 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Від завантаження CAD до дверей: як насправді працює онлайн-сервіс ЧПУ

Що насправді означає онлайн-послуга ЧПУ для сучасного виробництва?
Чи замислювались ви колись, як інженери перетворюють цифровий дизайн у точну металеву деталь, навіть не відвідуючи цех звертачного обладнання? Саме це й забезпечує онлайн-послуга ЧПУ. Уявіть її як цифровий міст, що з’єднує ваш екран комп’ютера з передовим виробничим обладнанням будь-де у світі.
У своїй основі онлайн-послуга ЧПУ — це хмарна платформа, яка дозволяє завантажувати 3D-файли CAD, одразу отримувати розрахунок вартості та виготовляти точні деталі на верстатах з ЧПУ з подальшою їх доставкою безпосередньо до вас. Без телефонних дзвінків. Без очікування кілька днів на комерційну пропозицію. Без географічних обмежень. Вам просто потрібно завантажити свій дизайн, вибрати потрібні специфікації, а платформа сама виконає все — від механічної обробки до контролю якості.
Від цифрового файлу до фізичної деталі
Чарівна перетворення відбувається за допомогою оптимізований цифровий процес коли ви завантажуєте CAD-модель (зазвичай у форматі STEP, IGES або STL), алгоритми платформи миттєво аналізують геометрію вашої деталі. Вони розраховують час обробки, оцінюють складність та враховують вартість матеріалів. Усього за кілька секунд ви отримуєте онлайн-розрахунок вартості CNC-обробки, який у традиційних каналах зазвичай займає дні.
Цей процес CNC-виготовлення усуває багаторазову переписку електронною поштою, яка раніше визначала виробничі взаємини. Замість того щоб пояснювати свої вимоги кільком постачальникам, платформа безпосередньо читає ваш файл проекту й перетворює його на практичні дані для виробництва.
Революція онлайн-виробництва
Чому це має значення? Традиційні процеси механічної обробки часто передбачають надсилання запитів до кількох місцевих майстерень, очікування ручної оцінки та переговори щодо умов. Онлайн-сервіс CNC-обробки скорочує весь цей процес до хвилин замість тижнів.
Кожна сучасна платформа включає такі обов’язкові компоненти:
- Система миттєвого розрахунку вартості: Системи на основі штучного інтелекту, які аналізують вашу 3D-модель та генерують точну ціну на основі геометрії, допусків та вимог до виробництва
- Інтерфейс вибору матеріалу: Вичерпні бібліотеки металів, пластмас та спеціальних матеріалів із детальними специфікаціями їхніх властивостей
- Варіанти обробки: Вибір між фрезеруванням, токарною обробкою, багатоосьовою механічною обробкою та різними операціями остаточної обробки, адаптованими під ваше застосування
- Панель відстеження замовлення: Реальний час спостереження за станом виробництва, результатами контролю якості та оновленнями щодо відправки
Як працює обробка в хмарі
Уявіть, що ви розміщуєте замовлення на своєму ноутбуці о 9:00 ранку й точно знаєте, коли ваші прецизійні деталі будуть доставлені — без жодного телефонного дзвінка. Саме це й є сила хмарних платформ послуг ЧПК.
Робочий процес відбувається в логічній послідовності. Спочатку ви завантажуєте файли свого дизайну та вказуєте вимоги щодо типу матеріалу, обробки поверхні та допусків. Потім система автоматично виконує аналіз проекту з огляду на технологічність виготовлення (DFM), виявляючи потенційні проблеми до початку виробництва. Це запобігає дорогостоячим помилкам і забезпечує оптимізацію ваших деталей для ефективного фрезерування та токарної обробки.
Після схвалення ваше замовлення направляється сертифікованим виробничим партнерам у межах глобальної мережі платформи. Ці підприємства працюють відповідно до стандартизованих протоколів якості, що гарантує однаковий рівень результатів незалежно від їхнього географічного розташування. У процесі виробництва інтегровані системи контролю якості перевіряють відповідність кожного розміру вашим технічним вимогам.
Що в результаті? Безперервне з’єднання цифрового проектування з фізичним виробництвом, що забезпечує виготовлення точних деталей методом ЧПК швидше, прозоріше й часто дешевше, ніж це можливо за традиційними методами.
Розуміння можливостей фрезерування, токарної обробки та багатоосевої обробки на верстатах з ЧПК
Отже, ви завантажили свій CAD-файл і отримали миттєву цитату. Але тепер платформа просить вас вибрати метод обробки. Фрезерування на ЧПК? Токарна обробка на ЧПК? 5-вісна обробка? Якщо ці варіанти здаються вам надмірно складними, ви не самі. Більшість онлайн-платформ перелічують ці процеси, не пояснюючи, який із них справді підходить для вашого проекту.
Ось правда: вибір правильного процесу — це не про технічну термінологію, а про відповідність форми вашої деталі методу обробки, що забезпечує її найефективніше виготовлення. Розглянемо кожен варіант простими словами, які ви дійсно зможете використовувати.
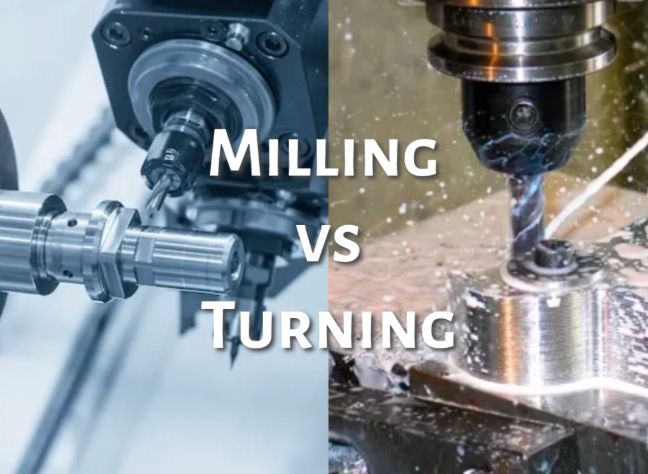
Просте пояснення різниці між фрезеруванням та токарною обробкою
Фундаментальна різниця між фрезеруванням на ЧПК та токарною обробкою на ЧПК зводиться до одного питання: що обертається під час процесу різання?
У Турнірна обробка CNC у цьому процесі заготовка швидко обертається, тоді як нерухомий різальний інструмент знімає матеріал. Уявіть собі круглу пруткову заготовку, що обертається в токарному верстаті, тоді як інструмент зрізає зайвий матеріал. Цей процес чудово підходить для створення циліндричних форм — валів, штирів, втулок та різьбових компонентів. Якщо ваша деталь переважно кругла або симетрична відносно центральної осі, послуги ЧПУ-токарної обробки, як правило, забезпечують скорочені терміни виробництва та нижчу вартість.
У Фрезерування CNC у цьому процесі відбувається зворотне: заготовка залишається відносно нерухомою, тоді як обертаються багатоточковий фрезерний інструмент рухається по її поверхні. Уявіть собі торцеву фрезу, що обертається з високою швидкістю й вирізає кармані, пази та складні контури у блоці алюмінію. Деталі, виготовлені на ЧПУ-фрезерних верстатах, ідеально підходять, коли потрібні плоскі поверхні, похилі елементи або складні тривимірні геометрії, які не обертаються навколо центральної осі.
Ось практичний спосіб прийняти рішення: зверніть увагу на поперечний переріз вашої деталі. Якщо він є круглим по всій довжині, то токарна обробка, ймовірно, буде найкращим варіантом. Якщо ж деталь має плоскі поверхні, кармані або елементи на кількох сторонах, то доцільніше використовувати фрезерування.
Коли доцільно застосовувати 5-вісне фрезерування
Стандартне 3-вісне фрезерування передбачає рух інструменту вздовж осей X, Y та Z. Цього достатньо для багатьох деталей, але що робити, якщо у вашому дизайні є піднутренні поверхні, криволінійні елементи або особливості під складними кутами?
Саме тут стають незамінними послуги 5-вісного CNC-фрезерування. Ці сучасні верстати додають дві обертальні осі, що дозволяє інструменту підходити до заготовки з практично будь-якого кута. Замість багаторазового переустановлення деталі (що призводить до похибок у вирівнюванні), 5-вісний верстат виконує складну геометрію за один раз — в єдиній установці.
Коли слід вказувати необхідність 5-вісних можливостей? Розгляньте такі сценарії:
- Аерокосмічні компоненти: Лопатки турбін, колеса компресорів та конструкційні кронштейни з органічними кривими
- Медичні імпланти: Тазостегнові суглоби, компоненти хребта та хірургічні інструменти, що вимагають гладких, контурних поверхонь
- Автомобільні деталі: Корпуси двигунів із глибокими порожнинами та складними кутами
- Порожнини форм: Складне оснащення з підрізами та деталізованими поверхневими елементами
Компроміс? Обробка на 5-осевих верстатах, як правило, коштує дорожче через вищі ставки за використання обладнання та складність програмування. Однак для складних деталей цей метод часто дозволяє зекономити загалом за рахунок усунення кількох установок і зменшення ризику накопичення похибок у межах допусків.
Для надмаленьких, складних деталей, отриманих точінням — наприклад, тих, що використовуються в медичному обладнанні або електроніці, — швейцарське точіння пропонує ще один спеціалізований варіант. Такі верстати проводять заготовку у вигляді прутка крізь бушинг, розташований дуже близько до різального інструменту, забезпечуючи надзвичайну точність при обробці мініатюрних діаметрів, яку стандартні токарні верстати досягти не можуть.
