 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Избор на компания за прецизно производство на листов метал: 8 критични фактора, които повечето покупатели пропускат

Какво определя една фирма за точно производство на листови метали
Когато започнете търсенето на партньор за производство, бързо ще забележите, че много цехове твърдят, че предлагат „точна“ работа. Но какво всъщност отличава една фирма за точно производство на листови метали от обикновен производител? Разликата не се дължи само на маркетинговия език — тя се свежда до измерими спецификации, които директно влияят върху това дали вашите компоненти ще функционират според проекта.
Точното производство на листови метали представлява производство от инженерен клас с най-високи стандарти за точност и качество, като обикновено се поддържат допуски между ±0,005″ и ±0,010″ (±0,13 мм до ±0,25 мм) за сложни геометрии.
Това е важно, защото компонентите, които не отговарят на точните спецификации, могат да доведат до неуспехи при сглобяването, отзоваване на продукти и скъпо струващи корекции. Разбирането на това, което определя прецизната обработка, ви помага да задавате правилните въпроси, преди да се ангажирате с партньор за производство.
Какво разделя прецизното от стандартното производство
Представете си, че поръчвате персонализиран корпус за медицинско оборудване. При стандартното производство може да получите части с допуски от ± 1/16" до ± 1/8" (± 1,6 mm до ± 3,2 mm) . Тази вариация може да изглежда незначителна, но когато няколко компонента трябва да се съчетават идеално един с друг, тези отклонения се натрупват бързо.
Компаниите за прецизно производство от листов метал работят на напълно различно ниво. Те използват напреднали влакнени лазерни системи, координатни измервателни машини (CMM) и автоматизирани системи за гънене с технология за корекция на ъгъла. По-важно е, че те разбират поведението на материала — как различните сплави се връщат след гънене, как посоката на зърното влияе върху формирането и как термичното разширение влияе върху окончателните размери.
Основните различия между стандартното и прецизното производство включват:
- Съвременно оборудване: Стандартните цехове използват основни шублери и визуална инспекция; компании за прецизно производство на листови метали прилагат координатни измервателни машини (CMM), оптични компаратори и лазерни измервателни технологии
- Експертност в материалите: Прецизните производители разбират как 316L неръждаемата стомана се държи по-различно от 304 по време на формовъчни операции
- Инвестиция в инструменти: Специфични за приложението инструменти и прецизни приспособления, които могат да струват 3–5 пъти повече от стандартните инструменти, но осигуряват възпроизводима точност
- Системи за качество: Статистичен контрол на процеса, инспекция на първия образец и пълна проследимост на материала
Разбиране на допуските при металообработка
Допуските функционират като „договор за прецизност“, който преминава през целия жизнен цикъл на вашия продукт. Всяка спецификация на допуск влияе върху бъдещата производителност, производствената цена и ефективността на сглобяването. Представете си допусците като защитни релси около номиналните ви размери — ако останете в тях, вашите части ще функционират правилно.
Според индустриалните стандарти класовете на допуски са класифицирани в 18 нива. Компаниите за прециозно изработка на листов метал обикновено работят в диапазона от IT5 до IT7 за инженерни приложения, докато стандартните цехове работят в диапазона от IT12 до IT14.
На практика това означава:
- Лазерно пресичане: Съвременните системи за влакнен лазер поддържат допуски между ±0,1 мм и ±0,3 мм, като тези стойности варираха в зависимост от дебелината на материала.
- Операции по огъване: Прецизните гънки за преса постигат ъглови допуски от приблизително ±0,5°.
- Прецизно стanzиране: Способни са да осигуряват размерни допуски от ±0,05 мм или по-строги.
Индустрии като авиационно-космическата, производството на медицински устройства и отбраната изискват тези строги спецификации, тъй като повредата на компонентите води до сериозни последици. В авиационно-космическите приложения отклонение от 0,020" може да направи детайла напълно негоден за употреба. За корпусите на медицинските устройства размерната точност директно влияе върху съответствието с изискванията на FDA и безопасността на пациентите.
Предизвикателството? Прилагането на ненужно тесни допуски значително удължава водещото време и увеличава разходите. Целта е да се намери баланс — допуски, които са достатъчно тесни, за да се запази функционалността, но в същото време достатъчно практични, за да се осъществи ефективно производство. Разбирането на този баланс е първата стъпка към избора на подходящ партньор за прецизно производство на листови метални изделия.
Основни процеси за производство и възможности на оборудването
Сега, когато вече разбирате какво отличава прецизната работа от стандартното производство, нека разгледаме действителните процеси, които правят възможно постигането на тези тесни допуски. Компанията за прецизно производство на листови метални изделия не притежава само скъпо оборудване — тя разбира как всеки процес допринася за размерната точност и качеството на повърхността. Когато оценявате потенциални партньори, знанието за това, кои възможности предоставят тези процеси, ви помага да задавате по-умни въпроси и да разпознавате истинската компетентност.
Основните процеси, използвани от компании за прецизно производство на листови метални изделия се подразделят на няколко категории, като всяка от тях служи за конкретни цели при преобразуването на плоски заготовки в готови компоненти:
- Лазерно пресичане: Използва фокусирана светлинна енергия за извършване на прецизни резове с минимално деформиране на материала и качество на ръба, подходящо за видими повърхности
- CNC пробиване: Позиционира материала под пробивен бутален механизъм за бързо създаване на отвори и формовъчни операции в приложения с висок обем
- Огъване и формоване: Преобразува плоски заготовки в тримерни форми чрез използване на гънки преси и специализиран инструмент
- Сварка: Съединява множество компоненти чрез топлина и налягане, като различните методи са подходящи за различни материали и приложения
- Рязане с водна струя: Използва вода под високо налягане (често с абразиви) за термочувствителни материали или дебели заготовки, когато термичната деформация е неприемлива
Лазерно рязане и неговата роля в прецизната обработка
Когато имате нужда от части с чисти ръбове, строги размерни допуски и минимални зони, засегнати от топлината, лазерното рязане става основният ви метод за производство. Съвременните фирми за прецизно производство на листови метални детайли обикновено използват два основни лазерни технологични типа: CO2 лазери и влакнени лазери.
Влакненото лазерно рязане е станало индустриален стандарт за повечето прецизни приложения. Според индустриални източници влакнените лазери използват лазерни диоди, предавани чрез оптични влакна, за да осъществяват рязане, като предлагат висока мощност и изключителна ефективност. Тази технология се отличава особено при рязане на отразяващи материали като алуминиеви и медни сплави, които представляваха предизвикателство за по-старите CO2 системи.
Спецификациите на оборудването имат значително значение в този случай. Обмислете как различните възможности на лазерите влияят върху опциите за вашия проект:
| Лазерен тип | Мощностен диапазон | Най-добри приложения | Възможност за рязане на материали с различна дебелина |
|---|---|---|---|
| 8 kW влакнен лазер | Висока мощност на изхода | Обща инженерна употреба, рязане на дебели плочи | Мека стомана до 30 мм; неръждаема стомана до 30 мм |
| 4 kW CO2 лазер | Средна мощност | Знаци, декоративни работи, тънки материали | Мека стомана до 16 мм; неръждаема стомана до 12 мм |
| Телен EDM | Електрически разряд | Изключително тесни допуски, закалени материали | Ограничено от размерите на ваната, а не от твърдостта на материала |
Освен самия лазер, обърнете внимание на автоматизираните системи за обработка на материали. Водещите компании за прецизно обработване на листови метали интегрират размотаващи линии, които подават суровия материал директно в системите за рязане, намалявайки повредите при обработката и подобрявайки производителността. Масите за плазмено рязане служат като допълнително оборудване за по-дебели материали, където лазерното рязане става по-малко икономично.
