 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Яка справжня вартість оснастки для лиття під тиском?
Коротко
Вартість оснастки для лиття під тиском є значною одноразовою інвестицією, яка коливається від 60 000 до понад 500 000 доларів США для великих, складних інструментів, призначених для масового виробництва. Ця висока початкова вартість необхідна, оскільки матриці виготовляються з високоякісної довговічної інструментальної сталі, щоб витримувати екстремальні тиски та температури під час процесу лиття. Хоча початкові витрати значні, їх компенсує дуже низька вартість на один виріб, що робить лиття під тиском економічно вигідним для масового виробництва.
Розуміння високої вартості оснастки для лиття під тиском
Перше, що потрібно зрозуміти щодо вартості оснастки для лиття під тиском, — це те, що це велика, але необхідна початкова інвестиція. На відміну від інших виробничих процесів, форма чи матриця, що використовується у литті, піддається надзвичайно жорстким умовам експлуатації. Згідно з Північноамериканська асоціація лиття під тиском (NADCA) , ці форми мають витримувати екстремальний термічний удар від розплавленого металу та високий тиск під час ін’єкції, що зумовлює необхідність використання високоякісних, дорогих матеріалів і прецизійної інженерії.
Це призводить до широкого діапазону вартості. Для більших, складніших деталей або багатогніздних форм, розроблених для виробництва великих обсягів, ціна може значно зрости — від 60 000 до понад 500 000 доларів США. Ця вартість оснащення, як правило, є одноразовими витратами, які сплачує клієнт, після чого він стає власником інструменту, навіть якщо його зберігає та обслуговує підприємство з лиття під тиском.
Виправдання таких значних початкових витрат полягає в економіці масштабу. Довговічність інструменту дозволяє виготовляти десятки тисяч або навіть сотні тисяч однакових деталей із високою точністю та швидкістю. Це розподіляє початкові витрати на оснащення на весь виробничий процес, що призводить до надзвичайно низької вартості кожної окремої деталі, часто роблячи цей метод найбільш ефективним за вартістю для виробництва великих обсягів.
Ключові фактори, що впливають на вартість оснастки
Остаточна ціна на вашу оснастку для лиття під тиском не є довільною; вона безпосередньо залежить від кількох взаємопов’язаних змінних проектування та виробництва. Розуміння цих факторів має вирішальне значення для інженерів та дизайнерів продуктів, які прагнуть оптимізувати свої деталі для виготовлення та ефективно керувати бюджетом. Кожен елемент впливає на складність та міцність, необхідну для форми, що, у свою чергу, визначає вартість.
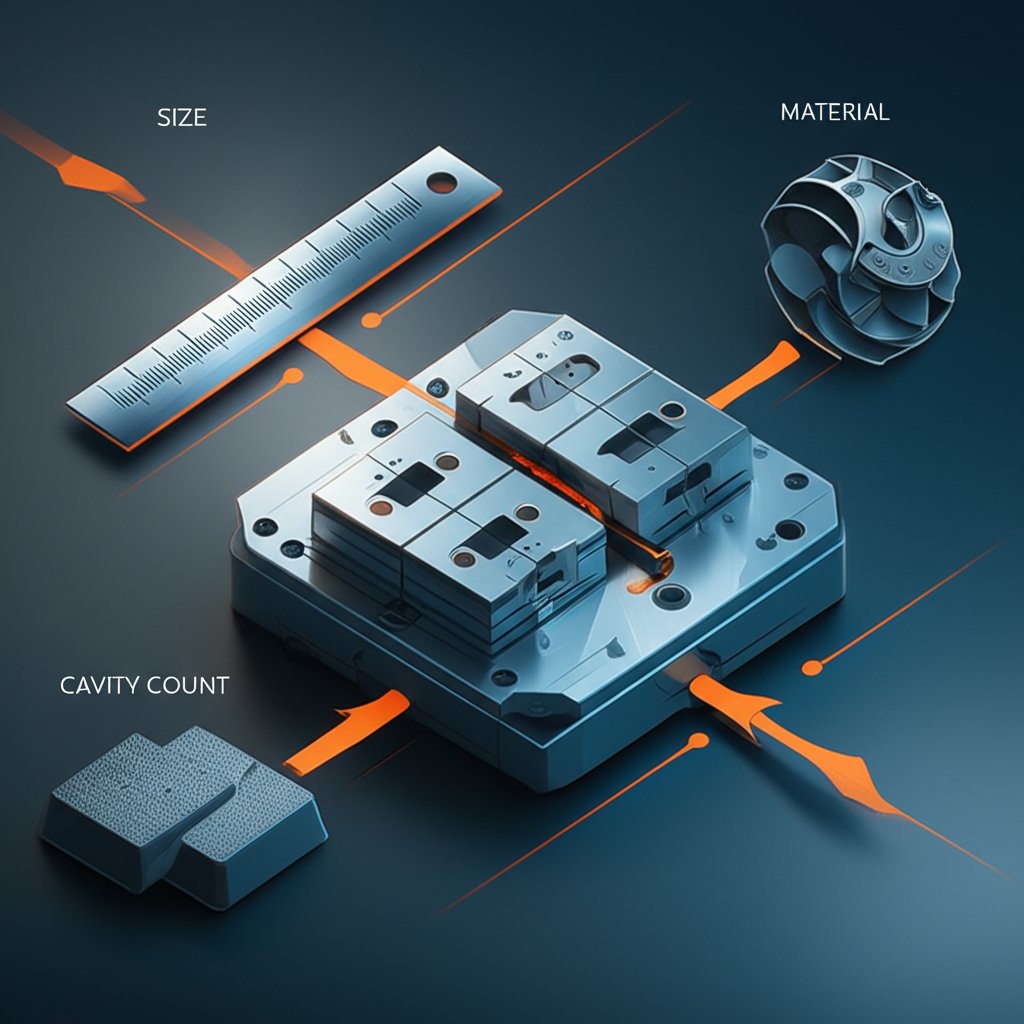
Основні чинники, що впливають на вартість оснастки, можна розділити на такі ключові напрямки:
