 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Машинобудівні майстерні для виготовлення прототипів: від першої цитати до виробництва

Розуміння машинобудівних майстерень для виготовлення прототипів та їхньої ролі у розробці продуктів
Чи виникала у вас колись чудова ідея щодо нового продукту, але ви не знали, як перетворити цифровий дизайн у фізичний об’єкт, який можна тримати в руках, тестувати й удосконалювати? Саме це й є основною функцією машинобудівних майстерень для виготовлення прототипів. Ці спеціалізовані підприємства виступають критичним мостом між вашими файлами CAD та фізичними деталями для перевірки. перетворюючи концепції на матеріальні прототипи які можна тестувати, оцінювати й доводити до досконалості ще до запуску повномасштабного виробництва.
Майстерня для виготовлення прототипів — це виробничий заклад, спеціально оснащений і укомплектований персоналом для швидкого виготовлення невеликої кількості деталей з високою точністю. На відміну від традиційних виробничих потужностей, орієнтованих на масове випускання тисяч однакових компонентів, такі майстерні роблять акцент на гнучкості, швидкодії та інженерній співпраці. Вони створені для вирішення унікальних завдань обробки прототипів — коли проекти можуть змінюватися в процесі виконання, допуски потребують точного налаштування, а кожна деталь вимагає індивідуального підходу.
Згідно PMP Metals крім того, виготовлення прототипів є ключовим етапом, що зменшує ризики, оскільки дозволяє інженерам і дизайнерам перевірити свої ідеї ще до запуску остаточного виробництва. Такий підхід дозволяє значно зекономити кошти, вчасно виявивши виробничі дефекти або конструктивні недоліки — особливо важливо це в таких галузях, як авіація та автомобілебудування, де навіть незначні відхилення можуть призвести до серйозних наслідків.
Що відрізняє майстерні для виготовлення прототипів від виробничих потужностей
Ви, можливо, запитаєте: чи може будь-який механічний цех виконувати роботу з виготовлення прототипів? Технічно так — але спеціалізовані цехи з виготовлення прототипів мають виражені переваги, яких не можуть забезпечити загальні виробничі потужності:
- Швидкість та спритність: Цехи з виготовлення прототипів створені для швидкого виконання замовлень, часто постачаючи деталі за кілька днів замість тижнів
- Гнучкість: Вони легко враховують зміни в конструкції навіть у процесі реалізації проекту, без жорстких вимог до налаштування, притаманних виробничим лініям
- Експертиза у виготовленні малих партій: Тоді як виробничі цехи оптимізовані для випуску тисяч деталей, цехи з виготовлення прототипів спеціалізуються на партіях від однієї до кількох сотень одиниць
- Технічна підтримка: Багато з них надають зворотний зв’язок щодо конструювання з урахуванням технологічності виготовлення (DFM), щоб поліпшити ваш дизайн ще до початку обробки
Виробниче фрезерування зосереджене на ефективності й повторюваності при великих обсягах. Натомість фрезерування прототипів акцентує увагу на точності, адаптивності та здатності швидко вносити ітерації на основі результатів випробувань.
Інженерний міст між проектуванням та виробництвом
Уявіть собі магазин прототипів як першу перевірку реальності вашого продукту. Ваш цифровий дизайн може виглядати ідеальним на екрані, але фізичні прототипи розкривають проблеми, які часто упускають з уваги симуляції — наприклад, труднощі зі збиранням, поведінку матеріалів під навантаженням або неочікувані обмеження виробництва.
Як зазначено в компанії Fictiv, прототипи виконують різні завдання на п’яти етапах розробки продукту — від ранніх моделей для перевірки концепції до повністю функціональних виробів для тестування. Такий поступовий процес вимагає виробничих партнерів, які розуміють: робота з прототипами — це не просто виготовлення деталей, а підтримка всього вашого шляху розробки.
Найкращі майстерні з виготовлення прототипів стають справжніми інженерними партнерами. Вони проаналізують ваші конструкції, запропонують покращення щодо технологічності виробництва, допоможуть обрати відповідні матеріали та нададуть цінні поради, які можуть надійти лише з багаторічного практичного досвіду виготовлення. Такий співпрацюючий підхід перетворює потенційно прості відносини з постачальником на стратегічне партнерство, що прискорює ваш шлях від концепції до готового до ринку продукту.
Основні технології та можливості, яких слід очікувати
Отже, ви знайшли майстерню з виготовлення прототипів, яка, здається, підходить вам — але як визначити, чи мають вони потрібне обладнання для вашого проекту? Розуміння основних технологій, доступних у сучасних майстернях, допоможе вам ставити кращі запитання й формувати реалістичні очікування. Розглянемо детальніше, що повинна пропонувати добре оснащена майстерня.
Можливості фрезерування та токарної обробки з ЧПУ
Фрезерування та токарна обробка з ЧПУ утворюють основу майже кожної операції виготовлення прототипів. Ці процеси адитивного виробництва починаються з цільних блоків або циліндрів матеріалу й видаляють усе зайве, залишаючи готову деталь.
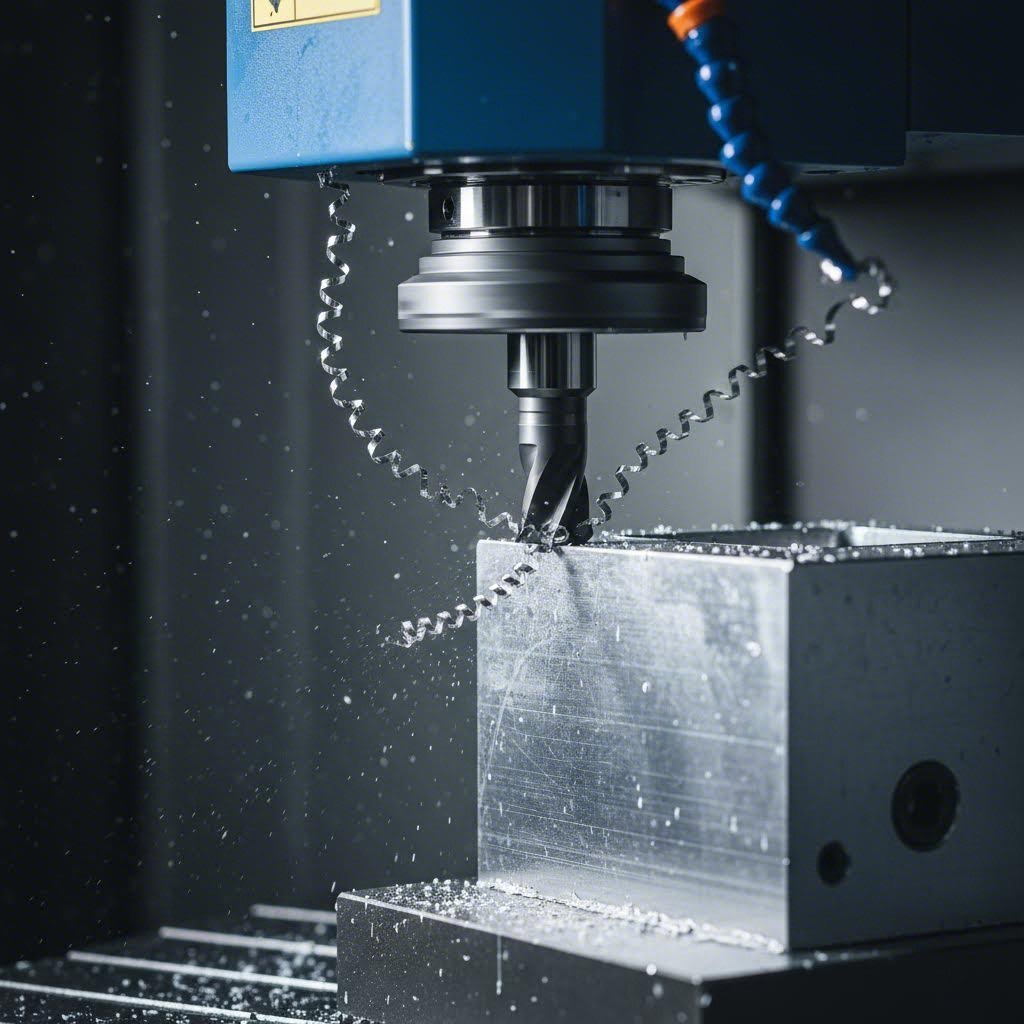
При фрезеруванні з ЧПУ обертові інструменти для різання — так звані торцеві фрези — видаляють матеріал із нерухомої заготовки. Згідно з даними компанії Protolabs, ці різальні інструменти обертаються з надзвичайно високою швидкістю — десятки тисяч обертів на хвилину, при цьому передбачено регулювання швидкості для більш чутливих матеріалів. Сучасні верстати з ЧПУ часто мають п’ятиосеву можливість, що означає одночасне переміщення інструменту вздовж усіх осей — ідеально для складної геометрії, наприклад, лопатевих коліс або складних корпусів.