Підбір оптимального технологічного процесу для вашої деталі
Неправильний вибір означає надмірні витрати або триваліші строки поставки. Скористайтеся цим порівнянням для правильного вибору:
| Тип процесу | Найкраще застосування | Типові допуски | Рівень складності | Відносна вартість |
|---|---|---|---|---|
| Турнірна обробка CNC | Вали, штифти, втулки, різьбові стрижні, циліндричні корпуси | ±0,001" до ±0,005" (±0,025 мм до ±0,127 мм) | Низька до середньої | $ (Найекономічніший варіант для круглих деталей) |
| фрезерування з ЧПУ по 3 осях | Плоскі деталі, кронштейни, корпуси, прості кишені та отвори | ±0,001" до ±0,005" (±0,025 мм до ±0,127 мм) | Середній | $$ (Стандарт для призматичних деталей) |
| 5-осеве CNC фрезерування | Лопатки турбін, колеса-імпелери, медичні імплантати, аерокосмічні конструкції, складні форми | ±0,0005″ до ±0,002″ (±0,013 мм до ±0,05 мм) | Високий | $$$ (Преміум-клас для складних геометрій) |
| Швейцарське оброблення | Мініатюрні гвинти, медичні штифти, електричні контакти, деталі годинників | ±0,0002″ до ±0,001″ (±0,005 мм до ±0,025 мм) | Високий | $$$ (Спеціалізований клас для малих діаметрів) |
Зверніть увагу, як деталі, виготовлені методом фрезерування на ЧПУ, і деталі, виготовлені методом токарної обробки на ЧПУ, задовольняють принципово різні конструкторські вимоги. Точна обробка на ЧПУ — це не вибір найбільш передового варіанта, а відповідність технологічних можливостей реальним потребам.
Багато онлайн-платформ тепер пропонують автоматичні рекомендації щодо технологічного процесу на основі завантаженої вами геометрії. Однак розуміння цих відмінностей допоможе вам перевірити такі рекомендації й прийняти зважені рішення, коли ваш проект потрапляє в «сіру зону».
Після правильного вибору технологічного процесу наступним важливим кроком є вибір одного з десятків доступних матеріалів — кожен із них має власні характеристики, що безпосередньо впливають на експлуатаційні показники, оброблюваність та вартість.
Повний посібник з вибору матеріалів для проектів ЧПК
Ви вже обрали процес механічної обробки. Тепер настає питання, яке безпосередньо впливає на експлуатаційні характеристики, термін служби та вартість вашої деталі: який матеріал слід обрати? Це рішення впливає на все — від швидкості обробки деталі до її поведінки під дією реальних навантажень.
Більшість онлайн-платформ пропонують десятки матеріалів для обробки на верстатах з ЧПК, але рідко пояснюють чОМУ чому варто обрати один матеріал замість іншого. Давайте змінимо це. Незалежно від того, чи потрібна вам легка, але міцна алюмінієва деталь ЧПК, чи стійкість до зносу бронзових деталей, розуміння властивостей матеріалів допоможе вам збалансувати експлуатаційні характеристики й бюджет.
Метали для забезпечення міцності та довговічності
Метали залишаються основою точного виробництва . Їхня поєднана міцність, теплопровідність та довговічність роблять їх незамінними для несучих конструкцій, корпусів та компонентів, що експлуатуються в агресивних середовищах.
Алюмінії займає провідне місце в онлайн-сфері CNC з цілком підстав. Вона обробляється швидко, її виробництво коштує менше, а також вона має чудове співвідношення міцності до ваги. Сплави, такі як 6061-T6, забезпечують добру стійкість до корозії та зварюваності, що робить їх ідеальними для корпусів, кріпильних кронштейнів та товарів споживчого призначення. Для застосувань, де потрібна вища міцність, сплав 7075-T6 забезпечує продуктивність, що наближається до деяких сталей — хоча й за вищої вартості матеріалу.
Сталь використовується, коли потрібна чиста міцність. Вуглецеві сталі, такі як 1018, добре обробляються й піддаються різним видам термічної обробки. Для затвердженого інструменту або компонентів, стійких до зносу, передзатверджена сталь 4140 пропонує практичний баланс. Однак висока густина сталі означає більшу масу деталей, а її висока в’язкість збільшує час обробки порівняно з алюмінієм.
Нержавіюча сталь поєднує стійкість до корозії з високою міцністю. Сталь марки 304 підходить для більшості загальних застосувань, тоді як марка 316 виправдовує себе в морських та хімічних середовищах. Яка плата за це? Нержавіюча сталь зазнає наклепу під час різання, що вимагає зниження швидкості обробки та використання спеціального інструменту — а це збільшує виробничі витрати.
Латунь і бронза мають унікальні переваги. Латунь чудово обробляється на верстатах з ЧПУ, забезпечуючи відмінну якість поверхні й мінімальне зношення інструменту. Вона ідеально підходить для декоративної фурнітури, електротехнічних компонентів та фітингів. Бронзові сплави для обробки на верстатах з ЧПУ, наприклад, підшипникова бронза C932, чудово підходять для виготовлення втулок та підшипників завдяки своїй природній змащувальності та характеристикам зносостійкості. Під час обробки бронзи ви помітите, що вона трохи дорожча за латунь, але її вартість виправдана для компонентів, де критично важливо зменшити тертя.
Інженерні пластмаси для спеціалізованих завдань
Коли важливішими є вага, електрична ізоляція або хімічна стійкість, ніж чиста міцність, інженерні пластики забезпечують вражаючу продуктивність. Ці матеріали часто замінюють метали в застосуваннях, де їхні унікальні властивості виправдовують таку заміну.
Делрін (POM/ацеталь) delrin виділяється як основний матеріал із цього класу для точних механічних компонентів. Цей пластик Delrin має виняткову стабільність розмірів, низьке тертя та вражаючу стійкість до зносу. Його жорсткість і стійкість до повзучості роблять його ідеальним для зубчастих коліс, підшипників та ковзних механізмів, де з часом важлива стабільна робота. Delrin оброблюється як сни — чисті різи, точні допуски та гладкі поверхневі шорсткості досягаються легко.
Найлон (PA) забезпечує більшу гнучкість та стійкість до ударних навантажень порівняно з Delrin. Обробка нейлону на верстатах добре підходить для деталей, які мають поглинати ударну енергію або згинатися під навантаженням. Однак оброблюваний нейлон поглинає вологу з навколишнього середовища, що може впливати на розміри та механічні властивості. Ця гігроскопічність означає, що деталі з нейлону можуть трохи змінювати свої розміри в умовах високої вологості — це критичний фактор для точних застосувань.
Отже, коли Delrin перевершує нейлон?
- Кращу стабільність розмірів при змінній вологості
- Нижчі коефіцієнти тертя для застосувань із ковзанням
- Суворіші допуски та гладші поверхневі шорсткості
- Стійкість до повзучості під тривалими навантаженнями
Обирайте нейлон, коли потрібно:
- Вища стійкість до ударних навантажень та втоми
- Більша гнучкість та подовження
- Нижча вартість матеріалу для менш відповідальних застосувань
Полікарбонат вступає в гру, коли важлива оптична прозорість або надзвичайна ударостійкість. Вона значно міцніша за акрил, зберігаючи при цьому прозорість. Захисні кришки, оглядові скла та елементи систем безпеки часто виготовляють із полікарбонату. Однак вона легше подряплюється, ніж скло, і потребує обережного поводження під час механічної обробки, щоб запобігти утворенню тріщин через напруження.
Вибір матеріалів залежно від вашого застосування
Вибір матеріалу — це не лише питання його властивостей, а й відповідності цих властивостей вашим конкретним вимогам з урахуванням витрат. Нижче наведено детальне порівняння, яке допоможе вам у прийнятті рішень:
| Матеріалу | Ключові властивості | Найкраще застосування | Оцінка оброблюваності | Рівень вартості |
|---|---|---|---|---|
| Алюміній 6061-T6 | Легкий, стійкий до корозії, зварюваний | Корпуси, кронштейни, споживчі товари, радіатори | Відмінними | $ |
| Алюміній 7075-T6 | Висока міцність, стійкість до втоми | Аерокосмічні конструкції, деталі, що піддаються високим навантаженням | Добре | $$ |
| Сталь 1018 | Ковкий, легко зварюваний, піддається поверхневому загартуванню | Вали, штифти, загальні механічні деталі | Добре | $ |
| Сталь 4140 | Висока міцність, піддається термообробці | Зубчасті колеса, вали, компоненти інструментів | Середня | $$ |
| Нержавіюча 304 | Стійкий до корозії, немагнітний | Обладнання для харчової промисловості, медичне обладнання, морська арматура | Середня | $$ |
| Нержавіюча сталь 316 | Підвищена стійкість до корозії | Хімічна промисловість, морські застосування, медичні імплантати | Середня | $$$ |
| Латунь C360 | Відмінна оброблюваність, електропровідність | Електричні з'єднувачі, декоративна фурнітура, кріплення | Відмінними | $$ |
| Бронза C932 | Стійкий до зносу, самозмащувальний | Втулки, підшипники, упорні шайби | Дуже добре | $$ |
| Дельрін (POM) | Низьке тертя, стабільність розмірів, жорсткість | Зубчасті колеса, підшипники, прецизійні механізми | Відмінними | $$ |
| Нейлон 6/6 | Стійкість до ударних навантажень, гнучкість, висока ударна в’язкість | Накладки для захисту від зносу, ролики, конструктивні елементи | Добре | $ |
| Полікарбонат | Прозорість, стійкість до ударних навантажень | Оглядові скла, захисні кришки, лінзи | Добре | $$ |
Коли алюміній перевершує сталь? Алюміній виграє, коли важлива маса, коли необхідна корозійна стійкість та коли швидша механічна обробка знижує витрати. Сталь виграє, коли пріоритетом є максимальна міцність, твердість або зносостійкість — а також коли маса не є обмеженням.
Рейтинг оброблюваності безпосередньо впливає на вашу прибутковість. Матеріали з рейтингом «Відмінно» обробляються швидше, потребують меншої кількості замін інструменту та забезпечують кращу якість поверхні без додаткової обробки. Згідно з галузевими дослідженнями щодо вибору матеріалів для CNC, оброблюваність матеріалу безпосередньо впливає на тривалість процесу та витрати: матеріали з хорошою оброблюваністю можна обробляти швидше й з меншою кількістю замін інструменту, що зменшує загальні витрати.
