 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Основний аналіз формоздатності листового металу для запобігання дефектам
Коротко
Аналіз формівності листового металу — це важливий інженерний процес, який використовується для оцінки здатності металу приймати форму деталі без дефектів, таких як перетягування або тріщини. Він поєднує фізичні випробування та сучасне комп'ютерне моделювання для прогнозування поведінки матеріалу під час процесу штампування. Ці прогнозні дані мають вирішальне значення для оптимізації конструкції інструментів, зниження витрат на виробництво та забезпечення того, що готова деталь відповідає суворим стандартам якості.
Розуміння формівності листового металу: основні поняття та значення
У виробництві формоутворюваність означає здатність листового металу зазнавати пластичної деформації та формуватися у бажаний компонент без пошкодження. Процес оцінки цієї здатності відомий як аналіз формоутворюваності листових металів. Це основа сучасного штампування металу, забезпечуючи інженерів даними, необхідними для подолання розриву між цифровим проектом і успішно виготовленою фізичною деталлю. Основна мета полягає в тому, щоб передбачити та запобігти поширенню дефектів формування ще до їх виникнення, економлячи значний час і ресурси.
Значення цього аналізу не можна переоцінити. Без нього виробники йдуть на ризик підходу «спроба та помилка», що призводить до високого рівня браку, дорогих змін інструментів і затримок у виробництві. Основні дефекти, які допомагає запобігти аналіз формоутворення, включають обмеження, тобто локальне зменшення товщини матеріалу перед його руйнуванням, і тріщини, коли матеріал повністю розколюється. Розуміючи межі матеріалу, інженери можуть розробляти ефективніші процеси та вибирати правильний сплав для конкретного завдання, поєднуючи вимоги до міцності з можливістю виготовлення.
Детальний аналіз забезпечує численні переваги, які безпосередньо впливають на прибуток компанії та якість продукції. Прогнозуючи потік матеріалу та концентрацію напружень, аналіз гарантує надійний і відтворюваний виробничий процес. Це особливо важливо з ростом використання передових сталей підвищеної міцності (AHSS) та алюмінієвих сплавів, які забезпечують значне зменшення ваги, але мають складніше формування.
Основні переваги включають:
- Зниження витрат: Зводить до мінімуму необхідність дорогого й трудомісткого переобладнання штампувальних матриць і зменшує витрати матеріалів через браковані деталі.
- Покращена якість: Забезпечує стабільне виробництво компонентів, що відповідають усім геометричним і структурним специфікаціям.
- Швидший вихід на ринок: Скорочує етап випробування інструментів за рахунок усунення потенційних проблем на етапі віртуального проектування.
- Оптимізація матеріалу: Дозволяє впевнено вибирати та використовувати легкі матеріали з високими експлуатаційними характеристиками, не жертвуючи технологічністю.
- Покращена свобода проектування: Дозволяє створювати більш складні та амбітні форми компонентів, забезпечуючи чітке розуміння обмежень матеріалу.
Основні методи та випробування для оцінки формоутворюваності
Оцінка формоутворюваності листового металу включає низку випробувань — від традиційних механічних методів до складних безконтактних оптичних систем. Кожен метод дає різні уявлення про поведінку матеріалу під дією напружень під час операції формування. Вибір випробування часто залежить від матеріалу, складності деталі та необхідного рівня точності.
