 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Що таке зварювальник із флюсовим сердечником? Почніть зварювання без припущень

Що таке зварювальник з флюсовим сердечником?
Зварювальник з флюсовим сердечником — це зварювальна машина з подачею дроту, що використовує порожнистий дріт із флюсом усередині. У багатьох конфігураціях цей флюс створює захисну атмосферу під час зварювання, тому машина часто може працювати без окремого балона з газом. Якщо ви шукали що таке зварювальник з флюсовим сердечником , ось проста відповідь українською мовою.
Зварювальник з флюсовим сердечником — це зварювальна машина з подачею дроту, яка використовує порожнистий дріт із флюсовим сердечником замість суцільного дроту, що часто дозволяє зварювати без газу за допомогою самозахищеного дроту.
- Тип машини: Зварювальна машина з подачею дроту
- Тип дроту: Порожнистий трубчастий дріт із флюсом усередині
- Найвідоміша перевага: Часто добре працює без зовнішнього балона з захисним газом
Що таке зварювальний апарат з флюсовим сердечником — простими словами
Уявіть його як машину, яка автоматично подає зварювальну дріт через пістолет під час зварювання. Головна відмінність — сама дріт. Замість суцільної дроту, як у звичайному MIG-зварюванні, у флюсовому сердечнику використовується порожниста дріт, наповнена флюсом. У повсякденному спілкуванні що таке флюсовий зварювальник зазвичай мається на увазі саме така система подачі дроту. Якщо вас також цікавить що таке флюсовий сердечник , це стосується саме такої порожнистої трубчастої дроту, заповненої флюсом, та методу зварювання, побудованого навколо неї.
Як апарат створює захисну атмосферу без балона з газом
Коли дуга нагріває дріт, флюс усередині реагує й допомагає захищати розплавлену зварну ванну від забруднення повітрям. Саме тому флюсовий сердечник із самозахистом популярний для зовнішніх робіт та мобільних завдань. Посилання з джерел UTI та AWS описують FCAW як метод дугового зварювання з подачею дроту, у якому для захисту використовується флюсонасичена дріт. Тож коли люди запитують що таке зварювання з флюсом , зазвичай йдеться про дію захисного газу та процес, що стоїть за нею.
Чому люди плутають зварювальний апарат і FCAW
Ось де початківці роблять помилки. зварювальник — це апарат. FCAW , або зварювання під флюсом (FCAW), — це процес, який виконує апарат. Саме цей перекриття призводить до того, що пошукові запити на кшталт що таке зварювання порошковим дротом та що таке зварювальний апарат для зварювання порошковим дротом часто призводять до однієї й тієї ж розмови. Назви звучать взаємозамінно, але вони не є повністю тотожними. Ця відмінність стає ще важливішою, коли починаєте порівнювати спеціалізовані апарати для зварювання порошковим дротом із MIG-апаратами, які також можуть працювати з порошковим дротом.

Пояснення різниці між зварювальним апаратом для зварювання порошковим дротом та FCAW
Збентеження починається тому, що ці терміни звучать так, ніби вони означають одне й те саме, але це не так. Один із них стосується обладнання, інший — методу зварювання. Ця різниця має значення, коли ви намагаєтеся з’ясувати, чи потрібен вам новий апарат, інший дріт чи просто зміна налаштувань.
Зварювальник з флюсовим сердечником проти процесу FCAW
Якщо ви запитуєте що таке зварювання FCAW , коротка відповідь проста. Значення FCAW is напівавтоматична сварка з флюсовим сердечником , що є назвою процесу. А зварювальний апарат з флюсовим сердечником — це апарат, який використовується для виконання цього процесу. У технічних термінах AWS визначає FCAW як напівавтоматичний або автоматичний процес дугового зварювання, що використовує безперервно подаваний споживаний електрод, заповнений флюсом.
Саме тому у керівництвах, навчальних курсах та зварювальних таблицях часто згадується FCAW, тоді як у мережевих оголошеннях може бути просто «зварювальник з флюсовим сердечником». У неформальній розмові люди часто плутають ці два поняття. На практиці ж корисно розділяти їх: зварювальник — це інструмент, а зварювання флюсовим дротом — це робота, яку виконує цей інструмент.
Зварювальник MIG з флюс-проволокою порівняно з пристроями лише для флюс-проволоки
Ось запит покупця, що стоїть за більшістю плутанини. Деякі агрегати розроблені переважно для роботи з флюс-проволокою, часто — з самозахищеною проволокою. Інші — це зварювальні апарати MIG з подаванням проволоки, які також можуть використовувати флюс-проволоку, якщо підтримують потрібну полярність та компоненти системи подавання. Рекомендації від WeldGuru зазначають, що багато зварювальників MIG можуть використовувати флюс-проволоку за умови зміни полярності та налаштування роликів подавання. Саме тому люди шукують mig flux core або використовують фразу flux core mig welder .
