 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Порошкове покриття штампованих стальних важелів підвіски: Основний посібник

Коротко
Нанесення порошкового покриття на штамповані сталеві важелі підвіски — це чудовий спосіб досягти надзвичайно міцного та стійкого до корозії покриття, яке перевершує традиційне фарбування. Однак процес не є простим. Абсолютно необхідно повністю розібрати важелі, вилучивши всі кульові опори та втулки перед нанесенням покриття. Ці компоненти не витримують високих температур затвердіння, приблизно 400 °F (200 °C), і будуть знищені, що призведе до виходу з ладу компонентів.
Чому варто наносити порошкове покриття на штамповані сталеві важелі підвіски?
Під час відновлення або модернізації підвіски автомобіля стан таких компонентів, як важелі, має значення не лише з естетичної точки зору. Порошкове покриття — це процес нанесення сухого вільноналивного порошку на металеву деталь за допомогою електростатики з подальшим витримуванням під дією тепла. Цей метод утворює тверде покриття, яке значно міцніше та довговічніше, ніж звичайне фарбування, що робить його ідеальним для вузлів автомобіля, які піддаються інтенсивному зносу та жорстким дорожнім умовам.
Переваги високоякісних запчастин неоригінального виробництва, які часто описують такими термінами, як «двоступеневе глянсове чорне порошкове покриття», включають підвищену стійкість до сколів, подряпин, хімічних речовин і корозії. Ця довговічність забезпечує не лише тривалу привабливість деталей, але й кращий захист від корозії, яка з часом може порушити їхню структурну цілісність. Штампова сталь є поширеним матеріалом для оригінальних (OEM) важелів підвіски завдяки оптимальному співвідношенню міцності та вартості виробництва. Хоча такі матеріали, як кована сталь, мають кращу витривалість до втоми, а алюміній дозволяє зменшити вагу, штампована сталь залишається міцним і надійним варіантом для більшості застосувань, що робить її ідеальним кандидатом для додаткового захисту за допомогою порошкового покриття. Для автовиробників досягнення такого балансу вимагає точного інженерного проектування — спеціалізації компаній, таких як Shaoyi (Ningbo) Metal Technology Co., Ltd. , яка виготовляє сучасні штамповані автозапчастини — від прототипування до масового виробництва.
Щоб краще зрозуміти переваги, розгляньте порівняння між порошковим покриттям і традиційним фарбуванням компонентів підвіски:
| Функція | Порошкове покриття | Традиційна фарба (нанесення розпиленням/покриванням) |
|---|---|---|
| Довговічність | Відмінний опір ушкодженням від уламків, подряпин і абразивного зносу. | Схильна до відшарування та подряпин від дорожнього сміття. |
| Стійкість до корозії | Створює товстий, непроникний бар'єр, який дуже ефективно запобігає іржавінню. | Добре, але може вийти з ладу, якщо пошкоджений шар фарби. |
| Химічна стійкість | Висока стійкість до гальмівної рідини, бензину та інших автомобільних хімікатів. | Може бути пошкоджена або зітрата агресивними хімікатами. |
| Кваліфікація завершення | Однаковий, товстий і стабільний фініш без крапель чи стікань. | Якість сильно залежить від майстерності; схильна до крапель та неоднакових шарів. |
