 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Онлайн-послуги механічної обробки на ЧПУ розшифровано: від розрахунку вартості до готової деталі
Що робить онлайн-фрезерування на ЧПК відмінним від традиційних механічних майстерень
Уявіть, що ви завантажуєте CAD-файл опівночі й прокидаєтеся вранці, побачивши детальний розрахунок у своїй електронній пошті. Саме така реальність цифрової платформи онлайн-сервіс обробки CNC — підхід, орієнтований на цифрові технології, який кардинально змінив спосіб, за яким інженери, дизайнери та розробники продуктів отримують доступ до точного виробництва.
Традиційні механічні майстерні працюють за звичним ритмом: телефонні дзвінки, обмін електронними листами, особисті консультації та розрахунки, які можуть вимагати днів або навіть тижнів. Ви будуєте стосунки з місцевими токарями, обговорюєте технічні специфікації біля прилавка й часто замислюєтеся, чи отримуєте конкурентні ціни. Хоча такий практичний підхід має свої переваги, він створює перешкоди — особливо коли ви працюєте в режимі жорстких термінів або знаходитесь далеко від якісних постачальників послуг ЧПК.
Послуга ЧПУ онлайн повністю змінює цю модель. Ці цифрові платформи безпосередньо з’єднують вас із мережами сертифікованих виробників через єдиний інтерфейс, усуваючи географічні обмеження пошуку «ЧПУ поруч ізі мною» та трудомісткі зворотні комунікації, характерні для традиційних процесів отримання комерційних пропозицій.
Від CAD-файлу до готової деталі за кілька днів
Робочий процес є приємно простим. Ви завантажуєте файли своїх конструкторських документів — зазвичай у форматах STEP або IGES — і алгоритми на основі штучного інтелекту негайно аналізують геометрію вашої деталі. Упродовж кількох секунд ви отримуєте онлайн-пропозиції щодо механічної обробки, які враховують вибір матеріалу, допуски, шорсткість поверхні та складність виробництва. Згідно з InstaWerk, ці алгоритми порівнюють вашу деталь із базами даних сотень тисяч раніше виготовлених компонентів, щоб негайно сформувати точну цінову пропозицію.
Ця швидкість має значення. Розробники апаратного забезпечення знають, що фізичні продукти мають бути перевірені експериментально — а не лише за допомогою моделювання. Чим швидше ви отримаєте деталі у свої руки, тим швидше зможете ітерувати, тестувати й удосконалювати свої конструкції.
Як цифрові платформи змінили доступ до виробництва
Технологічна основа, що забезпечує цю трансформацію, поєднує кілька елементів:
- Системи миттєвого розрахунку цін що елімінують дні очікування онлайн-розрахунку вартості обробки на ЧПК
- Автоматизована зворотній зв’язок щодо проектування що виявляє проблеми виробничої придатності до початку виробництва
- Системи управління замовленнями що спрямовують замовлення до спеціалізованих виробників у межах розгалужених мереж постачальників
- Живе відстежування що тримають вас у курсі всього процесу виробництва
Ці платформи використовують свою закупівельну потужність, об’єднуючи замовлення та розподіляючи роботи серед високоспеціалізованих партнерів з фрезерування на ЧПК. Деталь із титану, виготовлена методом токарної обробки, надсилається виробникам, які мають високу кваліфікацію саме в обробці титану; складна алюмінієва деталь, що вимагає 5-осевої обробки, спрямовується до майстерень, які мають відповідний досвід. Результат? Стабільна якість, конкурентні ціни та доступ до виробничих можливостей, яких, можливо, немає в вашому регіоні.
Для розробників продуктів це означає зосередження на роботі з проектуванням замість витрачання годин на підготовку пакетів даних, контактування виробників електронною поштою та очікування відповідей протягом кількох днів. Монотонний процес порівняння пропозицій щодо термінів поставки та вартості стає справою кількох хвилин, а не тижнів.
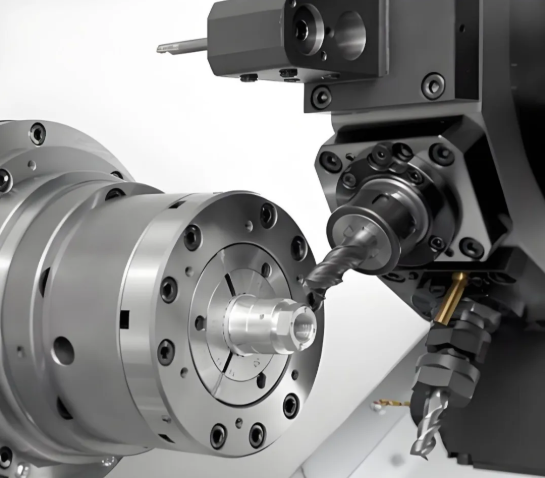
Розуміння фрезерування, токарної обробки та багатоосьової обробки на ЧПК
Отже, ви завантажили свій CAD-файл і отримали миттєву пропозицію — але як визначити, який спосіб обробки на ЧПК підходить для вашої деталі? Розуміння відмінностей між фрезеруванням на ЧПК, токарною обробкою на ЧПК та спеціалізованими методами, такими як електроерозійна обробка (EDM), допомагає приймати розумніші рішення щодо вартості, термінів виготовлення та якості деталей. Розглянемо кожен із цих процесів простими словами.
Просте пояснення фрезерування на ЧПУ
Уявіть собі обертовий інструмент для різання рухається вздовж нерухомої заготовки, знімаючи матеріал шар за шаром. Ось що таке фрезерування з ЧПК у двох словах. У верстаті з ЧПК для різання використовуються багатоточкові інструменти — торцеві фрези, торцеві фрези для обробки площин, або кульові фрези — для створення плоских поверхонь, карманів, пазів та складних тривимірних контурів.
