 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Ключови техники за инспекция на цялостта на автомобилни матрици

Накратко
Ефективната инспекция на автомобилни матрици изисква всеобхватна стратегия, комбинираща множество методи. Процесът варира от основни ръчни методи като визуални и тактилни проверки до напреднали, високоточни метрологични методи с използване на координатно-измерителни машини (CMM) и 3D сканиране за абсолютно точни размери. Освен това, неразрушаващият контрол (NDT) е от съществено значение за оценка на вътрешната цялостност на материала на матрицата без нанасяне на щети, осигурявайки както качество, така и дълготрайност.
Основни методи за инспекция: Ръчни и визуални техники
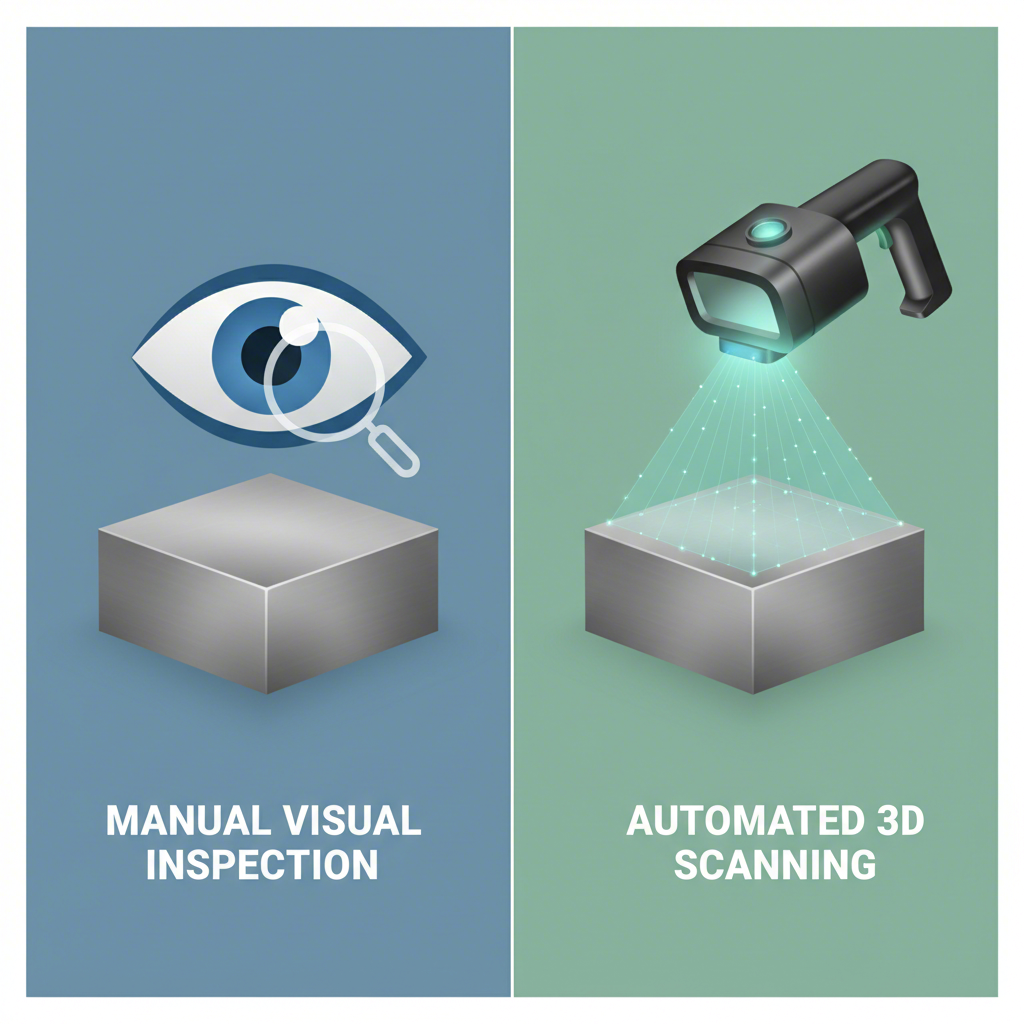
Първата линия на отбрана при контрола на качеството на автомобилни матрици се намира в основните ръчни и визуални методи за инспекция. Тези методи са икономични, бързи и служат като задължителна първоначална проверка преди използването на по-сложни технологии. Визуалната инспекция е най-директният метод, използван за идентифициране на макроскопски дефекти и всякакви очевидни аномалии в штамповъчните части или самата матрица. Тя разчита на обученото око на инспектор да забележи проблеми, които биха могли да компрометират качеството на крайния продукт.