Уважно враховуйте компроміс між вартістю та продуктивністю. Деталь, оброблена з латуні, може коштувати дорожче за рахунок вартості сировини порівняно з алюмінієм, але якщо латунь забезпечує необхідні характеристики стійкості до зносу, тоді як алюміній виходить із ладу під час експлуатації, то вища початкова вартість запобігає дорогим замінам на місці.
Крім властивостей матеріалу, для регульованих галузей важливе значення мають сертифікації. Звіти про випробування матеріалів (MTR) надають документально підтверджені дані про хімічний склад та властивості — це обов’язково для авіаційної, медичної та автомобільної галузей. При замовленні через онлайн-платформи переконайтеся, що вибраний вами матеріал має відповідні варіанти сертифікації.
Після вибору матеріалу наступними критичними факторами — допусками та шорсткістю поверхні — визначається, чи задовольнятиме ваша деталь функціональні вимоги чи не відповідатиме очікуванням.
Допуски та шорсткість поверхні: пояснення для реальних застосувань
Ви вже обрали процес механічної обробки й підібрали ідеальний матеріал. Тепер настає рішення, яке стає підступом навіть для досвідчених інженерів: наскільки жорсткими мають бути ваші допуски та яка саме шорсткість поверхні вам справді потрібна? Якщо вказати їх надто вільно, оброблені деталі не зможуть правильно функціонувати. Якщо ж встановити надто жорсткі допуски, ви значно більше заплатите, не отримавши при цьому реальної переваги.
Ось що більшість платформ вам не розповідають: допуск у 0,001" (0,0254 мм), який ви збираєтеся вказати, може подвоїти вартість вашої деталі та потроїти термін її виготовлення. Розуміння того, коли послуги прецизійної механічної обробки виправдовують свою вищу вартість — а коли достатньо стандартних допусків — дозволяє економити кошти й одночасно забезпечує, що ваші прецизійні деталі працюватимуть точно так, як задумано.
Який допуск вам справді потрібен
Допуск визначає, наскільки розмір може відрізнятися від заданого значення. Коли деталь, оброблена на ЧПУ, має розмір 25,00 мм із допуском ±0,10 мм, будь-яке значення в діапазоні від 24,90 мм до 25,10 мм вважається придатним під час перевірки. Здається простим. Але виробничі наслідки зменшення цього допуску — зовсім не прості.
Стандартні допуски обробки — зазвичай ±0,10 мм (±0,004″) — ефективно охоплюють більшість застосувань загального призначення. Ваше механічне цехове виробництво працює зі звичайною швидкістю, використовує стандартний інструмент і проводить регулярні перевірки якості. Якщо перейти до прецизійних допусків ±0,025 мм (±0,001″), усе змінюється: потрібні температурно-контрольовані приміщення, обладнання вимагає термічної стабілізації, а процедури перевірки суттєво розширюються. Згідно з дослідженнями в галузі виробничих витрат , перехід від стандартних до прецизійних допусків зазвичай подвоює витрати, тоді як ультрапрецизійні специфікації можуть збільшити витрати в 24 рази.
Отже, коли ж більш жорсткі специфікації виправдовують додаткові інвестиції? Розгляньте такі сценарії:
- Поверхні стикування: Коли два компоненти, оброблені на ЧПУ, мають точно стикатися один з одним — наприклад, вал у підшипнику або поршень у циліндрі
- Інтерфейси збирання: Коли ваш компонент з’єднується з іншими прецизійними компонентами з мінімальним зазором
- Застосування у щільних з’єднаннях: Коли прокладки або кільця O-типу потребують певного стиснення для правильного функціонування
- Обертання з високою швидкістю: Коли незбалансованість при жорстких допусках призведе до вібрацій або передчасного виходу з ладу
Для некритичних розмірів — областей видалення матеріалу, отворів для зазорів або естетичних елементів — зазвичай цілком достатні стандартні допуски. Найбільш витратним допуском часто є той, що не забезпечує жодної функціональної переваги.
| Клас допусків | Типовий діапазон | Застосування | Вплив на витрати |
|---|---|---|---|
| Стандартний/комерційний | ±0,13 мм (±0,005″) | Загальні механічні деталі, кронштейни, корпуси, некритичні елементи | Базова ціна ($) |
| Точність | ±0,025 мм (±0,001″) | Поверхні з'єднання, посадки підшипників, монтажні інтерфейси, гідравлічні компоненти | 2× базова вартість ($$) |
| Висока точність | ±0,013 мм (±0,0005″) | Аерокосмічні конструкції, медичні імплантати, оптичні кріплення, вимірювальне обладнання | 4–8× базова вартість ($$$) |
| Ультраточність | ±0,0025 мм (±0,0001″) | Вимірювальне обладнання, оснащення для напівпровідникових технологій, спеціалізовані наукові прилади | 24×+ базова вартість ($$$$) |
Варіанти обробки поверхні та випадки, коли вони мають значення
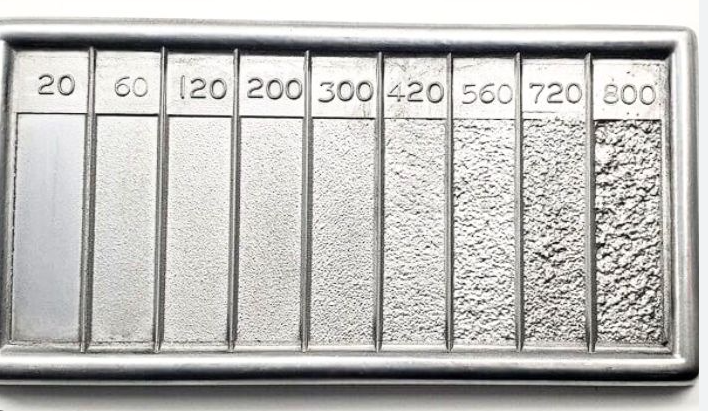
Шорсткість поверхні описує текстуру зовнішньої поверхні вашої деталі на мікроскопічному рівні. Її вимірюють параметром Ra (середня шорсткість) — менші значення означають більш гладку поверхню. Але практично важливе те, що шорсткість поверхні впливає на тертя, зносостійкість, стійкість до корозії та зовнішній вигляд.
Коли деталі оброблюють на ЧПУ-верстаті, вони мають «стандартну оброблену» поверхню. На ній залишаються видимі сліди інструменту, але для внутрішніх компонентів або деталей, які зазнають подальшої обробки, ця базова шорсткість часто є достатньою. Далі варіанти розширюються залежно від ваших функціональних і естетичних вимог:
- Стандартна оброблена поверхня (Ra 3,2 мкм / 125 мкін): Стандартна обробка на верстаті з видимими слідами інструменту. Ідеально підходить для внутрішніх компонентів, прототипів або деталей, які підлягають додатковій оздоблювальній обробці. Найекономічніший варіант.
- Гладка обробка (Ra 1,6 мкм / 63 мікродюйма): Зменшення слідів інструменту за рахунок оптимізованих параметрів різання. Підходить для загальних видимих поверхонь та стиків деталей.
- Тонка обробка (Ra 0,8 мкм / 32 мікродюйма): Мінімальні видимі сліди обробки інструментом. Підходить для прецизійних посадок, ущільнювальних поверхонь та естетичних застосувань.
- Струминне дроблення: Рівномірна матова текстура, що приховує сліди механічної обробки. Забезпечує однаковий вигляд усіх деталей і покращує адгезію фарби. Часто поєднується з анодуванням для досягнення преміального вигляду продукту.
- Анодування (тип II або тип III): Електрохімічний процес, що утворює міцний оксидний шар, стійкий до корозії, на алюмінії. Доступне в кількох кольорах. Анодування типу III («твердий шар») значно підвищує стійкість до зносу в умовах високих навантажень.
- Порошкове покриття: Стійке фарбування, доступне практично в будь-якому кольорі. Додає товщину 0,05–0,15 мм — це критично важливо для точних елементів, які можуть потребувати маскування.
- Електрополірування: Хімічний процес, що забезпечує дзеркальні поверхні на нержавіючій сталі. Зменшує шорсткість поверхні й покращує корозійну стійкість. Поширений у медичному та харчопромисловому обладнанні.
- Чорний оксид Перетворювальне покриття для сталі, що забезпечує помірну корозійну стійкість і привабливий чорний вигляд. Призводить до мінімальних змін розмірів.
Вибір типу поверхневого покриття безпосередньо впливає на складність виробництва. Як пояснює дослідження процесів оздоблення, порошкове фарбування та анодування додають товщину матеріалу, що може порушити жорсткі допуски, тому потрібне маскування критичних елементів — ручна, трудомістка операція, яка збільшує як вартість, так і терміни виконання.
Поєднання точності з бюджетними обмеженнями
Різні галузі промисловості підходять до допусків і обробки поверхонь з принципово різних філософій. У авіаційних застосуваннях часто вимагається максимальна точність через обмеження щодо маси та вимоги безпеки — кожен грам має значення, коли ви перебуваєте в повітрі. Медичні пристрої надають перевагу стабільному й надійному виробництву задля безпеки пацієнтів. Споживчі товари, як правило, поєднують візуальну привабливість із ефективністю витрат.
Найрозумніший підхід? Застосовувати жорсткі допуски лише там, де цього вимагає функціональне призначення. Створіть ієрархію допусків:
- Критичні розміри: Елементи, що впливають на посадку, функціональність або безпеку — встановлюйте точні допуски
- Важливі розміри: Елементи, що впливають на збирання або експлуатаційні характеристики — використовуйте стандартні допуски з чітко визначеними вимогами до контролю
- Довідкові розміри: Некритичні елементи — приймають те, що забезпечує процес виготовлення природним чином
Температура також має більше значення, ніж багато інженерів усвідомлюють. Алюмінієва деталь завдовжки 300 мм розширюється приблизно на 0,07 мм за кожну зміну температури на 10 °C. Встановлення допусків, що є суворішими за очікувані теплові коливання, створює неможливу виробничу ситуацію.