Присвячений лише флюс-проволоці агрегат, як правило, простіший. Сумісний зварювальник MIG є більш гнучким, оскільки дозволяє перемикатися між суцільною проволокою з захисним газом та флюс-проволокою без необхідності в другому зварювальному апараті. У обох випадках проволока подається через пальник. Змінюється лише тип проволоки, метод захисту від атмосферного впливу та налаштування апарату.
| Тип машини | Підхід до захисту | Дротевий тип | Гнучкість | Обширно використовуваний випадок |
|---|---|---|---|---|
| Агрегат лише для флюс-проволоки | Зазвичай самозахищений завдяки флюсу в проволоці | Флюс-проволока трубчастого типу | Нижче | Ремонт на відкритому повітрі та переносна робота |
| Зварювальник MIG у режимі MIG | Зовнішній захисний газ | Монолітний провідник | Середній | Внутрішнє виготовлення та чистіші шви |
| Сумісний зварювальник MIG у режимі з флюсовим сердечником | Залежить від дроту, часто самозахищений | Флюс-проволока трубчастого типу | Вище | Користувачі, які хочуть мати один апарат подачі дроту для кількох налаштувань |
| Багатопроцесний апарат | Залежить від обраного процесу | Залежить від режиму | Найвищий | Майстерні або хобі-користувачі, яким потрібно кілька варіантів зварювання |
Місце застосування багатопроцесних апаратів
Багатопроцесні машини додають ще один рівень. Вони не створюють новий процес. Просто вони надають одному джерелу живлення здатність перемикатися між зварюванням з подачею дроту та іншими методами, зазвичай ручним дуговим зварюванням (stick) і часом TIG. Тож якщо ви вже маєте таку машину, справжнє запитання полягає не в тому, що написано на передній панелі. Воно полягає в тому, чи підтримує машина зварювання флюсовим дротом з правильною полярністю, шляхом проходження дроту та витратними матеріалами.
Ці деталі мають більше значення, ніж маркетингові позначки. Машина може бути сумісною «на папері», але викликати роздратування на практиці, якщо система подачі або клеми налаштовані неправильно. Саме тут починають мати значення реальні компоненти машини, особливо ті, що направляють, утримують і підводять живлення до зварювального дроту.
Компоненти машини для зварювання порошковим дротом та основи зварювального дроту
Компоненти, що направляють, утримують і підводять живлення до зварювального дроту, заслуговують на вашу найбільшу увагу. У разі апарат для флюсового сварювання , чиста й ефективна робота зазвичай залежить від того, як добре працюють разом кілька ключових компонентів, а не від того, що вони «борються» між собою.
Основні компоненти машини для зварювання порошковим дротом
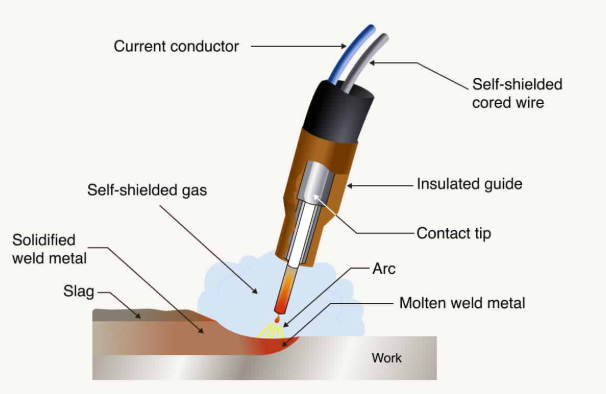
Загальна компоновка дуже схожа на будь-який зварювальний апарат із подачею дроту. Основний посібник з деталей від Arccaptain підкреслює ту саму основну систему, що присутня на багатьох апаратах із подачею дроту: джерело живлення, подавач дроту, пістолет та затискач «маси».
- Джерело живлення: Створює зварювальний струм.
- Пістолет і спусковий гачок: Пістолет направляє дріт, а спусковий гачок запускає подачу дроту й зварювальний вихід.
- Кабель і футеровка: Кабель передає електроенергію, а футеровка направляє дріт від подавача до пістолета.
- Затискач «маси»: З’єднує виріб і замикає електричне коло.
- Котушка дроту та подавач: Котушка тримає електрод, а привідні ролики просувають його вперед.
- Контактний наконечник: Направляє дріт на кінці пальника й передає на нього струм.
- Клеми полярності: Дозволяють підключити апарат відповідно до використовуваного дроту.
- Сопло або дифузор: Може присутній у деяких комплектаціях, особливо там, де застосовується захисний газ.
Вибір правильного флюс-кордового дроту та контактного наконечника
Якщо ви запитуєте що таке флюс-кордовий дріт , це порожнистий трубчастий електрод, заповнений флюсом. Деякі флюс-провідний зварювальний дріт види є самозахищеними, тобто вони утворюють власний захисний газ. Інші типи потребують зовнішнього газу для захисту. Покупці також часто стикаються з розпливчастими пошуковими запитами, такими як провід з флюсовим сердечником , mIG-провід з флюсовим сердечником , або зварювальний провід з флюсовим сердечником , але рішення про покупку насправді залежить від типу захисту, діаметра проводу та сумісності з апаратом.
Контактний наконечник має більше значення, ніж це усвідомлюють багато початківців. Виробник пояснює, що наконечник виконує дві функції: направляє провід і передає зварювальний струм. Те саме джерело зазначає, що трубчасті проводи, як правило, найкраще подаються за допомогою стандартних або трохи збільшених наконечників, оскільки надто тісний наконечник може збільшити зусилля подачі, викликати згинання проводу та «згоряння назад». Надто розслаблений наконечник може призвести до відхилення проводу й зробити дугу менш стабільною.
Сумісність котушки також має значення. Використовуйте котушку такого типу, який ваш апарат призначений підтримувати й подавати безперебійно. Менші котушки, як правило, надають проводу більшу «кривизну» (форму), ніж оптові упаковки, що може впливати на те, наскільки легко провід проходить через наконечник і футерівку.