Като се базира на основни визуални проверки, няколко тактилни и подобрени визуални метода предоставят по-задълбочена информация. При „теста чрез докосване“ опитен инспектор носи пудрени ръкавици и усеща повърхността на матрицата, за да открие малки несъвършенства, които може да не са незабавно видими. За откриване на миниатюрни пробойни или вълнистости, „инспекцията с нанасяне на масло“ е изключително ефективна; върху повърхността на матрицата се нанася тънък, равномерен слой масло и се изследва при ярка светлина, която подчертава микроскопични дефекти. Друга техника е полиренето на повърхността с гъвкава марля или шлифовъчен камък, което може да разкрие трудно забележими дупки, вдлъбнатини и други неравномерности по повърхността, като се наблюдава как материала реагира на абразивното действие.
Стандартната визуална проверка е от съществено значение за поддръжката на матриците. Преди всеки производствен цикъл трябва да се извърши задълбочена проверка в добре осветена среда, често с помощта на увеличителни инструменти, за да се гарантира, че матрицата е свободна от замърсители и повреди. Основните точки за проверка включват преглед на цялата повърхност за пукнатини, хаби или промяна в цвета и специално внимание към работните повърхности и ръбове за признаци на износване или заобляне, често наричано „разгъване“. Този проактивен подход помага да се засекат потенциални проблеми навреме, предотвратявайки скъпоструващи прекъсвания и осигурявайки постоянство в качеството на детайлите.
| Техника | Основна цел | Основни открити дефекти | Ограничения |
|---|---|---|---|
| Визуален контрол | Идентифициране на очевидни, макроскопски дефекти | Пукнатини, промяна в цвета, корозия, натрупвания | Не може да засече вътрешни или микроскопични дефекти; зависи от уменията на инспектора |
| Проверка чрез докосване | Засичане на малки повърхностни неравности | Малки вдлъбнатини, неравномерни повърхности | Напълно зависи от опита и чувствителността на инспектора |
| Проверка на масления слой | Подчертава много малки повърхностни дефекти | Миниатюрни пробиви, вълни, плитки вдлъбнатини | Изисква чиста повърхност и подходящо осветление за ефективност |
| Полиране с хонитрон и марля | Разкрива ямки и вдлъбнатини | Ямки, вдлъбнатини, неравномерност на повърхността | Може да бъде абразивно; трябва да се използва внимателно, за да не се промени повърхността на матрицата |
Високоточна метрология: КМИ и 3D сканиране
За индустрии като автомобилното производство, където точността е задължителна, следват се основни проверки, последвани от напреднала метрология. Високоточните инструменти изискват проверка с помощта на сложна апаратура, за да се гарантира, че всеки компонент отговаря на точните спецификации. Координатните измервателни машини (КИМ) отдавна са стандарт за тази цел. КИМ използва сонда за събиране на прецизни данни от повърхността на матрицата, които след това се сравняват с първоначалния CAD модел, за да се проверят геометричните допуски и размерната точност. Този метод е изключително точен за валидиране на критични размери.
През последните години 3D сканирането се превърна в мощна алтернатива и допълнение към ККУ (координатно-измерителни уреди). За разлика от събирането на данни чрез отделни точки при ККУ, 3D скенерът записва милиони точки, за да създаде пълен цифров модел с висока плътност на цялата повърхност на матрицата. Тези изчерпателни данни за повърхността позволяват създаването на детайлни 3D отчети за инспекция, които често се визуализират като цветни карти (хроматограми), ясно показващи всякакви отклонения от проектните спецификации. Това улеснява откриването на деликатни деформации, повърхностни дефекти или износване, които биха могли да останат незабелязани при измерванията по точки.
