 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Розкриваємо точність: що таке обрізний штамп у литті під тиском?

Коротко
Різальна матриця — це інструмент із високоміцної сталі, який використовується у різальному пресі для точного вирізання зайвого матеріалу, такого як литникові системи, приливи та перемики, з виливка, отриманого литтям під тиском. Цей автоматизований процес є важливим етапом оздоблення, який забезпечує стабільну якість деталей, значно скорочує витрати на ручну працю та підвищує загальну ефективність виробництва.
Що таке різальна матриця та яку роль вона відіграє?
У сфері лиття під тиском створення ідеально сформованої деталі — це лише половина справи. Після того як компонент виштовхується з ливарної машини, він залишається приєднаним до мережі зайвого металу, який необхідно видалити. Саме тут різальна матриця виконує свою життєво важливу функцію. Різальна матриця — це спеціалізований міцний інструмент, як правило, виготовлений із високоміцної сталі, призначений для високоточного зрізання цього непотрібного матеріалу. Вона виступає завершальним етапом, який довершує процес лиття під тиском, перетворюючи грубий виливок на деталь, близьку до кінцевої форми, готову до подальшої обробки.
Процес, відомий як обрізка, відбувається безпосередньо після того, як деталь була відлита і охолоджена. Відлитий компонент разом із приєднаним надлишком металу поміщають у гідравлічний або механічний прес для обрізки, де встановлюється штамп для обрізки. Прес змушує дві половинки штампа стикатися, а його гострі загартовані краї точно зрізають непотрібний матеріал. Цей метод різко контрастує з ручною обробкою, яка часто передбачає використання напилків, шліфувальних машин або шкурок. Хоча ручне знімання заусенців може бути ефективним для невеликих партій або прототипів, це трудомісткий процес, який може призводити до неузгодженості між деталями, як зазначають експерти в Kinetic Die Casting .
Основна функція штампа для обрізки полягає в тому, щоб чисто видалити конкретні види надлишкового металу, притаманні процесу лиття під високим тиском. Розуміння цих матеріалів допомагає зрозуміти важливість інструменту:
- Облої: Це дуже тонкий, схожий на папір шар металу, який утворюється, коли розплавлений метал витікає між двома половинками форми для лиття під тиском. Він часто є гострим і його потрібно видалити з міркувань як безпеки, так і функціональності деталі.
- Ливникові канали: Це канали, через які розплавлений метал рухається від системи ін'єкції до заповнення порожнин форми. Затверділий метал у цих каналах необхідно відокремити від готової деталі.
- Переливи: Це невеликі резервуари чи пазухи, передбачені у формі для регулювання тиску та забезпечення повного заповнення порожнини форми металом, щоб запобігти дефектам. Як і ливникові канали, затверділий метал у цих переливах також необхідно обрізати.
Автоматизація видалення цих елементів забезпечує те, що кожна деталь виготовлена відповідно до однакових специфікацій — рівень узгодженості, який важко досягти вручну. Ця точність особливо важлива для складних деталей або тих, що мають вузькі допуски.
Конструкція обрізній матриці, типи та складність
Форми для обрізки не є універсальним рішенням; їх конструкція та складність залежать від геометрії деталі, яку вони призначені обробляти. Форма для обрізки має ідеально відповідати конфігурації прес-форми для лиття під тиском, щоб забезпечити точність розрізання. Як пояснює команда R&S Design , деякі форми для обрізки вимагають такої ж уваги до деталей у своїй конструкції, як і самі інструменти для лиття. Інвестиції в добре спроектовану форму для обрізки, виготовлену з високоякісних матеріалів, подовжують термін її експлуатації та запобігають дорогим замінам.