Те, що робить фрезерування настільки універсальним, — це його здатність рухатися вздовж кількох осей. Ось як виглядають можливості за типами:
- фрезерування з 3 осями: Інструмент рухається вздовж осей X (ліво-право), Y (перед-зад) та Z (вгору-вниз). Ідеально підходить для простих геометричних форм — кронштейнів, корпусів та плоских панелей. Згідно з Xometry, такі верстати є економічними та вимагають мінімального навчання, що робить їх ідеальними для виготовлення простих деталей.
- фрезерування з 4 осями: Додає обертання навколо однієї осі, що дозволяє обробляти елементи з кількох сторін без необхідності ручного переведення деталі в нове положення.
- послуги 5-вісного фрезерування з ЧПК: Інструмент може підходити до вашої деталі з практично будь-якого кута, що дозволяє обробляти складні контури, вирізання під кутом та гладкі скульптурні поверхні в одному налаштуванні. Ці верстати чудово підходять для виготовлення аерокосмічних компонентів, медичних імплантатів та форм для лиття.
Що стосується компромісу? Більша кількість осей означає вищу вартість верстата та складність програмування. Вартість 3-вісного верстата може становити від 25 000 до 50 000 доларів США, тоді як вартість 5-вісного обладнання — від 80 000 до понад 500 000 доларів США. Однак для складних деталей 5-вісна обробка часто зменшує загальну вартість за рахунок усунення необхідності кількох налаштувань та підвищення точності.
Ідеальні сфери застосування деталей, виготовлених методом фрезерування на ЧПУ:
- Корпуси й кожухи з карманами та елементами кріплення
- Кронштейни та конструктивні компоненти з отворами на кількох гранях
- Форми для лиття з гладкими контурними поверхнями
- Прототипні деталі зі складною тривимірною геометрією
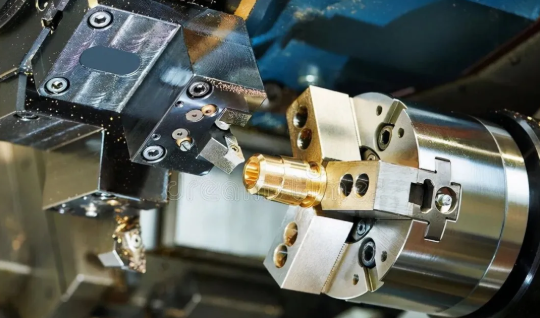
Коли токарна обробка переважає фрезерування
Тепер уявіть зворотну ситуацію: ваш заготовка швидко обертається, тоді як нерухомий різальний інструмент формують її поверхню. Це й є ЧПУ-токарна обробка, і це найшвидший спосіб виготовлення циліндричних або конічних деталей, таких як валі, штифти, втулки та різьбові компоненти.
Послуги ЧПУ-токарної обробки використовують токарні верстати, оснащені одноточковими різальними інструментами, які рухаються вздовж осей X і Z. Оскільки деталь безперервно обертається, токарна обробка забезпечує високу концентричність і круглість — що є критично важливим для компонентів, які мають точно вписуватися в зборки.
Чому варто обрати послуги ЧПУ-токарної обробки?
- Швидкість: Простіші траєкторії руху інструменту та безперервна різальна дія роблять токарну обробку швидшою за фрезерування для круглих деталей
- Економічна ефективність: Одноточкові інструменти є недорогими, а стрижневі подавачі дозволяють організувати високопродуктивне виробництво з мінімальним втручанням оператора
- Точність: Стандартними є допуски ±0,002", а на добре відкаліброваному обладнанні досяжні допуски ±0,001"
Сучасні центри ЧПК-токарної обробки часто оснащені живими інструментами — обертовими інструментами, встановленими у баштовому інструментальному револьвері, — які можуть виконувати операції фрезерування та свердлення за допомогою ЧПК, наприклад, свердлити поперечні отвори або фрезерувати плоскі поверхні, не переміщуючи деталь на окремий верстат. Ця гібридна здатність усуває розрив між чисто токарною та фрезерною обробкою.
Ідеальні сфери застосування токарних деталей:
- Вали, осі та ролики
- Різьбові кріплення та фітинги
- Втулки, прокладки та рукави
- Будь-які компоненти з осьовою симетрією
Електроерозійна обробка (ЕРО) для спеціалізованих завдань
Що робити, коли звичайна обробка за допомогою ЧПК є неможливою — наприклад, потрібні надзвичайно гострі внутрішні кути або необхідно обробляти загартовану інструментальну сталь? Саме тут застосовується електроерозійна обробка (ЕРО).
ЕРО видаляє матеріал за допомогою електричних іскр між електродом та вашою провідною заготовкою, які занурені в діелектричну рідину. Механічне різальне зусилля відсутнє, тому ви можете обробляти надзвичайно тверді матеріали або ніжкі елементи, які зруйнують традиційні інструменти.
Поширені сфери застосування ЕРО:
- Дротовий електроерозійний верстат для складних профілів та деталей прес-форм з високою точністю
- Погружний електроерозійний верстат для складних порожнин форм
- Електроерозійний верстат для свердлення малих отворів у аерокосмічних деталях (для каналів охолодження)
Електроерозійна обробка повільніша й дорожча за фрезерування або токарну обробку, тому її зазвичай застосовують лише для спеціалізованих завдань, а не для загального виробництва.
Вибір правильного процесу для вашого проекту
Ось швидка схема прийняття рішення: якщо ваша деталь переважно кругла або симетрична відносно центральної осі, починайте з токарної обробки. Якщо потрібні плоскі поверхні, кармані, або багатогранна обробка — вибір за фрезеруванням. Потрібне обидва? Багато онлайн-платформ передають замовлення на комбіновані фрезерно-токарні центри, які виконують обидва процеси в одному налаштуванні.
Геометрія вашої деталі в кінцевому підсумку визначає вибір технології обробки — і розуміння цих основ допомагає ефективніше спілкуватися з вашим виробничим партнером, а також оптимізувати витрати та терміни виконання.