З іншого боку, токарна обробка з ЧПУ передбачає обертання заготовки, тоді як нерухомі або обертові різальні інструменти формують циліндричні деталі. Уявіть собі виготовлення бейсбольної бити на токарному верстаті — саме так працює токарна обробка, лише з набагато вищою точністю. Багато сучасних токарних верстатів оснащені живими інструментами, що дозволяє виконувати такі елементи, як осьові й радіальні отвори, площини, канавки та пази, без необхідності окремої фрезерної обробки.
Ось чого ви можете очікувати від кваліфікованого центру прототипування з ЧПУ:
- фрезерування від 3 до 5 осей: Більша кількість осей означає можливість виготовлення складніших геометрій за меншу кількість установок
- Багатофункціональні верстати: Комбіновані можливості фрезерування та токарної обробки зменшують кількість переналадок і підвищують точність
- Широка сумісність з матеріалами: Алюміній, сталь, титан, латунь, мідь та інженерні пластики, такі як PEEK, Delrin та полікарбонат
- Швидке виготовлення: Деталі поставляються протягом декількох днів, а іноді — навіть протягом 24 годин для прискорених замовлень
Наприклад, замовлюючи прототип з алюмінію методом ЧПК, ви можете розраховувати на чудову оброблюваність матеріалів, таких як 6061 або 7075, високу точність розмірів і гладку поверхню — все це з короткими термінами виконання.
Точні допуски, на які можна покластися
Допуски визначають, наскільки близько до ідеалу має бути ваш готовий виріб. Згідно з даними компанії Protocase, обробка на верстатах з ЧПК забезпечує різний рівень точності залежно від ваших вимог:
| Прецезійний рівень | Допуск | Типові застосування |
|---|---|---|
| Стандартна точність | ±0,005" (0,13 мм) або більше | Загальні прототипи, корпуси, кріпильні скоби |
| Преміум-точність | ±0,001"–±0,005" (0,025–0,13 мм) | Деталі та вузли для функціонального тестування |
| Ультраточність | ±0,0001"–±0,001" (0,0025–0,025 мм) | Медичні пристрої, аерокосмічні компоненти |
За даними компанії Protolabs, допуски на окремі елементи при обробці прототипів на верстатах з ЧПК можуть досягати ±0,001" (±0,025 мм). Однак більш жорсткі допуски означають вищу вартість — тому надавайте вимоги щодо ультраточної обробки лише там, де це справді необхідно для функціонування виробу.
Додаткові технології для повних рішень у сфері прототипування
Найкращі майстерні з виготовлення прототипів не обмежуються лише фрезеруванням на ЧПК. Сучасні виробничі потужності часто інтегрують додаткові технології, щоб пропонувати повні рішення:
- Електроерозійна обробка (EDM): Дозволяє створювати гострі внутрішні кути та складні геометричні форми, які неможливо отримати за допомогою традиційних різальних інструментів
- 3D Друкування: Ідеально підходить для складних органічних форм, внутрішніх решіток або коли швидкість важливіша за властивості матеріалу
- Штампування під тиском: Для виготовлення прототипів пластикових деталей, призначених для серійного виробництва, або створення проміжних інструментів
- Виготовлення листового металу: Лазерне різання, гнуття та зварювання для корпусів і конструктивних елементів
Цей гібридний підхід до виробництва змінює те, що вважалося можливим. Згідно з All3DP , компанії, які поєднують 3D-друк із фрезеруванням на ЧПК, скорочують терміни виготовлення вражаючим чином — у деяких випадках з 10 тижнів до 72 годин, одночасно зменшуючи відходи матеріалу до 97 %. Для алюмінієвого прототипу, виготовленого на ЧПК із складними внутрішніми каналами, можна спочатку надрукувати на 3D-принтері деталь, близьку до остаточної форми, а потім обробити на верстаті критичні поверхні до досягнення остаточних допусків.
Під час оцінки майстерень з виготовлення прототипів звертайте увагу на ті, що пропонують кілька технологій під одним дахом. Така інтеграція забезпечує швидші терміни виконання замовлень, краще спілкування та безперервний перехід між процесами — саме це потрібно вам під час швидкої ітерації через ревізії проекту.
Розуміння цих можливостей допомагає підібрати до ваших проектних вимог відповідне обладнання. Але як вибрати між фрезеруванням з ЧПУ, 3D-друкуванням чи іншими підходами для ваших конкретних потреб? Цей каркас прийняття рішень розглядається далі.
Вибір правильної технології виготовлення прототипів для вашого проекту
У вас уже готовий дизайн і наближається дедлайн. Тепер постає критичне питання: яка технологія виготовлення прототипів забезпечить найкращі результати? Неправильний вибір призводить не лише до втрати коштів — він може повністю зірвати весь графік розробки. Добре новина? Структурований підхід до прийняття рішень усуває випадковість і гарантує, що ваш прототип справді відповість на ті запитання, на які ви очікуєте відповіді.
Згідно Sigli найбільш надійним способом уникнути витратних помилок на етапі прототипування є впровадження стандартизованого методу вибору. Команди, які ставлять «швидкість і вартість» у пріоритет перед функціональними вимогами, часто спричиняють накопичення затримок — прототипи деформуються під час випробувань, розтріскуються під час збирання або дають вводять у оману результати, що спрямовують розробку в неправильному напрямку.
Відповідність технології вимогам вашого проекту
Перш ніж порівнювати технології, запитайте себе: яке питання має відповісти цей прототип? Це єдине уточнення робить приблизно 60 % ваших виробничих рішень очевидними. Прототипи, як правило, поділяються на чотири категорії:
- Концептуальні моделі: Візуальні зображення для демонстрації ідей та стимулювання обговорення
- Прототипи для перевірки посадки: Деталі, зібрані разом для підтвердження точності розмірів і допусків
- Функціональні прототипи: Компоненти, що піддаються реальним експлуатаційним навантаженням і умовам роботи
- Зразки перед випуском у виробництво: Деталі, які повинні пройти регуляторні випробування або отримати схвалення замовника
Після того як ви визначили завдання прототипу, оцініть свої технічні вимоги:
- Властивості матеріалів: Чи потрібна йому термостійкість, гнучкість або певна механічна міцність?
- Вимірна точність: Які допуски є справді критичними, а які — лише бажаними?
- Фінішна обробка поверхні: Чи має він виглядати готовим до серійного виробництва чи просто правильно функціонувати?
- Потрібна кількість: Один зразок чи двадцять для тестування в кількох командах?
- Тисячний графік: Скільки часу у вас є на ітерації — дні, тижні чи місяці?
Ось робоча схема прийняття рішень: спочатку оберіть технологію виготовлення, а потім уточніть матеріали. Багато команд роблять навпаки — вибирають матеріал, наприклад ABS, і намагаються «примусити» його працювати в тій технології, яка здається найшвидшою. Проте кожна технологія виготовлення прототипів має вбудовані обмеження, які й так обмежують ваш вибір. Починаючи з правильної технології, ви зменшуєте навантаження на прийняття рішень і запобігаєте проблемам сумісності.
Коли ЧПУ переважає над 3D-друком і навпаки
Суперечка щодо вибору між CNC і 3D-друком не стосується того, яка технологія «краща» — вона стосується того, яка з них відповідає вашим конкретним вимогам до проекту згідно з Fictiv, кожен підхід має свої унікальні переваги, а найкращий вибір залежить від ваших потреб щодо матеріалів, вимог до деталізації та обмежень за термінами виконання.