Един често пренебрегван капацитет? Обработката чрез жична електроерозия (Wire EDM), при която заредена тънка метална жица използва електрически искри, за да стопи материала, без никога да докосва заготовката. Жицата никога не се допира до материала — вместо това контролирани искри преминават през зазора, докато диелектричната течност охлажда зоната на рязане и отвежда излишния материал. Този процес постига допуски, които са недостижими с конвенционалните методи за рязане.
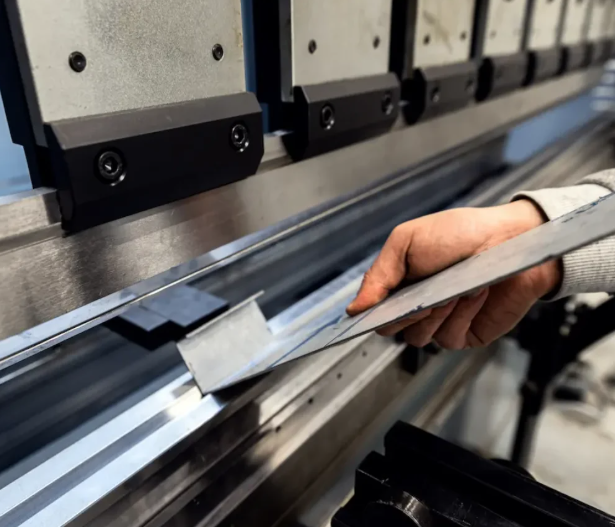
Обясняване на техниките за огъване, формоване и заваряване
Реждането на плоски заготовки представлява само половината от предизвикателството при производството. Преобразяването на тези заготовки в тримерни компоненти изисква също толкова напреднали възможности за гънене и формоване.
Технологията за гънене с преса е претърпяла драматична еволюция. Съвременните CNC преси за гънене като серията Bystronic Xpert предлагат гънеща сила от 150 тона, работни скорости до 20 мм/с и максимални скорости за бързо позициониране до 220 мм/с. По-важно е, че те са оборудвани с реалновременно измерване и корекция на ъгъла — машината действително измерва ъглите на гънене по време на процеса на формоване и автоматично се коригира, за да компенсира еластичното връщане на материала.
Защо това има значение за вашите детайли? Различните материали се връщат по различен начин след гънене. Например, 90-градусово гънене в неръждаема стомана 304 може да изисква прекомерно гънене до 88 градуса, за да се постигне окончателният ъгъл. Без автоматична корекция на ъгъла операторите трябва да разчитат на опита си и метода на проба и грешка — което увеличава времето за производство и води до вариации между отделните детайли.
Възможностите за заваряване завършват процеса на изработка. Комплексна фирма за прецизна изработка на листов метал предлага множество методи за заваряване, подбрани според конкретните приложения:
- TIG заваряване (волфрам с инертен газ): Произвежда най-чистите заваръчни шевове за видими повърхности и тънки материали; предпочитан за неръждаема стомана и алуминий
- MIG заваряване (метал с инертен газ): По-бързо от TIG заваряването, идеално за по-дълги заваръчни шевове и по-дебели материали
- Съпротивително точково заваряване: Създава дискретни точки на свързване без видими следи по повърхността; често се използва за корпуси и скоби
- Лазерно заварване: Осигурява минимално топлинно въздействие и деформация за прецизни сборки, изискващи строг контрол върху размерите
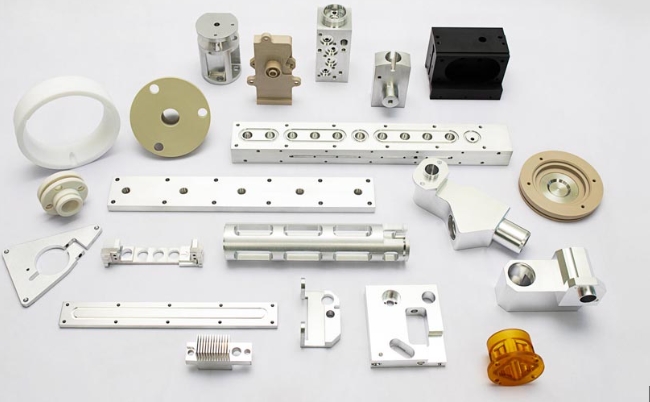
Освен основната изработка, обърнете внимание и на вторичните възможности, които довеждат вашите детайли до завършен вид. Професионалните фирми за прецизна изработка на листов метал предлагат монтиране на фурнитура, шлифоване и пясъчно обработване за подготовката на повърхността, прахово или течно боядисване за корозионна защита, както и услуги по сглобяване, които доставят готови продукти, а не отделни компоненти.
Оборудването, с което работи производителят, ви показва неговия потенциал — но начинът, по който той комбинира тези процеси в ефективни работни потоци, определя дали може да осигурява прецизни резултати последователно.
Материали и тяхното влияние върху прецизните резултати
Вие сте избрали производител с впечатляващо оборудване и проверени процеси. Но ето какво често пропускат много покупатели: материала, който избирате, влияе върху размерната точност не по-малко от машините, които извършват работата. Компанията за прецизно формоване на листов метал разбира, че всеки сплав се държи по различен начин при рязане, огъване и заваряване — а това поведение директно определя дали вашите детайли отговарят на зададените спецификации.
Помислете за това по следния начин: алуминият се връща по-малко предсказуемо от меката стомана след огъване. Неръждаемата стомана се утвърдява по време на формоване , променяйки техните свойства по време на процеса. Медните сплави провеждат топлина толкова ефективно, че заварката изисква напълно различни параметри. Това не са незначителни детайли — те са скритите променливи, които разделят успешните проекти от скъпия повторен труд.
Неръждаема стомана, алуминий и специални сплави
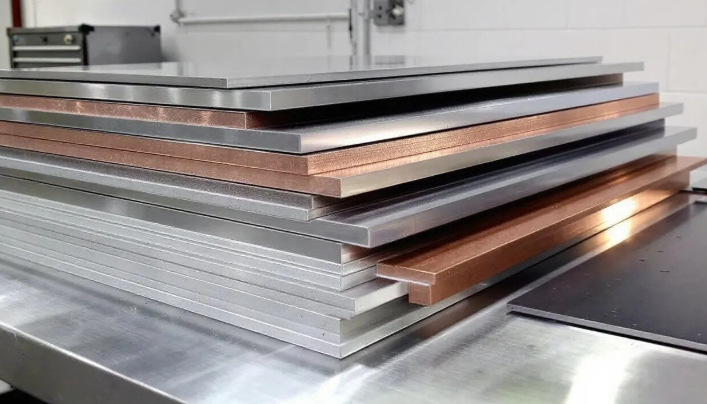
Компаниите за прецизно производство на листов метал обикновено работят с основна група материали, всеки от които е избран поради определени експлоатационни характеристики. Разбирането на тези възможности ви помага да съпоставите свойствата на материала с изискванията на вашето приложение.