Під час завантаження файлів на онлайн-платформу послуг ЧПУ звертайте увагу на зворотний зв’язок щодо DFM (проектування з урахуванням технологічності виготовлення), який вказує на надмірно суворі допуски. Багато систем тепер автоматично пропонують ділянки, де специфікації можна полегшити без втрати функціональності — це дозволяє економити кошти, не жертвуючи якістю послуг точного механічного оброблення, необхідної для вашого застосування.
Зрозумівши допуски та шорсткість поверхні, ви готові пройти повний процес замовлення — від правильного підготовлення файлів CAD до відстеження ваших деталей на всіх етапах виробництва й доставки.
Повний процес від завантаження файлів CAD до доставки деталей
Ви вибрали свій процес, обрали матеріал і вказали допуски, які забезпечують баланс між точністю та бюджетом. Тепер настає момент істини: фактичне розміщення замовлення. Що відбувається після натискання кнопки «завантажити»? Що відбувається «за кulisами», перш ніж ваші деталі з ЧПУ-обробки дістануться до вас?
Розуміння цього робочого процесу перетворює вас із пасивного клієнта на обізнаного партнера у процесі виробництва. Коли ви знаєте, що відбувається на кожному етапі, ви можете готувати кращі файли, точно передбачати терміни виконання та уникати поширених помилок, які затримують проекти й збільшують витрати.
Підготовка ваших файлів CAD до успішного завантаження
Ваш верстат з ЧПУ настільки хороший, наскільки добре підготовлений файл, який ви йому надаєте. Це не перебільшення — це реальність виробництва. Неповна геометрія, неправильні формати файлів або надто складні моделі призводять до ланцюгових проблем, які впливають на весь процес виробництва.
Почніть із правильного формату файлу. Згідно з галузевими найкращими практиками підготовки файлів для ЧПУ, такі формати найкраще підходять для онлайн-послуг ЧПУ-обробки:
- STEP (.stp, .step): Універсальний стандарт для ЧПК. Точно зберігає об'ємну геометрію й сумісний практично з усіма системами CAM
- IGES (.igs, .iges): Старший формат, який досі широко підтримується. Підходить для поверхневих моделей, але під час перетворення іноді може втрачати дані
- Parasolid (.x_t, .x_b): Рідний формат SolidWorks і багатьох систем CAM. Відмінне збереження геометрії
- Оригінальні CAD-файли: Деякі платформи безпосередньо приймають файли SolidWorks, Fusion 360 або Inventor
Уникайте сіткових форматів, таких як STL або OBJ, для механічної обробки. Хоча вони ідеальні для 3D-друку, ці формати розбивають плавні криві на маленькі трикутники, що створює проблеми під час генерації траєкторій інструменту. Ваш красиво спроектований радіус перетворюється на фасетоване наближення, яке неможливо точно обробити.
Перед експортуванням пройдіть швидкий контрольний перелік:
- Переконайтеся, що ваша модель — це замкнене, герметичне тіло без відкритих поверхонь чи розривів
- Видаліть дублюючу або накладаючуся геометрію, яка плутає програмне забезпечення CAM
- Позбавтеся надто тонких стінок (товщиною менше 0,5 мм для металів і менше 1,0 мм для пластиків)
- Перевірте, чи фаски у внутрішніх кутах відповідають радіусам доступних інструментів
- Переконайтеся, що одиниці вимірювання вказані правильно — помилки між міліметрами та дюймами трапляються досить часто
Від розрахунку ціни до терміну поставки
Як тільки ваш файл буде готовий, процес замовлення відбувається за логічною послідовністю. Ось що саме відбувається на кожному етапі:
- Завантаження файлу та миттєвий аналіз: Ви завантажуєте свій CAD-файл через портал платформи. Упродовж кількох секунд автоматизовані алгоритми аналізують геометрію, розраховують об’єм видаленого матеріалу та виявляють потенційні виробничі складнощі. Більшість платформ підтримують пакетне завантаження для замовлень з кількома деталями.
- Вибір специфікацій: Ви обираєте матеріал, кількість, вимоги до точності та стан поверхні. Система в режимі реального часу перераховує вартість під час зміни параметрів — це допомагає знайти оптимальний баланс між експлуатаційними характеристиками та бюджетом.
- Аналіз конструкції на технологічність (DFM): Алгоритми платформи або інженери-люди (для складних деталей) оцінюють ваш дизайн з урахуванням виробничих обмежень. Ви отримаєте зворотний зв’язок щодо елементів, які можуть спричинити проблеми: стінки надто тонкі, отвори надто глибокі, піднутрення, для яких потрібне спеціальне інструментування. Цей етап запобігає дорогоцінним сюрпризам на подальших етапах.
- Формування кошторису: Ви отримуєте обов’язкову пропозицію, що включає ціну за одиницю, плату за налаштування (за наявності), термін виконання замовлення та варіанти доставки. Онлайн-розрахунки вартості механічної обробки зазвичай надходять протягом кількох хвилин для стандартних деталей — на відміну від днів, необхідних у традиційних каналах.
- Підтвердження замовлення та оплата: Після вашого схвалення пропозиції обробка платежу запускає планування виробництва. Ваше замовлення потрапляє в чергу виробництва з підтвердженою датою поставки.
- Виробництво: Ваші індивідуальні механічно оброблені деталі переходять у виробництво. Програмісти ЧПУ створюють оптимізовані траєкторії руху інструменту на основі вашої геометрії. Оператори налаштовують обладнання, перевіряють перші зразки та запускають серійне виробництво. Системи контролю якості забезпечують постійний моніторинг розмірної точності.
- Контроль якості: Готові деталі проходять розмірну верифікацію відповідно до ваших технічних вимог. Залежно від ваших потреб це може включати вибіркову перевірку критичних розмірів або повну інспекцію за допомогою координатно-вимірювальної машини (КВМ) з детальними звітами.
- Остаточна обробка та післяобробка: Якщо ви вказали необхідність поверхневої обробки — анодування, порошкове фарбування, металізація — деталі надсилаються на вторинні операції перед остаточним упакуванням.
- Відправлення та доставка: Деталі уважно упаковуються, щоб запобігти пошкодженню під час транспортування. Інформація про відстеження дозволяє вам контролювати хід доставки, поки деталі, виготовлені на ЧПУ, не прибудуть до вас.
Повний цикл послуг з виготовлення прототипів методом механічної обробки зазвичай триває 3–10 робочих днів і залежить від складності, доступності матеріалу та вимог до остаточної обробки. Виробництво великих партій природно подовжує терміни виконання, але вигідно відображається на ефективності, що зменшує вартість кожної окремої деталі.
Уникнення типових помилок завантаження
Після обробки тисяч замовлень онлайн-платформи регулярно виявляють одні й ті самі помилки, яких можна легко уникнути. Уникнення цих помилок прискорює ваші терміни виконання й запобігає дорогостоячим корекціям.
Відсутні або неправильні допуски: Якщо ви не вказуєте допуски, виробники застосовують свої стандартні значення (зазвичай ±0,13 мм). Цього може бути достатньо — або ж це призведе до проблем із збиранням. Чітко вкажіть критичні розміри.
Неможливі внутрішні кути: Різальні інструменти мають круглу форму. Внутрішній кут 90 градусів геометрично неможливо обробити. Додайте заокруглення (філети), що відповідають стандартним радіусам інструментів (поширені значення: 3 мм, 5 мм, 6 мм), або очікуйте, що виробник запросить уточнення — це затримає ваш термін виконання на кілька днів.
Різьба без спеціальних позначень: У вашій CAD-моделі можуть бути зображені різьбові отвори, але для ЧПУ-верстатів потрібні чіткі специфікації різьби. У технічному кресленні або примітках вкажіть тип різьби (UNC, метрична), крок, глибину та клас посадки.
Відсутні 2D-креслення для складних вимог: Хоча 3D-моделі є основою для механічної обробки, саме 2D-креслення передають спеціальні вимоги: позначки ГД&Т, вимоги до шорсткості поверхні на окремих гранях або критерії контролю. Для прототипування методом ЧПУ з простими геометріями часто достатньо лише 3D-файлів, але для виробничих деталей корисно додати допоміжні креслення.
Надмірне уточнення допусків: Вказування допусків ±0,01 мм для кожного розміру свідчить про недосвідченість і збільшує цитати. Застосовуйте жорсткі допуски лише там, де цього вимагає функціональність. Досвідчені інженери вміють розрізняти критичні посадки та загальні розміри.
Професійна порада для скорочення термінів виконання: спростіть елементи, які не впливають на функціональність. Той декоративний фаска, для якої потрібний спеціальний інструмент? Глибокий вузький паз, що вимагає інструменту з подовженою робочою частиною? Кожна нетипова особливість збільшує час на підготовку. Коли терміни жорсткі, спрощення конструкції часто має більше значення, ніж прискорена доставка.
Оптимізація вартості ґрунтується на схожих принципах. Стандартні матеріали (алюміній 6061, нержавіюча сталь 304) коштують менше й надходять швидше, ніж екзотичні сплави. Більш широкі допуски скорочують час інспекції. Великі партії розподіляють витрати на підготовку між більшою кількістю деталей. А проектування з урахуванням ефективного кріплення — рівні днища, доступні елементи, логічна послідовність обробки — скорочує час виробництва без втрати якості.
Після розміщення замовлення та запуску виробництва розуміння чинників, що впливають на ціноутворення, допоможе вам приймати більш зважені рішення щодо майбутніх проектів — а також потенційно знизити витрати на поточні проекти до остаточного затвердження технічних специфікацій.
Розуміння ціноутворення у процесі фрезерування з ЧПК та оптимізація вартості
Чи замислювались ви коли-небудь, чому дві, здавалося б, однакові деталі повертаються з дуже різними ціновими пропозиціями на фрезерування з ЧПК? Ви не самі. Більшість онлайн-платформ просто наводять цифру, не пояснюючи, як вона була розрахована. Ця непрозорість залишає вас у стані припущень: чи отримуєте ви справедливу ціну — чи переплачуєте за функції, які вам насправді не потрібні.