- Розмір і вага деталі: Це найпростіший фактор. Більші та важчі деталі потребують більших і масивніших форм. Це збільшує обсяг дорогого інструментального сталевого матеріалу та вимагає використання більш потужного обладнання як для створення форми, так і безпосередньо для процесу лиття, що прямо збільшує витрати.
- Складність деталей: Геометрична складність деталі є одним із основних чинників вартості. Елементи, такі як глибокі порожнини, гострі кути, мінімальні кути випуску та особливо виступи, що потребують застосування висувних ланок або підіймачів, значно ускладнюють конструкцію та виготовлення форми. Кожен рухомий елемент у формі збільшує час обробки, трудомісткість складання та ймовірність необхідності технічного обслуговування.
- Матеріал форми: Форми для лиття під тиском зазвичай виготовляють із високоякісної інструментальної сталі, наприклад H13, яка стійка до термічної втоми та ерозії від розплавленого металу. Конкретний ґатунок сталі та додаткові покриття чи обробка поверхні залежать від сплаву, що виливається (наприклад, алюміній чи цинк), та очікуваного обсягу виробництва, що безпосередньо впливає на вартість матеріалу.
- Кількість порожнин: Форму можна спроектувати з однією порожниною, щоб виготовляти одну деталь за цикл, або з кількома порожнинами, щоб виготовляти кілька деталей одночасно. Багатопорожнинна форма має значно вищу первинну вартість, але значно підвищує ефективність виробництва та знижує вартість кожної окремої деталі, що робить її ідеальною для серійного виробництва великих обсягів.
- Допуски та стан поверхні: Деталі, які вимагають дуже точних розмірних допусків або високоякісного стану поверхні безпосередньо після лиття, потребують більш точно обробленої та відполірованої форми. Такий рівень точності вимагає складніших методів механічної обробки та кваліфікованої праці, що збільшує загальну вартість оснащення.
Як оцінити вартість лиття під тиском
Розрахунок загальної вартості проекту лиття під тиском включає два окремі компоненти: одноразову вартість оснащення та поточну вартість кожної деталі. Повна комерційна пропозиція від виробника має чітко розбивати ці елементи. Хоча онлайн-калькулятори можуть дати приблизне уявлення, для точного бюджетування необхідна офіційна пропозиція на основі детального проекту.
Згідно з аналізом Neway Precision , вартість самої прес-форми складається з кількох частин: витрат на проектування, вартості сировини для інструментальної сталі, витрат на обробку та виготовлення (наприклад, фрезерування на верстаті з ЧПК та термічна обробка) та витрат на пробні випуски. Ціна за одиницю продукції розраховується на основі вартості металевого сплаву, часу циклу на машині для лиття під тиском та будь-яких необхідних додаткових операцій, таких як обрізка, механічна обробка або оздоблення поверхні.