Неръждаема стомана остава основният материал за приложения, изискващи здравина и корозионна устойчивост. Според анализ на материали от специалисти по прецизно производство , вариациите на неръждаемата стомана имат различни предназначения:
- Аустенитни класове (304, 316): Отлична корозионна устойчивост, немагнитна при отжиг, висока пластичност и формоваемост — идеална за медицински устройства и оборудване за хранително-вкусовата промишленост
- Феритни марки (430, 446): Магнитен, термостоек, подходящ за високотемпературни приложения като промишлени пещи и изпускателни системи
- Мартензитни марки (410, 420): Закаляеми чрез термична обработка, отличават се с висока якост и устойчивост на износване — често се изискват за аерокосмически компоненти и прецизни режещи инструменти
Алуминиеви сплавове предлагат най-доброто съотношение якост/тегло за приложения, при които намаляването на масата е от значение. Сплавта 6061 доминира в прецизната обработка, тъй като се обработва чисто, запазва допуски от ±0,01–0,02 мм при стабилни настройки и приема анодизиране за премиум завършени повърхности. За корпуси в електроника, аудиооборудване и преносими устройства алуминият осигурява както производителност, така и естетика.
Специални сплавове влизат в играта, когато стандартните материали не могат да отговорят на екстремните изисквания. Титанът осигурява изключително високо съотношение на якост към тегло и корозионна устойчивост за медицински импланти и аерокосмически приложения — макар ниската му топлопроводност и склонността му към упрочняване при обработка да изискват специализирани знания за производството. Медта и латунът предлагат превъзходна електрическа и топлопроводност за електронни приложения, но тяхното тегло и висока цена ограничават използването им само до компоненти, критични за функционирането.
Как материалните свойства влияят върху прецизността на производството
Тук изборът на материал става практически. Всяко свойство, което виждате в техническия документ, директно се превръща в предизвикателство или предимство по време на производството. Компания за прецизно производство на листови метални детайли оценява тези фактори, преди да ви предостави оферта за вашия проект:
| Материал | Типични постижими толеранси | Минимален радиус на огъване | Свариваемост | Най-добри приложения |
|---|---|---|---|---|
| Неръждаема стомана 304/316 | ±0,01–0,02 мм | ≥1,5–2× дебелина | Лесно заваряваем с TIG/МIG | Медицински устройства, оборудване за хранителна промишленост, морски среди |
| Алуминий 6061 | ±0,01–0,02 мм | ≥1× дебелина | Заваряем, но губи 30–50 % от якостта си в зоната, засегната от топлината | Леки корпуси, радиатори, аерокосмически конструкции |
| Мека стомана | ±0,05 мм (склонни към деформация) | ≥1× дебелина | Отлична — най-търпима при заваряване | Конструктивни скоби, рамки, компоненти с ограничени разходи |
| Мед/Латун | ±0,02–0,05 мм | ≥0,5–1× дебелината | Трудно се заварява; предпочитано е леене | Електрически контакти, топлообменници, декоративни елементи |
| Титаний | ±0,02–0,05 мм | ≥1,5× дебелина | Изисква специализирана инертна атмосфера | Медицински импланти, аерокосмически и високопроизводителни приложения |
Обърнете внимание как нисковъглеродната стомана — често най-достъпният вариант — е отбелязана като „склонна към деформация“ в колоната с допуски. Това не е ограничение на оборудването, а характерно поведение на материала. Тънките листове от нисковъглеродна стомана имат тенденция да се изкривяват по време на машинна обработка или заваряване, поради което ±0,05 мм е по-реалистичен допуск в сравнение с по-строгите стойности, постижими при алуминий или неръждаема стомана.
Изискванията за радиус на огъване разкриват още едно важно съображение. Според специалистите по производство проектирането на остри 90-градусови огъвания в неръждаема стомана без достатъчен радиус често води до пукнатини по ръбовете по време на формоване. Какъв е безопасният стандарт? Радиусът на огъване трябва да е равен или по-голям от дебелината на материала за пластични метали и да се увеличава до 1,5–2 пъти за по-малко податливи сплави като неръждаемата стомана.
Екологичните условия също влияят върху избора на материали по начини, които купувачите често пренебрегват. Неръждаемата стомана марки 304 или 316 става задължителна за употреба на открито, в морска среда или при стерилизирани приложения, където корозията е постоянна. Алуминият устойчив на корозия при обща употреба, но изисква анодизиране или защитни покрития в среда с морска вода. Меката стомана е подходяща за вътрешно използване при правилно покритие, но ще започне бързо да ръждясва, ако се изложи на влага без защита.
Какъв е изводът? Изборът на материал не е независим от вашите изисквания за прецизност — той е неотделима част от тях. Постигането на една и съща толерантност от ±0,010" струва значително повече при титан, който се утвърдява при обработка, отколкото при добре поддаващия се на обработка алуминий 6061. Компетентната фирма за прецизно производство на листови метални изделия ви помага да преодолеете тези компромиси, като съчетава свойствата на материала както с функционалните изисквания, така и с бюджетните ограничения.
След като сте разбрали материалите, следващата ви предизвикателство е да оцените дали потенциалните партньори за производство наистина могат да постигнат точността, която обещават. Тази оценка излиза извън списъците с оборудване и включва сертификати, системи за качество и производствени подходи, които отличават надеждните партньори от рискованите избори.

Как да оцените и изберете партньор за прецизно ламаринено производство
Вие сте прегледали процесите, проучили техническите спецификации на оборудването и сравнени възможностите за материали. Но тук повечето покупатели се затрудняват: как да превърнете тези технически знания в надеждна рамка за оценка? Как всъщност проверявате, че компанията за персонализирано прецизно ламаринено производство може да осигури последователни резултати в продължение на месеци или години производство?
Отговорът се крие в разбирането на това какво всъщност доказват сертификатите за качество, как да оценяваме производствените подходи извън простите списъци с оборудване и кои оперативни показатели отделят партньорите за високоточна обработка от световна класа от посредствени изпълнители. Нека съставим практически контролен списък за оценка, който можете да приложите към всеки потенциален партньор за изработка.
Сертификати за качество и това, което означават
Сертификатите не са просто табелки на стената в лобито — те представляват проверени системи за управление на качеството, които влияят върху всяка част, произведена от вашия доставчик. Но не всички сертификати имат еднаква тежест за всяка конкретна област на приложение. Разбирането на йерархията помага да поставите адекватни очаквания.
ISO 9001 служи като основа. Според експерти по сертифициране в производствения сектор този международно признат стандарт установява изисквания за последователно осигуряване на качеството във всички отрасли. Компания за прецизно листово металообработване, сертифицирана според ISO 9001, е демонстрирала официално управление на качеството, насочено към „задоволяване на клиентите, оптимизиране на процесите за ефективност и прецизност и мотивиране и ангажиране на служителите на всички нива“. За поддържане на сертификата се изисква успешно преминаване на задълбочена аудиторска проверка всяка три години — следователно той представлява непрекъснат ангажимент, а не еднократно постижение.