Ось реальність: вартість фрезерування з ЧПК не є довільною. Вона підпорядковується передбачуваним закономірностям, що базуються на конкретних чинниках, які ви можете контролювати. Розуміння цих чинників перетворює вас із пасивного покупця на активного учасника процесу, здатного стратегічно оптимізувати конструкції з метою підвищення економічної ефективності. Давайте розкриємо завісу й з’ясуємо, що насправді визначає вартість обробки ваших металевих деталей.
Які чинники справжньо визначають вартість обробки на верстатах з ЧПУ
Кожна цитата, яку ви отримуєте, відображає шість основних чинників вартості. Деякі з них ви можете контролювати на етапі проектування. Інші залежать від ваших вимог до виробництва. Усі вони взаємодіють таким чином, що створюють можливості для оптимізації.
Вибір матеріалу впливає на вартість двома способами. По-перше, ціни на сировину значно варіюються: титан коштує приблизно в 20 разів дорожче за кілограм порівняно з алюмінієм. По-друге, оброблюваність впливає на тривалість виробництва. Обробка алюмінію проходить значно швидше, ніж обробка нержавіючої сталі, оскільки більш м’які матеріали дозволяють використовувати вищі подачі й забезпечують довший термін служби інструментів. Згідно з аналізом вартості в галузі, алюміній зазвичай коштує 1–3 долари США за кілограм, тоді як титан — від 15 до 50 доларів США за кілограм.
Складність деталі безпосередньо впливає на час механічної обробки — а час означає гроші. Складні геометричні форми вимагають кількох установок, спеціального інструменту та менших швидкостей різання для забезпечення точності. Проста кронштейн може оброблятися протягом 15 хвилин. Складний корпус із глибокими карманами та складними кутами може вимагати годин.
Вимоги щодо допусків призводить до експоненційного зростання витрат. Стандартні допуски (±0,13 мм) практично безкоштовно забезпечуються за звичайного механічного оброблення. Точні допуски (±0,025 мм) вимагають контролю навколишнього середовища, ретельних вимірювань та повільнішого процесу оброблення. Ультраточні специфікації можуть збільшити витрати в 24 рази або більше.
Кількість розподіляє постійні витрати на більшу кількість деталей. Витрати на підготовку обладнання, програмування та інспекцію першого зразка виникають один раз незалежно від того, чи замовляєте ви одну деталь чи 1000. При більших обсягах ці постійні витрати значно зменшуються.
Оздоблення поверхні збільшує час оброблення й іноді потребує додаткових операцій. Деталі у стані «після механічної обробки» не вимагають додаткових витрат. Поліровані поверхні потребують додаткових проходів. Анодування, порошкове фарбування або металізація додають окремі технологічні операції з власними витратами.
Термін виконання замовлення призводить до додаткових преміальних платежів у разі необхідності термінового виготовлення деталей. Термінові замовлення порушують виробничі графіки й можуть вимагати надурочних робіт або прискореного постачання матеріалів.
| Коефіцієнт | Рівень впливу | Стратегія оптимізації |
|---|---|---|
| Вибір матеріалу | Високий | Обирайте легко доступні матеріали з хорошою оброблюваністю. Алюміній 6061 замість 7075; нержавіюча сталь 304 замість 316, коли вимоги до корозійної стійкості це дозволяють. |
| Складність деталі | Високий | Спростіть нефункціональні елементи. Зменште глибину карманів. Використовуйте стандартні радіуси інструментів для внутрішніх кутів. Розділіть надто складні деталі на збірки. |
| Специфікації Допусків | Високий | Застосовуйте жорсткі допуски лише до функціональних поверхонь з’єднання. Приймайте стандартні допуски для некритичних розмірів. |
| Кількість замовлення | Високий | Замовлюйте партіями, щоб розподілити витрати на підготовку. Розгляньте можливість замовлення майбутніх потреб разом, щоб скористатися знижками за обсягом. |
| Оздоблення поверхні | Середній | Вказуйте стан «після механічної обробки», якщо зовнішній вигляд не має значення. Використовуйте дробоструминне очищення замість полірування для однорідного вигляду за нижчою ціною. |
| Термін виконання замовлення | Середній | Заздалегідь плануйте виробництво, щоб уникнути додаткових плат за прискорене виконання. Стандартний термін виготовлення 7–10 днів, як правило, коштує на 15–30 % менше, ніж прискорені варіанти. |
Розумні стратегії зниження вартості компонентів
Зниження вартості не означає прийняття нижчої якості. Це означає усунення втрат — зайвої точності, надмірно складних елементів або неефективних конструкцій, які збільшують час механічної обробки без додавання функціональної цінності.
Почніть із аналізу кожного жорсткого допуску. Згідно з дослідженнями в галузі виробничих витрат , стандартний допуск ±0,127 мм вже є досить точним і достатнім для більшості застосувань. Кожен наступний крок у бік звуження допуску збільшує час контролю, зменшує швидкість різання та підвищує ризик відхилення деталей.
Проектуйте деталі з урахуванням ефективності обробки металу, уникайте елементів, які вимагають спеціального інструменту. Глибокі вузькі пази змушують використовувати фрези з подовженим досягом, що відхиляються й потребують менших подач. Тонкі стінки потребують ретельної підтримки та обережного різання. Нестандартні діаметри отворів вимагають спеціальних свердел замість типових інструментів із каталогу.
Розгляньте такі практичні оптимізації:
- Збільште радіуси внутрішніх кутів підбирайте радіуси закруглень, щоб вони відповідали стандартним діаметрам фрез (3 мм, 5 мм, 6 мм). Більші радіуси дозволяють швидше різати й збільшують термін служби інструменту.
- Обмежте глибину порожнин у співвідношенні 4:1 до їхньої ширини. Глибші кармані вимагають спеціального інструменту й суттєво знижують швидкість подачі.
- Використовуйте стандартні розміри отворів використовуйте діаметри отворів, що відповідають поширеним розмірам свердел, а не довільним значенням.
- Уникайте надмірних вимог до шорсткості поверхні на внутрішніх або прихованих поверхнях.
- Конструювання плоских основ для стабільного кріплення заготовки замість використання спеціальних пристроїв.
Для невеликих замовлень на фрезерування з ЧПК витрати на підготовку часто перевищують сумарні витрати на матеріал і час обробки. Вартість одного складного компонента може становити 150 дол. США, тоді як замовлення десяти таких самих компонентів може коштувати лише 300 дол. США — оскільки підготовка здійснюється один раз. Завжди розгляньте, чи є економічно вигідним замовити трохи більше одиниць, ніж потрібно в даний момент.
Знижки за кількістю та ціноутворення за обсягом
Об’ємне ціноутворення в послугах індивідуального фрезерування з ЧПК підкоряється передбачуваному патерну. Виробництво першого зразка має найвищий рівень витрат на одиницю через необхідність програмування, підготовки обладнання та валідації технологічного процесу. Кожна наступна одиниця вигідно використовує досягнуті ефекти підвищення ефективності.
Розрахунки значно сприяють вам. Дані реальних цін показують, що вартість одного компонента становить 134 фунти стерлінгів, але при замовленні 10 одиниць вартість знижується до 38 фунтів стерлінгів за одиницю — тобто на 70 %. При замовленні 100 одиниць вартість за одиницю знижується до 13 фунтів стерлінгів, що становить зниження на 90 % порівняно з вартістю однієї одиниці.
Це не магія — це економіка виробництва. Програміст ЧПУ створює траєкторії інструменту один раз. Токар налаштовує пристрій для кріплення заготовки один раз. Контроль якості встановлює протоколи вимірювань один раз. Усі ці постійні витрати розподіляються на весь ваш замовлення.
Розумні покупці використовують це кількома способами:
- Об’єднуйте замовлення замість того, щоб робити кілька невеликих замовлень протягом часу
- Замовлюйте прототипи невеликими партіями (5–10 одиниць), а не окремими екземплярами під час тестування ітерацій
- Прогнозуйте потреби у виробництві та зобов’язуйтеся до більших обсягів для отримання кращих цін
- Укладайте рамкові замовлення на постійні потреби з плановими відвантаженнями
Однак обсяг не завжди є рішенням. Для механічної обробки прототипів або перевірки проекту замовлення сотень деталей до підтвердження їх функціональності призводить до марнотратства ресурсів. Ідеальний підхід полягає у збалансуванні поточних потреб і реалістичних економій, пов’язаних з обсягом, — ніколи не замовлюйте більше, ніж ви дійсно використаєте, лише для того, щоб досягти знижки.
Ознайомившись із чинниками ціноутворення, ви переходите до наступного етапу — оцінки того, які саме онлайн-постачальники послуг ЧПУ забезпечують якість, сертифікації та комунікацію, необхідні для ваших проектів.
Як оцінювати та порівнювати онлайн-постачальників послуг ЧПУ
Ви дізналися, як працює ціноутворення та які чинники впливають на вартість. Але ось ще одне питання, що має таке ж значення: як визначити, який постачальник справді виготовить якісні деталі вчасно? Не всі онлайн-послуги ЧПУ працюють на одному й тому самому рівні. Деякі з них підтримують суворі системи контролю якості з атестованими процесами. Інші ж функціонують як посередники, з’єднуючи вас із невідомими механічними майстернями, можливості яких можуть суттєво варіюватися.
Вибір неправильного постачальника призводить не лише до втрати коштів — він також затримує проекти, створює проблеми зі збиранням виробів і потенційно шкодить вашій репутації серед власних клієнтів. Але є й гарна новина: існують об’єктивні критерії оцінки, які чітко розмежовують надійних партнерів від ризикованих спроб.