Керівництво з вибору матеріалів для деталей, виготовлених методом CNC-обробки
Ви визначили правильний процес обробки для вашої геометрії — але щодо матеріалу? Це рішення часто визначає, чи буде ваша деталь працювати бездоганно чи вийде з ладу під час експлуатації. Вибір неправильного матеріалу може призвести до надмірного зносу інструменту, нестабільності розмірів або передчасного виходу деталі з ладу. Правильний вибір забезпечує баланс між механічними вимогами, умовами експлуатації, оброблюваністю та бюджетом.
На відміну від простих переліків матеріалів, які ви знайдете в інших джерел, давайте створимо структуру прийняття рішень яка допоможе вам оцінити варіанти з урахуванням специфічних потреб вашого проекту.
Метали, які найкраще піддаються механічній обробці
Щодо обробки алюмінію, небагато матеріалів пропонують таку саму комбінацію оброблюваності, співвідношення міцності до маси та економічної ефективності. Саме тому сплави алюмінію домінують у виробництві на ЧПУ в галузях від авіакосмічної промисловості до побутової електроніки.
Але алюміній — це не єдиний варіант. Ось як поширені метали порівнюються між собою, коли ви оцінюєте онлайн-послуги ЧПУ-обробки:
| Матеріалу | Ключові властивості | Оцінка оброблюваності | Типові застосування | Відносна вартість |
|---|---|---|---|---|
| Алюміній 6061 | Добре міцнісні характеристики, виняткова стійкість до корозії, зварюваний | Відмінно (90 %) | Конструктивні компоненти, рами, кріплення, деталі загального призначення | Низький ($) |
| Алюміній 7075 | Висока міцність, стійкість до втоми, менша корозійна стійкість порівняно з 6061 | Добре (70 %) | Конструкції літаків, вузли з підвищеним навантаженням, спортивне обладнання | Середній ($$) |
| Нержавіюча сталь 304 | Відмінна стійкість до корозії, гарна міцність, немагнітний | Помірно (45 %) | Харчове обладнання, медичні пристрої, морські застосування | Середній ($$) |
| Нержавіюча сталь 316 | Виняткова корозійна стійкість, особливо до хлоридів | Середній (40%) | Хімічна промисловість, морське обладнання, хірургічні інструменти | Середній-високий ($$$) |
| Латунь | Відмінна оброблюваність, гарна корозійна стійкість, декоративне оздоблення | Відмінно (100 %) | Фітинги, клапани, електричні роз’єми, декоративне кріплення | Середній ($$) |
| Бронза | Виняткова стійкість до зносу, низьке тертя, гарна корозійна стійкість | Добре (65 %) | Підшипники, втулки, морське обладнання, зубчасті колеса | Середній-високий ($$$) |
| Титановий сплав 5 | Надзвичайне співвідношення міцності до ваги, біосумісний, стійкий до корозії | Погано (22%) | Аерокосмічна промисловість, медичні імплантати, автомобілі високої продуктивності | Висока ($$$$) |
Зверніть увагу, що рейтинг оброблюваності безпосередньо впливає на ваші виробничі витрати. Латунь обробляється як масло — це навіть базовий показник (100 %), за яким оцінюють інші матеріали. Обробка бронзи вимагає більшої обережності через її твердість, але деталі з бронзи, виготовлені методом ЧПУ, забезпечують виняткову стійкість до зносу для підшипників і втулок. Титан, хоча й надає неперевершені експлуатаційні характеристики, вимагає спеціального інструменту, менших подач і більше часу обробки на верстаті — все це збільшує вартість вашого розрахунку.
Вибір між алюмінієм, сталлю та спеціальними сплавами
Звучить складно? Ось практична методика, заснована на рекомендаціях керівництва HPPI щодо вибору матеріалів:
Крок 1: Визначте функціональні вимоги. Які навантаження буде сприймати деталь? Чи потрібна їй електропровідність? Чи матиме вона контакт із корозійними речовинами чи екстремальними температурами?
Крок 2: Врахуйте умови експлуатації. Деталь, призначена для застосування у солоній воді, потребує іншого захисту від корозії, ніж деталь, яка розташована всередині клімат-контрольованого корпусу.
Крок 3: Оцініть оброблюваність матеріалу з урахуванням вашого бюджету. Іноді матеріал із кращою оброблюваністю, але трохи нижчими експлуатаційними характеристиками, насправді забезпечує кращу економічну ефективність, якщо врахувати зменшення зносу інструменту та скорочення часу циклу.
Для застосувань, чутливих до ваги, наприклад, аерокосмічних компонентів, алюміній 7075 часто є кращим вибором, навіть якщо його ціна вища за ціну алюмінію 6061 — його переважне співвідношення міцності до ваги виправдовує додаткові витрати. Для деталей, що вимагають надзвичайної стійкості до зносу при ковзному контакті, компоненти з бронзи, виготовлені на ЧПУ, перевершують більшість альтернатив, навіть попри вищу вартість матеріалу.
Інженерні пластмаси: коли метал не є рішенням
Метал не завжди є правильним вибором. Інженерні пластики, такі як делрін і нейлон, пропонують переконливі переваги для відповідних застосувань — меншу вагу, нижчу вартість, природну змащувальність та відмінну стійкість до хімічних речовин.
Але вибір між цими двома популярними пластиками вимагає розуміння їхніх відмінних характеристик. Згідно з порівнянням компанії Penta Precision, різниця чітко проявляється на практиці:
| Властивість | Делрін (ацеталь/ПОМ) | Нейлон (PA6/PA66) |
|---|---|---|
| Всмоктування вологи | Дуже низький (0,2 %) | Висока (2,5–3 %) |
| Розмірна стійкість | Відмінними | Помірна (пухне в умовах високої вологості) |
| Термостійкість | 100–110 °C постійно | 120–130 °C (сортаменти зі скловолокном) |
| Стійкість до ударів | Добре | Відмінними |
| Оброблюваність | Відмінна — чисті різи, гладка поверхня | Помірна — схильна до утворення пилу та деформації |
| Відносна вартість | на 10–30 % вища | Нижча вартість матеріалу |
Матеріал Delrin переважає там, де важливі точні допуски та стійкість до вологи. Його легко обробляти: отримують чіткі кромки та гладкі поверхні безпосередньо після обробки інструментом — додаткової обробки зазвичай не потрібно. Це ідеальний вибір для прецизійних зубчастих коліс, клапанних компонентів та вузлів з жорсткими допусками, де розмірна стабільність є обов’язковою.
