 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Задължителен наръчник за компонентите и функциите на матричните комплекти
Накратко
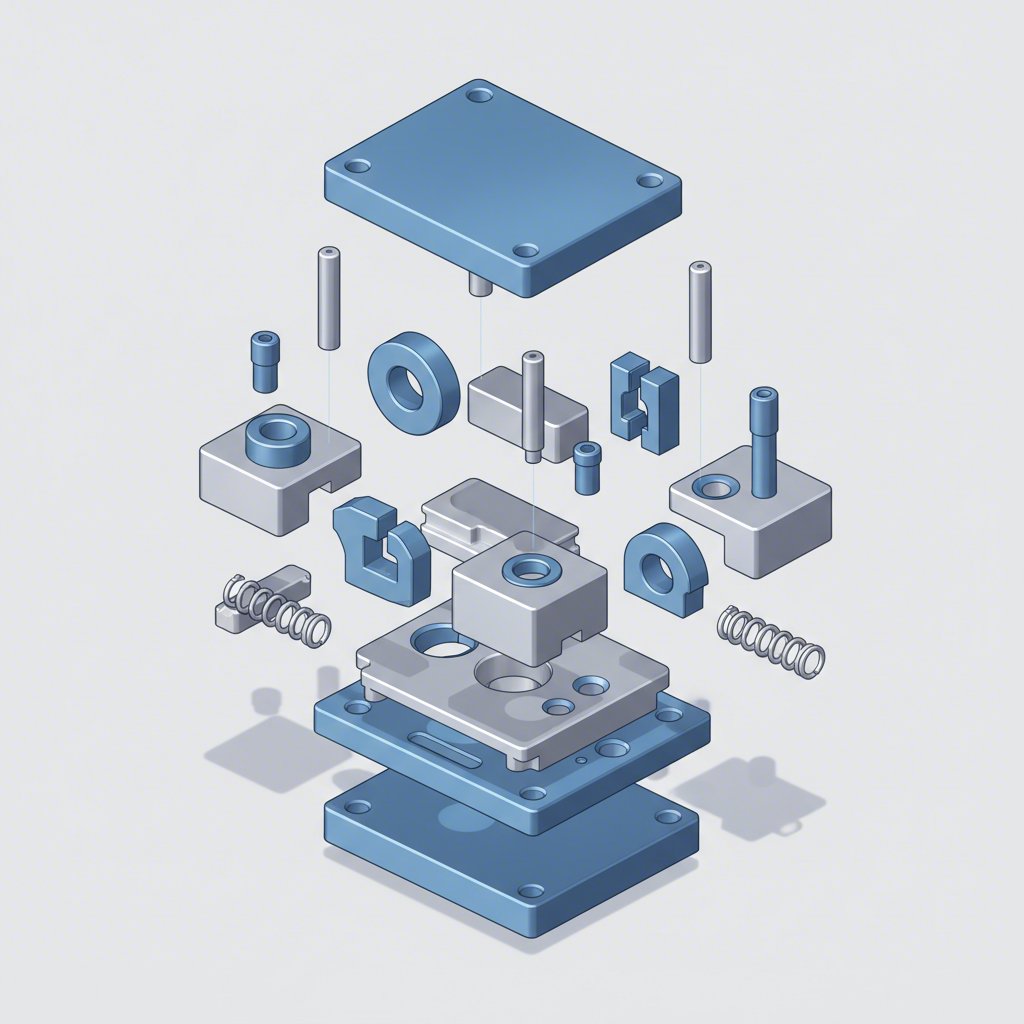
Комплектът матрици е прецизен производствен инструмент, който изрязва и оформя листов метал в определена форма. Основните му компоненти работят заедно, за да осигурят точност и повтаряемост. Ключовите части включват основните плочи на матрицата (или обувките), които държат всичко, насочващи пинове и втулки за прецизна подравняване и работните елементи като пробойници и блокове на матрицата, които извършват действителните операции по рязане и формоване. Допълнителни компоненти като пружини и подложки контролират движението на материала и осигуряват необходимата сила.