Сертифікати, які справді мають значення
Сертифікації галузі — це не просто ефектні логотипи на веб-сайті. Вони є документально підтвердженим фактом того, що виробник дотримується стандартизованих процесів забезпечення якості, які перевірені незалежними аудиторами. Згідно з дослідженнями у сфері сертифікації виробництва, сертифікації виступають опорними стовпами, що забезпечують та підтверджують кожен етап виробничого процесу в межах системи управління якістю.
Але які саме сертифікації мають значення для вашого застосування? Ось що означає кожна з основних сертифікацій:
ISO 9001 встановлює базові вимоги до систем управління якістю у всьому світі. Вона свідчить про те, що підприємство веде документовані процедури, відстежує показники ефективності та вживає коригувальних заходів щодо виявлених невідповідностей. Якщо постачальник навіть не має цієї базової сертифікації, дійте з надзвичайною обережністю.
AS9100D ґрунтується на ISO 9001 і доповнює її вимогами, специфічними для аерокосмічної галузі, зокрема жорстким управлінням ризиками, суворою документацією та контролем цілісності продукту протягом складних ланцюгів поставок. Будь-які деталі, призначені для авіаційного застосування, повинні вироблятися на підприємствах, сертифікованих за AS9100D.
IATF 16949 регулює систему управління якістю в автомобільній галузі, поєднуючи принципи ISO 9001 із секторальними вимогами щодо постійного покращення, запобігання дефектам та суворого контролю постачальників. Якщо ви виготовляєте деталі на ЧПУ-верстатах поблизу мене для автомобільної промисловості, цей сертифікат є обов’язковим.
ISO 13485 охоплює виробництво медичних виробів і передбачає суворий контроль проектування, прослідковуваності та мінімізації ризиків. Для медичних компонентів цей сертифікат є обов’язковим, щоб задовольнити вимоги регуляторних органів і забезпечити безпеку пацієнтів.
NADCAP акредитація спеціалізується саме на особливих процесах, критичних для аерокосмічної та оборонної галузей — термічній обробці, хімічній обробці та неруйнівному контролі. Це додає ще один рівень забезпечення якості понад загальні сертифікати.
Питання, які слід поставити перед замовленням
Сертифікати розповідають вам про системи. Але вам також потрібно зрозуміти, як саме конкретний постачальник виконує ваші особисті вимоги. Перш ніж укладати угоду з будь-яким онлайн-сервісом ЧПУ, отримайте відповіді на такі ключові запитання:
- Процес забезпечення якості: Які методи інспекції вони використовують? Чи проводять вони перевірки під час виробництва чи лише остаточну інспекцію? Чи можуть вони надати звіти координатно-вимірювальних машин (КВМ) щодо критичних розмірів? Підприємства з ефективним контролем якості повинні легко пояснювати свої вимірювальні можливості та протоколи калібрування.
- Трасування матеріалів: Чи можуть вони надати звіти про випробування матеріалів (MTR), що документують склад та властивості? Для регульованих галузей така документація є обов’язковою — а не факультативною.
- Можливості обладнання: На якому обладнанні вони працюють? Багатоосьові верстати, швейцарські токарні верстати та можливості електроерозійної обробки розширюють межі можливого. Дізнайтеся про вік верстатів і графіки технічного обслуговування — добре обслуговуване обладнання забезпечує стабільні результати.
- Політика щодо редагування та виправлення: Що станеться, якщо деталі надійдуть з відхиленнями від специфікацій? Авторитетні постачальники чітко викладають свою політику щодо повторного виготовлення деталей і оперативно реагують на зауваження щодо якості.
- Канали комунікації: Чи можете ви зв’язатися з інженером-практиком у разі виникнення проблем? Деякі платформи надають лише підтримку через чат-ботів, тоді як інші забезпечують безпосередній доступ до технічного персоналу, який розуміє виклики, пов’язані з механічною обробкою.
- Надійність термінів виконання: Який у них показник своєчасних поставок? Запитайте статистичні дані, а не лише обіцянки. Стабільність поставок важливіша за оптимістичні оцінки.
- Якість зворотного зв’язку щодо проектування для технологічності (DFM) Наскільки детальний їх аналіз конструкції з огляду на технологічність виробництва (DFM)? Постачальники, які виявляють потенційні проблеми до початку виробництва, економлять ваш час і кошти.
Під час оцінки відповідей звертайте увагу на конкретність. Загальні відповіді, такі як «ми маємо процеси забезпечення якості», менш вагомі, ніж детальні пояснення протоколів інспекції, графіків калібрування та задокументованих процедур.
Онлайн-послуги порівняно з місцевими механічними майстернями
Ось чесна оцінка, яку більшість онлайн-платформ вам не нададуть: іноді місцеві механічні майстерні є більш доцільним варіантом. Вибір між пошуком «CNC-майстерні поблизу мене» та використанням онлайн-послуг залежить від вашої конкретної ситуації.
Онлайн-послуги CNC є найефективнішими, коли:
- Вам потрібні миттєві розрахунки цін без телефонних дзвінків або очікування
- Географічне розташування не має значення — підійде будь-яка сертифікована установа
- Стандартні матеріали та допуски відповідають вашим вимогам
- Ви замовляєте прототипи або невеликі партії виробництва
- Прозорість ціноутворення та можливість відстеження замовлення мають значення для вашого робочого процесу
- У вас немає наявних взаємин із кваліфікованими механічними майстернями поблизу мене
Місцеві механічні майстерні є доцільним варіантом, коли:
- Ваші деталі потребують ретельної співпраці та ітеративного розвитку
- Вам потрібно особисто оглянути виробничі приміщення, обладнання та процеси
- Надзвичайно жорсткі терміни вимагають виконання замовлення в день подання або наступного дня
- Складні проекти вигідно реалізовувати за допомогою особистих дискусій щодо проектування
- Ви розробляєте власні продукти, які вимагають суворої конфіденційності
- Постійні виробничі взаємини виправдовують регулярні візити до механіка поруч із вами
Згідно з порівняльним аналізом традиційного та онлайн-фрезерування, традиційні послуги ЧПУ зосереджені на точності, наданні особистої підтримки та ретельному контролі якості — ви будуєте тісний зв’язок із виробником, що сприяє реалізації великих або спеціалізованих проектів. Онлайн-платформи роблять акцент на швидкості, зручності та оперативному доступі, проте можливо, що ви не матимете значної взаємодії з людьми, які виготовлятимуть ваші деталі.
Практична реальність? Багато покупців стратегічно використовують обидва підходи. Онлайн-платформи виконують прості деталі, де найважливішими є швидкість та прозорість цін. Місцеві слюсарні поруч ізі мною виконують складні проекти, що вимагають тісної співпраці та швидкої ітерації.
Розгляньте цю рамку для прийняття рішень: якщо ви можете повністю визначити свої вимоги у файлі CAD та письмових специфікаціях, онлайн-сервіси, як правило, забезпечують швидші та економічніші результати. Якщо ж ваш проект вимагає постійного діалогу, коригування конструкції в процесі виконання або спеціалізованих процесів, що виходять за межі стандартного механічного оброблення, місцеві машинобудівні майстерні пропонують переваги, пов’язані з побудовою довготривалих відносин, яких цифрові платформи не можуть забезпечити.
Після встановлення критеріїв оцінки розуміння того, як різні галузі застосовують ці стандарти — а також які спеціалізовані вимоги вони пред’являють — допоможе вам підібрати постачальників, які найкраще відповідають потребам вашого конкретного застосування.

Галузеве застосування: від автомобільної до авіаційно-космічної
Розуміння сертифікацій та критеріїв оцінки надає вам фундамент. Але як ці стандарти реалізуються в реальних умовах виробництва? Різні галузі не просто віддають перевагу певним сертифікаціям — вони обов’язково вимагають конкретних процесів, матеріалів та протоколів забезпечення якості, що принципово визначають роботу онлайн-послуг ЧПУ в кожній із цих сфер.
Чи ви розробляєте металеві компоненти з ЧПУ для автомобільних зборок, чи надаєте послуги точного механічного оброблення з ЧПУ для хірургічних інструментів, чи виконуєте обробку з ЧПУ для авіаційної промисловості з метою виготовлення конструкцій, критичних для польоту, — кожна галузь ставить перед вами унікальні вимоги. Давайте розглянемо, що ці вимоги означають на практиці — і як провідні виробники відповідають на них.
Вимоги до виробництва в автомобільній галузі
Автомобільна промисловість базується на простому принципі: нуль дефектів у масштабному виробництві. Коли ви виготовляєте тисячі однакових компонентів, які мають точно вписуватися в конвеєрні лінії, що працюють з високою швидкістю, узгодженість не є бажаною — вона є умовою виживання.
Сертифікація за стандартом IATF 16949 є основою системи управління якістю в автомобільній галузі. Цей стандарт виходить за межі базових вимог ISO 9001, щоб врахувати специфічні виклики масового виробництва. Згідно з дослідженнями у сфері сертифікації, IATF 16949 поєднує принципи ISO 9001 із галузевими вимогами щодо постійного покращення, запобігання дефектам та жорсткого контролю постачальників.
Що це означає для ваших автомобільних проектів з ЧПК-обробки?
- Статистичний контроль процесів (SPC): Постійний контроль критичних розмірів протягом усього виробничого циклу, а не лише на етапі остаточного контролю
- Планування якості випуску продукції (APQP): Структуровані процеси розробки та запуску нових деталей, що мінімізують виробничі ризики
- Процес затвердження деталей для виробництва (PPAP): Документовані докази того, що виробничі процеси стабільно виготовляють деталі, які відповідають специфікаціям
- Аналіз видів і наслідків відмов (FMEA): Систематичне виявлення потенційних відмов до їх виникнення
- Повна трасуваність: Документування, що пов’язує кожну деталь із конкретними партіями матеріалу, налаштуваннями обладнання та діями оператора
Типові автомобільні застосування ЧПК-обробки включають кронштейни шасі, картери коробок передач, компоненти гальмівної системи, деталі рульового механізму та спеціальні металеві втулки. Ці деталі часто вимагають обробки нержавіючої сталі для забезпечення стійкості до корозії в експонованих умовах або алюмінію — для компонентів, критичних щодо ваги.