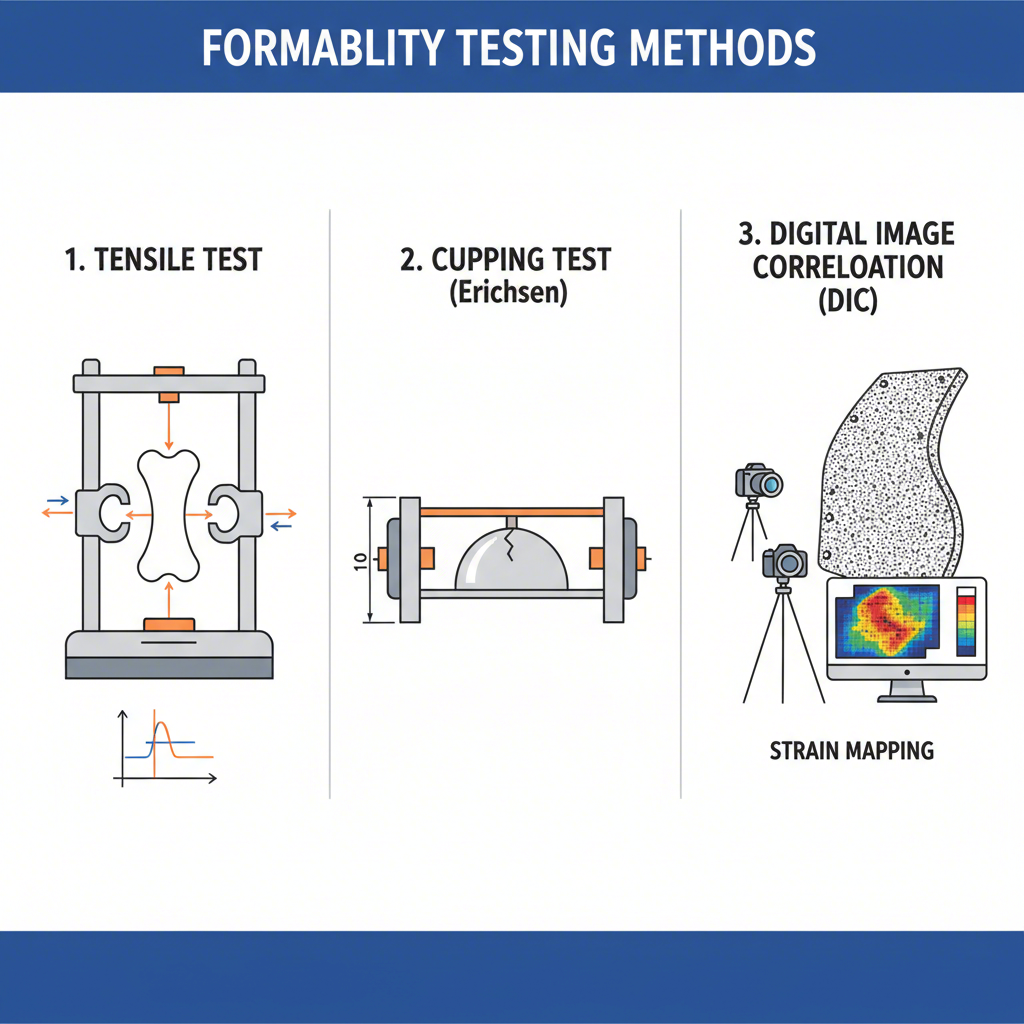
Традиційні методи часто починаються з одноосьового розтягування. Цей базовий тест полягає у розтягуванні зразка матеріалу до його руйнування, вимірюючи такі властивості, як загальне подовження та коефіцієнт зміцнення при деформації (показник n). Хоча цей метод є простим і недорогим, його основним обмеженням є те, що він вимірює напруження лише в одному напрямку, тоді як більшість реальних операцій штампування пов'язані зі складними двовісними (двонапрямними) напруженнями. Для кращого моделювання таких умов інженери використовують тести, наприклад, еріксенівське випробування на витяжку або випробування Накадзіми. У цих процедурах пуансон деформує закріплену листову заготовку, формуючи куполоподібну форму, що забезпечує реалістичнішу оцінку формоздатності при двовісному розтягуванні.