AS9100 взема изискванията на ISO 9001 и ги разширява специално за приложения в аерокосмическата, авиационната и отбранителната сфера. Ако вашите компоненти могат да повлияят върху човешката безопасност — например конструкции на летателни апарати, медицински устройства или отбранителни системи — този сертификат става задължителен, а не факултативен. AS9100 добавя строги протоколи за:
- Управление на рисковете с определена отговорност на отделите
- Предотвратяване и верификация на контрафактни части
- Протоколи за съхранение на оборудването с дефинирани графици за поддръжка
- Проверка на информацията чрез независимо тестване и инспекция
IATF 16949 представлява стандарта за управление на качеството в автомобилната индустрия, като се акцентира върху предотвратяването на дефекти и намаляването на отпадъците по цялата верига от доставчици. За компоненти на шасито, части на подвеската или структурни сглобки тази сертификация показва, че производителят разбира специфичните изисквания за автомобилна индустрия.
Какво трябва да търсите във вашата конкретна ситуация? Използвайте този рамков модел:
| Вашето приложение | Минимална сертификация | Препоръчана сертификация | Защо има значение |
|---|---|---|---|
| Общи търговски продукти | ISO 9001 | ISO 9001 | Гарантира документирани процеси за осигуряване на качество и непрекъснато подобряване |
| Компоненти за аерокосмическа или отбранителна промишленост | AS9100 | AS9100 + NADCAP | Задължителна за повечето OEM-производители в аерокосмическата индустрия; демонстрира способност за работа с компоненти, критични за безопасността |
| Автомобилни части | ISO 9001 | IATF 16949 | Съответства на изискванията на OEM-производителите относно веригата от доставчици и фокуса върху предотвратяване на дефекти |
| Медицински изделия | ISO 9001 | ISO 13485 | Задоволява изискванията за съответствие с нормативните разпоредби и проследимост |
Оценка на инвестициите в оборудване и технологии
Сертификатите потвърждават системите и процесите. Но какво да кажем за реалната производствена способност? Тук трябва да надвишите списъка с оборудването и да разберете как една компания за прецизно листово металообработване организира производството си.
Клетъчни производствени подредби представляват един от най-ясно изразените индикатори за оперативна изтънченост. Вместо да организира оборудването според типа процес — всички лазери в една зона, всички гънки преси в друга — клетъчните подредби групират машините така, че да обслужват конкретни семейства продукти. Според експертите по линейно производство , този подход рязко намалява запасите от продукти в процес на производство и водещото време, като едновременно подобрява последователността на качеството.
Защо това има значение за прецизността? Когато частите изминават по-къси разстояния между операциите, намалява увреждането при обработката им. Когато един и същи екип управлява цялото семейство продукти, той развива дълбока експертиза относно допуските и поведението на материала в това семейство. Резултатът: по-малко дефекти, по-бързо производствено течение и по-предсказуемо качество.
Дисциплината на такт-времето предоставя още един индикатор за качество. Производствените цехове, които изчисляват и поддържат производствения ритъм — скоростта, с която продуктите трябва да бъдат завършени, за да се задоволи търсенето, — демонстрират зрелост в контрола на процесите. Както отбелязва един опитен специалист от отрасъла: „Частите, които спят, не печелят пари.“ Големите партиди незавършена продукция, струпани на рафтове, сочат непредсказуем поток, който често корелира с непоследователност в качеството.
При оценката на оборудването задайте въпроси, които разкриват операционната философия:
- Как отделяте високотомна договорна работа от малкотомни прототипни поръчки?
- Какво е типичното ниво на незавършена продукция във вашия цех, измерено в дни производство?
- Колко бързо можете да реагирате на инженерни промени по време на производството?
- Какъв процент от компонентите изискват поправка или се отхвърлят?
Отговорите разкриват повече за възможностите за прецизност, отколкото всеки технически паспорт на оборудването.
Чеклист за оценка на партньора ви
Преди да се ангажирате с партньор за прецизно производство на листов метал, използвайте този изчерпателен чеклист. Не всеки елемент се отнася до всеки проект, но покриването на тези области предотвратява скъпи изненади:
- Потвърждение на сертификацията: Поискайте копия на текущите сертификати и проверете датите на изтичане; сертификациите изискват аудити веднъж на три години
- Документация на системата за качество: Поискайте примерни отчети от инспекции, процедури за първоначална инспекция на пробни изделия и примери на коригиращи действия
- Възможности на оборудването: Потвърдете, че конкретните машини могат да обработват вашите типове материали, дебелини и изисквания за допуски
- Проследимост на материала: Проверете дали се водят пълни регистри, свързващи готовите компоненти със сертификатите на суровите материали
- Оборудване за проверка: Търсете системи за координатно измерване (CMM), оптични компаратори и калибрирани измервателни инструменти, подходящи за вашите изисквания към допуските
- Статистически контрол на процеса: Попитайте дали отчитат способността на процеса (стойности Cpk) за критичните размери
- Прозрачност относно водещото време: Поискайте реалистични срокове и разберете какви фактори ги определят — ограничения в производствената мощност, наличност на материали или сложност на процеса
- Отзивчивост при комуникацията: Обърнете внимание на скоростта, с която отговарят на заявките за оферти и техническите ви въпроси по време на оценката
- Наличност на пробни изделия или прототипи: Помислете за поръчка на пробни части преди да се ангажирате с производствени обеми
- Референтни клиенти: Поискайте референции от клиенти във вашата индустрия или с подобни изисквания към прецизността
Най-добрите компании за прецизно изработка на листов метал приветстват този вид проверка. Те са инвестирани в системи и възможности, специално за да демонстрират потвърдено качество — и разбират, че задълбочената оценка залага основата за успешни дългосрочни партньорства.
След като критериите за оценка са установени, сте готови да разгледате още един фактор, който отличава успешните проекти от тези, които предизвикват разочарование: начинът, по който вашите дизайн решения осигуряват — или ограничават — необходимата точност на крайния резултат.
Дизайн за производственост в проекти с листов метал
Ето една реалност, която изненадва много покупатели: вашите дизайн решения влияят върху резултатите от фабрикацията не по-малко от оборудването, което извършва работата. Дори напълно компетентна компания за прецизна фабрикация на детайли от листов метал може да срещне затруднения при производството на части, които пренебрегват основните производствени ограничения — докато простите по дизайн детайли се произвеждат бързо и с постоянна висока качество и по-ниски разходи.
Дизайнът за производственост (DFM) представлява моста между това, което визуализирате на екрана, и това, което е физически постижимо в метал. Според експерти по DFM за ламарини този концепт означава проектиране на вашите компоненти по начин, който ги прави лесни — и следователно икономични — за производство. Ако пренебрегнете тези принципи, ще се сблъскате с това, което производителите наричат „производствено триене“: по-високи цени, по-дълги срокове на изчакване и по-висок риск от грешки.