Ведучі ролики, полярність та основи системи подачі
Miller зазначає, що самозахищені провід з флюсовим сердечником є м'якшим за суцільний дріт, тому зазвичай рекомендуються рифлені ведучі ролики. Вони надійно утримують дріт, не стискаючи й деформуючи його так легко, як це можуть робити стандартні ролики. У тій самій інструкції зазначається, що при самозахищеному флюс-проволочному зварюванні зазвичай використовується постійний струм з негативним електродом, а підключення полюсності часто розташовані поблизу ведучих роликів усередині апарату. Проте завжди перевіряйте полюсність на етикетці дроту або схемі апарату, особливо під час переходу між самозахищеним та газозахищеним зварюванням флюс-провідний зварювальний дріт .
Коли котушка, ролики, вкладка, наконечник і полюсність повністю узгоджені, апарат починає працювати передбачувано. Саме в цей момент дуга стає простішою для розуміння, оскільки кожне натискання на спусковий гачок запускає одну й ту саму послідовність подій.
Принцип роботи флюс-проволочного зварювання
Натисніть спусковий гачок на правильно завантаженому апараті для подачі дроту — і процес відбувається швидко. Дріт рухається через пальник, струм його енергізує, і між дротом та заготовкою утворюється дуга. Ця дуга одночасно плавить порожнистий дріт і основний метал, утворюючи сварну ванну. У зварюванні порошковим дротом , флюс, що знаходиться всередині дроту, реагує під дією тепла й допомагає захищати розплавлену ванну від навколишнього повітря. Саме це є основною причиною того, що зварювання порошковим дротом часто можна виконувати без окремого балона з газом.
Що відбувається після запалювання дуги
Простий визначення зварювання порошковим дротом — це зварювання дуговим методом із подачею дроту, що використовує порожнистий електрод, заповнений флюсом. Термін порожнистий флюсовий дріт вказує на дугу, що утворюється під час постійного споживання такого дроту. Рекомендації від Ерлбек розбиває процес на дві основні версії, але ключова дія залишається однаковою в обох: подача дроту, створення дуги, плавлення металу, захист розплавленої ванни, а потім охолодження шва під шлаком.
Самозахищений та газозахищений флюсовий дріт для зварювання
Найбільша різниця полягає у джерелі захисту. У самозахищеному FCAW-S використовується флюс усередині дроту для створення необхідного захисту зони зварювання, саме тому газовий флюсовий дріт поширений при роботі на відкритому повітрі та в вітряних умовах. Газозахищений FCAW-G, який часто називають двозахищеним, також використовує флюсовий дріт, але додає зовнішній захисний газ для більш стабільної дуги, меншого розбризкування та чистіших швів у контрольованих умовах. Обидва методи належать до однієї й тієї ж сім’ї флюсового дроту (FCAW) оскільки обидва використовують флюсовий дріт і базовий процес зварювання дуговою дугою з подачею дроту.
| Тип | Метод захисту | Придатність для роботи на відкритому повітрі | Потреба в очищенні | Типова проникність |
|---|---|---|---|---|
| Самозахищений FCAW-S | Флюс у дроті створює захисне середовище | Надійний вибір для роботи на відкритому повітрі | Більше бризок і необхідність видалення шлаку | Добре проникнення |
| Газозахищений FCAW-G | Флюс у дроті плюс зовнішній захисний газ | Менш придатний для роботи на вітрі | Менше бризок, але шлак все ще потрібно видаляти | Добре проникнення з кращим контролем розплавленої ванни |
Чому утворюється шлак і що це означає
Шлак — це не просто залишкові відходи. Unimig описує його як неметалевий побічний продукт, що утворюється, коли розплавлений флюс піднімається й затвердіває над зварним швом. Цей шар допомагає захищати валик під час охолодження та сприяє збереженню його форми під час кристалізації. Компромісом є необхідність очищення. Якщо шлак не видалити, особливо між проходами, він може потрапити всередину зварного шва й спричинити дефекти.
Зварник — це машина. FCAW — це процес, який вона виконує.
Ця послідовність подій пояснює, чому так важливі деталі налаштування. Тип дроту, полярність та розмір контактного наконечника впливають не лише на подачу дроту. Вони змінюють поведінку дуги, вигляд розплавленої ванночки та простоту оцінки першого валика, який ви накладаєте.
Як зварювати флюс-кордовим дротом: перший валик
Деталі мають значення лише тоді, коли вони встановлені в правильному порядку. Для будь-кого, хто вперше працює з флюс-кордовим зварювальним апаратом, повторюваний алгоритм першого використання економить час, дріт і нерви. Якщо ви потрапили сюди, шукуючи флюс-кордове зварювання для початківців , або навіть вводили зварювання з використанням флюс-проволоки для початківців , тримайте все просто: переконайтеся, що апарат підтримує роботу з флюс-проволокою, правильно завантажте проволоку, скористайтеся таблицею або інструкцією як початковою точкою налаштувань і протестуйте на непотрібних шматках металу перед тим, як приступити до справжнього завдання. Це найбезпечніший спосіб підходу зварювання за допомогою зварювального апарата з подачею проволоки .
- Працюйте в сухому, добре провітрюваному приміщенні й тримайте легкозаймисті матеріали на відстані.
- Використовуйте зварювальний щиток, захисні окуляри, рукавички, довгі рукави, повноногі брюки без манжет і шкіряне взуття.
- Тримайте поблизу вогнегасник.
- Не зварюйте пофарбований або оцинкований метал.
- Очистіть зону зварного з’єднання та місце, де буде прикріплена затисна клема «маси».
Правильне завантаження флюс-проволоки
Налаштування апарата починається з траєкторії подачі проволоки. Рекомендації від компанії Miller та Лоу показує, чому це має значення: дріт з флюсовим сердечником м’якший за суцільний дріт, тому правильні ролики подачі та обережне регулювання натягу забезпечують більш плавну подачу.