Нейлон для механічної обробки є раціональним вибором, коли потрібна висока ударна міцність або підвищена термостійкість. Це основний матеріал для деталей, що піддаються значним навантаженням — динамічних компонентів, вузлів у моторному відсіку або ситуацій, коли гнучкість під навантаженням навмисне бажана. Проте слід пам’ятати, що нейлон є гігроскопічним матеріалом, тому в умовах високої вологості деталі можуть набухати на 2–3 %, що потенційно порушить критичні посадки.
Метал проти пластика: швидкий орієнтир для прийняття рішення
Коли варто обрати пластик Delrin замість алюмінію? Розгляньте такі сценарії:
- Обирайте інженерні пластики, коли: Вам потрібне зменшення ваги, природна змащувальність, електрична ізоляція або стійкість до хімічних речовин, що руйнують метали
- Обирайте метали, коли: Конструктивна міцність є пріоритетною, робочі температури перевищують 150 °C або деталь повинна витримувати високі механічні навантаження
- Врахуйте середовище: Пластмаси, як правило, краще за більшість металів стійкі до корозії, але ультрафіолетове випромінювання та певні хімічні речовини з часом можуть погіршувати експлуатаційні характеристики полімерів
Обмеження бюджету також часто впливають на рішення. Пластик Delrin, як правило, коштує дорожче алюмінію за кілограм, але його нижча густина означає, що з одного фунта матеріалу можна виготовити більше деталей — а відмінна оброблюваність скорочує час виробництва.
Матеріал, який ви обираєте, впливає на всі аспекти вашого проекту — від початкової цитати до тривалої експлуатації деталей. Розуміння цих компромісів до того, як ви завантажите файл CAD, допоможе забезпечити відповідність деталей технічним вимогам без перевищення бюджету.
Як правильно вказати те, що вам дійсно потрібно
Ви вже обрали матеріал і підібрали відповідний спосіб механічної обробки — тепер настає час визначити допуски, які можуть або зберегти, або зруйнувати ваш бюджет. Ось у чому проблема: багато інженерів за замовчуванням вказують найсуворіші (найменші) допуски, вважаючи, що це гарантує високу якість. Насправді надмірно суворе встановлення допусків може подвоїти або потроїти вартість деталі без будь-якого покращення її функціональності.
Які ж допуски передбачаються для різьбових отворів, фрезерованих елементів або токарних діаметрів? Ще важливіше: коли суворіші допуски справді мають значення? Давайте розберемося в термінології й надамо вам практичну методику встановлення саме тих допусків, які дійсно потрібні вашим механічно обробленим деталям — ні більше, ні менше.
Пояснення стандартних і прецизійних допусків
Допуск визначає припустиме відхилення розміру. Коли ви вказуєте діаметр отвору 0,500" ± 0,005", ви повідомляєте виробника, що для вашого застосування підійде будь-яке значення в межах від 0,495" до 0,505".
Згідно з рекомендаціями Xometry щодо допусків, стандартні допуски для точного CNC-фрезерування розподіляються таким чином:
- Металеві деталі: ±0,005" (±0,127 мм) — це стандартний допуск за замовчуванням
- Пластикові деталі: ±0,010" (±0,254 мм) через гнучкість матеріалу під час різання
Для порівняння: товщина звичайного аркуша паперу становить приблизно 0,003". Стандартні допуски ідеально підходять для більшості застосувань — кріпильних кронштейнів, корпусів, кришок та загальних механічних компонентів, де точне прилягання не є критичним.
Але що відбувається, коли потрібні послуги прецизійного механічного оброблення з жорсткішими технічними вимогами? Саме тут починають стрімко зростати витрати:
| Категорія допусків | Типовий діапазон | Множник вартості | Додаткові вимоги |
|---|---|---|---|
| Стандартних | ±0,005" (±0,127 мм) | 1x (базовий рівень) | Стандартне обладнання, вибіркове інспектування |
| Точність | ±0,001" (±0,025 мм) | у 3–5 разів | Спеціалізоване інструментальне забезпечення, контроль навколишнього середовища, тривала перевірка |
| Ультраточність | ±0,0004" (±0,010 мм) | у 8–15 разів | Спеціалізоване обладнання, повна 100-відсоткова перевірка, операції зняття внутрішніх напружень |
Зверніть увагу на цей взаємозв’язок? Згідно з Дослідження DFM компанії Modus Advanced , коли допуски стають жорсткішими за ±0,005", витрати зростають експоненціально, а не лінійно. Перехід від стандартних до прецизійних допусків може збільшити вартість деталей утричі–удесятеро, залежно від їхньої геометрії та розмірів.
Коли вузькі допуски дійсно мають значення
Ось запитання, яке більшість керівництв з допусків уникують: коли вам дійсно потрібні послуги прецизійного CNC-оброблення, а не стандартні технічні вимоги?
Більш жорсткі допуски виправдані, коли:
- Суміжні деталі мають з’єднуватися з мінімальним зазором (посадки з натягом, отвори під підшипники)
- Поверхні ущільнення вимагають стабільного контакту (пази під ущільнювальні кільця O-тип, поверхні під прокладки)
- Обертові або ковзні компоненти потребують точної взаємної центровки (валів, поршнів, штоків клапанів)
- Оптичні або електронні зборки вимагають точного позиціонування
Стандартні допуски цілком придатні для:
- Отворів із зазором під кріпильні елементи
- Некритичних зовнішніх розмірів
- Поверхонь, що підлягають подальшій обробці
- Елементів, які не впливають на збирання або функціонування
Розгляньте різьбові елементи як практичний приклад. Для різьби 3/8 NPT розмір зовнішнього діаметра становить 0,675", а стандартні допуски вже вбудовані безпосередньо в специфікацію різьби. Аналогічно, розмір отвору під різьбу 1 4 NPT також відповідає встановленим стандартам — немає потреби надмірно уточнювати ці елементи, оскільки сам процес нарізання різьби природним чином забезпечує контроль критичних розмірів.