Останнім часом сучасні оптичні 3D-системи вимірювання кардинально змінили аналіз формоутворення. Методи, такі як кореляція цифрових зображень (DIC), забезпечують повний огляд деформації. У цьому методі на заготовку металу наноситься сітка або точковий малюнок перед формуванням. Під час процесу штампування камери високої роздільної здатності знімають зображення з кількох ракурсів. Спеціалізоване програмне забезпечення аналізує, як змінився малюнок, і розраховує точні значення головних і мінорних деформацій по всій поверхні деталі. Цей безконтактний підхід забезпечує значно більше даних, ніж традиційні випробування, що дозволяє точно виявляти ділянки критичних деформацій.
Наведена нижче таблиця порівнює ці поширені методи:
| Метод тестування | Що вимірюється | Переваги | Обмеження |
|---|---|---|---|
| Випробування на розтягнення | Подовження, міцність, коефіцієнт n | Простий, недорогий, стандартизований | Одновісний стан напруження не відображає більшість операцій формування |
| Випробування на закидування / тест опуклості | Висота купола при руйнуванні, границі двовісних деформацій | Імітує умови двовісного розтягування | Займає багато часу, забезпечує обмежену кількість точок даних, може впливати тертя |
| Оптичний 3D аналіз (DIC) | Повне поле 3D деформації та напруження | Висока точність, комплексні дані, безконтактний метод | Потребує спеціалізованого обладнання та програмного забезпечення |
Просунутий аналіз: моделювання, симуляція та прогнозування відмов
Крім фізичних випробувань, найпотужнішими інструментами сучасного аналізу формовності є обчислювальне моделювання та симуляція. За допомогою програмного забезпечення методу скінченних елементів (FEA) інженери можуть створити віртуальне уявлення всього процесу штампування. Це включає геометрію інструментів, властивості листового металу та параметри процесу, такі як тертя та зусилля прижиму заготовки. Потім симуляція передбачає, як листовий метал буде рухатися, розтягуватися та утонятися під час формування остаточної форми деталі.
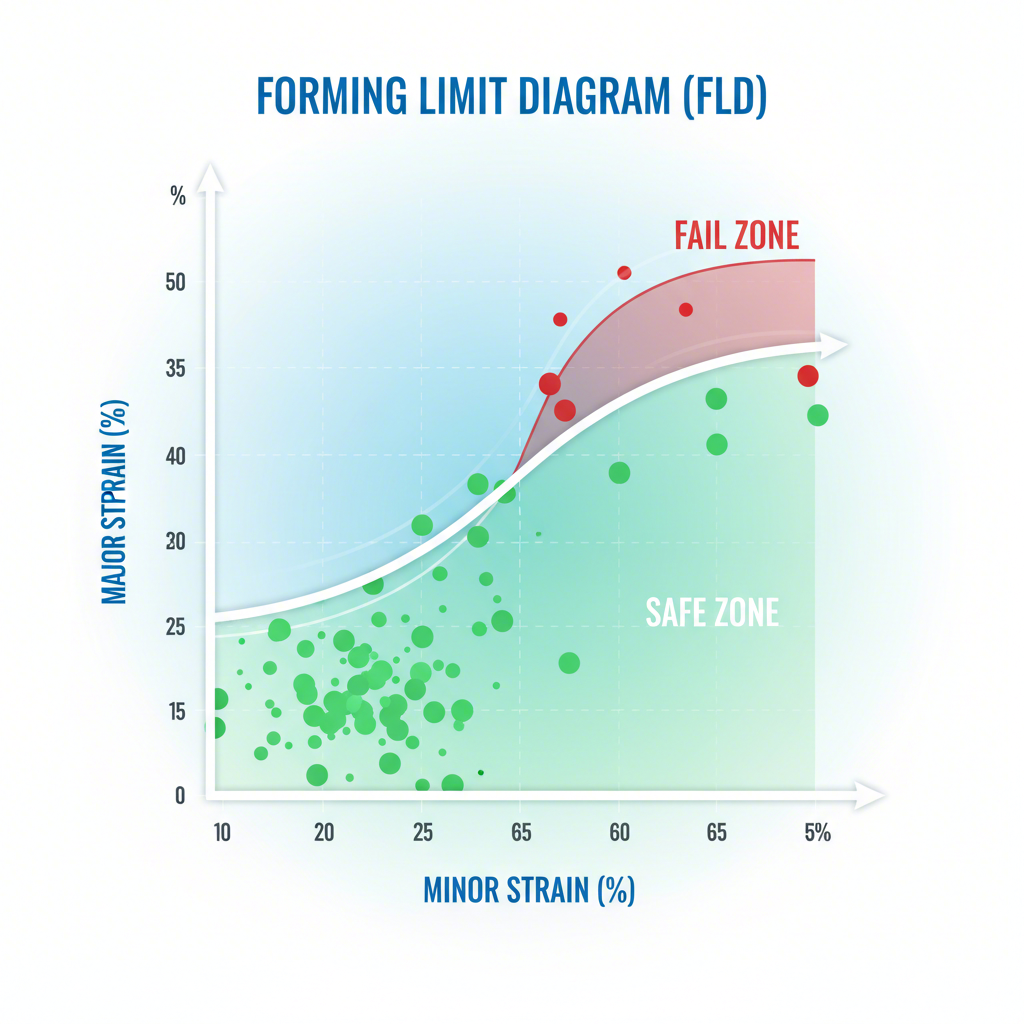
Центральним елементом цього моделювання є діаграма граничних деформацій (FLD). FLD — це графік, який визначає безпечне вікно виготовлення для певного матеріалу. На ньому показано основну деформацію відносно побічної деформації, причому лінія межі, відома як крива граничних деформацій (FLC), відокремлює припустиму деформацію від початку звуження та руйнування. Під час моделювання програмне забезпечення обчислює стан деформації для тисяч точок на деталі та наносить їх на FLD. Якщо точки потрапляють вище FLC, це свідчить про високий ризик руйнування в цій області, що вимагає зміни конструкції.