- При вимкненому апараті переконайтеся, що він сумісний із дротом з флюсовим сердечником, і перевірте інструкцію щодо правильного діаметра дроту, контактного наконечника та будь-яких деталей сопла.
- Огляньте кабель, вкладиш, контактний наконечник і дріт. Замініть зношені споживані деталі й не використовуйте ржавий дріт.
- Встановіть рекомендовані ролики подачі. Для самозахищеного дроту з флюсовим сердечником зазвичай використовують рифлені ролики подачі.
- Встановіть котушку та протягніть дріт через подавач і вкладиш, а потім — через пальник.
- Встановіть відповідний контактний наконечник і обріжте дріт до рекомендованої довжини виступу. У Lowe’s наводять типову довжину виступу для флюсового дроту — від 3/4 дюйма до 1 дюйма.
- Встановіть параметри апарата згідно з інструкцією або з діаграмою налаштувань для зварювання флюсовим дротом на передній панелі дверцят. Використовуйте ці параметри як початкову точку, а не як остаточну відповідь.
Перевірка полярності, заземлення та натягу подачі
Саме тут починаються багато грубих перших зварювальних швів. Полярність при зварюванні порошковим дротом має відповідати дроту, який ви використовуєте. Для багатьох самозахищених дротів із низьковуглецевої сталі компанія Miller рекомендує постійний струм з негативним електродом, але завжди перевіряйте маркування на упаковці дроту та інструкції до вашого зварювального апарату перед початком роботи.
Натиск подавання також вимагає точного, а не інтуїтивного підходу. Занадто великий натиск може сплющити дріт, а занадто малий — призвести до його прослизання та нерівномірної подачі. Практичний метод від компанії Hobart Brothers: почати з легкого натиску роликів подавача, подати дріт у долоню зварювального рукавички, потім поступово збільшувати натиск до моменту, поки прослизання не припиниться, і додати ще приблизно півоберту. Завершіть підключенням заземлювального затискача до чистого оголеного металу якомога ближче до зони зварювання.
Виконання пробного зварювального шву та аналіз його вигляду
Якщо ви хочете дізнатися як зварювати порошковим дротом не витрачаючи матеріалу, зробіть коротку пробну наплавлену краплю на смітті, яке максимально наближене до роботи. Як Miller, так і Lowe's рекомендують використовувати параметри з таблиць як орієнтовні значення й уточнювати їх після пробного зварювання. Слухайте стабільний дуговий розряд, спостерігайте за плавним подаванням дроту та звертайте увагу на наплавлену краплю: вона має рухатися рівномірно, без видимого прожарювання, застрявання дроту або надмірного бризкання.
Змінюйте лише один параметр за раз. Невеликі коригування швидкості подавання дроту, діапазону потужності або відстані горілки дають набагато більше інформації, ніж випадкове обертання регулювальних кілець. Ці перші поради щодо зварювання флюсовим дротом мають значення, оскільки апарат може бути правильно налаштованим «на папері», але все одно погано зварювати, якщо контакт затискача, натяг або полярність не встановлені правильно. А коли дуга починає вести себе стабільно, завдання зміщується з налаштування на контроль рухів руки — саме тут техніка забезпечує всі помітні відмінності.

Техніки зварювання флюсовим дротом для отримання кращих наплавлених крапель
Машину можна правильно завантажити й при цьому отримувати нерівні шви. Під час зварювання порошковим дротом ручне керування виконує більшу частину видимої роботи. Незначні зміни виступу дроту, кута переміщення та темпу руху можуть перетворити хаотичні тренувальні проходи на міцні результати. Найефективніші техніки зварювання порошковим дротом не є кардинальними. Це прості звички, які повторюються однаково при кожному проході.
Основні техніки зварювання порошковим дротом
Компанія Miller рекомендує використовувати техніку «тягнення» під час зварювання порошковим дротом із типовим кутом переміщення близько 5–15 градусів за стандартних умов. У тому ж посібнику зазначено типовий виступ дроту приблизно 3/4 дюйма для порошкового дроту. Бернард додатково зазначається, що надто велика відстань між пальником і заготовкою та повільна подача дроту можуть спричинити «залипання» (burnback), а проблеми з подачею також можуть призвести до передчасного гасіння дуги.
- Підтримуйте постійний виступ дроту, замість того щоб то наближатися, то віддалятися від зварного шва.
- Тягніть ванночку розплавленого металу, а не штовхайте її. У майстерні існує просте правило: якщо утворюється шлак, то ви тягнете.
- Використовуйте помірний кут тримання пальника. Міллер зазначає, що надмірний кут може збільшити бризки, зменшити проникнення та спричинити нестабільність дуги.
- Підтримуйте сталу швидкість переміщення, щоб ванночка розплавленого металу не випереджала дугу й не утримувала шлак.
- Ретельно очищайте шов між проходами за допомогою зубила, дротяної щітки або шліфувального інструменту.
Ці основні принципи застосовуються незалежно від того, як ви їх називаєте: поради щодо зварювання методом MIG з флюсовим сердечником чи просто зварювання флюсовим дротом . Плавне й повторюване рухове зусилля важливіше, ніж спроби зварювати максимально швидко.
Як покращити форму валика, зменшити бризки та забезпечити глибину проплавлення
Форма валика зазвичай свідчить про те, що змінилося. Бернард зазначає, що надмірна напруга при заданій швидкості подачі дроту може спричинити «черв’ячну» структуру валика, тоді як низький тепловий вплив може сприяти утворенню шлакових включень. Міллер також вказує, що легке бічне коливання пальника з короткою паузою по краях дозволяє краще заповнити широкий зазор і уникнути підрезів під час зварювання з коливанням.