Щоб отримати точну та надійну пропозицію щодо вашого проекту, дотримуйтесь цих важливих кроків:
- Підготуйте детальний 3D-файл CAD: Це найважливіший документ. Ваша 3D-модель має бути завершеною та точно відображати геометрію деталі, яку ви плануєте виробляти.
- Вкажіть сплав матеріалу: Чітко визначте потрібний вам сплав (наприклад, алюміній A380, цинковий сплав Zamak 3). Вибір матеріалу безпосередньо впливає як на вартість деталі, так і на вимоги до оснащення.
- Визначте обсяг виробництва: Надайте свою оцінку щорічного використання (EAU) або загальний очікуваний обсяг на весь термін служби деталі. Це допомагає виробнику визначити найбільш відповідну стратегію оснащення (наприклад, однопорожнинна чи багатопорожнинна).
- Вкажіть вимоги до обробки та допусків: Зазначте будь-які критичні розміри, допуски та необхідні види поверхневої обробки або додаткові операції, такі як порошкове покриття або анодування.
- Замовити офіційну пропозицію ціни: Надішліть повний технічний пакет кільком кваліфікованим постачальникам лиття під тиском, щоб отримати детальний розрахунок вартості.
Порівняння вартості оснащення: лиття під тиском порівняно з іншими процесами
Вибір правильного технологічного процесу значною мірою залежить від балансу між вартістю оснащення, ціною за деталь і обсягом виробництва. Лиття під тиском відоме своєю ефективністю при великих обсягах, але його висока початкова вартість оснащення робить його непридатним для прототипування або малих партій. Розуміння того, як воно порівнюється з іншими поширеними процесами обробки металів, є ключовим для прийняття економічно вигідного рішення.
Хоча при обробці на верстатах з ЧПУ не виникає специфічних витрат на оснащення, ціна за деталь залишається високою та приблизно однаковою незалежно від обсягу, що робить цей метод ідеальним для прототипів та виробництва малими партіями. З іншого боку, піщане лиття має низькі витрати на оснащення, але вартість кожної деталі вища, ніж при литті під тиском, а також отримують деталі з гіршою якістю поверхневого шару. Як зазначають експерти з виробництва компанії Batesville Products , ключовим є визначення точки беззбитковості, коли великі початкові інвестиції в оснащення для лиття під тиском виправдовуються економією на кожній виготовленій деталі.
Нижче наведено загальне порівняння витрат на оснащення та найкращих сфер застосування для кожного процесу:
| Процес | Типова вартість оснащення | Найкраще підходить для обсягів виробництва | Вартість на одиницю (у масштабі) |
|---|---|---|---|
| Лиття під тиском | 60 000 – 500 000+ $ | Високий (10 000+ одиниць) | Дуже низька |
| Сталий формування ливарня | 10 000 – 90 000 $ | Середній (1 000 – 20 000 одиниць) | Низькими, |
| Лиття в пісок | $6 000 - $20 000 | Низький (1 - 5 000 одиниць) | Середня |
| Обробка CNC | $0 | Дуже низький (1 - понад 100 одиниць) | Високий |
Поширені запитання
1. Скільки коштує оснастка для лиття в пісок?
Оснастка для лиття в пісок, яку часто називають ливарною формою, значно дешевша за оснастку для лиття під тиском. Типова вартість коливається приблизно від $6 000 до $20 000, залежно від розміру та складності деталі. Ця нижча початкова вартість робить лиття в пісок вигідним варіантом для прототипів та виробництва малими партіями.
2. Чому лиття під тиском таке дороге?
Висока вартість лиття під тиском переважно пов’язана з вартістю оснастки. Форми піддаються екстремальним температурам та тиску й мають бути виготовлені з високоякісної загартованої інструментальної сталі, щоб витримувати десятки тисяч циклів виробництва. Процес точного оброблення, термообробки та збирання цих міцних форм є складним і коштовним, що потребує значних початкових інвестицій.
чи є лиття під тиском дешевшим за обробку на верстатах з ЧПУ?
Це повністю залежить від обсягу виробництва. Для окремого прототипу або дуже малої партії деталей, обробка на верстатах з ЧПУ є значно дешевшою, оскільки не вимагає інвестицій у оснащення. Однак із зростанням обсягів виробництва до тисяч одиниць, лиття під тиском стає набагато економнішим. Висока початкова вартість оснащення розподіляється на велику кількість деталей, що робить вартість кожної деталі значно нижчою, ніж постійно висока вартість однієї деталі при обробці на верстатах з ЧПУ.