Основата: Основна анатомия на комплекта матрици
Сърцето на всяка щампова операция е матричният комплект, който служи като здрава основа за всички други работни компоненти. Основните елементи на тази основа са матричните плочи, известни още като обувки на матрицата. Пълен матричен комплект се състои от горна обувка (която държи пробивния агрегат) и долна обувка (която държи матричния блок), които се подреждат в перфектно съвпадение чрез насочващи компоненти. Тези плочи се изработват прецизно от стомана или алуминий в напълно равни и успоредни повърхности – задължително изискване за производството на последователни и висококачествени детайли. Изборът на материал зависи от приложението; докато стоманата е често срещана поради своята издръжливост, алуминият често се предпочита поради по-малкото си тегло, по-бързата механична обработка и отличното поглъщане на ударите, което го прави идеален за матрици с висок удар при рязане.
Конструкцията и дебелината на основите на матриците са директно свързани с величината на силата, която матрицата трябва да издържи. Например, матрица за клеймоване, която компресира метал под огромно налягане, изисква значително по-дебели и по-здрави основи в сравнение с проста матрица, използвана за леки операции по огъване. Тази основна якост предотвратява деформация и осигурява ефективно предаване на силата от пресата към заготовката. Долната основа на матрицата обикновено се обработва с отвори, разположени стратегически. Тези отвори позволяват отпадъчните парчета и материали, генерирани по време на процесите продупчване или изрязване, да падат и да бъдат отстранени от пресата, като по този начин се предотвратява повреда на матрицата и прекъсвания в работата.
Освен това, матричният комплект е интерфейсът между инструмента и пресата. Горните и долните плочи имат елементи за монтиране, като дръжки или отвори за болтове, които фиксират цялата матрична конструкция в клина на пресата и подовата плоча. Това сигурно монтиране е от съществено значение за безопасността и експлоатационната прецизност. При сложни приложения, особено в индустрии като автомобилното производство, дизайна на матричния комплект е от първостепенно значение. Компании като Shaoyi (Ningbo) Metal Technology Co., Ltd. се специализират в създаването на персонализирани штамповъчни матрици, чиито основни компоненти са проектирани да отговарят на екстремните изисквания за производство на сложни автомобилни части с висока прецизност и дълъг живот.
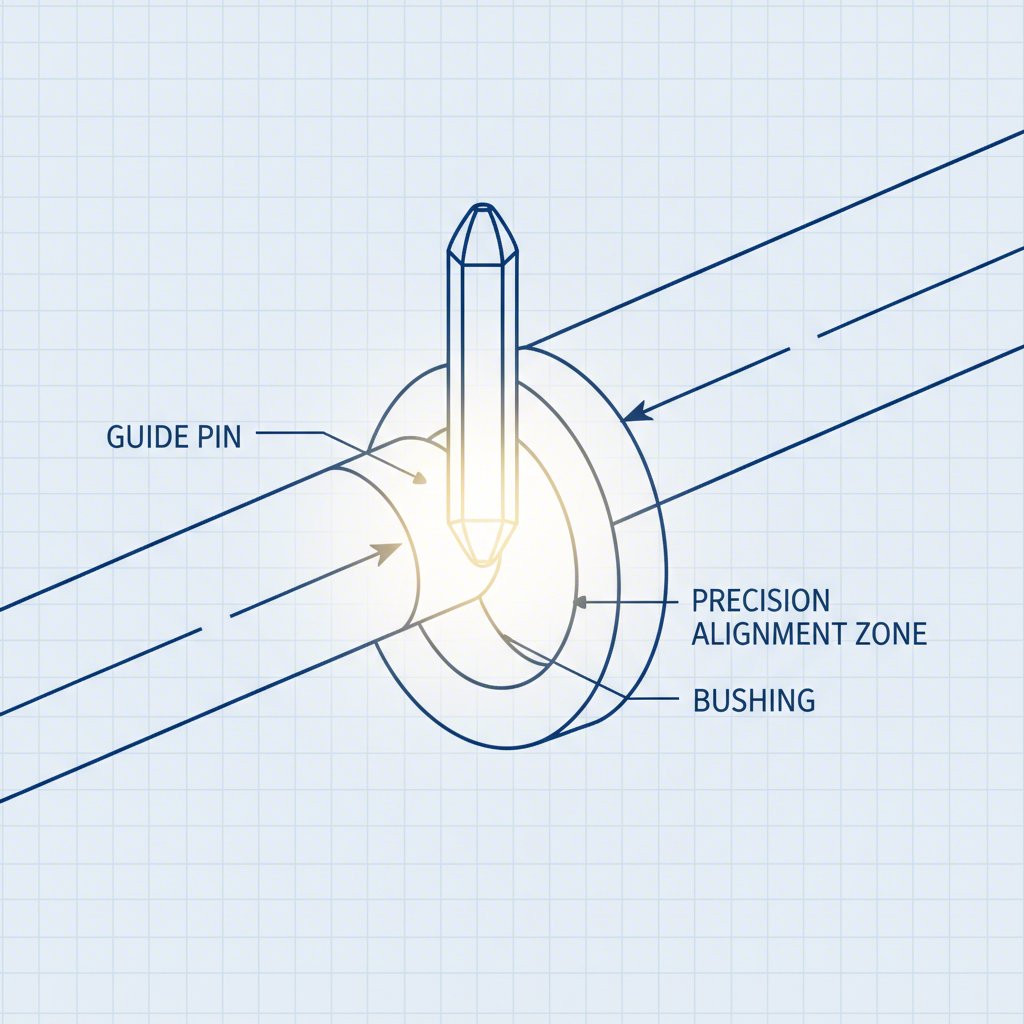
Прецизност в движение: Ръководни пинове, втулки и стоп-блокове
Докато матриците осигуряват основата, забележителната прецизност на штамповъчната матрица се постига чрез системата за насочване. Основните компоненти, отговорни за това, са водещи палки (наричани също стълбове или водещи колони) и водещи втулки. Тези елементи работят в синхрон, за да гарантират перфектно съвпадане на горната и долната част на матрицата при всеки ход на пресата, често поддържайки допуски до 0,0001 инча. Точно това центриране е от съществено значение за поддържане на правилния зазор между режещите пуансоны и блоковете на матрицата, което директно влияе на качеството на детайлите, износването на инструмента и живота на матрицата.