- Занадто багато бризок: Перевірте надмірний кут пістолета та переконайтеся, що ваші налаштування відповідають дроту й матеріалу.
- Неглибоке проплавлення: Перевірте тепловий ввід, уникайте випередження ванночки розплавленого металу та тримайте дугу на задньому краї.
- Підрез по краях шва: Якщо ви виконуєте зварювання з коливанням, трохи затримуйтеся на кожному боці, щоб наплавлений метал заповнив краї.
- Дуга постійно гасне: Перш ніж звинувачувати апарат, перевірте наявність спалахів (burnback), «пташиного гнізда» (birdnesting), проблем із футеровкою (liner) або недостатнього натягу прижимних роликів.
Саме таке орієнтоване на симптоми читання перетворює випадкову практику на практично застосовні технології зварювання порошковим дротом .
Прості коригування, що забезпечують якісне зварювання порошковим дротом
- Вносіть зміни по одній за раз. Використовуйте таблицю налаштувань апарату як вихідну точку, а потім поступово налаштовуйте параметри замість того, щоб хаотично обертати регулювальні ручки.
- Якщо дріт спалахує назад у наконечник, спочатку перевірте швидкість подачі дроту та відстань пальника від зони зварювання.
- Якщо подача дроту відчувається нерівномірно, перевірте вкладиш, контактний наконечник і натиск привідних роликів.
- Під час виконання багатошарового зварювання залишайте місце для наступного проходу й повністю видаляйте шлак перед продовженням роботи.
Добре зварювання порошковим дротом зазвичай виникають через стабільні звички: однакова виступаюча довжина дроту, однаковий кут волочіння, однаковий темп руху та однакове очищення. Плавне керування порошковим зварювальним дротом сприяє формуванню більш передбачуваної форми валика, зменшує необхідність припущення та забезпечує більше якісного зварювання порошковим дротом . Така стабільність також полегшує оцінку процесу у реальних умовах роботи, оскільки не всі матеріали, умови розташування чи вимоги до поверхні відповідають його сильним сторонам.
Для чого призначений флюсовий зварювальник?
Відповідність роботи так само важлива, як і налаштування. Якщо ви запитуєте для чого призначений флюсовий зварювальник або де використовується зварювання флюсовим дротом , коротка відповідь така: зварювання флюсовим дротом виявляє свої переваги, коли потрібна швидкість подачі дроту, надійне проплавлення та процес, що ефективно працює навіть у зовнішніх умовах. AWS у виданні підкреслюється застосування зварювання флюсовим дротом (FCAW) для конструкційної сталі, мостів, суднобудування, трубопроводів та ремонту важкої техніки, тоді як компанія Miller вказує на самозахищене зварювання флюсовим дротом як ідеальний зовнішній процес, який краще переносить матеріал з незначними слідами ржавчини або забруднення. Отже, чи є зварні шви, отримані флюсовим дротом, якісними ? Так, якщо робота відповідає даному методу зварювання.
Найкращі сфери застосування флюсового зварювальника
Для багатьох користувачів найбільшою перевагою є зварювання без газу з флюсовим сердечником самозахищений дріт усуває необхідність перевозити балон з газом, що спрощує переносну ремонтну роботу. Цей процес також цінують за високу швидкість наплавлення й глибоке проплавлення у товстих деталях, а не лише за швидке виконання прихваточного зварювання.
- Зварювання на відкритому повітрі: Флюс усередині дроту забезпечує захист зони зварювання, тому вітер менш проблематичний, ніж у процесах зварювання лише за допомогою газу.
- Ремонт і важке виробництво: За даними AWS, до типових сфер застосування FCAW належать будівельна сталь, мости, суднобудування, трубопроводи та ремонт важкої техніки.
- Товста низьковуглецева сталь: Цей процес добре підходить для застосувань, де потрібне глибше проплавлення й швидша наплавка металу.
- Поверхні з недосконалою якістю: Miller зазначає, що цей метод більш стійкий до матеріалів, що трохи іржавіють, забруднюються або мають інші забруднення, порівняно з традиційним MIG-зварюванням.
Коли флюс-кор-зварювання не є найкращим вибором
Це не є автоматичним оптимальним рішенням для кожного проекту. Міллер зазначає, що зварні шви, отримані флюс-кор-дротом, утворюють шлак, який потрібно видаляти, і часто виглядають менш естетично, ніж шви, отримані методом MIG; саме тому багато операторів обирають MIG для робіт у приміщенні, коли важлива якість очищення та зовнішній вигляд. З тонкими металами також виникають складності швидше, оскільки зростає ризик прожогу, а техніка зварювання має бути точнішою.
Той самий патерн спостерігається й при зварюванні нержавіючої сталі. Weldguru зазначає, що самозахищене флюс-кор-зварювання нержавіючої сталі можливе для невеликих конструкційних зварних з’єднань, але це не найестетичніший варіант і погано підходить для робіт, де важлива якість остаточної обробки. Запити на кшталт флюс-кор-зварювання алюмінію або чи можна зварювати алюміній флюс-кор-дротом часто виникають через те саме припущення, що один тип дроту підходить для всіх металів. Джерела, наведені тут, значно чіткіше вказують на низьковуглецеву сталь і певні застосування нержавіючої сталі як «зону комфорту» цього процесу.