Работният процес при високоточна инспекция обикновено включва няколко ключови стъпки. Първо, данните се събират чрез зондиране с ККУ или чрез 3D сканиране. След това суровите данни се обработват и подравняват спрямо оригиналния CAD проект. Накрая се извършва детайлна анализа, за да се установят областите, които не отговарят на зададените допуски. Компании, специализирали се в производството на висококачествени инструменти, като Shaoyi (Ningbo) Metal Technology Co., Ltd. , разчитат на тези напреднали методи за метрология и КЕА симулации, за да гарантират, че техните персонализирани матрици за автомобилно штамповане отговарят на строгите стандарти IATF 16949, изисквани от производители на оригинални компоненти (OEM) и доставчици от първо ниво.
| Функция | Масина за координатно измерване (CMM) | 3D Сканиране |
|---|---|---|
| Метод за събиране на данни | Физически пробник докосва определени точки | Безконтактно оптично или лазерно сканиране засича милиони точки |
| Богати данни | Осигурява високо прецизни данни за конкретни, предварително определени точки | Създава пълен тримерен модел с висока плътност на цялата повърхност |
| Скорост | По-бавно, тъй като измерва точка по точка | По-бързо, засича големи повърхности бързо |
| Най-добър за | Проверка на критични размери, геометрични допуски и призматични форми | Инспектиране на сложни повърхности, идентифициране на деформации и създаване на цветни карти на отклоненията |
Анализ на цялостта на материала: разрушаващи срещу неразрушаващи изпитвания (NDT)
Освен размерната точност, от решаващо значение е структурната цялост на материала на матрицата за автомобили. Съществуват два основни подхода за оценка: разрушаващи и неразрушаващи изпитвания. Разрушаващите изпитвания, както подсказва името, включват физическо унищожаване на проба, за да се измерят нейните свойства, като например якост на материала. Това може да включва счупване, рязане или смачкване на отливката в области, където се подозират дефекти като празноти. Въпреки че осигурява окончателни данни за границите на пробата, основният недостатък е, че тестваният компонент става непригоден за употреба, което означава, че може да се прилага само върху малка серия проби, а не върху всеки отделен компонент.
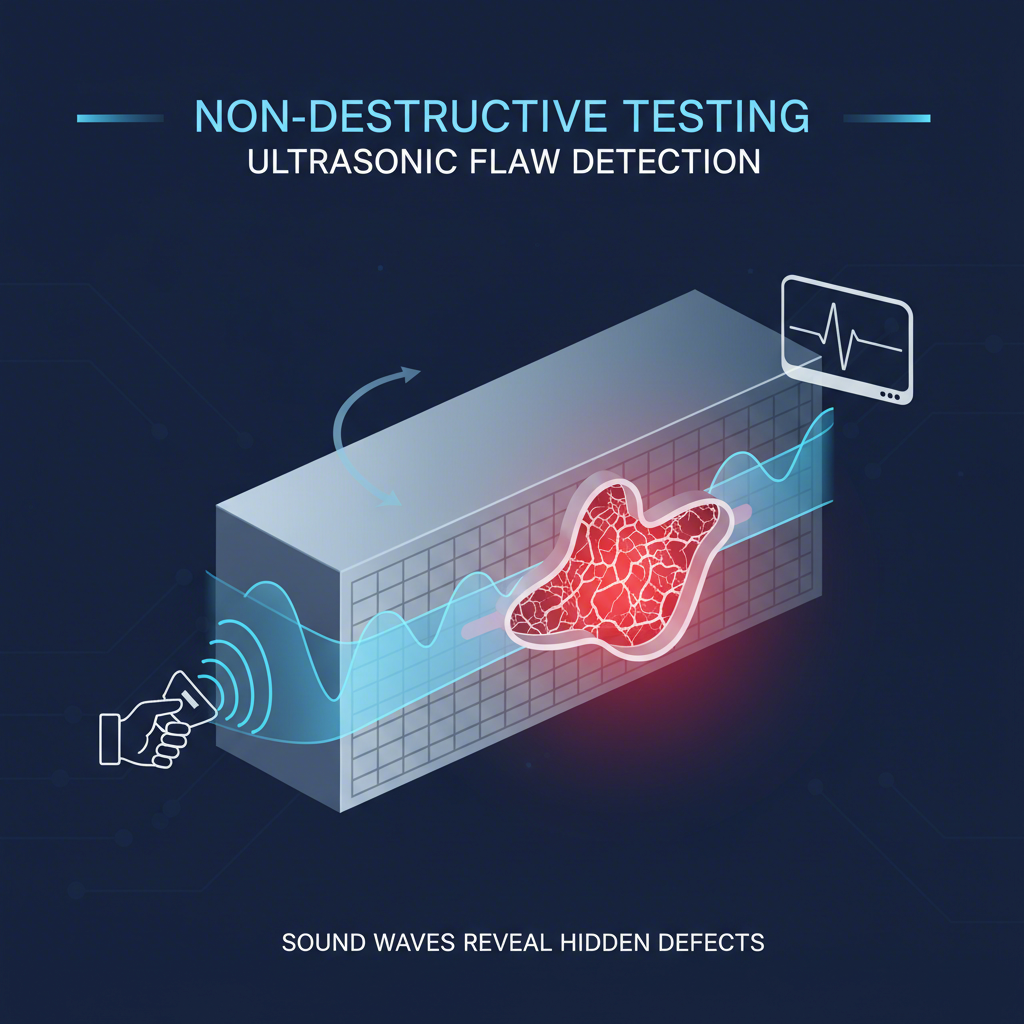