Для виробників, які масштабують виробництво від прототипної обробки до повномасштабного випуску, автомобільна галузь вимагає партнерів, здатних забезпечити постійну якість навіть під час переходу до великих обсягів виробництва. Shaoyi Metal Technology ця здатність характерна для компанії — її виробничий комплекс, сертифікований за стандартом IATF 16949, поєднує суворий статистичний контроль процесів (SPC) із швидким масштабуванням від прототипування до серійного виробництва й пропонує терміни виконання замовлень до одного робочого дня для зборок шасі та прецизійних компонентів. Таке поєднання сертифікації, контролю процесів і швидкості вирішує фундаментальну проблему автомобільної галузі: доставку якісних деталей на конвеєр без затримок.
Стандарти точності для авіаційної та медичної галузей
Якщо в автомобільному виробництві ключовим є забезпечення узгодженості в масштабі, то в авіаційній та медичній галузях вимагається безкомпромісна точність. Наслідки невдачі — чи то руйнування лопатки турбіни на висоті 30 000 футів, чи то хірургічний імплантат, що завдає шкоди пацієнтові — роблять вимоги до якості принципово незмінними.
Вимоги до фрезерування на ЧПУ в авіаційній галузі
Згідно з дослідженнями у галузі прецизійного виробництва авіаційні деталі, такі як лопатки турбін, компоненти двигунів та конструкційні кронштейни, вимагають допусків, що становлять усього ±0,0005″ (±0,013 мм) — це вже територія ультраточності, для якої необхідні контроль умов навколишнього середовища та спеціалізоване вимірювальне обладнання.
Сертифікація за стандартом AS9100D є обов’язковою для постачальників авіаційної галузі. Цей стандарт розширює ISO 9001 додатковими вимогами, специфічними для авіаційної безпеки:
- Покращеного управління ризиками: Формалізовані процеси ідентифікації та мінімізації ризиків на всіх етапах розробки продукту
- Управління конфігурацією: Суворий контроль, що гарантує повну відповідність деталей затвердженим конструкторським документам
- Контроль цілісності продукту: Запобігання використанню контрафактних матеріалів та несанкціонованих замінників
- Первинний контрольний огляд (FAI): Комплексна перевірка того, що виробничі процеси точно відтворюють кваліфіковані деталі
Вимоги до матеріалів у галузі авіакосмічної промисловості вимагають спеціалізованих знань. Титанові сплави забезпечують виняткове співвідношення міцності до маси, але обробляються повільно й швидко зношують інструмент. Сплави на основі нікелю, такі як Інконель та інші суперсплави, стійкі до екстремальних температур, але створюють значні труднощі під час механічної обробки. Навіть прототипування вуглецевого волокна для композитних конструкцій вимагає розуміння поведінки цих матеріалів під дією різальних сил.
Типовими авіакосмічними компонентами є конструкційні кронштейни, кріплення двигунів, елементи шасі, корпуси приводів та фітінги паливної системи — кожен із них вимагає документально підтверджених сертифікатів матеріалів і повної розмірної верифікації.
Стандарти механічної обробки медичного обладнання
У виробництві медичних виробів до вимог щодо точності додаються вимоги щодо біосумісності. Цей сектор регулюється стандартом ISO 13485, який передбачає суворий контроль над проектуванням, виробництвом, прослідковуваністю та мінімізацією ризиків.
Що робить медичне фрезерування відмінним:
- Біокомпатibilнi матеріали: Титанові сплави марок 5 і 23, хірургічні нержавіючі сталі (316L, 17-4PH) та спеціалізовані пластики, такі як PEEK, які не викликають негативних реакцій у організмі
- Вимоги до чистоти поверхні: Гладкі, беззазубрені поверхні, що запобігають пошкодженню тканин та колонізації бактеріями
- Сумісність із процесами очищення та стерилізації: Деталі, розроблені так, щоб витримувати багаторазове автоклавування без деградації
- Повна відстежуваність: Кожна деталь має повну слідкуваність до конкретних партій матеріалу для можливості відкликання у разі виникнення проблем
Застосування медичного фрезерування охоплює хірургічні інструменти, ортопедичні імплантати, корпуси діагностичного обладнання та компоненти пристроїв доставки лікарських засобів. Кожен із цих виробів вимагає пакетів документації, що відповідають вимогам FDA та міжнародним стандартам для медичних виробів.
Від прототипу до масштабування виробництва
Можливо, найскладнішим етапом у виробництві є не досягнення точності — а збереження цієї точності під час збільшення обсягів від окремих прототипів до тисяч виробничих одиниць. Згідно з дослідженнями щодо масштабування виробництва, однією з найскладніших задач у розробці продукту є встановлення його ціни: якщо ви помилитесь у цьому, весь проект зійде з рельс.
Прототипування методом ЧПУ виконує принципово інші завдання, ніж виробництво серійних виробів. Обробка прототипів на верстатах з ЧПУ перевіряє концепції конструкції, тестує функціональність і виявляє проблеми ще до запуску масового виробництва. На цьому етапі швидкість, як правило, важливіша за собівартість одиниці.
Виклик переходу виникає тоді, коли успішні прототипи потрібно перетворити на реальні виробничі продукти. Це передбачає:
- Удосконалення конструкції з огляду на технологічність виготовлення (DFM): Модифікацію конструкції прототипу з метою оптимізації процесу масового виробництва
- Валідація процесу: Перевірку того, що виробничі методи стабільно забезпечують таку саму продуктивність, як і прототип
- Узгодженість матеріалу: Забезпечення точного відповідності матеріалів для виробництва властивостям матеріалів прототипу
- Створення системи якості: Впровадження протоколів інспекції, що відповідають обсягам серійного виробництва
- Оптимізація витрат: Зниження собівартості одиниці продукції за рахунок підвищення ефективності процесів без ушкодження якості
Розумні виробники вирішують ці завдання, співпрацюючи з постачальниками послуг прецизійного фрезерування на ЧПК, здатними обслуговувати обидва етапи. Співпраця з однією й тією самою виробничою базою — від стадії прототипування до серійного виробництва — усуває ризики, пов’язані з передачею проектів між різними постачальниками, де часто втрачається «традиційне знання» щодо конкретних деталей.
Саме тут постачальники, такі як Shaoyi Metal Technology, демонструють особливу цінність. Їхня здатність виготовляти швидкі прототипи з терміном виконання всього один день, а потім масштабувати виробництво до повних обсягів у межах тієї самої системи якості IATF 16949, усуває розрив, який зазвичай ускладнює перехід від прототипування до серійного виробництва. Зокрема для автомобільних застосувань їхній досвід у збиранні шасі та постійний контроль за статистичним процесним контролем (SPC) забезпечують точну відповідність серійних деталей затвердженим прототипам.
Ключовий висновок? Вибір онлайн-послуги ЧПУ — це не лише про те, щоб сьогодні виготовити прототип. Це про пошук партнера, чиї можливості відповідають усьому життєвому циклу вашого продукту — від первинної перевірки концепції до тривалого серійного виробництва. Сертифікати, процеси та галузевий досвід, які ви оцінюєте зараз, визначають, чи буде ваше виробництво масштабуватися плавно чи зазнатиме труднощів на кожному етапі переходу.
Ознайомившись із вимогами галузі, ви готові зробити останній крок: підготувати свого першого замовлення за чітким контрольним списком, що забезпечує успіх.
Починаємо роботу з першого онлайн-замовлення на ЧПУ
Ви отримали багато інформації — про технологічні процеси, матеріали, допуски, чинники ціноутворення та критерії оцінки. Тепер постає практичне запитання: як саме здійснити своє перше замовлення? Ще важливіше: як визначити, чи є онлайн-послуги механічної обробки на ЧПУ взагалі правильним вибором для вашого конкретного проекту?
Давайте зведемо всю інформацію до практичних рекомендацій. Незалежно від того, чи замовляєте ви спеціальні деталі для ЧПУ для прототипу чи плануєте серійне виробництво деталей для верстатів з ЧПУ, цей останній розділ надасть вам чітку структуру для прийняття впевнених рішень.
Ваш контрольний список попереднього замовлення
Перш ніж натиснути «завантажити», перевірте ці ключові аспекти. Кожна позиція запобігає типовим помилкам, які затримують проекти або збільшують витрати:
- Обраний процес підтверджено: Ви визначили, чи ваша деталь потребує фрезерування, токарної обробки чи багатоосьової обробки? Циліндричні деталі краще оброблювати на токарних верстатах; складні геометрії з кількома гранями потребують фрезерування; складні контури можуть виправдовувати використання 5-вісевих можливостей.
- Матеріал вказано правильно: Чи підходить вибраний вами матеріал для заданих механічних, теплових та експлуатаційних умов? Чи перевірили ви, що цей матеріал доступний через обрану вами платформу?
- Допуски встановлено пріоритетно: Чи визначили ви, які розміри є справді критичними, а які можуть відповідати стандартним допускам? Застосування жорстких допусків у всіх випадках непотрібно збільшує вартість.
- CAD-файл перевірено: Чи є ваша модель замкненим, герметичним тілом? Чи видалено дублюючу геометрію, перевірено одиниці вимірювання (мм чи дюйми) та підтверджено, що внутрішні кути мають радіуси, придатні для механічної обробки?
- Формат файлу оптимізовано: Чи завантажуєте ви файли у форматах STEP, IGES або Parasolid замість сіткових форматів, таких як STL? Твердотільні моделі точно перетворюються на інструкції для виробництва.
- Різьба та спеціальні характеристики задокументовані: Чи вказано чітко різьбу, вимоги до шорсткості поверхні на певних гранях або інші деталі, які сама геометрія CAD не може передати?
- Кількість розглянуто стратегічно: Чи розподіляються витрати на налаштування ефективно залежно від обсягу замовлення? Чи зменшення вартості одиниці продукції при незначному збільшенні замовлення є достатнім, щоб це було вигідно?