Съществуват два основни типа водещи щифтови системи, като всеки е подходящ за различни операционни изисквания. Традиционният избор са трични щифтове – хардуени стоманени щифтове с прецизно шлифована повърхност, които се плъзгат в алуминиево-бронзови втулки. Те често съдържат графитни запушалки за самосмазване, за да се намали триенето и износването. Алтернативата е система в стил топчести лагери, при която щифтовете се движат върху серия топчета, разположени в клетка. Този дизайн рязко намалява триенето, позволявайки по-високи скорости на пресата без генериране на излишно топлина и улеснява техниците при разделянето на полуформите за поддръжка.
| Характеристики | Спирачки за триене | Щифтове с лагерни топчета |
|---|---|---|
| Ниво на триене | По-висока | Екстремно ниска |
| РАБОТНА СКОРОСТ | По-ниско до средно | Висок |
| Пределна точност | Добра до висока | Много високо |
| Разходи | По-ниско | По-висока |
В операции, при които се генерират значителни странични натискови сили — например при оформящи или кулачкови матрици — ръководните палци сами по себе си може да не са достатъчни за предотвратяване на огъване. В тези случаи се добавят обтегачи. Те представляват здрави, прецизно обработени стоманени блокове, прикрепени към двете обувки на матрицата, които се съединяват един с друг, за да абсорбират страничните сили. Обикновено използват плочи за износване от различни метали, като стомана срещу алуминиев бронз, за предотвратяване на залепване и осигуряване на гладка работа. Критично важно правило при проектирането на матрици е, че насочващите компоненти имат за цел да подравнят правилно функционираща матрица, а не да компенсират лошо поддържан или неподравнен пресен бутален механизъм.
Работната част: пробойни, матрични блокове и държачи
Компонентите, които извършват действителната работа по рязане и оформяне на ламарината, са пуансонът и матрицата. Пуансонът е мъжкият компонент, който обикновено се монтира на горната матрична обувка и натиска в материала. Матрицата, или матричната кухина, е женският компонент, монтиран на долната обувка, която определя окончателната форма на детайла. Прецизното съотношение и зазор между пуансона и матрицата определят качеството на реза или формата.
Пуансони и матрици се използват за различни операции, като тяхната терминология отразява функцията им. Например, при операция „изрязване“ (blanking) изрязаната част от ламарината е желаният продукт, известен като заготовка. Обратно, при операция „пробиване“ (piercing) пуансонът създава отвор в детайла, а изрязаният материал, наречен отпадък (слъг), се отхвърля като скрап. Тези работни компоненти са отговорни за множество процеси, включително:
- Изрязване: Рязане на външния контур на детайл от ламаринен материал.
- Пробиване: Създаване на вътрешни отвори или елементи в детайла.
