци от материала в сравнение с механичната обработка, при която се премахва материал от цял блок. Освен това дълбокото изтегляне създава безшевен компонент с непрекъсната зърнеста структура, осигуряваща по-голяма якост и премахваща възможните пътища на течове, свързани с заварени или сглобени корпуси.
2. Могат ли штампаните корпуси на сензори да бъдат персонализирани чрез галванично покритие?
Да, металните штампани корпуси често се покриват галванично, за да се подобрят техните характеристики. Чести видове обработка включват никелово покритие за устойчивост на корозия, златно покритие за електрическа проводимост и сребърно покритие за оловяемост. Тези повърхностни обработки позволяват на стандартни основни метали като мед или месинг да работят ефективно в химически агресивни или електрически чувствителни среди.
3. Кой метал е най-подходящ за корпуси на подводни сензори?
Неръжаваема стомана 316L обикновено е предпочитаният материал за корпуси на сензори под вода или за морски приложения. Съдържа молибден, който осигурява изключителна устойчивост към точково и цепнатинно корозия, причинена от среди с високо съдържание на хлориди (солена вода), гарантирайки дългосрочната цялост на херметичното запечатване.