 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Штампування корпусів каталітичних перетворювачів: виробництво та керівництво щодо захисту від крадіжки

Коротко
Штампування корпусів каталітичних перетворювачів переважно означає промисловий процес формування металу, під час якого аркуші нержавіючої сталі пресуються у захисні половинки корпусу, відомі як «мушлі», що оточують керамічну основу. Цей виробничий етап включає гідравлічні преси, штампи для вирізання заготовок і автоматичне зварювання швів для створення герметичного ущільнення. Додатково термін описує практику, що виконується після виробництва — нанесення номерів ідентифікації, таких як VIN або коди CARB Executive Order, на готовий корпус задля дотримання нормативних вимог і запобігання крадіжці.
Виробничий процес: від рулону до корпусу
Виготовлення корпусу каталітичного перетворювача — це точний інженерний процес, під час якого первинний рулон нержавіючої сталі перетворюється на готовий автомобільний компонент, здатний витримувати екстремальні температурні цикли. Процес починається з обробка стрічок і вирізання заготовок . Котушки з нержавіючої сталі подаються в автоматизовані системи вирізання, які нарізають метал на точні плоскі аркуші, або «заготовки», з оптимізацією для мінімізації відходів. Ці заготовки служать основним матеріалом для наступних етапів формування.
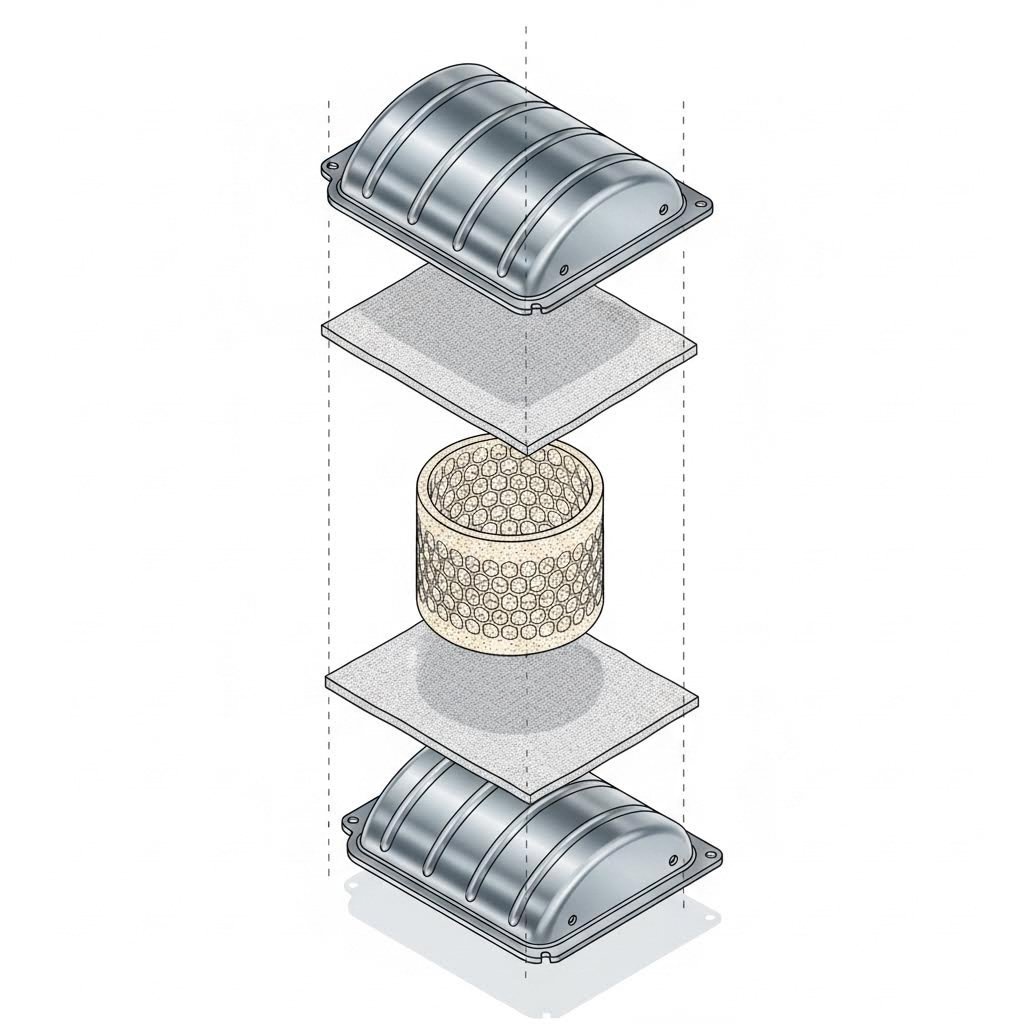
У глибоке витягування штампуванням на цьому етапі металеві заготовки подаються в гідравлічні або механічні преси великої потужності. За допомогою спеціальних наборів інструментів і матриць прес деформує плоский аркуш у порожнині, формуючи форму «раковини мушлі» — зазвичай одну половину повного корпусу конвертера. Цей метод дозволяє отримувати складні геометрії, які можуть розміщуватися в обмежених просторах транспортного засобу, що є значною перевагою у порівнянні з циліндричними конвертерами, виготовленими способом обертання. Процес штампування має забезпечувати суворі допуски товщини стінок, щоб корпус міг захищати крихкий керамічний субстрат всередині, не додаючи зайвої ваги.