| Екологічний вплив | Не містить розчинників і виділяє несуттєві леткі органічні сполуки (VOCs). | Виділяє ЛОС у атмосферу. |
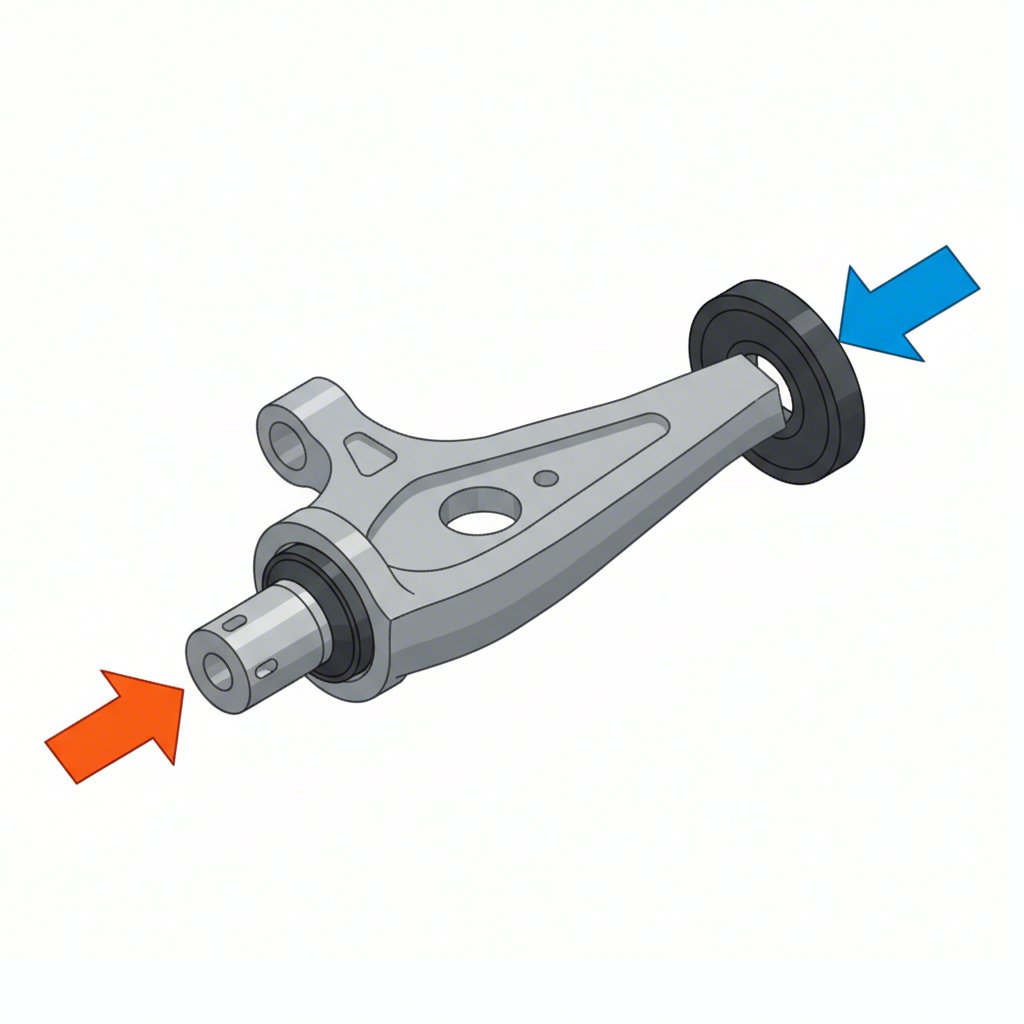
Критична задача: робота з шарнірами та втулками
Найважливіший і найскладніший аспект порошкового покриття важелів підвіски — це наявність інтегрованих компонентів. Як часто запитують користувачі форумів, що робити, коли шарнір запресований або навіть приварений? Відповідь однозначна: всі шарніри, втулки та неметалеві компоненти мають бути повністю вилучені до того, як важелі потраплять у печку для полімеризації. Висока температура розплавить гумові та поліуретанові втулки і зруйнує ущільнення та мастило всередині будь-якого шарніра.
Метод демонтажу повністю залежить від способу встановлення компонентів:
- Знімні втулки: Більшість гумових або поліуретанових втулок запресовуються в поперечну тягу. Їх можна видалити за допомогою гідравлічного преса або, в деяких випадках, обережно вигоріти. Після покриття нові компоненти, такі як поліуретанові втулки та втулки стискання, згадані в наборах від Cognito Motorsports , необхідно знову запресувати.
- Запресовані шарніри: Як зазначають користувачі на Reddit, багато верхніх поперечних тяг мають шарнір, який запресований безпосередньо в саму тягу. Його видалення вимагає потужного гідравлічного преса. Спроби вибити його молотком можуть пошкодити поперечну тягу. Після покриття новий шарнір слід знову запресувати, що робить цей момент ідеальним для заміни шарніра верхньої поперечної тяги.
- Зварені шарніри: Це найскладніший сценарій, який часто трапляється на старіших транспортних засобах. Як обговорювалося на Facebook, якщо шарнірний палець приварений, його не можна просто випресувати. Потрібно вирізати старий палець, зачистити поверхню болгаркою і потім виготовити та приварити новий шарнірний палець. Це складна процедура, яка вимагає значних навичок у галузі металообробки та зварювання.
Складність та необхідні інструменти значно відрізняються між цими типами:
| Тип компонента | Рівень складності | Основні необхідні інструменти |
|---|---|---|
| Знімні втулки | Середній | Гідравлічний прес, комплект для встановлення підшипників/втулок |
| Пресовані шарнірні пальці | Твердий | Міцний гідравлічний прес, відповідні прес-втулки |
| Зварені шарнірні пальці | Експертів | Кутова шліфувальна машина, зварювальний апарат, інструменти для металообробки |
Покроковий посібник з порошкового покриття важелів підвіски (після демонтажу)
Як тільки ваші важелі підвіски повністю очищені до чистого металу, з усіх вузлів і втулок вилучено, можна починати процес порошкового покриття. Дотримання цих кроків є життєво важливим для отримання професійного, довговічного покриття.
- Тщатнє підготовче очищення: Це найважливіший етап для забезпечення адгезії. Важелі підвіски необхідно обробити до чистого металу. Зазвичай це робиться методом абразивного очищення (наприклад, дробоструменевого або кулькового очищення), щоб видалити весь іржавчину, окалину та старі покриття. Будь-які залишки забруднень перешкоджатимуть правильному прилипанню порошку. Після обробки потрібно знезжирити деталі за допомогою розчинника, щоб видалити всі масла чи сліди пальців.