Конструювання з урахуванням технологічності виготовлення: уникнення коштовних помилок
Згідно з дослідженням компанії Modus Advanced, приблизно 70 % витрат на виробництво визначаються ще на етапі проектування. Це означає, що ваші рішення щодо допусків на кресленні мають більший вплив на вартість, ніж майже будь-які дії, що виконуються на виробничій дільниці.
Ось практичні принципи для оптимізації ваших технічних вимог:
- Застосовуйте жорсткі допуски лише до критичних елементів. Якщо розмір не впливає на збірку, форму чи функціональність, залиште його в межах стандартного допуску.
- Враховуйте поведінку матеріалу. М’якші матеріали, такі як нейлон або HDPE, деформуються під час різання, що ускладнює досягнення високої точності розмірів.
- Подумайте про контроль якості. Елементи, які важко обробляти, також важко вимірювати. Складні вимоги до допусків можуть вимагати спеціалізованого вимірювального обладнання, що збільшує витрати.
- Звертайте увагу на зміни технологічного процесу. Вказівка допуску отвору ±0,001″, тоді як його можна фрезерувати з допуском ±0,005″, може змусити виробника обробляти його на токарному верстаті замість фрезерного — що призведе до додаткових витрат на підготовку та збільшення терміну виготовлення.
Найкращий спосіб застосування допусків — це встановлювати жорсткі та/або геометричні допуски лише в критичних зонах, коли це необхідно для виконання проектних вимог.
Коли ви завантажуєте свій проект у сервіс онлайн-обробки деталей методом ЧПУ, алгоритм розрахунку вартості аналізує кожну вказану вимогу до допусків. Збільшення неважливих допусків з ±0,001″ до ±0,005″ може знизити вартість замовлення на 30 % або більше — без будь-якого впливу на експлуатаційні характеристики деталі.
Розуміння того, що впливає на вартість механічної обробки, дає вам контроль над компромісами між точністю й бюджетом — що призводить нас до повного процесу замовлення та способів уникнути типових помилок на цьому шляху.
Повний онлайн-процес замовлення деталей із ЧПУ: крок за кроком
Ви розумієте процеси механічної обробки, вибрали матеріал і вказали реалістичні допуски. Тепер виникає практичне питання: як саме перетворити ваш файл CAD на спеціальні деталі, виготовлені методом механічної обробки, які потраплять прямо до вас на стіл?
Процес замовлення деталей із ЧПУ в інтернеті суттєво відрізняється від традиційного виробництва. Немає необхідності телефонувати керівникам цехів, немає потреби особисто доставляти зразки по місту для отримання комерційних пропозицій. Замість цього ви працюєте з цифровою системою, розробленою для швидкості — але яка вимагає підготовки й карає за непрофесійне оформлення файлів.
Розглянемо повний процес — від завантаження файлу до розпакування готових деталей, виготовлених методом ЧПУ.
Підготовка ваших файлів CAD до успішного завантаження
Ось реальна картина: згідно з посібником замовлення Bolang, успішність вашого онлайн-замовлення на 90 % залежить від якості наданих файлів. Автоматизовані системи розрахунку цін та інженери-люди однаково покладаються на певні формати файлів для отримання точних цін та траєкторій обробки.
Ваша 3D-модель є основним джерелом істини. Однак не всі формати файлів є рівноцінними:
- STEP (.step / .stp): Золотий стандарт для фрезерування на ЧПУ. Файли STEP зберігають точну геометрію, криві та визначення ребер, які втрачаються у форматах, заснованих на сітці. Більшість онлайн-платформ надають перевагу саме цьому формату.
- IGES (.iges / .igs): Інший загальноприйнятий у галузі формат, що добре підходить для передачі тривимірних поверхневих даних між різними CAD-системами.
- Parasolid (.x_t / .x_b): Цей формат є нативним для Siemens NX та SolidWorks і забезпечує високу точність геометричних даних.
- SOLIDWORKS (.sldprt): Багато платформ безпосередньо приймають нативні файли SolidWorks.
Що стосується файлів STL? Згідно Посібник Dipec щодо підготовки файлів ви повинні уникати використання файлів STL для обробки на ЧПУ. Файли STL засновані на сітці й апроксимують поверхні за допомогою трикутників, що може призвести до втрати деталей під час генерації траєкторії руху інструменту. Вони добре працюють для 3D-друку, але не забезпечують необхідної точності геометрії для верстатів з ЧПУ.
Крім формату файлу, важливі й інші аспекти підготовки:
- Встановіть правильні одиниці вимірювання. Помилки між міліметрами та дюймами призводять до отримання деталей, розміри яких відрізняються в 25 разів.
- Визначте чітку початкову точку (точку відліку). Це допомагає виробникам правильно орієнтувати вашу деталь.
- Перевірте наявність відкритих поверхонь або зазорів. Герметичні («водонепроникні») моделі запобігають помилкам у цитуванні та плутанині під час виробництва.
- Видаліть зайві елементи. Геометрія конструкції, приховані тіла та дублюючі поверхні можуть ускладнювати автоматичний аналіз.
Для деталей із жорсткими допусками ніколи не покладайтеся лише на 3D-модель. Додайте 2D-PDF-креслення, на якому вказано критичні розміри, вимоги до шорсткості поверхні та геометричні допуски. Це усуває припущення й забезпечує виготовлення ваших деталей, оброблених на токарних або фрезерних ЧПУ-верстатах, з точним дотриманням заданих специфікацій.