Однак традиційна діаграма граничної формоутворюваності (FLD) має обмеження, особливо при багатостадійних процесах формування або при роботі з передовими матеріалами. Як пояснюють експерти галузі, такі фактори, як непропорційне навантаження (коли шлях деформації змінюється під час процесу) та стабілізуючий ефект згинання на малих радіусах, можуть змінювати реальні межі формоутворюваності матеріалу. Сучасні методики аналізу формоутворюваності тепер враховують ці ефекти, щоб забезпечити точніші прогнози виникнення пошкоджень для складних деталей. Виробники складних компонентів, такі як експерти в Shaoyi (Ningbo) Metal Technology Co., Ltd. , використовують сучасні CAE-симуляції для забезпечення точності штампувальних матриць у автомобільній промисловості, значно скорочуючи терміни виготовлення та покращуючи результати для OEM-виробників і постачальників першого рівня.
Переваги впровадження симуляції в проектний процес є суттєвими:
- Віртуальне прототипування: Зменшує необхідність дорогих і повільних фізичних випробувань інструментів, оскільки проблеми вирішуються спочатку на комп'ютері.
- Оптимізація дизайну: Дозволяє інженерам швидко тестувати різні геометрії деталей, конструкції інструментів або варіанти матеріалів, щоб знайти найбільш надійне рішення.
- Прогнозування дефектів: Точно прогнозує не лише розриви та перетягування, але й такі проблеми, як зморшкування, пружне відновлення та спотворення поверхні.
- Ефективність процесу: Допомагає оптимізувати параметри, такі як форма заготовки та потужність преса, щоб мінімізувати витрати матеріалу та енергії.
Інтерпретація результатів та застосування найкращих практик проектування
Справжня цінність аналізу формоутворюваності листового металу полягає в його здатності генерувати дієві інсайти, які спрямовують інженерні рішення. Результати моделювання зазвичай подаються у вигляді кольорової карти деталі, де різні кольори позначають різний рівень деформації або зменшення товщини. Зелені зони, як правило, безпечні, жовтий колір вказує на граничний стан, близький до межі формування, а червоний виділяє критичні ділянки з високим ризиком виникнення пошкоджень. Ці візуальні допоміжні матеріали дозволяють інженерам одразу виявити проблемні зони.