- Коване: Прилагане на високо налягане за нанасяне на детайлен отпечатък в метала.
- Теглене: Изтегляне и оформяне на листов метал в дълбоки форми, подобни на чаша.
- Огъване: Оформяне на материала по правата ос.
За да се улесни поддръжката и бързата смяна, пуансоните често се фиксират с държатели. Един от най-често срещаните типове е държателят с кълбо. Това устройство използва пружинирано кълбо, което се закача в течеобразна жлеб на дръжката на пуансона. Тази система позволява на техника за поддръжка на матрици бързо да отстрани износен или счупен пуансон и да инсталира нов, без да е необходимо да разглобява цялата матрица, което значително намалява времето на престой. Тази модулност е ключова характеристика на съвременното, ефективно проектиране на матрици.
Контрол на материала и прилагане на сила: Падове и пружини
Ефективното управляване на ламарината по време на високоскоростна щанцова операция е толкова критично, колкото и самото рязане и формоване. Това е ролята на различните плочи и пружини в матрицата. Плоча е плоча под налягане, която задържа, контролира или отстранява метала. Например, отрязваща плоча е пружинна плоча, която обкръжава рязещите пробойни. След като пробойната пробие материала, еластичността на метала причинява той да се залепи за пробойната; отрязващата плоча задържа материала надолу, като позволява пробойната да се оттегли чисто.
При операциите по формоване се използват и други видове подложки. Подложките за налягане са задължителни при изкривяване с изтриване, където задържат материала здраво към долната част на матрицата, за да се осигури ясно и точно изкривяване. При операциите по дълбоко изтегляне, изтеглителните подложки (наричани също скоби) прилагат регулирано налягане към периметъра на заготовката. Това налягане е от съществено значение за регулиране на потока от материал към кухината на матрицата. Твърде малко налягане позволява на материала да се набръчква, докато твърде голямо налягане ограничава потока и може да доведе до разделяне или пукване на детайла. Тези подложки обикновено се фиксират с компоненти като втулки или болтове с рамо, които им позволяват да се движат нагоре и надолу, прилагайки постоянно усилие.
Силата за тези подложки се осигурява от пружини. Изборът на пружина зависи от изискванията за сила, ход и продължителност на живота на приложението. Основните три вида са:
- Спирални пружини: Изработени от пружинна стомана, тези пружини са често срещани, икономични и подходящи за приложения, изискващи умерена сила.
- Полиуретанови пружини: Те осигуряват добро налягане за изравняване и често се използват при прототипни или краткосрочни инструменти поради по-ниската си цена.
- Азотни пружини: Това са цилиндри, заредени с азотен газ, които могат да осигурят изключително висока и постоянна сила по цялото ходово разстояние на пресата. Те имат много дълъг очакван срок на живот и се предпочитат за изискващи приложения като дълбоко изтегляне.
Често задавани въпроси
1. Какво е компонент на матрица?
Диележът е всеки отделен елемент, който съставлява пълна матрична конструкция. Тези компоненти работят заедно, за да изрязват или формират ламарина. Основни примери включват диележи (основата), водещи палци и втулки (за центриране), пуансоны и матрици (елементи за рязане/формиране), пружини (за прилагане на сила) и избутващи плочи (за контрол на материала). Всеки компонент има специфична функция, от решаващо значение за общата производителност и прецизност на матрицата.
2. Какви са компонентите при преципитационното леене?
Въпреки че звучи подобно, леенето под налягане е различен производствен процес от штамповането. Леенето под налягане включва вкарване на разтопен метал под високо налягане в формова полост, наречена матрица или форма. Основните компоненти включват двете половини на матрицата (покривна и избутваща матрица), система от избутващи щифтове за изхвърляне на затвърдялата детайл и канали или врати, които насочват разтопения метал в полостта. Използваните материали обикновено са цветни сплави като алуминий, цинк и магнезий.
3. Какво са компоненти, получени чрез рязане с матрица?
Компонентите, получени чрез рязане с матрица, са части, произведени посредством процес, наречен рязане с матрица, който често се използва за по-меки материали като хартия, пластмаса, плат или пяна, както и за тънки метали. 'Матрицата' в този контекст може да бъде остър, специално оформен нож (стоманена режеща лента), който се натиска в материала, за да изреже определена форма, подобно на формичка за бисквити. Получените продукти се използват във всичко – от опаковки и уплътнения до изолатори за електроника и медицински устройства.