Що відбувається після завантаження
Як тільки ваші файли потрапляють на платформу, ось поетапний процес перетворення цифрової моделі на фізичну деталь:
- Миттєвий аналіз геометрії: Алгоритми ШІ сканують вашу модель протягом кількох секунд, виявляючи такі елементи, як отвори, кармані, різьбові поверхні та піднутрення. Система відзначає потенційні проблеми з виробництвом — гострі внутрішні кути, які вимагають обробки методом електроерозії (EDM), тонкі стінки, що можуть деформуватися під час різання, або елементи, недоступні для стандартного інструменту.
- Автоматизоване формування комерційної пропозиції: На основі складності геометрії, вибору матеріалу, вимог до допусків та кількості ви отримуєте цінову пропозицію майже негайно. Згідно з даними компанії Bolang, вартість матеріалу становить близько 20 % витрат на механічну обробку, тоді як час роботи верстатів — 80 %; отже, складність конструкції має найбільший вплив на вашу цінову пропозицію.
- Зворотний зв’язок щодо конструкторського рішення: Авторитетні платформи надають зворотний зв’язок щодо проектування для виробництва (DFM) до того, як ви приймаєте рішення. Вони запропонують зміни, що знизять вартість — наприклад, додавання радіусів заокруглення у внутрішніх кутах, коригування товщини стінок або рекомендації щодо заміни матеріалу. Такий ітеративний процес може зекономити 20–50 % вартості складних деталей.
- Підтвердження замовлення та маршрутизація: Після схвалення цінової пропозиції ваше замовлення потрапляє в чергу на виробництво. Цифрові платформи автоматично направляють замовлення спеціалізованим виробникам у своїй мережі: ваша деталь із титану надходить до підприємств із досвідом роботи з титаном, тоді як багатоосьова алюмінієва деталь — до виробничих потужностей із можливістю 5-вісної обробки.
- Виробництво: Програмісти ЧПК створюють траєкторії руху інструменту на основі вашої моделі, вибирають відповідні режучі інструменти та налаштовують верстат. Для замовлень на прототипування за технологією ЧПК виробництво, як правило, розпочинається впродовж 24–48 годин після підтвердження замовлення.
- Контроль якості: Готові деталі, оброблені на верстатах з ЧПК, проходять перевірку розмірів. Для стандартних замовлень, як правило, проводиться вибіркова перевірка, тоді як для прецизійних деталей може бути передбачена повна перевірка з оформленням документальних звітів про вимірювання.
- Обробка поверхні: Якщо ви вказали такі види обробки, як анодування, порошкове фарбування або дробоструминне очищення, деталі надсилаються на етап остаточної обробки перед фінальною упаковкою.
- Доставка: Деталі ретельно упаковуються, щоб запобігти пошкодженням під час транспортування. Стандартні алюмінієві прототипи, як правило, відправляються протягом 3–5 робочих днів; серійне виробництво понад 100 одиниць, як правило, триває 2–4 тижні залежно від вимог до остаточної обробки.
Поширені помилки, що призводять до зриву замовлень
Навіть досвідчені інженери помиляються під час процесу замовлення. Згідно з аналізом компанії JUPAICNC, саме ці помилки найчастіше призводять до затримок і перевитрат:
- Неповні специфікації: Надання 3D-моделі без вказівки допусків, матеріалу або вимог до обробки змушує виробників вгадувати — або відхиляти ваше замовлення до уточнення деталей.
- Неправильний вибір матеріалу: Вибір на основі відомості бренду замість вимог до застосування. Ця деталь із нержавіючої сталі, можливо, чудово обробиться з алюмінію за половину вартості, якщо вимоги до міцності цього дозволяють.
- Надмірно жорсткі допуски: Вимога до точності ±0,001" для кожного розміру, тоді як ±0,005" цілком задовольняє функціональні потреби, кардинально збільшує витрати без покращення роботи деталі.
- Нереалістичні терміни виконання: Припущення, що фрезерування на ЧПУ таке ж швидке, як 3D-друк. Складні деталі вимагають програмування, кількох установок та часу на контроль. Прискорення призводить до компромісів у якості.
- Ігнорування зворотного зв’язку щодо DFM: Коли платформа пропонує зміни у конструкції, ігнорування цих порад без ретельного розгляду часто означає сплату преміальних цін за функції, які можна було б спростити.
Чим кращий ваш файл, тим кращий результат.
Додатковий час (близько години), витрачений на підготовку чистих файлів, визначення лише необхідних допусків та аналіз зворотного зв’язку щодо проектування для виготовлення (DFM), може заощадити дні затримок і сотні доларів у вашому замовленні на спеціальні механічно оброблені деталі.
Коли ваші деталі вже в дорозі, розуміння причин, що вплинули на остаточну цінову пропозицію, а також способів оптимізації майбутніх замовлень стає наступним важливим навиком, який варто розвинути.
Чинники ціноутворення та стратегії оптимізації витрат
Ваші деталі вже відправлені за попереднім замовленням, а ви дивитесь на рахунок і думаєте: чому ця цінова пропозиція виявилася такою високою? Або, можливо, ви завантажуєте новий дизайн і спостерігаєте, як ціна змінюється при коригуванні параметрів. Розуміння реальних чинників, що впливають на вартість фрезерування на ЧПУ, допоможе вам приймати розумніші рішення ще до натискання кнопки «замовити».
Ось що більшість платформ не скаже вам безпосередньо: вартість металу для токарних робіт становить лише близько 20 % ваших загальних витрат. Решта 80 % припадає на час роботи обладнання — а це означає, що складність конструкції, вимоги до точності та ефективність виробництва впливають на вашу кінцеву прибутковість набагато сильніше, ніж вибір матеріалу сам по собі.
Що визначає вартість ЧПУ-обробки
Розглянемо основні чинники вартості, щоб ви могли передбачити ціну ще до завантаження свого CAD-файлу:
- Вибір матеріалу: Ціни на сировину значно варіюють. Згідно з аналізом вартості Unionfab, алюміній знаходиться на найнижчому рівні ($), тоді як титан і магній мають преміальну цінову категорію ($$$$$). Але пам’ятайте: важчі матеріали також швидше зношують інструменти й вимагають менших швидкостей різання, що додає витрат понад вартість сировини.