Як вибрати метод зварювання залежно від матеріалу, місця виконання робіт та вимог до остаточної обробки
- Товщина матеріалу: Більш важка сталь, як правило, краще підходить для зварювання порошковим дротом (FCAW), ніж тонкий листовий метал, де контроль тепла менш прощає помилки.
- Умови роботи: Поза приміщенням або на відкритому повітрі самозахищений порошковий дріт має очевидну перевагу.
- Толерантність до очищення: Якщо видалення шлаку молотком та контроль бризок здаються вам неприємними, то чистіший процес у приміщенні може підійти краще.
- Вимоги до обробки: Якщо кінцевий шов має виглядати охайно з мінімальними додатковими операціями після зварювання, порошковий дріт часто не є першим вибором.
- Тип метала: Підбирайте дріт відповідно до матеріалу. Для нержавіючої сталі потрібен спеціальний порошковий дріт із нержавіючої сталі, а не припущення про використання дроту з низьковуглецевої сталі.
Ця концепція робить відповідь практичною, а не абстрактною. Зварювальник із порошковим дротом — це сильний варіант для зовнішніх робіт ізі сталлю, ремонтних робіт та важкої зварювальної фабрикації. Він менш придатний для тонких проектів, де важлива зовнішня естетика. У такому світлі справжнє питання полягає не в тому, чи є зварювання порошковим дротом «добре» чи «погане», а в тому, який процес забезпечує найменше компромісів для конкретного матеріалу, що стоїть перед вами.
Порошковий дріт проти MIG, Stick та TIG
Вибір процесу зварювання стає простішим, коли ви перестаєте питати, який із них є найкращим у загальному плані, і починаєте задавати собі питання, що саме потрібно для конкретного завдання. Більшість флюс-кор-зварювання проти MIG рішень зводиться до чотирьох факторів: де ви будете зварювати, наскільки чистим має виглядати кінцевий шов, яка товщина сталі та скільки обладнання для налаштування ви готові возити з собою. Загальне порівняння від ESAB та практичний польовий посібник від Arccaptain узгоджуються щодо загальної картини: MIG і флюс-кор — це обидва швидкі методи з подачею дроту, зварювання електродом стійке до зовнішніх умов, а TIG забезпечує найвищий рівень контролю й найкращий вигляд шва, але вимагає найбільшої майстерності й часу.
Флюс-кор-зварювання проти MIG у повсякденних рішеннях щодо покупки
Для багатьох початківців, вибір між MIG і флюс-кор-зварюванням нагадує вибір між двома версіями одного й того самого апарату. Це враження частково правильне й частково вводить в оману. Обидва методи передбачають подачу дроту, і багато апаратів типу MIG можуть працювати з флюс-кор-дротом. Але зварювання MIG проти FCAW це не просто заміна дроту. При зварюванні MIG використовується зовнішній захисний газ, що сприяє отриманню чистіших швів із меншою кількістю шлаку та меншими витратами часу на очищення після зварювання. Зварювання плавким електродом з флюсовим сердечником (FCAW) використовує порожнистий дріт із флюсом усередині. У самозахищеному режимі часто відмовляються від балону з газом, а процес краще переносить вітрові умови.
Саме тому вираз флюсовий сердечник MIG так часто зустрічається в пошукових запитах. Зазвичай люди мають на увазі зварювальний апарат типу MIG із подавачем дроту, налаштований на FCAW. Аналогічно, зварювання MIG флюсовим дротом — це поширена мова в майстернях, але технічно це все ще зварювання плавким електродом з флюсовим сердечником, а не стандартне газозахищене зварювання MIG. Пошукові запити на тему газове зварювання MIG без газу зазвичай стосуються саме такого самозахищеного способу зварювання.
| Процес | Метод захисту | Експлуатація на відкритому повітрі | Очищення | Портативність | Крива навчання | Контроль зварювання тонких металів | Швидкість | Типове використання |
|---|---|---|---|---|---|---|---|---|
| Флюсовий сердечник, самозахищене FCAW | Потік у проводі, окрема газова балон не потрібна | Дуже добре працює на вітрі | Більше диму, бризок та шлаку | Високий | Початковий до середнього | Задовільно на тонкому металі, міцніше — на середньому та товстому сталі | Швидка | Ремонт на відкритому повітрі, важка сталь, робота на місці |
| MIG, GMAW | Потрібен зовнішній захисний газ | Погано працює у вітряних умовах | Чистіші зварні шви, менше шлаку | Середня | Зручно для початківців | Кращий контроль при зварюванні тонших матеріалів | Швидка | Зварювання в приміщенні, робота в гаражі, чистіші зварні шви |
| Ручне дугове зварювання покритим електродом (SMAW) | Електрод із флюсовим покриттям створює захисну атмосферу | Дуже добре підходить для роботи на відкритому повітрі | Більше шлаку та необхідності його видалення | Високий | Підходить для початківців і осіб із середнім рівнем підготовки | Менш придатне для зварювання тонкого листового металу | Середня | Ремонтні роботи, зварювання брудної або іржавої сталі, сільськогосподарські та будівельні роботи |
| Зварювання неплавким вольфрамовим електродом у середовищі інертного газу (TIG, GTAW) | Потрібен зовнішній інертний газ | Чутливий до вітру | Дуже Чисті | Від середнього до високого | Найважче освоїти | Найкращий контроль при зварюванні тонкого металу | Повільно | Точні роботи, нержавіюча сталь, алюміній, зварювання, де важлива зовнішня якість шва |
Як флюс-кор-зварювання порівнюється з ручним дуговим зварюванням (Stick) та зварюванням TIG
Труби sMAW проти FCAW порівняння особливо корисне для зовнішніх робіт ізі сталлю. Обидва методи краще за MIG або TIG витримують складні умови експлуатації. Різниця полягає у способі подачі матеріалу. При ручному дуговому зварюванні використовуються короткі витратні електроди, і процес зупиняється щоразу, коли електрод вичерпується. При флюс-кор-зварюванні подача здійснюється безперервно, тому воно, як правило, швидше й забезпечує постійне підтримання розплавленої ванни з меншою кількістю перерв. Ручне дугове зварювання залишається надійним вибором, коли поверхні забруднені або коли найважливішими є простота й надійність.