- Захист поверхонь, які не підлягають покриттю: Перед нанесенням порошку необхідно замаскувати ділянки, які не повинні бути покриті. Це включає внутрішні поверхні, де запресовуються втулки, конічний отвір для шпильки кульового шарніру та будь-які різьбові отвори. Для цього спеціально призначені високотемпературна маскувальна стрічка та силиконові заглушки.
- Нанесення порошку: Ричаг підвіски підвішують на металевий гачок, щоб забезпечити його заземлення. Спеціальний електростатичний розпилювач надає порошковим частинкам негативний електричний заряд. Оскільки ричаг заземлений, заряджений порошок притягується до нього й прилипає до поверхні, утворюючи рівномірний шар.
- Витримування в пічі: Покриту деталь обережно переміщують у спеціальну піч для витримування. Її нагрівають до певної температури (зазвичай близько 400 °F або 200 °C) протягом встановленого часу. Тепло розплавляє порошок, дозволяючи йому злитися й утворити гладку суцільну плівку, яка перетворюється на тверде, довговічне покриття.
Для успішного виконання проекту вам знадобиться контрольний список основного обладнання:
- Засоби безпеки: Респіратор, захисні окуляри, рукавички.
- Інструменти для підготовки: Доступ до кабінету дробоструменя або послуга, розчинник для знезжирення.
- Матеріали для маскування: Термостійка стрічка, силіконові заглушки.
- Обладнання для нанесення покриття: Електростатичний пульверизатор для порошкового покриття, порошок на ваш вибір (наприклад, напівматовий чорний), джерело стисненого повітря з фільтром/осушувачем.
- Обладнання для витримування: Спеціальна електрична піч, достатньо велика для деталей (НЕ ВИКОРИСТОВУЙТЕ кухонну піч).
Самостійне виконання чи професійна послуга: розподіл витрат та зусиль
Після вивчення процесу остаточне рішення полягає в тому, чи виконувати роботу самостійно, чи наймати професіонала. Цей вибір залежить від вашого бюджету, термінів, наявних інструментів і бажаної якості. Самостійний підхід дає задоволення від опанування нової навички, але початкові витрати та період навчання можуть бути значними. Професійна послуга забезпечує гарантію високоякісного результату без зайвих клопотів.
Ось порівняльний аналіз, який допоможе вам вирішити, який шлях обрати:
| Коефіцієнт | Самостійний підхід | Професійний сервіс |
|---|---|---|
| Початкові витрати | Високі початкові витрати на пульверизатор для порошкового покриття, спеціальну піч та засоби індивідуального захисту (500–1000+ доларів США). | Витрат на обладнання немає. Ви платите лише за послугу. |
| Вартість на одне завдання | Низька, лише вартість порошку та витратних матеріалів після початкових інвестицій. | Помірна, зазвичай 150–300 доларів за пару поворотних кулаків (включаючи підготовку). |
| Навички та зусилля | Потребує значних досліджень, практики та ретельної підготовчої роботи. Демонтаж/монтаж залишається вашою відповідальністю. | Мінімальні зусилля. Ви здаєте розібрані деталі та забираєте готовий продукт. |
| Якість результату | Змінна. Може бути відмінною з досвідом, але початкові результати можуть бути неоднорідними або недостатньо довговічними. | Стабільно висока якість, професійне покриття з максимальною довговічністю. |
| Витрати часу | Потрібно значно часу на налаштування, підготовку, нанесення покриття, полімеризацію та прибирання. | Швидке виконання, часто протягом кількох днів. |
Якщо ви обираєте професіонала, обов’язково перевірте якість його роботи. Дізнайтеся про його процес, щоб переконатися, що він правильно виконує важливі етапи підготовки. Основні запитання включають:
- Який у вас процес абразивного та хімічного очищення?
- Як ви закриваєте критичні зони, такі як втулки амортизаторів і конуси шарнірів?
- Яку марку та тип порошку ви використовуєте для шасі?
Поширені запитання
1. У чому різниця між штампованими та кованіми важелями підвіски?
Штамповані важелі виготовляють шляхом пресування сталевих листів у матрицю, часто з двох половинок, зварених разом. Ковані важелі створюються шляхом нагрівання металу та стиснення його в матриці, що вирівнює внутрішню зернисту структуру металу, забезпечуючи перевагу у міцності та витривалості порівняно зі штампованими або литими деталями.
2. Який метал найкращий для важелів підвіски?
«Найкращий» метал залежить від застосування. Для важких транспортних засобів або високопродуктивних систем із великим навантаженням природна міцність і довговічність сталі часто є найкращим варіантом. Вона витримує значні навантаження та є економічно вигідною. Алюміній легший, що зменшує непідтримувану масу і поліпшує керованість, але зазвичай коштує дорожче.
3. Чи є штамповані сталеві важелі магнітними?
Так, штамповані сталеві важелі є магнітними. Простий спосіб розрізнити сталеві та алюмінієві деталі підвіски — скористатися магнітом. Якщо магніт міцно прилипає, компонент виготовлено зі сталі (штампованої або з чавуну). Якщо не прилипає — це алюміній.