Обирайте швидке прототипування на ЧПК, коли вам потрібно:
- Висока точність і жорсткі допуски (компоненти для авіаційної або автомобільної промисловості)
- Функціональні прототипи, які повинні витримувати навантаження або екстремальні умови
- Металеві деталі, що вимагають міцності й довговічності
- Гладкі поверхні з мінімальними вимогами до додаткової обробки
- Властивості матеріалу, ідентичні властивостям серійних виробів
Оберіть 3D-друк, коли вам потрібно:
- Швидка інтеграція ітерацій у цикли проектування — ефективно за часом і вартістю
- Складна геометрія з деталізованими елементами, внутрішніми конструкціями або органічними формами
- Легкі конструкції, оптимізовані щодо ефективності використання матеріалу
- Індивідуальні одноразові прототипи, для яких витрати на оснастку були б надмірно високими
- Тестування матеріалів за низькою ціною до прийняття рішення про остаточне виробництво
У таблиці нижче порівнюються основні методи створення прототипів за ключовими критеріями:
| ТЕХНОЛОГІЯ | Точність | Варіанти матеріалу | Швидкість | Вартість (мала партія) | Краще для |
|---|---|---|---|---|---|
| Обробка CNC | ±0,001" до ±0,005" | Метали, інженерні пластики, композити | зазвичай 1–5 днів | Вища вартість на один виріб | Функціональне тестування, деталі, що відповідають вимогам серійного виробництва |
| SLA (смола) | ±0,002" до ±0,005" | Фотополімерні смоли | Години – 2 дні | Від низького до середнього | Високодеталізовані візуальні моделі, герметичні щодо рідини деталі |
| SLS (нейлон) | ±0,005" до ±0,010" | Нейлон, нейлон із скловолокном | 2-5 Днів | Середня | Функціональні зборки, защелки, корпуси |
| MJF | ±0,003" до ±0,007" | Нейлон, TPU | 2-4 дні | Середня | Міцні деталі з вдосконаленою поверхнею |
| FDM | ±0,010" до ±0,020" | PLA, ABS, PETG, нейлон | Години – 2 дні | Дуже низька | Попередні концепції, великі прості геометрії |
| Вакуумне лиття | ±0,010" до ±0,015" | Поліуретан (імітує PP, ABS, гуму) | 5-10 днів | Помірна (на партію) | Тестування споживчих товарів, невеликі партії |
Зверніть увагу, як прототипи, виготовлені за допомогою ЧПУ, вирізняються високою точністю та автентичністю матеріалу, тоді як технології 3D-друку переважають у випадках, коли найважливішими є геометрична складність або швидкість. Швидка машина для прототипування, що використовує SLA, може надати детальні візуальні моделі вже наступної доби, але такі деталі не витримають механічних випробувань на міцність, на відміну від алюмінієвих або сталевих деталей, виготовлених методом фрезерування з ЧПУ.
Гібридний підхід: отримання найкращого від обох світів
Ось що виявили досвідчені команди розробників продуктів: найекономніша стратегія часто поєднує кілька технологій. Згідно з Fictiv, використання 3D-друку для ранніх етапів ітерацій — швидкого й доступного тестування концепцій дизайну — з подальшим переходом на фрезерування з ЧПУ для функціональних прототипів та остаточних випробувань забезпечує ефективність на всіх етапах розробки.
Уявіть, що ви розробляєте новий промисловий корпус клапана.
- виготовити модель методом SLA для перевірки ергономічності та отримання схвалення зацікавлених сторін
- Створити прототипи методом SLS для початкової перевірки посадки разом із суміжними компонентами
- Замовте швидке виготовлення прототипів методом механічної обробки з використанням фактичного виробничого матеріалу для тискового тестування
- Удоскональте свій прототип, виготовлений на ЧПК-верстаті, на основі результатів тестування перед запуском виготовлення оснастки
Такий підхід дозволяє швидко й недорого виявити помилки на ранніх етапах, одночасно забезпечуючи, що остаточне верифікаційне тестування проводиться з використанням деталей, які максимально точно відповідають виробничим. Як зазначає компанія Protolabs, навіть один і той самий матеріал може поводити себе по-різному під час друку та механічної обробки — тому функціональне тестування слід завжди проводити з використанням технології виготовлення, яка відповідає вашим виробничим намірам.
Один практичний порада: підготовлюючи запити пропозицій (RFQ) на виготовлення прототипів на ЧПК-верстатах, обов’язково включайте до них вимоги щодо тестування разом із розмірними специфікаціями. У такому разі виробничі майстерні зможуть порекомендувати відповідні марки матеріалів та методи механічної обробки, щоб гарантувати, що ваші деталі справді витримають заплановане верифікаційне тестування.
Після вибору технології та визначення вимог до проекту наступним кроком є розуміння того, що саме відбувається під час співпраці з майстернею з виготовлення прототипів — від першого електронного листа до отримання готових деталей у руки.

Повний процес роботи зі слюсарно-механічною майстернею для виготовлення прототипів
Ви обрали технологію, підготували свій дизайн та визначили перспективного постачальника послуг з механічної обробки прототипів. Що далі? Для багатьох інженерів та розробників продуктів саме на цьому етапі починає виникати невизначеність. Чого варто очікувати після натискання кнопки «Надіслати» у вашому першому запиті? Скільки часу триває кожен етап насправді? І на якому етапі проекти найчастіше зазнають невдачі?
Розуміння повного процесу співпраці перетворює вас із пасивного замовника на обізнаного партнера. Коли ви знаєте, що відбувається «за кulisами» — і які рішення вимагають вашого втручання, — ви можете передбачити затримки, надавати кращу інформацію з самого початку та, врешті-решт, отримувати свої механічно оброблені прототипи швидше. Давайте розглянемо кожен етап — від першого контакту до остаточної поставки.
Від першого контакту до остаточної поставки
Шлях від початкового запиту до отримання готового прототипу проходить за передбачуваним сценарієм, хоча терміни можуть варіюватися залежно від складності проекту та потужності виробничого цеху. За даними компанії Protolis, прозорість і відповідальність на кожному етапі забезпечують безперебійну співпрацю, яка відповідає вашим вимогам щодо термінів, технологій та бюджету.
Ось повний процес, розбитий на зручні для виконання етапи:
-
Дослідження та розрахунок вартості (зазвичай 24–48 годин)
Ви надсилаєте свій запит на цитування (RFQ) разом із 3D-файлами, 2D-кресленнями, перевагами щодо матеріалів, вимогами до оздоблення та необхідною кількістю. Інженерна команда цеху аналізує ваше замовлення щодо можливості виготовлення та виявляє потенційні перешкоди. Будьте готові до уточнюючих запитань, якщо у вашому дизайні передбачено елементи, що важко обробляти, або вказівки щодо допусків, які потребують уточнення. -
Підтвердження замовлення та оптимізація перед виробництвом (1–2 дні)
Після вашого схвалення комерційної пропозиції обсяг проекту фіксується за допомогою підтвердження електронною поштою. Саме на цьому етапі проводиться аналіз конструювання для виробництва (DFM). Виробничий цех може запропонувати зміни для поліпшення оброблюваності, зниження витрат або підвищення якості деталі. Згідно з JLCCNC, на цьому етапі ваша проектна модель перетворюється в програму керування верстатом з ЧПУ за допомогою ПЗ CAM, підбираються відповідні інструменти та оптимізуються параметри обробки. -
Закупівля матеріалів (того ж дня — до 1+ тижня)
Поширені матеріали, такі як алюміній 6061 або нержавіюча сталь 304, зазвичай є на складі. Спеціальні сплави, екзотичні пластики або матеріали з певними сертифікатами можуть вимагати окремого замовлення, що додасть до терміну виконання днів або тижнів. -
Виробництво (зазвичай 1–7 днів)
На всіх етапах механічної обробки за проектом керує спеціально призначений менеджер проекту, який забезпечує постійний зв’язок із замовником. Для складних деталей може знадобитися кілька установок, заміна інструментів та виконання різних технологічних операцій — чернова, напівчистова та чистова обробка, що послідовно підвищують точність виготовлення. -
Інспекція якості (включена в термін виготовлення)
Після механічної обробки деталі проходять ретельний контроль якості, під час якого перевіряються зовнішній вигляд, точність розмірів та функціональні характеристики. Багато виробничих майстерень надають звіти про інспекцію з фотографіями для вашого ознайомлення перед відправленням. -
Доставка (3–12 днів залежно від способу)
Експрес-доставка займає 3–5 днів, тоді як економічні варіанти тривають довше. Ви отримаєте інформацію для відстеження, щоб контролювати стан вашого відправлення.