Независимо дали сте опитен инженер или собственик на бизнес, който разработва прототип, разбирането на тези основни принципи на DFM ви помага да комуникирате ефективно с вашия производствен партньор и да разпознавате потенциални проблеми, преди те да се превърнат в скъпи усложнения.
Дизайнерски елементи, които осигуряват прецизно изработка
Представете си листовия метал като картон с много специфични правила за огъване. Всеки огъв, дупка и изрязан контур взаимодействат с материалните свойства по предсказуем начин — ако знаете какво да търсите. Тези ключови принципи на DFM насочват проектирането към такива решения, които компании за прецизна обработка на листов метал могат да произвеждат надеждно:
- Размер на радиуса на огъване: Вътрешният радиус на извивката ви трябва да е поне равен на дебелината на материала. Както обясняват експертите по DFM, ако се опитате да сгънете метал твърде остро, външният ръб ще се напука или ще се появи „мрежесто пукане“. Ако проектирате всички извивки с един и същ радиус, производителите могат да използват един-единствен инструмент за всяка сгъвка — което спестява време за настройка и намалява вашите разходи.
- Разстояние между отвор и огъване: Дупките трябва да са на минимум 2,5 пъти дебелината на материала плюс един радиус на извивка разстояние от линиите на извиване. Дупките, разположени твърде близо до извивките, се издължават в овална форма по време на формоването, което прави невъзможно правилното вкарване на винтове или шпилки.
- Елементи за облекчаване на извивките: Когато извивките завършват при плоски ръбове, добавете малки правоъгълни или кръгли изрязвания там, където линиите на извиване се срещат с ръбовете. Това предотвратява концентрацията на напрежение и пукането в зоните на съприкосновение на извивките.
- Минимална дължина на фланец: Фланците трябва да са поне четири пъти по-дълги от дебелината на материала. Пресите за сгъване имат нужда от достатъчна повърхностна площ, за да задържат материала по време на формоването — кратките фланци изискват специални, скъпи инструменти, които могат да удвоят производствените разходи.
- Осведоменост за посоката на зърното: Ламарината има „зърно“ от процеса на валцовка на мелницата. Сгъванията, направени успоредно на посоката на зърното, са значително по-подложни на пукане. Конструирайте детайлите така, че сгъванията да се извършват перпендикулярно на зърното, когато е възможно.
- Ширина на процепи и изрязани отвори: Запазете тесните изрязани отвори с ширина поне 1,5 пъти по-голяма от дебелината на материала. Лазерното рязане генерира интензивно топлинно въздействие — тесните процепи и издадените елементи се деформират или усукват поради термичното напрежение, което компрометира равнинността и точността на сглобяването.
Разбирането на коефициента K става задължително за детайли с множество сгъвания. Според техническата литература коефициентът K представлява отношението между положението на неутралната ос и дебелината на материала и варира между 0,25 и 0,50 в зависимост от материала и типа сгъване. Правилното въвеждане на тази стойност в CAD софтуера гарантира точни разгънати чертежи и предотвратява натрупване на допуски в сложни сглобки.
Чести проектирани грешки, които компрометират качеството
Дори опитните дизайнери допускат грешки, които създават предизвикателства при производството. Обърнете внимание на тези чести грешки, с които прецизните фирми за обработка на листов метал се сблъскват редовно:
- Твърде строги допуски за некритични характеристики: Указването на допуск ±0,005" за размери, които не оказват значително влияние върху функционалността, рязко увеличава времето и разходите за инспекция. Бъдете гъвкави по отношение на допусците там, където това не е необходимо — стандартните допусци за листов метал поддържат проектите в рамките на бюджета, като запазват високото качество там, където това има значение.
- Нестандартни размери на отвори: Определянето на отвори с размери като 5,123 мм може да изисква специални свределки. Използването на стандартни, готови за употреба размери (5 мм, 6 мм, 1/4") позволява на фабрикантите да пробият вашата поръчка с наличните инструменти, което осигурява почти незабавно изпълнение чрез високоскоростно оборудване.
- Игнориране на еластичното връщане: Металът е леко еластичен. Угъването, извършено до 90 градуса, естествено има тенденция да се върне до 88 или 89 градуса. Прецизните фабриканти компенсират този ефект, но прекалено стеснени ъглови допуски без предвиждане за еластичното връщане водят до неуспех при инспекцията.
- Недостатъчно разстояние между отворите: Дупките трябва да се намират на разстояние, приблизително равно на 1,5 пъти дебелината на материала, от ръбовете и на разстояние, равно на два пъти дебелината, една от друга. По-малкото разстояние води до деформация на материала по време на перфорационните операции.
- Пропуснати съображения относно покритието: Прашковото боядисване и анодизирането добавят допълнителна дебелина. Конструкциите трябва да вземат предвид тази промяна, особено при повърхности за съчетаване и резбовани елементи. Освен това детайлите изискват точки за окачване по време на процеса на покриване — уточнете, къде са допустими непокрити участъци.
Самоцентриращите елементи представляват често пропускана възможност. Където е възможно, проектирайте детайли, които се подравняват сами по време на сглобяването, като минимизирате необходимостта от шаблони и приспособления. Използването на PEM вградени елементи или заклепки вместо заваряване може да спести значително време и средства, когато функционалността го позволява — заваряването изисква квалифицирана работна ръка и предизвиква топлинна деформация, докато механичното свързване осигурява по-строг контрол върху размерите.
Деловото влияние на доброто DFM излиза извън границите на производствената ефективност. Детайлите, проектирани с оглед на тези принципи, обикновено минават първоначалната инспекция без необходимост от корекции, запазват последователно качество в рамките на цялата серия и струват по-малко, тъй като производителите могат да използват стандартни инструменти и процеси. Когато представите проект, който демонстрира осъзнаване на принципите на DFM, компаниите за прецизно листово металообработване разпознават клиент, който разбира реалностите на производствения процес — което често води до по-добри цени, по-бързи оферти и предимство при планирането.
След като са установени проектните принципи, следващата стъпка във вашия път към прецизно изработване включва разбиране на това как процесите на прототипиране и въвеждане на нов продукт валидират проектите, преди да се премине към пълни производствени обеми.
Услуги за прототипиране и въвеждане на нов продукт
Вие сте проектирали своята част с оглед на възможностите за производство. Но как можете да бъдете сигурни, че тя ще работи наистина, преди да сте инвестирани хиляди долари в производствени инструменти? Тук на помощ идват услугите за прецизно прототипиране на листов метал — те превръщат вашите цифрови проекти във физически части, които можете да държите в ръцете си, да тествате и да усъвършенствате.
Въвеждането на нов продукт (NPI) представлява структуриран процес, който преминава от първоначалната идея до потвърдена готовност за производство. Според специалисти по производство NPI обхваща целия спектър — от създаване на концепцията до разработката и производството на крайния продукт — като елиминира възможно най-много рискове и едновременно с това използва възможностите за успех.
За купувачите, които оценяват компания за NPI на прецизни листови метални изделия, разбирането на този процес им помага да разпознаят кои партньори могат действително да ускорят вашия график, а не просто да приемат поръчки, без да добавят стойност.
