 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Справжній ROI від спеціальних прес-форм для екструзії при масовому виробництві
Справжній ROI від спеціальних прес-форм для екструзії при масовому виробництві

Коротко
Рентабельність інвестицій (ROI) у спеціальні матриці для пресування при виробництві великих обсягів є надзвичайно високою через помірну початкову вартість оснастки, яка амортизується на великій кількості деталей. Оскільки вартість матриць часто коливається від 300 до понад 2000 доларів США, вартість на одиницю продукції у масштабі стає мінімальною. Це робить процес індивідуального пресування дуже економічним способом виготовлення складних та точних профілів порівняно з технологіями, що потребують більш дорогого оснащення, наприклад, лиття під тиском.
Аналіз початкових інвестицій: розподіл витрат на матриці для індивідуального пресування
Перш ніж розраховувати довгостроковий прибуток, важливо зрозуміти початкові інвестиції в оснастку. На відміну від інших виробничих процесів, де вартість оснастки може стати значною фінансовою перешкодою, вартість матриць для індивідуального алюмінієвого пресування є відносно низькою. Ця доступність є основним чинником їхнього вигідного ROI, особливо в сценаріях з великим обсягом виробництва. Початкові витрати на матрицю — це одноразовий платіж, який при розподілі на тисячі чи мільйони одиниць має несуттєвий вплив на кінцеву ціну деталі.
Вартість матриці для пресування — це не єдина фіксована сума, а змінна величина, яка залежить від кількох ключових факторів проектування та виробництва. Згідно з аналізом Ya Ji Aluminum , витрати можна розбити за складністю. Проста суцільна матриця може коштувати від 300 до 800 доларів, тоді як більш складна порожниста матриця може коштувати від 800 до 2000 доларів. Для високоскладних профілів з кількома порожнинами або дуже великих перерізів інвестиції можуть перевищувати 2000 доларів. Ці цифри значно нижчі, ніж вартість оснащення для альтернатив, таких як лиття під тиском, яке може коштувати понад 25 000 доларів, як зазначено American Douglas Metals .
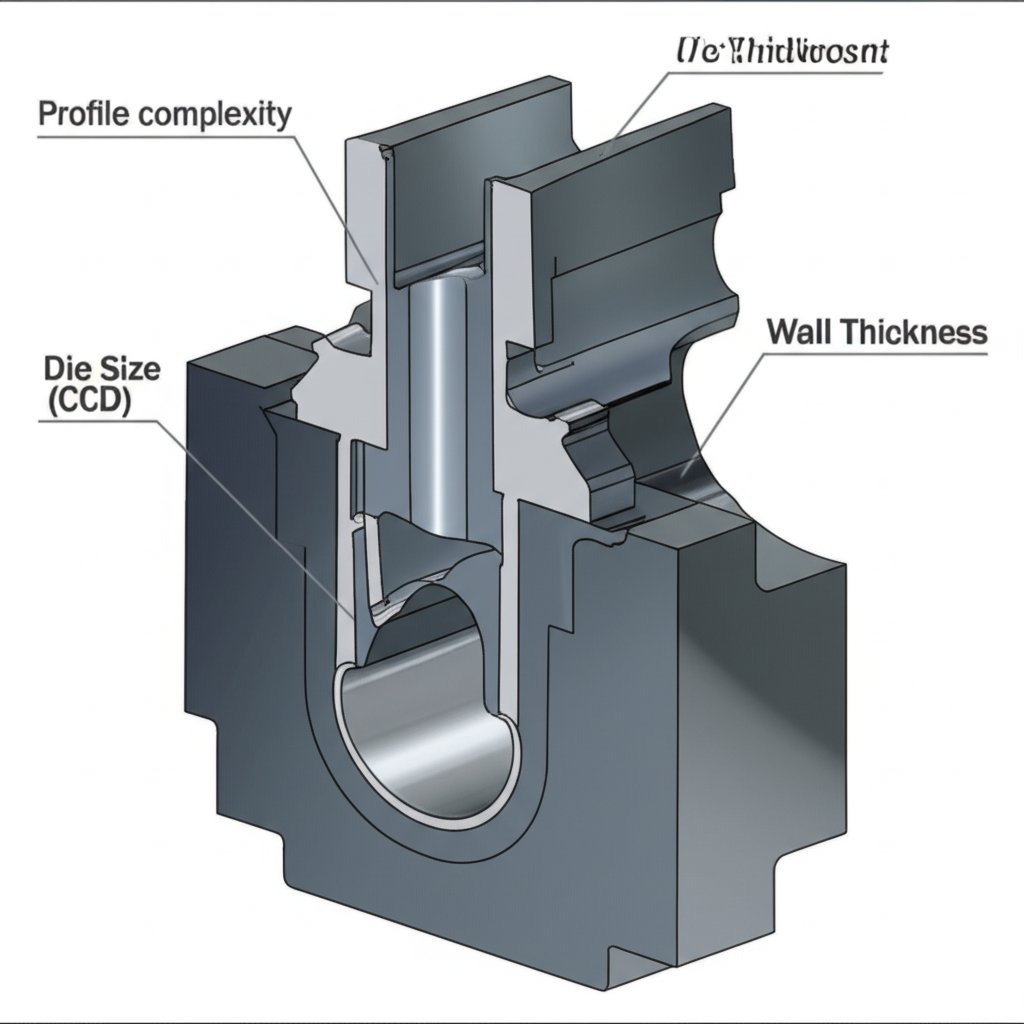
Кілька ключових факторів безпосередньо впливає на цю початкову вартість. Основним чинником є складність профілю. Просту симетричну форму легше обробляти і потрібно менше сталі, ніж складний асиметричний профіль з внутрішніми порожнинами. Інші важливі змінні включають:
- Розмір матриці: Вимірюється діаметром описаних кіл (CCD) — найменшим колом, в яке може вміститися поперечний переріз профілю. Більший CCD вимагає більшого та дорожчого блоку матриці.