Повний цикл від запиту комерційної пропозиції (RFQ) до доставки зазвичай триває від одного тижня для простих деталей з матеріалів на складі до кількох тижнів для складних вузлів, що вимагають спеціальних матеріалів та жорстких допусків.
Що відбувається після надсилання ваших проектних файлів
Той момент після надсилання ваших файлів може сприйматися як «чорна скринька». Що саме робить виробнича майстерня з вашим проектом? Розуміння цього процесу допоможе вам заздалегідь надавати більш повну інформацію та ефективніше реагувати на запитання, які можуть виникнути.
Згідно з Creatingway, етап початкового огляду проекту забезпечує відповідність ваших CAD-моделей можливостям виробництва та очікуванням замовника. Ось що відбувається на виробничій дільниці:
- Перевірка файлів: Інженери перевіряють, чи ваша 3D-модель коректно імпортується без відсутніх граней, накладання геометрії або інших помилок CAD, які призводять до проблем під час обробки
- Оцінка технологічності виготовлення: Команда оцінює, чи можна обробити елементи так, як це передбачено у проекті — перевіряючи доступ інструменту, мінімальні радіуси в кутах, товщину стінок та піднутрення
- Перевірка допусків: Критичні розміри виділяються, щоб забезпечити здатність виробничої дільниці витримати задані вами допуски за допомогою наявного обладнання
- Обговорення вибору матеріалу: Якщо ви вказали матеріал, його перевіряють на придатність для вашого застосування; якщо ні — команда запропонує варіанти, ґрунтуючись на ваших вимогах
- Оцінка вартості та термінів виконання: Час на підготовку, час обробки, вартість матеріалу та будь-які додаткові операції враховуються при розрахунку вашої пропозиції
Для тих, хто шукає послуги з виготовлення прототипів за технологією ЧПУ в Саванні або в інших регіонах, цей процес огляду залишається незмінним — хоча місцеві майстерні можуть запропонувати переваги щодо швидкості комунікації та термінів доставки для термінових проектів.
Практичні поради для кожного етапу
Щоб стати більш обізнаним замовником, потрібно знати, на яких етапах проекти зазвичай затримуються, і як уникнути таких затримок. Ось поетапні рекомендації, щоб ваш проект швидкого прототипування з обробки деталей за технологією ЧПУ рухався без перешкод:
Під час подання запиту на пропозицію (RFQ):
- Надавайте як тривимірні (STEP, IGES), так і двовимірні файли (PDF із геометричними характеристиками та допусками — GD&T); не надавайте лише один формат
- Вказуйте реальну дату завершення, а не штучно ранішу дату
- Зазначте, які допуски є функціонально критичними, а які — загальними розмірами
- Вкажіть, чи призначена деталь для перевірки форми/посадки, функціонального тестування чи демонстрації клієнту
Під час технічного огляду проекту:
- Відповідайте на технічні запитання протягом 24 годин, щоб зберегти інтенсивність робіт
- Будьте відкриті до пропозицій щодо DFM — виробничі майстерні бачать сотні проектів і знають, що працює
- Запитайте про альтернативні підходи, якщо вартість певної функції здається надто високою
Під час виробництва:
- Замовте фотографії перших зразків деталей до завершення повного випуску
- Визначте єдину точку контакту для спрощення комунікації
- Підтвердіть, що вимоги до інспекції відповідають вашим реальним потребам — надмірне уточнення вимог збільшує витрати
Під час доставки:
- Негайно огляньте деталі після отримання й задокументуйте будь-які проблеми за допомогою фотографій
- Надавайте зворотний зв’язок — навіть позитивний зворотний зв’язок допомагає виробничим майстерням покращувати роботу та надавати перевагу надійним клієнтам
Згідно з Protolis, якщо ви виявите невідповідності після отримання деталей, авторитетні виробничі майстерні негайно розпочнуть розслідування й співпрацюватимуть із вами, щоб визначити найкращий спосіб дій, у тому числі заміну деталей, якщо це необхідно.
Послуга прототипування з ЧПУ, яку ви обираєте, має значення, але не менш важливо, наскільки ефективно ви взаємодієте з постачальником. Технічні майстерні, які отримують повну інформацію з самого початку, підтримують чітке спілкування протягом усього процесу та оперативно відповідають на запити, постійно забезпечують кращі результати. Ваша роль як обізнаного партнера безпосередньо впливає на якість і швидкість виготовлення ваших механічно оброблених прототипів.
Тепер, коли ви розумієте процес, давайте зосередимося на одному з найважливіших чинників успіху: підготовці файлів вашого дизайну та технічних специфікацій ще до того, як ви звернетесь до майстерні.
Підготовка файлів вашого дизайну та технічних специфікацій для досягнення успіху
Уявіть, що ви надсилаєте свої конструкторські файли й замість цього отримуєте потік уточнювальних запитань — або ще гірше: деталі, які не відповідають вашим очікуванням. За даними Yicen Precision, більше 35 % виробничих помилок виникає через проблеми з конструкторськими файлами, зокрема через відсутність допусків, нечіткі розміри або неправильне вказання матеріалів. Час, який ви витрачаєте на підготовку файлів заздалегідь, безпосередньо впливає на швидкість виконання замовлення, кількість коригувань та якість результатів прототипування методом фрезерування на ЧПК.
Отже, що ж розділяє подання, готове до розрахунку ціни, від того, що призводить до затримок? Це залежить від надання повної, структурованої документації, яка не залишає місця для тлумачень. Розглянемо детально, що саме вам потрібно.
Обов’язкові формати файлів та документація
Ваша 3D-модель є основою для прототипів, виготовлених методом фрезерування на ЧПК, але формат файлу, який ви обираєте, має більше значення, ніж може здаватися. Не всі формати зберігають геометричну точність, необхідну для вашого проекту.
Згідно з Hubs, більшість майстерень з виготовлення прототипів приймають і надають перевагу таким форматам:
- STEP (.stp, .step): Галузевий стандарт для робіт з ЧПУ — зберігає точну геометрію й сумісний практично з усім ПЗ CAM
- IGES (.igs, .iges): Поширений формат-спадок із високою сумісністю, хоча для нових розробок загалом краще використовувати STEP
- Parasolid (.x_t, .x_b): Рідний формат SolidWorks, що зберігає точність параметрів деталей
- Оригінальні CAD-файли: Файли SolidWorks (.sldprt), Inventor (.ipt) або Fusion 360, якщо майстерня підтримує їх
А щодо файлів STL? Хоча вони придатні для 3D-друку, файли STL є сітковими, а не математично точними — в них відсутні точні розміри, і вони можуть знижувати точність у застосуваннях точного фрезерування прототипів. Уникайте їх, якщо їх спеціально не замовлено.
Крім вашої 3D-моделі, додайте 2D-технічне креслення (у форматі PDF), що передає те, що сама модель не може показати:
- Вказівки допусків для критичних розмірів
- Специфікації різьби (розмір, крок, глибина)
- Вимоги до поверхневої обробки
- Специфікації матеріалу та термічної обробки
- Будь-які примітки для фрезерувальника
Згідно з Hubs, якщо технічні креслення не відповідають завантаженим файлам, CAD-файл вважається еталонним для геометрії, тоді як креслення визначає допуски, різьбу та спеціальні вимоги. Збереження їх синхронізації запобігає плутанині.
Ефективне комунікування критичних вимог
Чи замислювались ви колись, чому деякі цитати повертаються за вищою ціною, ніж очікувалося? Часто це відбувається через те, що допуски вказані занадто жорстко по всьому виробу. Ось реальність: вказувати ±0,001" усюди, коли насправді лише дві стикуючі поверхні потребують такого допуску, кардинально збільшує час обробки й вартість.