Для автотехнічних OEM-виробників і постачальників першого рівня масштабованість і точність є обов’язковими. Виробникам часто потрібні партнери, які можуть супроводжувати весь життєвий цикл — від швидкого прототипування до масового виробництва. Такі компанії, як Shaoyi Metal Technology спеціалізуються на комплексних рішеннях для штампування, використовуючи преси потужністю до 600 тонн і системи якості, сертифіковані за IATF 16949, щоб постачати критичні компоненти, такі як корпуси конвертерів, з точністю на рівні мікронів.
Останній етап — це шовне зварювання . Як тільки субстрат і теплоізоляційні матеріали вставлені між двома штампованими половинками корпусу, роботизовані зварювальні комірки герметизують краї. Racing Industries зазначає, що зварювання стиків (з’єднання верхнього та нижнього корпусів) забезпечує повітряне ущільнення, економічно вигідне з’єднання, яке перевершує старіші ручні методи. Це герметичне ущільнення має важливе значення для запобігання витокам вихлопних газів і забезпечення правильної внутрішньої тиску в конвертері.
Матеріали та технічні специфікації
Підбір правильного класу нержавіючої сталі для штампованих корпусів — це компроміс між вартістю, довговічністю та тепловим режимом. Стандартом галузі є 409 Нержавіюча сталь (SS409) . Цей феритний сплав забезпечує достатню стійкість до корозії від дорожніх солей і вологи, зберігаючи при цьому хорошу зварюваність і стійкість до термічної втоми. Це матеріал вибору для більшості вторинних ринків і стандартних корпусів конвертерів OEM, оскільки коефіцієнт його розширення і стиснення сумісний з внутрішніми керамічними субстратами, що зменшує ризик пошкодження серцевини під час циклів нагріву.
Для високопродуктивних або важких умов експлуатації виробники можуть перейти на 304 Нержавіючу сталь (SS304) . Цей аустенітний сплав містить більше нікелю, що забезпечує вищу стійкість до іржі та окислення при високих температурах. E&E Manufacturing підкреслює важливість використання спеціалізованих матеріалів для штампування компонентів, здатних витримувати жорсткі умови роботи системи вихлопу, де температура часто перевищує 800 °C (1472 °F).
Інженери також мають враховувати взаємодію «промивного покриття» та розсіювання тепла. Штампована оболонка виступає як теплозахисний екран; якщо матеріал надто тонкий, він може деформуватися або прогоріти. Якщо ж він надто товстий — це додає паразитної ваги транспортному засобу. Ідеальна штампова оболонка знаходить баланс між цими факторами, забезпечуючи жорсткий і довговічний екзоскелет для каталізатора.
Відповідність вимогам та маркування для запобігання крадіжці
Окрім процесу формування, «штампування» є стандартним методом нанесення постійної ідентифікації на корпус перетворювача. Це виконує дві окремі функції: відповідність нормативним вимогам і запобігання крадіжці. У регульованих ринках, таких як Каліфорнія, Каліфорнійська рада з повітряних ресурсів (CARB) зобов'язує, щоб усі послеринкові конвертери мали певні дані, витиснені або тиснені на корпусі. Це включає «номер EO» (наказ керівництва), номер деталі та дату виготовлення. Ці позначки підтверджують, що деталь відповідає стандартам викидів, і дозволяють інспекторам розрізняти легальні деталі від нелегальних аналогів.