- Допуски: Жорсткіші розмірні допуски вимагають більш точної обробки та розширених перевірок якості, що збільшує вартість.
- Матеріал: Більшість матриць виготовлені з інструментальної сталі H13, але для застосувань із високим ступенем зносу можуть знадобитися вдосконалені матеріали або покриття, що збільшує вартість.
- Кількість порожнин: Для малих профілів, що виробляються у дуже великих обсягах, багатопорожнинна матриця може витискувати кілька деталей одночасно. Хоча початкова вартість вища, це значно знижує вартість виробництва кожної окремої деталі.
Ефект: Як спеціальні матриці забезпечують рентабельність інвестицій у високоволюмному виробництві
Суть розрахунку рентабельності полягає в амортизації. Початкові витрати на оснастку, хоча й важливі, є фіксованими витратами. У високоволюмному виробництві ці витрати розподіляються на весь обсяг виробництва. Наприклад, матриця вартістю 1500 доларів, що використовується для виробництва 100 000 футів профілю, додає лише 0,015 долара на фут до вартості. Із збільшенням обсягу виробництва вартість оснастки на одиницю продукції наближається до нуля, і основними витратами стають сировина та час витиснення. Саме цей принцип робить спеціальне витиснення надзвичайно ефективним для масового виробництва.
За межами простої амортизації вартості, спеціальні матриці забезпечують прибуток завдяки значній інженерній та експлуатаційній ефективності. Процес екструзії дозволяє створювати надзвичайно складні поперечні перерізи, які можуть інтегрувати кілька функцій у єдиний компонент. Ця можливість може усунути необхідність вторинної механічної обробки, зварювання чи складання. Наприклад, такі елементи, як гнізда під гвинти, ребра теплообмінника та з'єднання типу «зачіп», можуть бути безпосередньо вбудовані в профіль, зменшуючи таким чином витрати на робочу силу та кількість деталей у кінцевому виробі.
Крім того, спеціальні профілі сприяють збільшенню рентабельності інвестицій за рахунок оптимізації використання матеріалів. Інженери можуть розробляти профілі, розміщуючи метал лише там, де це необхідно з конструктивної точки зору, створюючи легкі, але міцні компоненти. Це чітка перевага перед субтрактивними методами виробництва, які починаються з цільного шматка матеріалу та призводять до значних відходів. Ефективність самого процесу екструзії, яку часто вимірюють за показником "вихід продукту" — кількістю готової продукції відносно використаної сировини — є природно високою, що мінімізує відходи та максимізує вартість, отриману зі злитка сировинного алюмінію.