TIG розташований на протилежному кінці спектра. ESAB описує TIG як повільніший і складніший у освоєнні метод, але він забезпечує найкращий зовнішній вигляд швів і найточніший контроль. Якщо важливішими є зовнішній вигляд, чистота або точність при зварюванні тонкого металу, а не швидкість, то TIG, як правило, є кращим варіантом. Якщо ж робота пов’язана з ремонтними зовнішніми зварювальними роботами на сталі або зварюванням більш товстих матеріалів, то флюс-кор-зварювання є значно більш практичним рішенням.
Виберіть флюсовий сердечник для портативної зовнішньої роботи зі сталлю, MIG — для чистішої внутрішньої збірки, електродну зварку — для грубої ремонтувальної роботи та TIG — для точності й остаточної обробки.
Самозахищений проти газозахищеного FCAW: порівняльний огляд
У межах сімейства FCAW наступним вибором є тип захисту. Ерлбек зазначає, що самозахищений FCAW призначений для роботи на відкритому повітрі та вітряних умовах, тоді як двозахищений FCAW поєднує флюсовий дріт із зовнішнім захисним газом для отримання чистіших швів, кращого контролю над сварною ванною та меншого розбризкування в умовах внутрішньої збірки.
| Тип FCAW | Підхід до захисту | Найкраще місце використання | Очищення та вигляд | Найкращий вибір |
|---|---|---|---|---|
| Самозахищений FCAW-S | Захист лише за рахунок флюсу | На відкритому повітрі, польові роботи, вітряні зони | Більше шлаку та розбризкування, грубіший вигляд | Портативний ремонт і робота зі структурною сталлю |
| Газозахищений FCAW-G | Провід з флюсовим сердечником плюс зовнішній газ | У приміщенні або у контрольованих умовах цеху | Чистіша шовна наплавка, менше бризок, кращий контроль над розплавленою ванною | Цехи збірного виробництва та важкі роботи у виробничому стилі |
Таке порівняння швидко звужує вибір, але саме по собі не запобігає виникненню проблем. Два зварювальники можуть обрати правильний спосіб зварювання й одночасно отримати дуже різні результати, якщо полярність, швидкість подачі дроту, швидкість переміщення або споживні матеріали будуть неправильними. Ці симптоми самі розповідають свою історію, щойно дуга починає працювати неналежним чином.

Усунення несправностей при зварюванні флюсовим дротом та масштабування процесу
Більшість обладнання для зварювання флюсовим дротом надає вам попереджувальні сигнали до того, як зварний шов повністю руйнується. Шов стає нерівним, дріт «зациклюється», шлак починає заховуватися в з’єднанні, а тонкий стальний лист спалахує швидше, ніж очікувалося. Це корисно, оскільки переносний зварювальник флюсовим дротом або невеликий зварювальний апарат з порошковим дротом зазвичай не виходить з ладу випадково. Практичні рекомендації від компаній Bernard та Hobart Brothers вказують на ті самі поширені причини: параметри поза рекомендованим діапазоном, погана подача дроту, недостатня очистка між проходами або зміна техніки зварювання під час виконання шва.
Поширені проблеми при зварюванні порошковим дротом та їх усунення
| Симптом | Ймовірна причина | Перше рішення |
|---|---|---|
| Надмірне розбризкування | Параметри або техніка зварювання виходять за межі рекомендованого виробником дроту діапазону | Поверніться до рекомендованих параметрів і стабілізуйте техніку «тягнення» |
| «Черв’ячна» траєкторія шва | Надмірна напруга для заданої швидкості подачі дроту та сили струму | Знижуйте напругу кроками по 0,5 В, доки проблема не зникне |
| Погана проникність | Недостатній вхід тепла, швидке переміщення або поганий доступ до з'єднання | Збільшити вхід тепла в межах діапазону, рекомендованого виробником дроту, та поліпшити підготовку з'єднання |
| Включення шлаку | Неправильне розміщення валика, неправильний кут переміщення, низький вхід тепла або недостатнє очищення між проходами | Очищати між проходами, скоригувати кут відставання та залишати місце для додаткових проходів |
| Пропалювання тонкого матеріалу | Надмірний вхід тепла | Знизити напругу, зменшити швидкість подачі дроту та збільшити швидкість переміщення |
| Нестабільна подача дроту | Утворення «пташиного гнізда», неправильні прижимні ролики, надмірне натягнення або заблокований або непідхожий вкладиш | Очистіть дріт, скиньте натягнення, використовуйте рифлені V-подібні ролики та перевірте стан вкладиша |
| Помилка полярності після заміни дроту | Налаштування апарату більше не відповідають використовуваному дроту | Зупиніть роботу й підтвердьте маркування дроту та інструкції до апарату перед зміною будь-яких інших параметрів |
Ознаки того, що проблема пов’язана з технікою налаштування або витратними матеріалами
Важливе значення мають шаблони у флюсовому зварюванні . Якщо проблема виникає одразу після завантаження нової котушки, заміни наконечника або повторного протягування дроту через пальник, спочатку перевірте витратні матеріали та деталі подачі. Компанії Bernard і Hobart вказують, що «пташине гніздо» виникає через використання неправильних прижимних роликів, надмірне натягнення роликів подачі, заблокований вкладиш, погано обрізаний вкладиш або вкладиш непідходящого розміру. Прожарка наконечника зазвичай свідчить про повільну подачу дроту або про те, що пальник тримають занадто близько до зони зварювання. Обидві компанії рекомендують підтримувати відстань від наконечника до зони зварювання приблизно 1¼ дюйма або менше.