От концепция до одобрение на първия образец
Представете си, че разработвате нов корпус за промишлено оборудване. Разполагате с CAD файлове, спецификации на материали и изисквания към допуските — но остават въпроси. Ще ли извивките дадат очакваните ъгли? Ще ли монтажните отвори съвпаднат правилно със съответстващите компоненти? Ще ли процесът на сглобяване разкрие непредвидени проблеми с интерференция?
Работният процес за прототипиране системно отговаря на тези въпроси. Въз основа на индустриални практики типичният процес включва следните етапи:
- Идентифициране и дефиниране на целите: Вашият партньор по производство работи заедно с вас, за да разбере основните изисквания — функционални спецификации, естетически очаквания, протоколи за изпитания и ограничения по времеви график. Този етап залага основата за всичко, което следва.
- Преглед на проекта и оптимизация за производството (DFM): Инженерите анализират вашите CAD данни относно възможността за производство и препоръчват корекции, които подобряват точността на крайния резултат, без да компрометират функционалността. Тази съвместна фаза често открива проблеми, които по-късно биха предизвикали забавяния в производството.
- Прототипно производство: Фабрикантите създават първоначалните пробни образци, използвайки същото оборудване, определено за производство. Този подход гарантира, че прототипите точно отразяват това, което ще бъде доставено при пълномащабно производство.
- Тестване и валидация: Прототипите подлагат на функционално тестване, проверка на прилягането им към съчетаващи се компоненти и оценка на техните експлоатационни характеристики при реални работни условия. Анализът на крайни елементи (FEA) може да моделира разпределението на напреженията, докато физическите изпитания потвърждават поведението им в реални условия.
- Итерация на дизайна: Въз основа на резултатите от изпитанията дизайновите решения се усъвършенстват и при нужда се създават нови прототипи. Както отбелязва един от експертите в отрасъла: „Не всяка концепция е успешна — целта е бързо да се научим какво работи добре и какво изисква корекция.“
- Одобряване на дизайна и предварително цитиране на производствените разходи: След като прототипите отговарят на зададените спецификации, дизайновото решение се фиксира и се подготвят подробни производствени цитирания. Фабрикантите, които са произвели вашите прототипи, могат да предоставят точни цитирания, тъй като вече са тествали производствения процес.
- Първа инспекция по член (FAI): Първоначалните производствени части подлежат на изчерпателна размерна проверка спрямо спецификациите, като се създава документирано доказателство, че производствените процеси осигуряват съответстващи части.
Този структуриран подход рязко намалява риска от скъпи изненади по време на пълноценно производство. При оценка на услуги за прототипиране на прецизни листови метални детайли търсете партньори, които предлагат изчерпателна поддръжка при анализ на възможностите за производство (DFM) по време на етапа на преглед на проекта — това сътрудничество често определя дали проектите ще успеят или ще се провалят.
Бързо прототипиране срещу серийно производство
Скоростта има различно значение на всеки етап от разработката на продукта. По време на прототипирането бързото изпълнение позволява бърза итерация — философията „проваляй се по-бързо“, която ви помага бързо да установите дали проектите работят както е предвидено. Както обясняват специалистите по прототипиране, ако определен проект не е жизнеспособен, установяването на това бързо е далеч по-икономично от гледна точка на ресурсите, отколкото да се инвестира продължително време и усилия.
Какво отличава бързото прототипиране от стандартните срокове за производство? Водещите компании за прецизно листово металообработване поддържат специализирани отдели за прототипиране, изолирани от производствените графици. Тази изолация гарантира, че работата по прототипите няма да конкурира високотомни поръчки за машинно време — критично различие, когато се стремите да валидирате своите проекти преди затварянето на пазарните прозорци.
Помислете как изглежда в практиката възможността за бързо прототипиране. Партньори от висшата класа като Shaoyi (Ningbo) Metal Technology предлагат бързо прототипиране за 5 дни, комбинирано с изчерпателна поддръжка при проектиране за производствена осъществимост (DFM) и срок за предоставяне на оферта от 12 часа — такава реактивност, която значително ускорява циклите на разработка. Тяхната сертификация според IATF 16949 демонстрира системите за качество, необходими за автомобилни шасита, подвески и конструктивни компоненти, където прецизните допуски са неподлежащи на компромис.
Преходът от прототипиране към серийно производство води до различни приоритети:
| Коефициент | Бързо проектиране на прототипи | Производствени серии |
|---|---|---|
| Основна цел | Валидиране на проекта и скорост на итерациите | Постоянно високо качество при големи обеми |
| Типичен времеви график | 3–10 дни за първоначалните пробни екземпляри | 2–6 седмици, в зависимост от сложността и обема |
| Подход към изработката на инструменти | Меки инструменти или директно производство | Инструменти за серийно производство, осигуряващи повторяемост |
| Структура на разходите | По-висока цена на отделна част, по-ниски общо инвестициии | По-ниска цена на отделна част, по-високи инвестиции в инструменти |
| Обхват на обема | обикновено 1–50 бройки | Стотици до хиляди бройки |
Пилотното производство служи като мост между тези етапи. Преди мащабирането към пълен обем производителите произвеждат малки серии — обикновено 50–200 бройки — за да потвърдят повторяемостта и стабилността на производствените процеси. Този етап позволява да се идентифицират възможни проблеми, свързани с производимостта, които не са се проявили по време на прототипирането, и потвърждава, че системите за качество могат да поддържат зададените спецификации при продължителни производствени серии.
При избор на компания за серво подаване на прецизни листови метални детайли или партньор за бързо прототипиране и изработка на листови метални детайли оценете целия им спектър от възможности. Най-добрите партньори насочват проекти от първоначалната концепция до валидираното производство, прилагайки последователни системи за осигуряване на качество на всеки етап. Те разбират, че прототипирането не се свежда само до бързото изработване на детайли — то има за цел да се учи бързо, за да се вземат по-добри решения, преди инвестициите в производството да закрепят окончателния дизайн.
След като сте разбрали процесите на прототипиране, сте готови да се заемете с тема, която повечето изработчици избягват да обсъждат открито: какви са действителните фактори, определящи цените при прецизната обработка на листови метали, и как можете да оптимизирате разходите, без да жертвате качеството?
Разбиране на факторите, влияещи върху ценообразуването, и на причините за разходите
Ето един разговор, който повечето производители избягват: какво всъщност определя стойността на вашия проект? Макар получаването на оферти за персонализирана фабрикация от листов метал често да изглежда като получаване на загадъчни числа от черна кутия, реалността е по-проста, отколкото може да се очаква. Разбирането на факторите, които определят цената при прецизната фабрикация от листов метал, ви дава възможност да вземате обосновани решения — и потенциално да намалите разходите, без да жертвате качеството.
Според специалистите по прецизна фабрикация няколко взаимосвързани фактора влияят върху ценообразуването. Ключът е да се разбере кои фактори можете да контролирате, кои изискват компромиси и кои просто са неизменни реалности на производствената физика.
Стойност на материала и фактори, свързани със сложността
Нека започнем с най-очевидните фактори, определящи цената при прецизната метална обработка: от какъв материал са направени вашите детайли и колко сложни са за производство.