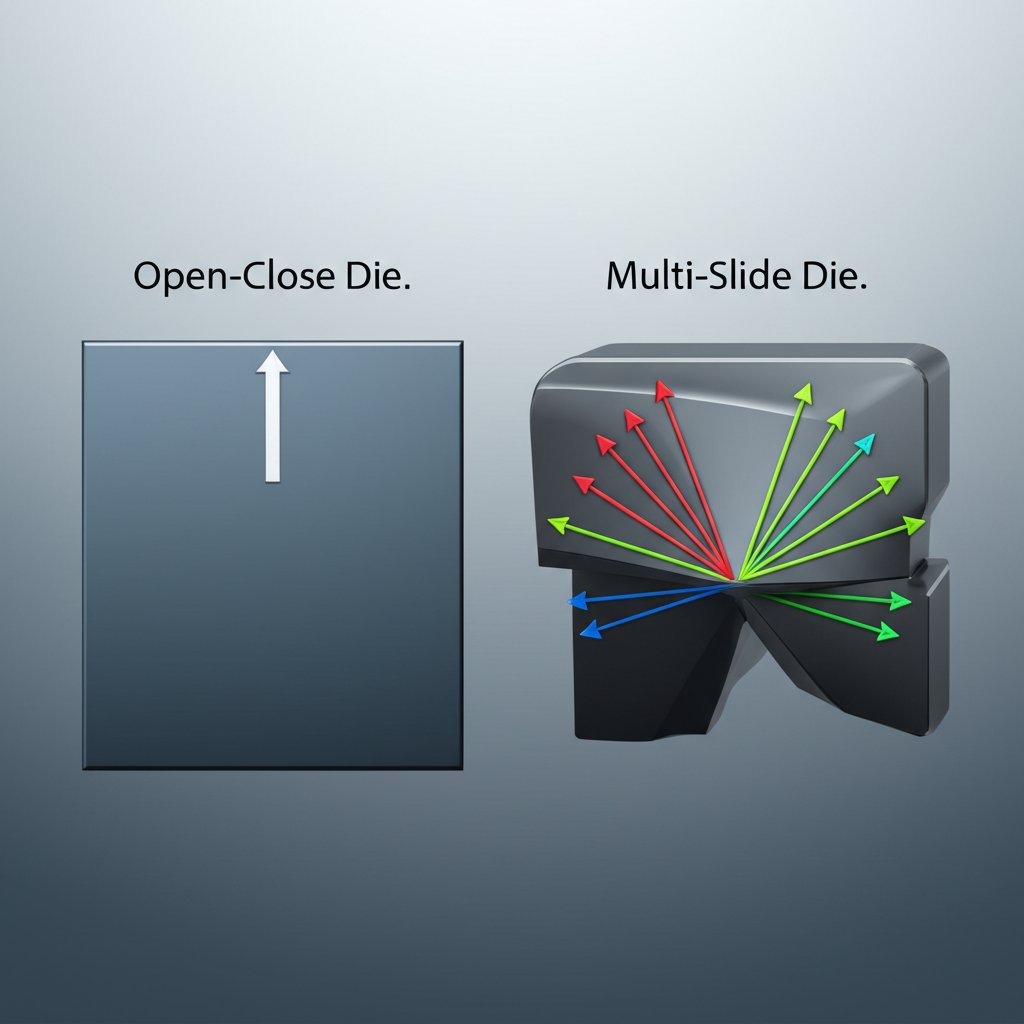
Складність форми для обрізки може варіюватися від простого двохкомпонентного інструмента до складної багатовісної машини. Для деталей із плоскою лінією роз'єму та без підтисків часто достатньо базової форми, що відкривається та закривається. Цей тип форми працює за допомогою простого вертикального руху преса. Однак для більш складних компонентів форма для обрізки може включати салазки, кулачки або гідравлічні циліндри для видалення облою з різних кутів і внутрішніх елементів. У деяких випадках використовуються багатоступеневі форми для послідовної обрізки однієї й тієї ж деталі.
Досягнення необхідної точності для сучасного виробництва, особливо в галузях, таких як автомобілебудування, залежить від експертного проектування оснащення та надійних виробничих процесів. Наприклад, компанії, що спеціалізуються на високоефективних компонентах, використовують внутрішнє проектування матриць і суворий контроль якості для виготовлення прецизійних деталей, які відповідають жорстким стандартам, таким як IATF16949. Це підкреслює зв'язок між сучасним оснащенням та якістю кінцевих деталей. Рішення використовувати просту або складну обрізну матрицю часто зводиться до компромісу між початковими витратами та довгостроковою ефективністю, як показано нижче.
| Коефіцієнт | Проста обрізна матриця | Складна обрізна матриця |
|---|---|---|
| Геометрія деталі | Прості плоскі форми без уступів | Складні форми, уступи, внутрішні елементи |
| Механізм матриці | Базова функція відкривання та закривання | Може включати важелі, кулачки або гідравлічні приводи |
| Початкові витрати | Нижче | Вище |
| Час циклу | Швидка для простих деталей | Повільніша за цикл, але виконує кілька операцій одночасно |
| Ідеальний випадок використання | Високоволюмне виробництво простих компонентів | Складні деталі, де ручне обрізання є непрактичним або нестабільним |
Крім того, обрізний інструмент стає необхідним за певних умов. Згідно з Magic Precision обрізний інструмент особливо потрібен, коли виливи дуже міцні та важко піддаються ручному відламуванню, або коли вони розташовані поблизу центру деталі, де ручне видалення може пошкодити сам компонент.
Стратегічні переваги: як обрізні інструменти впливають на вартість, якість та ефективність
Інвестування в обрізний інструмент — це стратегічне рішення, яке забезпечує суттєву вигоду з точки зору вартості, якості та ефективності. Хоча це й пов'язано з попередніми витратами на оснащення, довгострокова економія та покращення часто значно перевищують початкові витрати, особливо при високому обсязі виробництва. Основна перевага полягає в здатності замінити нестабільну та трудомістку ручну працю швидким, повторюваним і точним автоматизованим процесом.