- Термін виконання реалістичний: Чи передбачено достатньо часу на виробництво, чи надмірно високі витрати за прискорене виконання безпідставно збільшують вашу цитату?
- Перевірено сертифікати: Чи має постачальник сертифікати, відповідні вашій галузі — мінімум ISO 9001, а також IATF 16949, AS9100D або ISO 13485, якщо це застосовно?
- Вимоги до документації щодо якості чітко визначені: Чи потрібні вам звіти про перевірку, сертифікати матеріалів або сертифікати відповідності? Вкажіть їх заздалегідь, а не запитуйте після завершення виробництва.
Правильний вибір виробника
Ось чесна правда: онлайн-послуги ЧПУ-обробки не завжди є оптимальним рішенням. Розуміння того, коли доцільніше використовувати альтернативи, допомагає економити час, гроші й уникнути роздратування.
Оберіть онлайн-обробку на ЧПК, коли:
- Ваша деталь вимагає точності, міцності або властивостей матеріалу, які забезпечує лише механічна обробка
- Вам потрібні функціональні прототипи з матеріалів, що використовуються у виробництві, а не лише візуальні макети
- Кількість деталей — від 1 до кількох сотень
- Ви цінуєте прозоре ціноутворення, миттєві розрахунки вартості замовлення та відстеження його статусу
- Стандартні матеріали та допуски відповідають вашим вимогам
- Терміни виготовлення (3–10 днів) вкладаються у ваш графік
Розгляньте 3D-друк замість цього, коли:
- Ваша геометрія включає внутрішні канали, решітчасті структури або органічні форми, які неможливо обробити механічним способом
- Вам потрібна дуже мала кількість (1–5 шт.) нефункціональних прототипів у короткі терміни
- Властивості матеріалу є менш критичними, ніж швидкість та геометрична свобода
- Ваш бюджет надзвичайно обмежений, а вимоги до точності помірні
Згідно з дослідженнями порівняння виробничих процесів, 3D-друк переважає для деталей із незначними геометричними обмеженнями, тоді як фрезерування на ЧПУ забезпечує більш вигідну економію на масштабі при виробництві понад 100 одиниць деталей із простими геометріями.
Розгляньте лиття під тиском, коли:
- Кількість перевищує 500–1000+ однакових пластикових деталей
- Вартість на одиницю є важливішою, ніж початкові інвестиції у виготовлення оснастки
- Ваш дизайн остаточний і малоймовірно, що зазнає змін
Розгляньте місцеві механічні майстерні, коли:
- Проекти вимагають розширеної співпраці та ітеративного розвитку
- Отримання готового продукту того ж дня або наступного дня є справді критичним
- Особисті (очима в очі) обговорення проекту покращать результати
- Пропрієтарні питання вимагають максимальних заходів конфіденційності
Багато успішних покупців стратегічно використовують кілька підходів. Швидке виготовлення прототипів за технологією ЧПУ через онлайн-платформи дозволяє швидко перевірити проектні рішення. Для серійного виробництва обсяги можуть бути переведені на ливарне виробництво методом лиття під тиском у форми. Високоспеціалізовані операції різання за технологією ЧПУ, ймовірно, залишаться з перевіреними місцевими партнерами.
Наступні кроки для вашого проекту
Тепер ви готові впевнено користуватися онлайн-виробництвом за технологією ЧПУ. Однак знання без дії залишаються теоретичними. Ось як практично рухатися далі:
Розпочніть із пробного замовлення. Якщо ви раніше не користувалися певною платформою, починайте з простішої деталі, а не з найважливішого компонента. Це дозволить перевірити їхню якість, комунікативні навички та надійність доставки до того, як ви доручите їм більш масштабні проекти.
Шукайте партнерів, готових до серійного виробництва. Якщо ваш проект може масштабуватися від прототипного фрезерування на ЧПК до серійного виробництва, оберіть постачальників, здатних обслуговувати обидва етапи. Згідно з критеріями оцінки виробництва, добра партнерська співпраця повинна враховувати не лише поточні потреби, а й здатність задовольняти майбутні вимоги та масштабуватися разом із вашим ростом.
Що відрізняє постачальників, готових до виробництва? Зверніть увагу на доведені можливості, такі як терміни виготовлення прототипів за один день у випадку надзвичайної необхідності, сертифікати, що відповідають вимогам вашої галузі, та задокументовані процеси забезпечення якості (зокрема моніторинг статистичного контролю процесів — SPC — для забезпечення стабільності). Shaoyi Metal Technology втілює ці характеристики: їхня сертифікація за IATF 16949, експертиза у зборці шасі та здатність швидко виконувати замовлення демонструють те, що мають пропонувати постачальники, орієнтовані на виробництво.
Прийміть криву навчання. Ваше перше замовлення, швидше за все, не буде ідеальним. Ви виявите нюанси щодо встановлення допусків, підготовки файлів та формулювання вимог, які жоден посібник повністю передбачити не зможе. Кожен проект розширює ваші знання й робить наступні замовлення простішими та економічнішими.
Продовжуйте вдосконалювати. Онлайн-платформи для ЧПУ-обробки постійно розвиваються — покращені алгоритми розрахунку цін, розширені варіанти матеріалів, скорочені терміни виконання. Залишайтеся зацікавленими новими функціями й не вважайте, що сьогоднішні обмеження залишаться надовго.
Ландшафт виробництва кардинально змінився. Те, що раніше вимагало тижнів телефонних дзвінків, візитів на місце та переговорів щодо цін, тепер відбувається за кілька хвилин через цифрові платформи. У вас є доступ до можливостей точного виробництва, про які попередні покоління інженерів могли лише мріяти.
Користуйтеся цим доступом розумно. Ретельно продумуйте конструкцію. Точно вказуйте вимоги. Стратегічно обирайте партнерів. І з впевненістю перетворюйте свої цифрові проекти на фізичну реальність.
Поширені запитання щодо онлайн-послуг фрезерування з ЧПК
1. Скільки коштує обробка на верстатах з ЧПУ?
Вартість обробки на ЧПУ залежить від шести основних факторів: вибору матеріалу (алюміній коштує 1–3 $/кг, титан — 15–50 $/кг), складності деталі, вимог до точності виготовлення, обсягу замовлення, специфікацій щодо поверхневого відділення та терміну виконання. Стандартні допуски забезпечують базовий рівень вартості, тоді як високоточні допуски можуть подвоїти витрати. Оптимізація обсягів замовлення значно знижує вартість одиниці продукції: деталь, що коштує 134 $ за одиницю, може коштувати лише 38 $ за штуку при замовленні 10 одиниць. Оптимізація конструкції — наприклад, використання стандартних радіусів інструментів, обмеження глибини порожнин та вибір легко доступних матеріалів — допомагає мінімізувати витрати без утрати якості.
2. Який найкращий онлайн-сервіс ЧПУ?
Найкраща онлайн-послуга з ЧПУ залежить від ваших конкретних вимог. Оцінюйте постачальників за такими критеріями: сертифікації (мінімум ISO 9001, а також IATF 16949 — для автомобільної промисловості або AS9100D — для авіаційно-космічної галузі), процеси забезпечення якості, доступні матеріали, надійність строків виконання замовлень та якість комунікації. Для автомобільних застосувань, що вимагають сертифікації IATF 16949 із моніторингом статистичного контролю процесів (SPC) та швидкого масштабування від прототипування до серійного виробництва, компанія Shaoyi Metal Technology пропонує строки виконання замовлень у один робочий день і має експертні навички у зборці шасі. Завжди вимагайте звіти про випробування матеріалів та перевіряйте можливості виконання інспекцій перед тим, як підтверджувати великі замовлення.
3. Як отримати миттєву цитату на обробку деталей на верстатах з ЧПУ?
Завантажте свій CAD-файл (бажано у форматі STEP, IGES або Parasolid) на онлайн-платформу для ЧПУ-обробки. Алгоритми системи миттєво аналізують геометрію, розраховують час обробки та враховують вартість матеріалу. Виберіть потрібні специфікації — тип матеріалу, кількість, допуски та шорсткість поверхні — і отримуйте оновлення цін у режимі реального часу. Більшість платформ надають юридично зобов’язуючі цитати протягом хвилин, на відміну від традиційних каналів, де це може зайняти дні. Переконайтеся, що ваша модель є замкненим, герметичним тілом із радіусами внутрішніх кутів, придатними для обробки, щоб забезпечити точне автоматизоване цитування.
4. Які формати файлів найкраще підходять для онлайн-ЧПУ-обробки?
Файли STEP (.stp, .step) є універсальним стандартом для фрезерування з ЧПК, оскільки вони точно зберігають об’ємну геометрію в усіх системах CAM. Формати IGES та Parasolid також добре підходять. Уникайте сіткових форматів, таких як STL або OBJ, оскільки вони перетворюють плавні криві на гранчасті наближення, що непридатні для точного фрезерування. Перед експортуванням переконайтеся, що ваша модель є водонепроникною, видаліть дублікати геометрії, усуньте стінки товщиною менше 0,5 мм (для металів) і перевірте правильність одиниць виміру, щоб уникнути поширених помилок завантаження, які затримують виробництво.
5. Коли варто обрати онлайн-фрезерування з ЧПК замість 3D-друку або місцевих токарних майстерень?
Оберіть онлайн-обробку на ЧПК, коли вам потрібна точність, міцність та матеріали виробничого рівня для функціональних прототипів або партій обсягом від 1 до кількох сотень деталей. Друк у 3D підходить для внутрішніх каналів, решітчастих структур або швидких візуальних макетів, де властивості матеріалу мають менше значення. Місцеві механічні майстерні особливо ефективні для проектів, що вимагають широкого співробітництва, виконання в той самий день або особистих дискусій щодо проектування. Багато покупців стратегічно використовують усі три варіанти: онлайн-платформи — для простих деталей, місцеві майстерні — для складних проектів із тісною взаємодією, а 3D-друк — для максимальної геометричної свободи.