Згідно з Protolabs, стандартні допуски фрезерування й токарної обробки ±0,005" (0,127 мм) ідеально підходять для більшості елементів. Жорсткіші допуски слід застосовувати лише до функціональних інтерфейсів — отворів під підшипники, посадок валів або ущільнювальних поверхонь. Їхня рекомендація: використовувати двосторонні допуски, чітко вказані (наприклад, +0,000/−0,010"), і дотримуватися трьох знаків після коми, щоб уникнути плутанини.
Щодо шорсткості поверхні, вказуйте значення шорсткості лише там, де це має значення:
- 63 µin (1,6 µм): Стандартна оброблена поверхня для плоских і перпендикулярних поверхонь
- 125 µin (3,2 µм): Типова для криволінійних поверхонь
- 32 µin (0,8 µм) або гладша: Вимагає додаткових операцій — вказуйте лише за функціональної необхідності
Якщо ваш дизайн передбачає геометричне нормування та допуски (GD&T), обов’язково вкажіть вимоги щодо справжнього положення, площинності, циліндричності, концентричності або перпендикулярності за потреби. Ці специфікації забезпечують збереження критичних взаємозв’язків між елементами під час прототипування на CNC-верстатах.
Ваш контрольний список перед поданням
Перш ніж надсилати файли, пройдіть цей контрольний список підготовки, щоб виявити типові проблеми:
- Формат файлу підтверджено: STEP або IGES для універсальної сумісності
- Одиниці виміру підтверджені: Модель масштабована 1:1 у правильних одиницях (дюйми або міліметри)
- Геометрія очищена: Відсутні накладаючіся грані, відсутні поверхні або «сиротські» елементи
- Внутрішні кути заокруглені: Додайте фаски щонайменше на ⅓ глибини порожнини для забезпечення розміщення інструментів для різання
- Товщина стінок перевірена: Мінімум 0,8 мм для металів, 1,5 мм для пластмас
- Критичні допуски визначені: Жорсткі допуски лише там, де це необхідно з функціональної точки зору
- Матеріал вказано: Включіть клас та будь-які вимоги щодо сертифікації
- Зазначено стан поверхні: Вкажіть значення шорсткості для естетичних або функціональних поверхонь
- Позначення різьби повні: Розмір, крок, глибина та тип різьби чітко задокументовані
- надано 2D-креслення: PDF-файл із усіма специфікаціями, які 3D-модель не може передати
Останній порада від Yicen Precision: видаліть зайві естетичні елементи, такі як текст або декоративні деталі, з файлів прототипів. Ці елементи ускладнюють механічну обробку, не додаючи функціональної цінності. Якщо потрібне брендування, вкажіть гравірування тексту (а не рельєфне тиснення) шрифтом без засічок мінімального розміру 20 пунктів.
Виконання цих підготовчих кроків перетворює ваше замовлення з «потребує уточнення» на «готове до розрахунку ціни» — а ця різниця часто означає різницю між отриманням деталей через кілька днів і через кілька тижнів. Коли ваші файли правильно підготовлені, виникає наступне запитання: скільки часу насправді триватиме процес?

Терміни виготовлення та очікуваний час виконання для швидкого прототипування
"Скільки часу знадобиться на виготовлення моїх деталей?" — це запитання, яке ставить собі кожен інженер, і воно рідко отримує чітку відповідь. Справа в тому, що терміни виготовлення деталей у рамках швидкого фрезерування значно варіюються залежно від факторів, які більшість прототипних майстерень пояснюють недостатньо чітко. Розуміння причин, що впливають на ці строки, допомагає реалістично планувати роботу, уникнути зриву дедлайнів та точно доносити очікування до зацікавлених сторін.
Згідно промислові дані від China CNC Source , середні строки виготовлення деталей методом ЧПУ зазвичай становлять від одного до чотирьох тижнів залежно від складності, матеріалів та обсягів виробництва. Однак сучасні послуги швидкого прототипування з використанням ЧПУ значно скоротили ці строки — деякі постачальники можуть поставити деталі вже через два–чотири дні для простих проектів.
Розуміння стандартних та прискорених строків виконання
Прототипні майстерні зазвичай пропонують кілька рівнів обслуговування, де кожен рівень поєднує швидкість і вартість. Ось що можна очікувати:
Стандартний термін виконання (5–10 робочих днів) відображає стандартний графік виконання більшості проектів швидкого прототипування на ЧПУ. Ваше замовлення потрапляє в чергу виробництва після інженерного огляду, а механічна обробка здійснюється в рамках звичайного розкладу. Цей варіант забезпечує найкраще співвідношення ціни й якості, коли терміни виконання не є критичними.
Прискорений термін виконання (2–5 робочих днів) розміщує ваш проект у пріоритетній черзі перед замовленнями за стандартним графіком. Згідно з Fictiv, швидке фрезерування на ЧПУ — також відоме як «швидке виготовлення деталей» або «швидке фрезерування на ЧПУ» — має на меті скоротити терміни поставки деталей клієнтам. Очікуйте додаткової оплати — зазвичай на 25–50 % вище за стандартні ціни.
Обслуговування того самого дня або наступного дня передбачено для справжніх аварійних ситуацій. Деякі виробничі потужності можуть надати деталі протягом 24–48 годин, хоча такий рівень терміновості супроводжується значним зростанням вартості та обмеженням щодо складності деталей.
Наведена нижче таблиця демонструє типові діапазони термінів виконання для різних типів проектів та рівнів складності:
| Тип проекту | Стандартний графік | Прискорений графік | Ключові змінні |
|---|---|---|---|
| Прості деталі (1–2 налагодження) | 5–7 робочих днів | 2-3 робочих дні | Наявність матеріалу, кількість |
| Середня складність (3–4 налаштування) | 7–10 робочих днів | 3-5 робочих днів | Вимоги до допусків, остаточна обробка |
| Висока складність (5 і більше налаштувань, жорсткі допуски) | 10–15 робочих днів | 5–7 робочих днів | Багатоосьова механічна обробка, контроль |
| Збірки (кілька деталей) | 12–20 робочих днів | 7–10 робочих днів | Кількість деталей, перевірка посадки |
| Потреба в спеціальних матеріалах | Додати 5–15 робочих днів | Додати 3–7 робочих днів | Пошук матеріалів, сертифікація |
Згідно з інформацією компанії Fictiv, їхня платформа може поставляти деталі вже через два дні — порівняно з десятьма днями або більше у традиційних механічних майстернях. Ця перевага у швидкості досягається за рахунок оптимізованого процесу цитування, автоматизованого зворотного зв’язку щодо проектування для виготовлення (DFM) та оптимального планування виробництва.
Фактори, що подовжують або скорочують ваш термін виготовлення
Чому дві, на перший погляд, схожі проекти отримують котирування з істотно різними термінами виконання? Кілька факторів впливають на терміни виготовлення деталей методом швидкого фрезерування з ЧПК:
Складність дизайну: Прості деталі з базовими елементами оброблюються швидше, ніж компоненти зі складною геометрією, жорсткими допусками або потребуючі кількох технологічних операцій. Згідно з інформацією China CNC Source, складні компоненти, які вимагають фрезерування, токарної обробки та свердлення, потребують більше часу на програмування, підготовку обладнання та власне виробництво.
Доступність матеріалів: Поширені матеріали, такі як алюміній 6061, нержавіюча сталь 304 та дельрін, зазвичай є на складі й готові до негайного виробництва. Спеціальні сплави, сертифіковані авіаційні матеріали або екзотичні пластики можуть вимагати окремого замовлення — що додасть днів або навіть тижнів.
Вимоги до допусків: Стандартні допуски (±0,005") оброблюються швидко. Ультраточні допуски (±0,0005") вимагають повільніших подач, додаткового контролю та, можливо, кількох остаточних проходів.
Обсяг виробництва: Навпаки, замовлення на невелику кількість прототипів часто виконуються швидше, ніж великі партії. За даними Xometry, замовлення великих обсягів потребують більш детального планування, більше часу роботи обладнання та додаткових перевірок якості.
Додаткові операції: Термічна обробка, анодування, нанесення покриттів або прецизійне шліфування збільшують тривалість виготовлення. Кожен додатковий етап подовжує термін виконання на один–п’ять днів.
Потужність майстерні: Навіть найкраще виробниче підприємство має обмежені потужності. У періоди підвищеної завантаженості строки виконання зростають. Побудова довірливих стосунків із майстернею з виготовлення прототипів — а також надання точних прогнозів щодо майбутніх замовлень — допомагає забезпечити необхідну потужність у той час, коли це найбільш критично.