За да се преодолее това ограничение, за осигуряване на качеството при производството на матрици широко се използва неразрушаващ контрол (NDT). Методите за неразрушаващ контрол позволяват на инспекторите да проверяват матрица за вътрешни или повърхностни дефекти, без да нанасят никакви щети, което дава възможност за 100% инспекция на критични компоненти. Тези техники са от съществено значение за идентифициране на скрити дефекти, които биха могли да доведат до катастрофален отказ по време на производството. Те осигуряват възможност за преглед на вътрешната структура на материала, като гарантират, че той е свободен от несъответствия, които биха могли да компрометират неговата работоспособност при огромно налягане.
Няколко метода за неразрушаващ контрол са особено приложими за автомобилни матрици. Магнитопорошково изпитване се използва за феромагнитни материали като желязо и стомана, за засичане на пукнатини по повърхността и близо до нея. Детайлът се намагнитва и се нанасят фини частици желязо; всяка пукнатина ще наруши магнитното поле, което води до натрупване на частиците и разкриване на дефекта. За немагнитни материали, Пенетрантен контрол се използва. Нанася се оцветен или флуоресциращ течен пигмент, който прониква във всички напуквания. След като излишъкът се отстрани, се нанася проявител, който изтегля проникващия агент и прави напукването видимо. За откриване на вътрешни дефекти Ултразвуково тестиране използва ултразвукови вълни с висока честота, които се разпространяват през материала и се отразяват от дефектите или задната стена, позволявайки на техниците да локализират и определят размера на вътрешни празнини или включвания.
Оценка на състоянието и поддръжката на матриците: Гарантиране на дълготрайност и производителност
Процесът на инспекция не приключва след като матрицата бъде пусната в експлоатация. Систематичната оценка на използваните матрици е от решаващо значение за поддържане на производителността, осигуряване на качеството на продукта и удължаване на живота на инструмента. Оценката на състоянието е преактивен процес на анализиране на използваните матрици, за да се идентифицира износването и повредите преди те да доведат до производствени повреди. Това включва комбинация от визуални и размерни проверки, извършвани върху нови матрици, но с конкретен акцент върху ефектите от експлоатационното напрежение във времето.
При проверката на използвана матрица няколко ключови точки за контрол са от решаващо значение. Необходимо е задълбочено изследване на повърхността, често под увеличение, за идентифициране на разпространени дефекти, възникващи при многократна употреба. Те включват:
- Разпукване и пукнатини: Често причинено от прекомерна сила или неправилно подравняване.