Коли симуляція виявляє потенційну проблему, аналіз надає дані, необхідні для її вирішення. Наприклад, якщо передбачається висока концентрація деформації поблизу гострого кута, рекомендацією щодо проектування буде збільшення радіуса цієї деталі. Це розподілить деформацію на більшій площі, повертаючи її в безпечну зону. Аналогічно, якщо передбачається зморшкування на плоскій панелі, рішення може полягати у регулюванні зусилля прижиму заготовки або додаванні протягувальних ребер для кращого контролю течії матеріалу.
Цей підхід, заснований на даних, є основоположним принципом проектування з урахуванням технологічності (DFM). Враховуючи принципи формоутворюваності на ранніх етапах проектування, інженери можуть створювати деталі, які не лише функціональні, але й ефективні у виробництві. Такий проактивний підхід дозволяє уникнути змін конструкції на пізніх етапах, що може порушити графіки та бюджет проекту.
Ось кілька ключових рекомендацій щодо проектування, заснованих на аналізі формоутворюваності:
- Використовуйте великі радіуси: Уникайте гострих внутрішніх та зовнішніх кутів, коли це можливо. Більші радіуси — один із найефективніших способів запобігання локальному зменшенню товщини та тріщинам.
- Розміщуйте елементи подалі від згинів: Як загальне правило, розміщуйте отвори на відстані принаймні 2,5 товщини матеріалу плюс радіус згину від лінії згину. Це допомагає запобігти деформації елементів під час процесу згинання.
- Включити кути проектування: Для деталей, отриманих глибокою витяжкою, невеликі кути на вертикальних стінках зменшують тертя та зусилля, необхідні для формування, що знижує ризик розривів.
- Вказуйте відповідні допуски: Використовуйте геометричні розміри та допуски (GD&T), щоб визначити прийнятні межі плоскості, прямолінійності та інших параметрів, враховуючи, що процес формування призведе до певних відхилень.
- Консультуйтесь щодо даних матеріалу: Завжди базуйте конструкції та симуляції на точних даних про властивості матеріалу, оскільки здатність до формування може значно відрізнятися навіть між різними марками одного й того ж металу.
Поширені запитання
1. Що таке здатність металу до формування?
Формовність — це здатність листового металу піддаватися пластичній деформації та формуванню у компонент без утворення дефектів, таких як тріщини або перетяжки. Вона визначається насамперед пластичністю металу (здатністю розтягуватися) та властивостями зміцнення при деформації, які впливають на рівномірність його зменшення товщини під час формування.
2. Які поширені тести на формовність листового металу?
Поширені тести включають випробування на одноосьове розтягування, яке визначає базове подовження та міцність; проби запресовування (наприклад, Еріксена, Олсена) та випробування на розпухання, що моделюють двовісне розтягування; а також сучасні оптичні безконтактні 3D-системи аналізу (DIC), які забезпечують повномасштабну карту поверхневої деформації.
3. Що таке правило 4T у проектуванні листового металу?
Загальне рекомендоване правило проектування стверджує, що для запобігання спотворенням елемент, такий як отвір, повинен розташовуватися на відстані принаймні 2,5 товщини матеріалу плюс радіус згину від лінії згину. Для прорізів іноді застосовують значення «4T», але повне правило зазвичай становить 4 товщини матеріалу плюс радіус згину.
4. Що таке GD&T для листового металу?
Геометричне креслення та допуски (GD&T) — це символічна мова, яка використовується на конструкторських кресленнях для визначення припустимих відхилень геометрії деталі. Для листового металу GD&T визначає критичні допуски форми, такі як плоскість, прямолінійність та профіль, щоб забезпечити правильну роботу остаточної сформованої деталі та її точне укладання в складальному вузлі.