З метою запобігання крадіжкам Маркування Dot Peen поширюється як найкраща технологія. На відміну від поверхневого травлення кислотою чи наклейок, пристрої Dot Peen використовують карбідний стилус для фізичного углиблення металу серією глибоких точок. Rocklin Manufacturing пояснює, що цей метод створює постійний, захищений від підробки знак — часто номер ідентифікації транспортного засобу (VIN), — який залишається читабельним навіть після років експлуатації та впливу дорожнього сміття й іржі. Така відстежуваність ускладнює продаж викрадених конвертерів на пункти прийому вторсини, які все частіше змушені реєструвати ідентифікаційні номери придбаних одиниць.
Контроль якості та ідентифікація
Перевірка якості штампованого корпусу передбачає ретельне тестування ще до того, як він потрапить у транспортний засіб. Випробування на герметичність основним заходом контролю якості є перевірка герметичності, під час якої зварений корпус піддається підвищенню тиску, щоб переконатися, що зварні шви не мають мікропроколів. Будь-яке пошкодження корпусу призведе до виходу неочищених вихлопних газів, що спричинить невідповідність нормам викидів. Також перевіряється точність геометричних розмірів за допомогою координатно-вимірювальних машин (КВМ), щоб забезпечити ідеальне співпадіння штампованих точок кріплення з випускним колектором автомобіля.
Для переробників та покупців читання штампованих номерів є ключовим моментом оцінки вартості. BR Metals зазначає, що серійні номери, нанесені на корпус, є найбільш надійним способом визначення вмісту дорогоцінних металів всередині. Оригінальні каталітичні нейтралізатори зазвичай мають логотип виробника автомобіля (наприклад, Ford, Toyota) та спеціальний буквено-цифровий код, тоді як неоригінальні пристрої часто мають номери серії, які починаються з літери "N". Розпізнавання цих штампованих кодів дозволяє відрізнити високовартісний оригінальний брухт від менш цінних неоригінальних замінників.

Забезпечення та ідентифікація Вашого перетворювача
Чи ви інженер, який закуповує штамповані корпуси для виробництва, чи власник транспортного засобу, який турбується про крадіжку, розуміння подвійної природи «штампування» є обов’язковим. Для виробників основна увага приділяється прецизійному формуванню та вибору матеріалів, щоб забезпечити довговічність. Для кінцевих користувачів пріоритетом є перевірка наявності необхідних клейм відповідності на корпусі та додавання позначок, що запобігають крадіжці, для захисту своїх інвестицій. Оскільки норми посилюються, а ризик крадіжки залишається актуальним, маркування на корпусі стають так само цінними, як і сам метал.
Поширені запитання
1. Чи можу я самостійно наносити штамп на свій каталітичний перетворювач для запобігання крадіжці?
Так, власники транспортних засобів можуть наносити розпізнавальні позначки на свої каталізатори самостійно, але важливо використовувати правильний інструмент. Доступні ручні гравери або хімічні травильні набори, але їхня глибина може бути недостатньою для тривалого зберігання позначки. Рекомендується професійне маркування методом точкового клепання (Dot Peen), оскільки воно глибоко втискає позначку в метал, і злодії не зможуть її виполірувати без пошкодження корпусу каталізатора.
2. Яку інформацію слід наносити на замінний каталізатор?
На законному ринку запчастин каталітичний перетворювач має бути позначений кодом виробника, номером деталі та датою виготовлення. У Каліфорнії також має бути вказано номер дорожнього розпорядження CARB (EO) (наприклад, D-123-45), щоб пройти перевірку на задимлення. Якщо ці позначки відсутні або їх неможливо прочитати, транспортний засіб може не пройти огляд.
3. Чи дійсно нанесення номера VIN запобігає крадіжці?
Нанесення VIN-номера фізично не перешкоджає вилученню, але є сильним стримуючим фактором. Авторитетних переробників навчають відхиляти перетворювачі з видимими позначками VIN, які не відповідають посвідченню продавця. Це також створює ланцюг доказів, який допомагає правоохоронним органам відстежити крадені деталі до злочинних операцій.