- Галъри: Повърхностни повреди, причинени от триене и прехвърляне на материал между пуансона и матрицата.
- Изнемога и разширяване: Заобляне или деформация на работните ръбове и върхове поради високо напрежение.
- Напукване и корозия: Деградация на повърхността, която може да повлияе на качеството на детайла и цялостната издръжливост на матрицата.
Комплексна програма за поддръжка е от съществено значение за намаляване на тези проблеми. Ясно определен набор от най-добри практики може да предотврати ранно повреждане и да намали скъпоструващите прекъсвания в производството. Правилната поддръжка осигурява продължителна работа на матрицата в рамките на зададените допуснати отклонения, като по този начин се произвеждат последователни и висококачествени детайли през целия ѝ експлоатационен срок. Спазването на структурирана рутинна процедура помага за ранно откриване на проблеми, което позволява навременно поправки или подмяна и в крайна сметка защитава значителните инвестиции, които представлява една висококачествена матрица.
- Регуларно чистене: Почиствайте внимателно матриците с подходящи разтворители, за да премахнете всякакви масла, остатъци или залепнали материали преди и след употреба.
- Планирани проверки: Въведете фиксиран график за визуални и измервателни проверки, например след определен брой производствени цикли.
- Правилно смазване: Осигурете достатъчно смазване по време на работа, за да се минимизира триенето и да се предотврати заключването.
- Точна документация: Пазете подробни записи за всички инспекции, дейности по поддръжка и ремонти. Тази документация помага да се идентифицират повтарящи се проблеми и да се вземат решения относно възстановяване или подмяна.
- Правилно съхранение: Съхранявайте матриците в чиста и суха среда с предпазен слой, за да се предотврати корозията, когато не се използват.
Стратегически подход към качеството и продължителността на живот на матриците
Осигуряването на качество и производителност на автомобилните матрици не е еднократно действие, а непрекъснат, многослойен процес. Той започва с основни визуални и ръчни проверки за откриване на очевидни дефекти и напредва към високоточни методи за метрология като КМИ и 3D сканиране, за да се гарантира спазването на строгите проектни допуски. Тази комбинация осигурява, че матрицата е измервателно перфектна, преди да бъде пусната в производство.
Освен това, фокусът върху целостта на материала чрез неразрушителни и, когато е необходимо, разрушителни изпитвания потвърждава, че матрицата е структурно здрава и способна да издържи на екстремните сили по време на процеса на щанцоване. Накрая, стриктна оценка и програма за поддръжка по време на експлоатацията са ключови за максимизиране на живота на инструмента и осигуряване на последователен резултат. Като интегрират тези разнообразни методи за проверка в съгласувана стратегия за осигуряване на качеството, производителите могат да предотвратят дефекти, да минимизират простоюването и да произвеждат висококачествени автомобилни компоненти с увереност.
Често задавани въпроси
1. Какви са 4-те метода за проверка?
В по-широк контекст на контрол на качеството, инспекцията често се класифицира в четири основни типа в зависимост от етапа на производството: Инспекция преди производство (проверка на суровините), Инспекция по време на производството (наблюдение на началния етап на производство), Инспекция преди пратка (окончателна проверка на готовата продукция преди напускане на фабриката) и Надзор при товарене в контейнер. Въпреки това, когато става дума конкретно за техническа инспекция на обект като матрица за автомобили, методите могат да бъдат групирани в категории като Визуална инспекция, Измервателна инспекция (Метрология), Тестване на материала (Неразрушителен/Разрушителен контрол) и Функционално тестване.
2. Колко етапа има при визуалната инспекция в НРК?
В контекста на неразрушаващия контрол (NDT), по-специално за процеси като заваряване, които споделят принципи с производството и поддръжката на матрици, визуалната инспекция обикновено се извършва в три ключови етапа. Те са: преди започване на процеса (например проверка на материали и настройка), по време на процеса (наблюдение за незабавни проблеми) и след приключването на процеса (инспекция на крайния продукт за повърхностни дефекти). Този многоетапен подход осигурява поддържане на качеството през целия жизнен цикъл.