- Складність деталей: Глибокі пази, гострі внутрішні кути, тонкі стінки та складна геометрія збільшують час обробки. Елементи, що вимагають кількох установок або спеціального інструменту, збільшують трудовитрати та час на переналадку верстатів. Деталь, яку можна обробити за одну установку, завжди коштуватиме менше, ніж деталь, що потребує трьох переустановок.
- Вимоги до допусків: Як ми вже обговорювали раніше, перехід від стандартних (±0,005") до прецизійних (±0,001") допусків може збільшити вартість у 3–5 разів. Кожен жорсткий допуск вимагає зниження швидкості різання, додаткового часу на перевірку та, можливо, використання спеціального обладнання.
- Кількість: Цей фактор працює на вашу користь. Витрати на підготовку — програмування, оснащення пристосуваннями, підбір інструменту — залишаються незмінними незалежно від того, чи виготовляється одна деталь, чи сто. Розподіл цих витрат на більшу кількість одиниць значно зменшує вартість однієї деталі. Згідно з даними Unionfab, собівартість одиниці може знизитися на 50 % або більше при збільшенні замовлення з одного прототипу до партії з п’яти деталей.
- Поверхневі обробки: Поверхня «як оброблено» надається за замовчуванням без додаткової оплати. Однак анодування збільшує вартість на 3–12 дол. США за деталь, електролітне нанесення покриття — на 10–30 дол. США, а спеціалізовані обробки, такі як пасивація або лазерна гравірування, ще більше підвищують вартість. Кожен вид оздоблення вимагає додаткової ручної обробки, часу на виробництво та контролю якості.
- Час виконання: Стандартні терміни виготовлення (7–15 робочих днів) забезпечують найкраще співвідношення ціни й якості. Прискорені замовлення з терміном виконання 1–3 дні вимагають роботи в понаднормовий час, порушення виробничого графіку та експрес-доставки — очікуйте надбавок у розмірі 25–100 % до стандартних цін.
Розумні способи зниження вартості деталей
Тепер, коли ви розумієте чинники, що впливають на вартість, ось як оптимізувати замовлення деталей для механічної обробки, не жертвуєчи їх функціональністю:
- Спростіть геометрію там, де це можливо. Мінімізуйте гострі внутрішні кути — вкажіть радіуси закруглення щонайменше на одну третину глибини порожнини. Згідно з рекомендаціями Hubs щодо проектування для виробництва (DFM), більші радіуси дозволяють використовувати більші інструменти, які забезпечують швидшу та менш витратну обробку.
- Використовуйте стандартні розміри інструментів. Особливості конструкції, розроблені з урахуванням широко доступних фрез і свердел. Діаметри отворів із кроком 0,1 мм (до 10 мм) або стандартні дробові розміри усувають необхідність спеціального інструменту та пов’язаних із ним витрат.
- Оптимізуйте товщину стінок. Для металевих деталей товщина стінок має бути не менше 0,8 мм; для пластикових — не менше 1,5 мм. Тонкі стінки вимагають повільніших проходів і підвищують ризик деформації, що збільшує тривалість циклу обробки.
- Застосовуйте жорсткі допуски вибірково. Лише критичні поверхні з’єднання потребують точних специфікацій. Зниження вимог до несуттєвих розмірів з ±0,001" до ±0,005" може скоротити витрати на 30 % або більше.
- Обирайте обробку «як виготовлено», якщо це припустимо. Вказування шорсткості поверхні лише там, де це функціонально необхідно, усуває додаткові операції обробки та пов’язані з ними витрати.
- Стратегічно групуйте замовлення. Якщо зараз потрібно 3 деталі, а пізніше, можливо, ще 10, то замовлення всіх 13 деталей одразу, як правило, коштуватиме менше, ніж два окремі замовлення через спільні витрати на підготовку обладнання.
- Обирайте матеріали, придатні для механічної обробки. Алюміній 6061 обробляється швидше, ніж нержавіюча сталь — часто вдвічі швидше. Коли вимоги до міцності цього дозволяють, вибір більш оброблюваних сплавів скорочує час циклу й знос інструменту.
Коли прискорені послуги є доцільними
Прискорені замовлення не завжди є марною витратою коштів. Ось коли оплата премії є виправданою:
- Проекти, що визначають критичний шлях: Коли затримка прототипу блокує весь запуск продукту, плата за прискорення здається незначною порівняно з втратами через упущені ринкові вікна.
- Перевірка проекту перед виготовленням оснастки: Додаткові витрати на підтвердження проекту до інвестування в литтєві форми або виробничу оснастку часто запобігають набагато більш дорогим помилкам.
- Зобов’язання перед клієнтами: Коли висуваються вимоги щодо термінів поставки, прискорене виробництво захищає взаємини, які коштують значно більше, ніж плата за прискорення.
Для неурганітних проектів стандартні строки забезпечують таку саму якість при суттєво нижчій вартості. Планування заздалегідь — завантаження файлів на ранньому етапі, оперативна відповідь на зауваження щодо DFM та уникнення останньох змін у дизайні — дозволяє тримати ваші замовлення в економічних графіках.
Найбільш витратними фрезерними обробками на ЧПК є не ті, для яких потрібне спеціалізоване обладнання, а ті, що виконуються на деталях, спроектованих без урахування оптимізації вартості. Маючи ці стратегії, ви тепер здатні оцінювати не лише вартість ваших деталей, а й порівнювати різні технології виробництва за критерієм вибору методу обробки.
Фрезерування на ЧПК проти 3D-друку, лиття під тиском та обробки листового металу
Ви оптимізували свій дизайн для фрезерування на ЧПК і розумієте чинники, що впливають на вартість, — але ось питання, яке варто поставити: чи є фрезерування на ЧПК взагалі найбільш підхожим методом виробництва для вашого проекту? Іноді відповідь — так. Але іноді кращих результатів за нижчої вартості можна досягти за допомогою 3D-друку, лиття під тиском або обробки листового металу.