Стратегічне проектування та планування: практичні поради щодо максимізації рентабельності інвестицій
Досягнення максимально можливого ROI від спеціальних прес-форм для екструзії не відбувається автоматично; це вимагає продуманого проектування та стратегічного планування. Інженери та конструктори можуть зробити кілька конкретних кроків, щоб оптимізувати свої профілі за вартістю та ефективністю. Зосереджуючись на проектуванні з урахуванням технологічності (DFM), команди можуть знизити початкові витрати на оснащення та підвищити швидкість виробництва, що додатково покращує фінансовий повернення.
Однією з найефективніших стратегій є підтримання однакової товщини стінок по всьому профілю. Різкі зміни товщини можуть призвести до нерівномірного охолодження та проблем із потоком матеріалу, що призводить до розмірної нестабільності. Як зазначено в керівництві з проектування від Gabrian , симетричні форми простіше та дешевше екструдувати, оскільки вони забезпечують збалансований тиск на матрицю. Там, де зміна товщини необхідна, вона має бути поступовою, із плавними переходами та заокругленими кутами замість гострих кутів, які можуть створювати точки напруження як у деталі, так і в матриці.
Ще одна важлива порада — уникати надмірно тісних допусків. Встановлення допусків, які є жорсткішими, ніж потрібно для конкретного застосування, може значно ускладнити конструкцію матриці та збільшити вартість. Конструкторам також варто розглянути можливість розбиття надто складного профілю на два або більше простіших, що з’єднуються між собою елементів. Хоча це може здатися контрінтуїтивним, дві прості матриці часто коштують менше і виготовляються швидше, ніж одна надзвичайно складна. Для проектів із високими вимогами, наприклад, у сфері автомобілебудування, співпраця зі спеціалістом може бути надзвичайно корисною. Для автомобільних проектів, які вимагають прецизійних компонентів, розгляньте можливість використання спеціальних алюмінієвих профілів від перевіреного партнера. Шаої Металл Технологія пропонує комплексний сервіс з одного зупинка , від швидкого прототипування до повномасштабного виробництва в рамках суворої системи якості, сертифікованої за IATF 16949, що допомагає оптимізувати виробництво та ефективно забезпечувати виконання специфікацій.
Обґрунтування бізнес-вигод від використання спеціальних профілів
У кінцевому підсумку бізнес-обґрунтування інвестування в спеціальні прес-форми для екструзії у високоволюмному виробництві є переконливим. Поєднання низьких початкових витрат на оснащення, значного зниження вартості одиниці продукції завдяки амортизації та суттєвих можливостей консолідації деталей і зменшення ваги забезпечує високий рівень прибутковості інвестицій. Застосовуючи стратегічні принципи проектування та співпрацюючи з досвідченими постачальниками, виробники можуть використовувати цей універсальний процес, щоб отримати суттєву конкурентну перевагу, знизивши загальну вартість продукту та покращивши його експлуатаційні характеристики та якість.

Поширені запитання
1. Скільки коштує спеціальна прес-форма для екструзії?
Вартість індивідуальної матриці для алюмінієвого пресування зазвичай коливається від 300 до понад 5000 доларів. Проста матриця для суцільного профілю може коштувати від 300 до 800 доларів. Матриця для порожнистого профілю зазвичай коштує від 800 до 2000 доларів. Дуже складні, великі або багатопорожнинні матриці можуть коштувати 2000 доларів або більше. Кінцева ціна залежить від складності профілю, розміру (CCD), допусків та кількості порожнин.
2. Який вихід пресування?
У контексті пресування «вихід» означає кількість готової, придатної продукції, отриманої з певної кількості сировини. Це показник ефективності процесу. Високий вихід означає, що під час виробництва було втрачено мінімум матеріалу у вигляді відходів, що є ключовим фактором зниження витрат, особливо при масовому виробництві.
3. Яка ціна алюмінієвого профілю 4040?
Ціна стандартного профілю, такого як алюмінієвий пресований профіль 4040, не пов'язана безпосередньо з витратами на спеціальні матриці, оскільки інструменти для цих поширених форм давно амортизовані. Ціна на стандартні профілі встановлюється виходячи з поточної ринкової ціни на алюміній за кілограм або фунт, плюс витрати екструдера на обробку та остаточну обробку. Ціни варіюються залежно від постачальника та змінюються разом із глобальним ринком алюмінію.