Избор на материал представлява един от най-големите променливи фактори в офертираната ви цена. Според обясненията на експерти от индустрията, метали като алуминий, неръждаема стомана и въглеродна стомана се различават както по цена на фунт, така и по работоспособност:
- Алуминиеви е лек и корозионноустойчив, но изисква по-голямо внимание по време на формовъчни и заваръчни операции
- Неръждаема стомана предлага отлична якост и дълготрайност, но има значително по-висока цена на фунт и често изисква специализирани финишни обработки
- Въглеродна стомана остава достъпна и универсална, но обикновено изисква защитни покрития, за да се предотврати корозията
Дебелината на материала директно усилва тези разходи. По-дебелите заготовки отнемат повече време за рязане, изискват по-голяма сила за огъване и по-продължително време за заваряване — всичко това води до увеличение на производствените часове и по-високи цени.
Сложността на дизайна създава втория основен множител на разходите. Компонентите с множество извивки, сложни изрязвания или тесни допуски изискват повече време за програмиране, допълнителни операции за подготвка и чести цикли на инспекция. Разликата между проста скоба с две извивки и корпус с дванадесет извивки, вградени елементи за монтаж и заварени съединения може да бъде драматична — дори при използване на идентични материали.
Ето практически рамков модел за разбиране на начина, по който различните фактори за ценообразуване при производството на листови метални детайли влияят върху крайния ви резултат:
| Фактори на цена | Ниво на удара | Какви са причините за този разход | Как да оптимизирате |
|---|---|---|---|
| Вид материал | Високо | Пазарни цени на суровините, спецификации на сплавите | Уточнете стандартни сплави; разгледайте алтернативи с подобни експлоатационни характеристики |
| Дебелина на материала | Средно-Високо | Скорост на рязане, сила за формоване, време за заваряване | Използвайте минимална дебелина, която отговаря на конструкционните изисквания |
| Геометрична сложност | Високо | Програмиране, промени в подготвителните операции, специализирани инструменти | Опростете конструкцията; стандартизирайте радиусите на извивките и размерите на отворите |
| Изисквания за допуск | Високо | По-бавни скорости на машинна обработка, чести инспекции, риск от коригираща обработка | Прилагайте тесни допуски само за критичните размери |
| Повърхностна Завършване | Среден | Допълнителни стъпки в процеса, материали за покритие, време за отвръхване | Уточнете завършващите обработки само когато това е функционално необходимо |
| Сглобяване | Средно-Високо | Часове труд, разходи за фурнитура, точки за инспекция | Проектиране за опростена сглобка; използване на саморазполагащи се елементи |
| Подготовка и програмиране | Среден | Първоначална конфигурация на машината, подготовката на инструментите | Проектиране на семейства от части, които споделят изискванията към инструментите |
Обърнете внимание, че изискванията към допуските имат „висок“ рейтинг на влияние. Според експертите по производство колкото по-строги са допуските, толкова по-високи са разходите — изпълнението на строгите размерни изисквания изисква по-чести инспекции, по-бавни скорости на машинна обработка и напреднали измервателни инструменти като координатни измервателни машини (КИМ) и лазерни системи за инспекция.
Съображения относно обема и компромиси между сроковете за изпълнение
Количеството променя всичко в ценообразуването при прецизното изработване. Един прототип или малка серия ще струват значително повече на единица в сравнение с поръчка в голям обем, тъй като времето за подготовка и програмиране се разпределя върху по-малко части.
Помислете за това практически: независимо дали поръчвате 10 части или 1000, производителят все едно трябва да програмира лазера, да настрои пресата за гънене и да конфигурира протоколите за контрол на качеството. Тези фиксирани разходи се разпределят по различен начин в зависимост от размера на вашата поръчка:
- Количество прототипи (1-10 броя): Разходите за настройка доминират; очаквайте най-висока цена на част, но най-ниски общо инвестиции
- Производство в малки серии (50–500 броя): Разходите за настройка се амортизират по-изгодно; цената на част намалява значително
- Производство в големи серии (1000+ бройки): Ефективността достига максимум; автоматизираното обработване и оптимизираното подреждане намаляват отпадъците и трудовите разходи
Времето за изпълнение внася още едно измерение на разходите, което много купувачи недооценяват. Според специалисти по оценка на производствени разходи , спешните поръчки или проекти, изискващи ускорена доставка, често предполагат работа на свръхурочни часове или корекции в производствения график — и двете водят до допълнителни такси.
Връзката между времето за изпълнение и разходите създава важни компромиси:
| Сценарий за време на изпълнение | Влияние върху цената | Типичен времеви график | Най-добър за |
|---|---|---|---|
| Стандартно производство | Базово ценообразуване | 2-4 седмици | Планирано производство при предвидим търсене |
| Ускорена доставка | Прилагат се премиални такси | 1-2 седмици | Критични срокове с гъвкавост по бюджета |
| Спешно/извънредно | Значителен надбавък | Дни, а не седмици | Истински извънредни ситуации, при които разходите са второстепенни |
| Гъвкаво/планово | Възможна отстъпка | 4–6+ седмици | Неспешни поръчки, при които срокът е подлежащ на договаряне |
Както отбелязват специалистите по водещи срокове, колкото по-прост е вашият дизайн и колкото по-стандартни са материалите ви, толкова по-бързо ще пристигнат вашите части — а по-бързо често означава по-евтино, когато избягвате спешни премии.
Един често пренебрегван фактор за разходи? Доставката и логистиката. Според източници от индустрията производството може да приключи навреме, но доставката все още може да повлияе на вашия график. Бързата логистика чрез приоритетни превозвачи съкращава времето за доставка, но обикновено с по-висока цена. За международни поръчки, ако скоростта е по-важна от минимизирането на транспортните разходи, помислете за подаване на заявка за частични доставки.
Най-икономичният подход комбинира разумни дизайн решения с реалистично планиране на сроковете. Сътрудничете рано с вашия партньор за прецизно изработване на ламаринени детайли — още по време на фазата на проектиране, а не след като чертежите са окончателно утвърдени. Опитните производители могат да идентифицират възможности за оптимизация на разходите, които бихте пропуснали, като например предлагат стандартни диаметри на отвори, които намаляват необходимостта от смяна на инструментите, или препоръчват алтернативни материали, които осигуряват еквивалентна производителност при по-ниска цена.
След като сте разбрали ценовите фактори, сте готови да оценявате офертите по-интелигентно и да водите информирани разговори с потенциалните партньори за производство относно произхода на разходите — и къде може да намерите спестявания, без да компрометирате точността, изисквана от вашето приложение.
Вземане на правилното решение за прецизни листови метални изделия
Преодоляхте значително разстояние — от разбиране на това какво всъщност означават прецизните допуски до оценка на сертификатите, принципите на проектиране за производството (DFM), процесите за прототипиране и факторите, влияещи върху цената. Сега е време да обобщите тези прозрения в практически насоки, които ще ви помогнат да продължите напред с увереност.
Независимо дали сте технически спецификационен инженер, който сравнява производствените възможности, или бизнес решаващо лице, което оценява потенциални партньори в веригата за доставки, критериите за избор на прецизни листови метални изделия, които разгледахме, имат обща черта: проверената способност има по-голямо значение от маркетинговите твърдения.