Покращення якості є однією з найважливіших переваг. Обрізний штамп чисто та послідовно вирізає литникову систему та залишки, залишаючи рівний край, який відповідає жорстким допускам. Така узгодженість між деталями має вирішальне значення для компонентів, які повинні точно встановлюватися у більші складальні вузли. Ручне видалення заусенців, навпаки, підлягає людським помилкам та варіативності, що може призвести до збільшення кількості бракованих або непридатних деталей. Добре виготовлений обрізний штамп, подібний до тих, про які йдеться в Shamrock Industries , зазвичай виготовляється разом із комплектом інструментів класу 'A', щоб забезпечити найкращу продуктивність та довговічність.
Вплив на ефективність виробництва та вартість також є суттєвим. Прес-ножиці можуть працювати за лічені секунди, набагато швидше, ніж будь-який ручний процес. Ця швидкість дозволяє операції з обрізки витримувати темп роботи машини для лиття під тиском, запобігаючи виникненню вузьких місць у виробничому процесі та збільшуючи загальну продуктивність. Основні переваги можна звести до наступного:
- Економія витрат: Різко зменшує потребу в ручній праці для зачистки та остаточної обробки. Також мінімізує витрати матеріалів, зменшуючи кількість бракованих деталей, що призводить до нижчої вартості на одиницю продукції.
- Покращена якість: Забезпечує точне та стабільне видалення заливок, що забезпечує високу узгодженість між деталями та покращену точність розмірів. Це призводить до кращого збирання деталей і отримання більш надійних готових виробів.
- Збільшення продуктивності: Швидкий цикл преса для обрізки значно перевершує ручну остаточну обробку за швидкістю, дозволяючи збільшити обсяги виробництва та прискорити поставки клієнтам.
- Покращена безпека: Автоматизація видалення гострих заусенців і литникових систем зменшує ризик порізів і травм працівників, які інакше мали б обробляти деталі вручну.
У підсумку, обрізна матриця є інструментом, що додає вартість. Для будь-якої компанії, яка займається литтям під тиском середніх або великих обсягів, цей інструмент перетворює необхідний етап остаточної обробки з потенційного вузького місця на оптимізований, ефективний за вартістю та підвищуючий якість елемент виробничого процесу.

Від литого заготовка до готової деталі
Різальна матриця — це набагато більше, ніж простий інструмент для різання; це важлива інженерна деталь, яка зв'язує сировинний виріб машини для лиття під тиском із готовим прецизійним компонентом. Забезпечуючи швидкий, стабільний і точний спосіб видалення зайвого матеріалу, вона безпосередньо впливає на основні чинники виробництва: якість, вартість і швидкість. Хоча ручні методи мають своє застосування при створенні прототипів або у разі дуже малих серій, різальна матриця є незамінною для досягнення масштабу та стабільності, необхідних сучасній промисловості. Розуміння її функцій, конструкції та стратегічних переваг має ключове значення для оцінки її життєво важливої ролі в екосистемі лиття під тиском.
Поширені запитання
1. Що таке процес обрізки при литті під тиском?
Обрізка при литті під тиском — це процес видалення непотрібного надлишкового матеріалу, зокрема ливникових систем, переливів і заливок, із виливка. Це зазвичай виконується за допомогою загартованої сталевої обрізній матриці, встановленої в гідравлічному або механічному пресі. Виливок розміщують у матриці, після чого прес спрацьовує, примушуючи різальні кромки матриці чисто і точно зрізати надлишковий матеріал.
2. Які існують два основні типи лиття під тиском?
Два основні типи лиття під тиском — це гаряче-камерне та холодно-камерне лиття. Гаряче-камерне лиття використовується для сплавів із низькою температурою плавлення, таких як цинк і магній, де механізм ін’єкції занурений у ванну розплавленого металу. Холодно-камерне лиття використовується для сплавів із високою температурою плавлення, наприклад алюмінію, де розплавлений метал розливається черпаком у «холодну» ін’єкційну камеру для кожного пострілу, щоб запобігти пошкодженню машини.
3. Чи існують різні типи форм, що використовуються у виробництві?
Так, у виробництві, матриці - це інструменти, які використовуються для різання або формування матеріалу. Дві основні категорії - це режучі штампи та формируючі штампи. Режучі штрихи, як режучі штрихи або штрихи для розрізнення, матеріал для стригу. Формування штампів, таких як вигинання або малювання штампів, змінюють форму матеріалу без видалення матеріалу. Конкретний дизайн і функція повністю залежать від процесу виробництва і бажаного результату.