Ваша оперативність: Швидке фрезерування з ЧПУ залежить від швидкості прийняття рішень. Затримки у затвердженні комерційних пропозицій, відповідях на технічні запитання або підтвердженні вибору матеріалів безпосередньо подовжують ваші строки виконання.
Професійна порада: Замовлюючи розрахунки, уточнюйте поточне навантаження майстерні. Термін виконання замовлення протягом одного тижня в період низького навантаження може збільшитися до трьох тижнів, якщо ви почнете чекати, поки їхній графік не заповниться.
Розуміння цих факторів дає вам змогу оптимізувати власні терміни виконання. Вказуйте поширені матеріали, послаблюйте неточності для некритичних параметрів і швидко відповідайте на запити майстерні — ці дії часто скорочують термін поставки на кілька днів. Коли реалістичні очікувані терміни встановлено, наступним важливим елементом головоломки є розуміння фактичної вартості вашого проекту прототипування.
Розуміння вартості прототипування та отримання точних розрахунків
Ви визначили очікуваний термін виконання — тепер постає питання, яке може вирішити долю бюджету проекту: скільки це насправді коштуватиме? На відміну від серійного виробництва, де ціна за одиницю виробу розраховується за передбачуваними формулами, вартість прототипів, виготовлених методом ЧПУ, залежить від багатьох змінних, що можуть суттєво вплинути на кінцеву цінову пропозицію. Розуміння цих чинників вартості перетворює вас із замовника, який просто приймає будь-яку цифру у комерційній пропозиції, на обізнаного покупця, здатного оптимізувати конструкцію, об’єктивно порівнювати пропозиції та уникати неприємних сюрпризів у бюджеті.
Згідно з Komacut, вартість прототипу визначається не лише фізичним об’єктом, який ви отримуєте, а й усім процесом розробки — від перевірки файлів до остаточного контролю якості. Добра новина полягає в тому, що, як тільки ви зрозумієте, що саме впливає на ціни, ви отримаєте можливість приймати більш зважені рішення на кожному етапі.
Ключові чинники, що впливають на вартість прототипування
Чому ціна одного прототипу вдвічі перевищує ціну іншого для, здається, подібних деталей? Кілька взаємопов’язаних факторів визначають вартість оброблених на верстатах прототипних деталей:
- Вибір матеріалу та його використання: Вартість сировини різко варіює. Згідно з Komacut, тверді матеріали, такі як нержавіюча сталь і титан, вимагають більше часу на механічну обробку та спеціального інструменту, що значно підвищує витрати порівняно з м’якшими матеріалами, наприклад алюмінієм, який обробляється швидко й з меншим зносом інструменту.
- Складність дизайну: Деталі зі складними елементами, кількома установками, вузькими внутрішніми кутами або складною геометрією вимагають більше часу на програмування, нижчих швидкостей подачі та спеціалізованого інструменту. Згідно з Джексоном Гедденом , типова вартість прототипу може становити від 3 000 до 10 000 доларів США або більше залежно від складності — прості литі корпуси знаходяться в нижньому діапазоні, тоді як індивідуальні механізми мають вищу вартість.
- Вимоги до допусків: Стандартні допуски (±0,005") коштують менше, ніж робота з ультраточними допусками (±0,0005"). Більш жорсткі допуски вимагають нижчих швидкостей обробки, додаткового часу на інспекцію та, можливо, кількох остаточних проходів.
- Тип обробки та кількість осей: Згідно з Komacut, фрезерування на 3-вісному верстаті коштує менше за годину, ніж робота на 5-вісному верстаті. ЧПК-токарна обробка, як правило, швидша й економічніша за фрезерування для круглих деталей через простішу підготовку та операції.
- Міркування щодо кількості: Витрати на підготовку розподіляються на більші замовлення, що знижує ціну за одиницю. Проте обсяги прототипних замовлень рідко досягають рівня, необхідного для суттєвого ефекту масштабу.
- Додаткові операції: Термічна обробка, поверхнева обробка, анодування, металізація або збирання додають витрати понад базову механічну обробку.
- Платні послуги прискореної доставки: Прискорені замовлення, як правило, мають надбавку 25–50 % порівняно зі стандартними термінами виконання.
Згідно з Part Hub, кожна додаткова послуга, яку вимагає ваш виріб — остаточна обробка поверхні, спеціалізовані випробування або складна документація щодо якості — збільшує як термін виконання, так і вартість. Ключовим є розуміння того, які вимоги є справді необхідними, а які — лише бажаними.
Отримання точних цитат та уникнення прихованих зборів
При замовленні механічно оброблених деталей онлайн або через традиційні процеси надання цитат повнота вашого запиту безпосередньо впливає на точність цитати. Неповна інформація призводить до закладання резерву на невідомі фактори — або, що гірше, до несподіваних платежів після початку виробництва.
Ось як оформити запит на цитату, щоб вона відображала реальні витрати:
- Надавайте повну документацію: Надавайте 3D-файли (у форматі STEP), 2D-креслення з допусками, специфікації матеріалу та вимоги щодо кількості. Відсутність інформації змушує виробничі майстерні робити припущення щодо найгіршого сценарію.
- Чітко вкажіть, що саме вам потрібно: Згідно з Джексоном Хедденом, складність конструкції, кількість спеціальних деталей та доступність матеріалів відіграють вирішальну роль у формуванні остаточної ціни. Чітко вкажіть вимоги до стану поверхні, параметри різьби та документацію щодо інспекції.
- Визначте критичні та загальні допуски: Майстерні надають цитати на основі найсуворішого вказаного допуску. Вказівка ±0,001" для всіх розмірів, коли лише дві характеристики вимагають такого допуску, непотрібно збільшує вартість.
- Дізнайтеся про можливі заміни матеріалів: Іноді інший сплав або марка пластику забезпечують еквівалентну продуктивність за нижчою ціною. Досвідчені майстерні можуть запропонувати альтернативи.
- Запитуйте деталізовані розбивки: Розуміння того, як вартість розподіляється між підготовкою, механічною обробкою, матеріалами та остаточною обробкою, допомагає виявити можливості оптимізації.
Порівнюючи пропозиції різних майстерень з виготовлення прототипів, звертайте увагу не лише на підсумкову суму:
- Чи включає цитата звіти про інспекцію та сертифікати?
- Яка політика щодо відхилень у розмірах або неконформних деталей?
- Чи включено вартість доставки в цитату чи вона додається окремо?
- Які умови оплати застосовуються — і чи стягуються комісії за обробку кредитних карток?
- Чи передбачає цитата конкретні марки матеріалів або загальні специфікації?
Згідно з Part Hub, ефективне спілкування між вами та компанією з виготовлення прототипів є вирішальним. Заздалегідь домовтеся про чіткі очікування щодо того, що включено в ціну, які ситуації призводять до додаткових платежів і як будуть оброблятися зміни в конструкції під час виробництва. Виробники, які надають регулярні оновлення та прозоре ціноутворення, зазвичай забезпечують менше неприємних сюрпризів — навіть якщо їхні початкові цитати не є найнижчими.
Пам’ятайте: найдешевша цитата не завжди є найкращим варіантом з точки зору співвідношення ціни й якості. Підприємство, яке виявляє проблеми з конструкторською документацією під час її перевірки, пропонує модифікації для зниження витрат і вчасно постачає деталі високої якості, часто забезпечує кращу загальну цінність, ніж той учасник тендеру, який пропонує найнижчу ціну, але вимагає кількох циклів доробок.
Маючи чітке розуміння того, що впливає на вартість обробки деталей на ЧПУ та як отримати точні розрахунки, ви готові більш стратегічно оцінювати потенційних партнерів. Наступним кроком є розробка критеріїв для вибору відповідного цеху з виготовлення прототипів деталей під ваші конкретні потреби.
Як оцінити та вибрати правильного партнера з виготовлення прототипів
Ви визначили вимоги до свого проекту, підготували файли та розумієте, чого можна очікувати від процесу. Тепер настає рішення, яке може визначити успіх або невдачу вашого графіку розробки: вибір правильного цеху з виготовлення прототипів. Оскільки тисячі підприємств стверджують, що вони виготовляють швидкі прототипні деталі, як відрізнити справжньо кваліфікованих партнерів від тих, хто змусить вас постійно переслідувати затримки й проблеми з якістю?