Ключови изводи за следващия ви прецизен проект
Преди да поискате оферти или да планирате посещения на производствените обекти, имайте предвид следните ключови критерии за оценка:
Най-добрата компания за прецизно изработка на листов метал демонстрира три непоклатими качества: сертификати, подходящи за съответната индустрия и потвърдени чрез актуални документи; възможности на оборудването, съответстващи на вашите специфични изисквания за допуски; и съвместна инженерна поддръжка, която подобрява вашите проекти още преди започване на производството.
Ето свитата ви рамка за оценка на партньор за прецизна изработка:
- Проверете сертификатите активно: Поискайте актуални сертификати с посочени дати на валидност. ISO 9001 е приложим за общи приложения; AS9100 е задължителен за аерокосмическата индустрия; IATF 16949 показва готовност за участие в автомобилната доставна верига.
- Съгласувайте възможностите с изискванията: Не плащайте прекалено за възможности, от които нямате нужда — но не жертвате и допуските, които вашето приложение изисква.
- Оценете съвместната работа по DFM: Партньорите, които подобряват вашите проекти по време на прототипирането, предотвратяват скъпи производствени проблеми по-късно.
- Оценете бързината на реакцията още в началото: Колко бързо потенциалните партньори отговарят на заявките за оферти, предсказва как ще комуникират по време на производствени предизвикателства
- Разберете факторите, определящи цената: Изборът на материал, геометричната сложност, изискванията към допуските и сроковете за изпълнение всички влияят върху ценообразуването — оптимизирайте там, където съществува гъвкавост
Напредване с увереност
Следващите ви стъпки зависят от това къде се намирате в пътя на покупателя. Ако все още дефинирате изискванията, насочете вниманието си към спецификациите за допуски и избора на материал — тези решения оказват въздействие върху всеки последващ избор. Ако активно сравнявате доставчици, приоритизирайте проверката на сертификатите и поискайте пробни части, които демонстрират техните възможности за постигане на висока прецизност.
За автомобилни приложения по-специално изборът на подходящ партньор за прецизно производство става още по-критичен. Както отбелязват специалистите по прецизно штамповане, сертификати като IATF 16949 показват, че производителят разбира специфичните изисквания за автомобилната индустрия, включително предотвратяване на дефекти, проследимост и протоколи за непрекъснато подобряване.
Помислете как изглежда идеалният партньор за прецизно производство в практиката. Shaoyi (Ningbo) Metal Technology отговаря на критериите, които обсъждахме през цялото това ръководство: сертификация IATF 16949 за автомобилни шасита, окачвания и конструктивни компоненти; бързо прототипиране за 5 дни, което ускорява вашия график за разработка; комплексна поддръжка при проектиране за производимост (DFM), която открива проектирането на проблеми преди производството; и срок за предоставяне на оферта от 12 часа, който осигурява непрекъснатото развитие на вашите проекти. Тази комбинация от проверени системи за качество, бърза реакция и техническо сътрудничество представлява точно това, което трябва да търсите в партньор за прецизно производство от листов метал.
Пейзажът на прецизното производство възнаграждава информираните покупатели. Снабдени с рамката за оценка, знанията за DFM и разбирането на разходите, които сте придобили тук, вие сте в позиция да избирате партньори, които осигуряват последователно качество — не само при първата поръчка, но и през годините на производствено сътрудничество.
Често задавани въпроси относно компании за прецизно производство от листов метал
1. Какво е прецизна обработка на листов метал?
Точното изработване на листови метални детайли е процесът на производство на листови метални части и компоненти с изключително висока точност, обикновено поддържаща допуски между ±0,005" и ±0,010" (±0,13 мм до ±0,25 мм). Това включва специализирано оборудване като фибер-лазерни системи, CNC гънки машини с технология за корекция на ъгъла и координатни измервателни машини (CMM) за инспекция. Отраслите, които изискват точни спецификации — като авиационната и космическата промишленост, производството на медицински устройства и автомобилната промишленост — разчитат на прецизното изработване, тъй като несъответствията в размерите на компонентите могат да доведат до проблеми при сглобяването, отзоваване на продукти и безопасностни рискове.
2. Кой е най-добрият изработвател в света?
Най-добрият производител зависи от вашите конкретни изисквания към приложението, необходимите индустриални сертификати и точността на допуските. За автомобилни приложения търсете партньори със сертификат IATF 16949, като например Shaoyi (Ningbo) Metal Technology, която предлага бързо прототипиране за 5 дни, комплексна поддръжка при проектиране за производството (DFM) и срок за предоставяне на оферта от 12 часа за шасита, окачвания и конструктивни компоненти. За аерокосмически приложения е задължителен сертификат AS9100. Оценявайте потенциалните партньори въз основа на техните възможности за оборудване, системи за качество, експертиза по материали и оперативност, а не въз основа на общи класации.
3. Колко струва монтажът на листов метал?
Разходите за прецизно изработка на листови метали варира значително в зависимост от няколко фактора: тип и дебелина на материала, геометрична сложност, изисквания към допуските, нужди от повърхностна обработка и обем на поръчката. Докато простите проекти могат да струват няколко стотин долара, сложните прецизни компоненти с тесни допуски могат да струват хиляди долари. Разходите за настройка и програмиране остават относително постоянни независимо от количеството, поради което разходите на единица са значително по-високи за прототипи в сравнение с серийното производство. За оптимизиране на разходите посочвайте тесни допуски само за критичните размери, използвайте стандартни диаметри на отвори и радиуси на огъване и планирайте реалистични срокове за изпълнение, за да избегнете допълнителни такси за ускорено изпълнение.
4. Какви сертификати трябва да притежава компания за прецизна обработка на листови метали?
Изискваните сертификати зависят от вашата индустрия. ISO 9001 служи като основа за общи търговски приложения и демонстрира документирани системи за управление на качеството. AS9100 разширява изискванията на ISO за аерокосмическа, авиационна и отбранителна област, където е задължително производството с критична за безопасността значимост. IATF 16949 показва готовността на партньорите в автомобилната верига за доставки с акцент върху предотвратяване на дефекти и непрекъснато подобряване. ISO 13485 регулира съответствието с изискванията за медицински изделия. Винаги поискайте актуални сертификати с посочени дати на валидност, тъй като сертификациите изискват тригодишни одити, за да се запази тяхната валидност.
5. Как да избера подходящия партньор за прецизно листово металообработване?
Започнете с проверка на индустриално подходящите сертификати, за да се уверите, че отговарят на изискванията за вашето приложение. Оценете възможностите на оборудването спрямо вашите специфични изисквания към допуските и типовете материали. Оценете подкрепата им за DFM (Design for Manufacturability) по време на фазата на проектиране — партньори, които подобряват конструкцията преди производството, предотвратяват скъпи проблеми по-късно. Проверете оперативността им по време на процеса на цитиране като индикатор за качеството на бъдещата комуникация. Поискайте пробни части или препоръчителни писма от клиенти с подобни изисквания към прецизността. Вземете предвид техните възможности за прототипиране, ако имате нужда от бързо повторение, и се уверете, че системите им за качество включват проследимост на материала и статистически контрол на процеса за критичните размери.