- Якщо дріт заплутується у подавачі, спочатку перевірте систему подачі, перш ніж звинувачувати сам апарат.
- Якщо дефекти з’являються між проходами, ймовірно, проблема в недостатньому видаленні шлаку та розташуванні валика.
- Якщо форма валика змінюється вздовж одного проходу, ймовірно, змінюється кут або швидкість переміщення.
- Якщо ви бачите нерівний валик і видимі пори, ще раз очистіть основний метал від іржі, олії, фарби, вологи та бруду.
Коли переходити від зварювання в майстерні до підтримки виробництва
Ручна машина все ще цілком виправдана для ремонтних робіт, зовнішніх стальних робіт, прототипування та виготовлення невеликими партіями. Більші стаціонарні зварювальні апарати з порошковим дротом також добре підходять для технічного обслуговування та будівельних робіт. Рівняння змінюється, коли кожна деталь повинна точно відповідати попередній, кожне зварювання потребує можливості відстеження, а продуктивність має таке саме значення, як і якість валика. JR Automation описує процес з’єднання автомобільних компонентів як середовище, що базується на повторюваності, де автоматизовані системи забезпечують масштабну якість на основі даних.
Ось де процес зварювання порошковим дротом перестає бути лише навичкою майстра й стає рішенням на рівні виробничої системи. Для типових деталей шасі або інших високотиражних збірок виробники часто виходять за межі ручного або напівавтоматичного зварювання під флюсом та оцінюють спеціалізованого партнера з роботизованими лініями та формальною системою контролю якості. Прикладом є Shaoyi Metal Technology , яка забезпечує індивідуальне зварювання сталі, алюмінію та інших металів за допомогою роботизованих зварювальних ліній і сертифікованої за стандартом IATF 16949 системи управління якістю. Для базового ремонту зазвичай достатньо установки для зварювання під флюсом. Для повторюваних виробничих процесів розумнішим рішенням, як правило, є те, що зменшує різноманітність ще до початку процесу.
Використовуйте зварювальник під флюсом для ремонту та виготовлення. Застосовуйте автоматизацію або звертайтеся до спеціалізованого партнера, коли повторюваність стає справжньою задачею.
Поширені запитання про зварювальні апарати під флюсом
1. Чи є зварювальник під флюсом тим самим, що й FCAW?
Ні. Зварювальник з флюсовим сердечником — це машина або установка подачі дроту, тоді як FCAW (зварювання під флюсом у захищеній атмосфері) — це сам процес зварювання. Ця різниця має значення, оскільки одна машина може бути спеціально розроблена виключно для роботи з флюсовим дротом, тоді як інша може бути MIG-або багатопроцесною установкою, яка здатна виконувати FCAW лише після встановлення відповідного дроту, правильного типу полярності та компонентів системи подачі.
2. Чи працюють зварювальники з флюсовим сердечником завжди без газу?
Не завжди. Багато невеликих і портативних установок використовують самозахищений дріт, який створює власну захисну атмосферу й не потребує газового балона. Проте деякі флюсові дроти є газозахищеними, тому необхідність у газі залежить від типу дроту, який ви встановлюєте, а не лише від назви зварювального апарату.
3. Чи може MIG-зварювальник працювати з флюсовим дротом?
Зазвичай так, якщо апарат сумісний із порошковим дротом і його можна правильно налаштувати. Це зазвичай означає перевірку полярності, привідних роликів, розміру контактного наконечника та шляху проходження дроту перед зварюванням. Коли апарат у стилі MIG використовує порошковий дріт, він виконує зварювання під флюсом (FCAW), а не стандартне газозахищене зварювання MIG.
4. Для чого найкраще підходить зварювальник із порошковим дротом, і чи є він зручним для початківців?
Зварювальні апарати з порошковим дротом особливо корисні для зовнішнього ремонту, технічного обслуговування та зварювання більш товстої сталі, де вітер ускладнює використання газозахищеного зварювання. Багато початківців віддають їм перевагу, оскільки дріт подається безперервно, а налаштування може бути простим у разі використання самозахищеного дроту. Однак новачкам все ж потрібно вміти керувати шлаком, бризками та тримати руку рівно, щоб отримати чисті результати.
5. Коли зварювальник із порошковим дротом достатній, а коли виробнику слід використовувати автоматизовану зварювальну підтримку?
Ручний або стаціонарний зварювальник з флюсовим сердечником, як правило, достатній для ремонтних робіт, виготовлення прототипів та малосерійного виробництва. Як тільки компанії потрібні повторювані деталі, вища стабільність параметрів та відстежувана якість у великих партіях, автоматизоване зварювання стає більш доцільним рішенням. Для виробництва автотранспортних рамних деталей виробники можуть звертатися до спеціалізованих партнерів, таких як Shaoyi Metal Technology, яка пропонує роботизовані зварювальні лінії та систему забезпечення якості, сертифіковану за стандартом IATF 16949, для точного виробництва.