Відповідь полягає в систематичній оцінці. Згідно з PEKO Precision, вибір точного центру ЧПК-обробки вимагає великої уваги, щоб забезпечити вибір кваліфікованого центру з відповідними можливостями. Більшість команд OEM-оцінки включають фахівців із закупівель, якості та інженерів — кожен із них відповідає за оцінку різних аспектів партнерства. Ви також можете застосувати такий же структурований підхід, навіть як окремий покупець.
Сертифікації якості, що мають значення
Сертифікати виступають як незалежне підтвердження того, що центр підтримує стабільні системи якості. Проте не всі сертифікати мають однакову вагу для вашого конкретного застосування. Ось на що слід звернути увагу:
- ISO 9001: Базовий сертифікат з управління якістю — більшість авторитетних центрів прототипування мають його як мінімум
- AS9100: Обов’язковий для авіаційних застосувань, свідчить про підвищену відстежуваність та контроль процесів
- ISO 13485: Необхідний для прототипування медичних пристроїв із жорсткими вимогами до документації
- IATF 16949: Золотий стандарт автомобільної промисловості, що вимагає запобігання дефектам і постійного покращення на всіх етапах ланцюга поставок
Чому IATF 16949 має значення навіть для робіт поза автомобільною галуззю? Згідно з PEKO Precision, незалежно від типу сертифікації якості, оцінювачі мають перевірити, чи дотримуються щоденних процедур дисципліни та документування правильно й послідовно. Саме такий рівень суворості й вимагає IATF 16949 — від інспекції першого зразка до документації щодо прослідковуваності.
Крім сертифікацій слід уточнити, чи застосовується Статистичний контроль процесів (SPC). Згідно з Конкурентне виробництво , SPC передбачає збирання та аналіз даних для визначення найбільш підходящого технологічного процесу обробки — що в кінцевому підсумку підвищує якість і надійність, а також знижує експлуатаційні витрати. Підприємство, що використовує SPC, відстежує критичні розміри в режимі реального часу й вчасно виявляє відхилення, перш ніж вони призведуть до виготовлення неспівмісних деталей.
Для потреб у прототипуванні автомобільних компонентів підходять виробничі потужності, такі як Shaoyi Metal Technology продемонструвати, як ця комбінація виглядає на практиці — сертифікація IATF 16949 у поєднанні зі суворими протоколами SPC, що забезпечує виготовлення компонентів з високою точністю та термінами виконання до одного робочого дня. Це встановлює стандарт якості для швидкого прототипування методом ЧПУ-обробки в галузях із підвищеними вимогами.
Оцінка інженерної підтримки та комунікації
Сертифікати розповідають про системи. Але щодо людей, які керують цими системами? Якість інженерної підтримки та оперативність комунікації часто визначають успіх проекту більше, ніж перелік обладнання.
Згідно з PEKO Precision, клієнтам OEM необхідно оцінювати стратегії, які використовують виробничі дільниці для виготовлення деталей — різні обсяги замовлень, налагодження, тривалість циклів та організація виробничого потоку можуть суттєво вплинути на ціну, якість та терміни виконання. Це означає, що слід оцінити, чи здатна інженерна команда дільниці оптимізувати саме ваш проект, а не просто запускати типові програми.
Ось ваш чек-лист для оцінки інженерної підтримки:
- Якість зворотного зв’язку щодо проектування для технологічності (DFM) Чи вони проактивно пропонують покращення конструкції чи просто роблять розрахунок на основі надісланих вами матеріалів?
- Час реакції: Як швидко вони відповідають на технічні запитання? За години чи за дні?
- Єдиний контактний пункт: Чи призначено спеціального менеджера проекту, чи вам доводиться звертатися до різних людей для отримання оновлень?
- Експертіза матеріалів: Чи можуть вони рекомендувати альтернативні варіанти, які поєднують ефективність і вартість?
- Підхід до вирішення проблем: Коли виникають проблеми, чи надають вони рішення чи лише описують самі проблеми?
Швидкість комунікації має більше значення, ніж може здаватися. Згідно з Competitive Production, ефективна співпраця вимагає прозорості та підзвітності — однак це працює лише за умови вільного двостороннього обміну інформацією. Підприємство, яке відповідає на прості запитання протягом трьох днів, буде вирішувати виробничі проблеми ще довше.
Якщо ви шукайте постачальника послуг з виготовлення прототипів методом ЧПУ в Саванні або в штаті Джорджія, застосуйте ті самі критерії. Регіональна близькість може прискорити комунікацію та доставку, але лише за умови, що підприємство спочатку відповідає вашим технічним вимогам.
Можливості обладнання та його масштабованість
Крім сертифікатів і кваліфікованих кадрів, оцініть фізичні можливості, які визначають те, що підприємство здатне реально виробляти:
- Типи верстатів і їх потужність: Згідно з PEKO Precision, підприємства слід оцінювати за типами наявних верстатів — від високошвидкісних до високомоментних, багатоосевих, вертикальних, горизонтальних і всіх проміжних варіантів
- Системи MRP/ERP: Комплексна система планування є надзвичайно важливою для управління виробництвом кількох деталей із дотриманням строків поставки
- Докази безперервного вдосконалення: Шукайте реалізацію методологій Six Sigma, Lean або Kaizen із задокументованими результатами
- Управління ланцюгом поставок: Ефективні команди забезпечують управління надходженням матеріалів і вторинними операціями аутсорсингу — це критично важливо для складних зборок
- Фінансова стабільність: Покладання довіри на проблемну компанію може призвести до серйозних порушень у ланцюзі поставок
Для швидкого прототипування проектів з використанням CNC, які можуть бути масштабовані до серійного виробництва, оцініть, чи здатний ваш партнер обслуговувати обидва етапи. Налаштування швидкого CNC-верстата, оптимізоване для створення прототипів, не обов’язково забезпечить ефективність у серійному виробництві — але підприємства, спроектовані для роботи на обох етапах, забезпечують безперервний перехід без необхідності повторної кваліфікації нових постачальників.
Найкращий партнер з прототипування — це не обов’язково той, хто має найвражаючіший перелік обладнання, а той, чиї технічні можливості, стиль комунікації та системи забезпечення якості відповідають саме вашим конкретним вимогам до проекту.
Після того як ви визначили свою систему оцінки, залишається ще одне критично важливе питання: що станеться, коли ваш успішний прототип потрібно буде перетворити на серійну продукцію? Саме цей перехід — і пошук партнера, який зможе його забезпечити, — є наступним кроком.
Від прототипу до серійного виробництва та масштабування виробництва
Ваш прототип успішно пройшов випробування з вражаючим результатом. Зацікавлені сторони захоплені, і тепер питання змінюється з «чи працює це?» на «як ми виготовимо тисячі таких одиниць?». Цей перехід від окремих прототипів до виробництва великих партій — це те місце, де багато проектів розробки продуктів зазнають невдачі — і саме тут правильний вибір партнера з виготовлення прототипів методом ЧПУ приносить значну вигоду.
Згідно з даними компанії Fictiv, існують суттєві відмінності між інженерним проектуванням продукту для прототипу та його проектування для серійного виробництва. Кваліфіковані виробничі партнери надають експертні знання у сфері проектування з огляду на технологічність виробництва (DFM) та проектування з огляду на ланцюги поставок (DfSC), що допомагає уникнути дорогостоящих повторних розробок і затримок на пізніших етапах.
Перехід від окремих прототипів до серійного виробництва
Стрибок від прототипування методом фрезерування з ЧПУ до повномасштабного виробництва — це не просто збільшення кількості деталей. Це фундаментальна зміна способу організації, оптимізації та контролю виробничого процесу. Ось що змінюється:
- Валідація процесу: Те, що працювало для десяти деталей, має стабільно працювати й для десяти тисяч. Це вимагає документування кожного параметра, інструменту та рішення щодо налаштування.
- Системи якості: Згідно з Fictiv, підтримка високих стандартів якості під час масового виробництва є надзвичайно важливою — міцні системи контролю якості, створені на ранніх етапах, забезпечують цілісність продукту та задоволеність клієнтів.
- Готовність ланцюга поставок: Закупівля матеріалів зміщується від разових закупівель до планового управління запасами, що вимагає кваліфікації постачальників та наявності резервних джерел постачання.
- Оптимізація витрат: Скорочення циклу виготовлення, поліпшення технологічної оснастки та вдосконалення процесів, які не мали значення для прототипів, стають критичними при серійному виробництві.
Згідно з UPTIVE Advanced Manufacturing, виробництво невеликими партіями є критичним етапом переходу від прототипування до повномасштабного виробництва. Воно допомагає виявити проблеми, пов’язані з конструкцією, виробництвом або якістю, перевірити процеси, визначити вузькі місця та оцінити ефективність постачальників.
Найрозумніший підхід? Співпрацювати з партнером, чиї можливості у сфері виготовлення прототипів на CNC-верстатах охоплюють також серійне виробництво. Такі виробничі потужності, як Shaoyi Metal Technology створені для безперервного масштабування — від швидкого виготовлення прототипів до масового виробництва, зокрема для автомобільних застосувань, таких як складання шасі та спеціальні металеві втулки. Ця інтеграція усуває ризикований етап передачі проекту від постачальника прототипів до постачальника серійного виробництва.
Найціннішим партнером у процесі виготовлення прототипів є не лише той, хто надає відмінні перші зразки, а й той, хто здатний супроводжувати ваш проект від початкової концепції до повного запуску серійного виробництва, не втрачаючи інтенсивності роботи, якості чи накопичених знань.
Конструктивні зауваження, що покращують технологічність виробництва
Ось реальність, яка часто стає несподіванкою для багатьох команд: конструкція, яка ідеально обробляється на верстаті в режимі прототипування, може виявитися неефективною або навіть проблемною при серійному виробництві. Згідно з Arshon Technology dFM — це дисципліна проектування продукту таким чином, щоб його можна було виготовляти повторно зі стабільною якістю та передбачуваними витратами на реальних заводських лініях.
Ефективні партнери з швидкого прототипування методом фрезерування з ЧПК надають зворотний зв’язок у рамках DFM, який враховує реалії виробництва на ранніх етапах:
- Спрощення конструктивних елементів: Виявлення складних геометрій, які збільшують витрати без функціональної користі
- Оптимізація допусків: Зниження вимог до неточних розмірів для підвищення виходу придатної продукції та зменшення навантаження на контроль якості
- Уніфікація матеріалів: Рекомендація марок матеріалів, що забезпечують оптимальне співвідношення між експлуатаційними характеристиками, доступністю та вартістю при великих обсягах
- Вибір процесу: Пропозиції щодо моменту, коли альтернативні технології (лиття, кування, лиття під тиском) стають економічно вигіднішими
Згідно з Fictiv, співпраця з експертом у галузі виробництва з самого початку дозволяє отримувати зворотний зв’язок у рамках DFM із орієнтацією на остаточне виробництво. Наприклад, вибір матеріалів для прототипування, які максимально наближені до матеріалів, що будуть використовуватися в серійному виробництві, забезпечує безперервний перехід — підвищуючи ефективність і зменшуючи проблеми, пов’язані з матеріалами, під час масштабування проектів.
Том Сміт, старший менеджер з розробки продуктів у компанії Fictiv, наголошує на важливості розуміння концепції «Конструювання для збирання» (DFA) під час переходу. За словами Сміта, це сприяє зменшенню проблем, що виникають під час масового збирання продуктів — зокрема, труднощів, пов’язаних із переходом від ручного збирання прототипів до автоматизованих виробничих ліній та робототехніки.
Щоб отримати швидкі послуги механічної обробки, які справді підтримують ваш цикл розробки, обирайте партнерів, які вже на початку ставлять правильні запитання: які обсяги ви плануєте? Яка ваша цільова вартість на деталь? Як саме будуть збиратися ці компоненти? Відповіді на ці запитання формують рекомендації щодо DFM, що забезпечують успішне виробництво — а не лише схвалення прототипу.
Шлях від першого прототипу до запуску виробництва перевіряє кожне прийняте вами рішення. Але з правильним партнером — тим, хто поєднує швидкість швидкого прототипування з системами якості, придатними для виробництва, — цей перехід стає природним етапом розвитку, а не стресовим передаванням завдання. Успіх вашого прототипу перетворюється на реальність виробництва.
Поширені запитання щодо машинних майстерень з виготовлення прототипів
1. Що таке майстерня з виготовлення прототипів?
Майстерня з виготовлення прототипів — це спеціалізований виробничий заклад, оснащений сучасними верстатами з ЧПК та технологіями, призначеними для швидкого виготовлення невеликих партій прототипів або окремих компонентів. На відміну від традиційних виробничих потужностей, орієнтованих на масове виробництво, майстерні з виготовлення прототипів надають пріоритет гнучкості, швидкості та інженерній співпраці. Вони спеціалізуються на виготовленні від одного до кількох сотень деталей, надають зворотний зв’язок щодо конструювання з урахуванням можливостей виробництва та дозволяють вносити зміни в конструкцію навіть у середині проекту без жорстких вимог до підготовки, характерних для виробничих ліній.
2. Яку годинну ставку встановлюють токарі?
Погодинні тарифи на обробку на ЧПУ значно варіюють залежно від типу верстата та складності завдання. Для середніх за розміром токарних верстатів з ЧПУ типові ставки становлять 50–110 дол. США за годину, тоді як горизонтальні фрезерні верстати з ЧПУ коштують 80–150 дол. США за годину. Більш потужні 5-вісні верстати з ЧПУ коштують 120–300+ дол. США за годину, а швейцарські токарні верстати — 100–250 дол. США за годину. Ці ставки враховують вартість обладнання, кваліфікацію оператора та можливості досягнення високої точності. У разі виготовлення прототипів загальна вартість проекту залежить від часу підготовки, вибору матеріалу, вимог щодо допусків та додаткових операцій, а не лише від погодинних ставок.
3. Скільки часу, як правило, триває виготовлення прототипів на верстатах з ЧПУ?
Терміни виготовлення прототипів методом фрезерування на ЧПУ зазвичай становлять від 2 до 15 робочих днів і залежать від складності. Прості деталі, для виготовлення яких потрібно 1–2 налагодження, можна поставити протягом 2–7 днів, тоді як деталі середньої складності виготовляються за 7–10 днів. Високоскладні компоненти з жорсткими допусками можуть вимагати 10–15 робочих днів. Прискорені послуги дозволяють скоротити ці терміни на 30–50 % за додаткову плату. Наявність матеріалів, вимоги до точності та додаткові операції, такі як анодування або термічна обробка, також впливають на графік поставок.
4. Які формати файлів приймають майстерні з виготовлення прототипів?
Більшість майстерень з виготовлення прототипів надають перевагу файлам формату STEP (.stp, .step), оскільки це галузевий стандарт для роботи з ЧПУ: вони зберігають точну геометрію й сумісні практично з усім ПЗ CAM. Файли IGES також широко приймаються. Крім того, додайте 2D-технічне креслення у форматі PDF із зазначенням допусків, параметрів різьби та вимог до шорсткості поверхні. Уникайте файлів STL для точних робіт на верстатах з ЧПУ, оскільки вони не забезпечують математичної точності. Файли нативних CAD-систем (SolidWorks, Inventor або Fusion 360) можуть бути прийняті, якщо майстерня підтримує їх.
5. Як обрати між фрезеруванням на верстатах з ЧПУ та 3D-друкуванням для прототипів?
Оберіть фрезерування з ЧПУ, коли вам потрібна висока точність (допуски ±0,001″), функціональні прототипи для випробувань на стійкість до навантажень, металеві деталі, що вимагають міцності, або матеріальні властивості, ідентичні властивостям деталей серійного виробництва. Оберіть 3D-друк для швидкої ітерації конструкцій, складних геометрій із внутрішніми елементами, легких конструкцій або недорогих концептуальних моделей. Багато успішних проектів поєднують обидві технології: 3D-друк використовується на ранніх етапах перевірки концепції, а фрезерування з ЧПУ — для остаточних функціональних випробувань із матеріалами, що відповідають тим, що застосовуються у серійному виробництві.