Ухвалення такого рішення на ранньому етапі дозволяє заощадити кошти, час і уникнути роздратування. Згідно з посібником Protolabs щодо вибору методу виробництва, розуміння того, у яких випадках кожен процес є найефективнішим, допомагає підібрати метод виробництва, який найкраще відповідає реальним вимогам проекту, а не просто звертатися до знайомих технік за замовчуванням.
Порівняємо ці чотири основні підходи до виробництва поруч одне з одним.
Порівняльна таблиця вибору між CNC та 3D-друком
Суперечка щодо використання CNC чи 3D-друку постійно виникає на етапі розробки продукту — і універсального переможця не існує. Кожен із цих методів є найефективнішим у певних випадках застосування.
Обирайте обробку на верстатах з ЧПУ, коли вам потрібно:
- Вищі механічні властивості завдяки використанню суцільного металу або інженерних пластиків
- Точні допуски (до ±0,001″ у разі CNC порівняно з типовими ±0,005″ для 3D-друку)
- Функціональні прототипи, властивості матеріалів яких відповідають виробничим
- Кількість деталей — від 1 до кількох сотень, економічно вигідна
Оберіть 3D-друк, коли вам потрібно:
- Швидке виготовлення прототипів методом CNC — іноді доставка того ж дня
- Складні внутрішні геометрії, які неможливо обробити традиційними методами (решітки, конформні каналів охолодження)
- Недорога перевірка конструкції перед виготовленням прототипів методом CNC
- Прототипування з вуглецевого волокна з безперервним армуванням волокном
- Високо налаштовані одноразові частини, де витрати на інструментацію не можуть бути виправдані
Згідно Аналіз виробництва Gizmospring , 3D-друк відмінно підходить для швидкого створення прототипів, оскільки його швидкі терміни виконання та нижчі витрати дозволяють швидку ітерацію. Однак, CNC-машини працюють, коли найважливіші - точність, міцність матеріалу і якість поверхні.
Для прототипів з обробки на ПК, найкраща точка виникає, коли вам потрібна функціональна перевірка деталей, які працюють під реальними навантаженнями, а не просто підходять для перевірки. 3D-принтер може підтвердити геометрию, але оброблена алюмінієва версія підтверджує реальну продуктивність.
Коли більш доцільним є лиття під тиском
Тут гучність змінює все. Інжекційне формовання вимагає значних попередніх інвестицій у інструментарію, як правило, від $ 3000 до $ 100 000 + в залежності від складності, але витрати на частину різко знижуються в масштабі.
Точка перетину: Згідно з даними компанії Protolabs, лиття під тиском зазвичай стає економічно вигіднішим за фрезерування на ЧПУ при виробництві від 100 до 500 деталей, залежно від геометрії та матеріалу. Для серійного виробництва понад 10 000 деталей вартість лиття під тиском становить лише частку вартості альтернативних методів обробки на ЧПУ.
Лиття під тиском виграває, коли:
- Обсяги виробництва перевищують 500+ ідентичних деталей
- Деталі мають складні конструктивні елементи, які було б дорого обробляти (защелки, гнучкі шарніри, тонкі стінки)
- Необхідна стабільна повторюваність у тисячах одиниць
- Тривалі графіки виробництва виправдовують інвестиції в оснастку
Фрезерування на ЧПУ залишається кращим у таких випадках:
- Вам потрібні послуги фрезерування прототипів для перевірки проекту перед виготовленням форм
- Кількість деталей залишається нижче порогового значення, при якому лиття під тиском стає вигіднішим
- Потрібні металеві деталі (лиття під тиском використовується переважно для пластмас)
- Ймовірні подальші зміни конструкції — модифікація форм є витратною
Багато успішних продуктів стратегічно поєднують обидва методи: фрезерування прототипів швидко перевіряє проект, а потім лиття під тиском забезпечує масове виробництво після остаточного затвердження специфікацій.
Таблиця порівняння методів виробництва
Це порівняння охоплює ключові критерії прийняття рішень у всіх чотирьох основних методах виробництва:
| Критерії | Обробка CNC | 3D друк | Лиття під тиском | Виготовленні з листового металу |
|---|---|---|---|---|
| Оптимальні обсяги | 1–500 деталей | 1–50 деталей | 500–1 000 000+ деталей | 10–10 000 деталей |
| Варіанти матеріалу | Метали, пластмаси, композитні матеріали (понад 50 варіантів) | Полімери, смоли, деякі метали (обмежений вибір) | Термопластики, переважно (широкий вибір полімерів) | Листові метали: алюміній, сталь, нержавіюча сталь, мідь |
| Висока точність | досяжно ±0,001" | ±0.005" типово | ±0,003" — типове значення | ±0,005" до ±0,010" |
| Типовий термін виконання | 3–15 робочих днів | 1-5 робочих днів | 2–6 тижнів (включаючи виготовлення інструментів) | 5-15 робочих днів |
| Вартість установки/інструментації | Низька ($0–500) | Жодного | Висока ($3 000–100 000+) | Низька до помірної ($100–2 000) |
| Вартість одного виробу (10 одиниць) | $$ | $$ | $$$$$ (інструменти амортизовані) | $$ |
| Вартість на один виріб (1000 одиниць) | $$ | $$$ | $ | $ |
| Краще для | Точні металеві/пластикові деталі, функціональні прототипи | Швидке прототипування, складні геометрії, індивідуальне виготовлення | Високосерійне виробництво пластикових виробів | Корпуси, кронштейни, панелі |
Зробіть правильний вибір для свого проекту
Під час оцінки послуг з обробки прототипів або виробничого виробництва розгляньте такі критерії прийняття рішення:
- Який обсяг продукції? Для малих партій перевагу мають фрезерування ЧПУ або 3D-друк; для великих партій — лиття під тиском або обробка листового металу.
- Які властивості матеріалу вам потрібні? Якщо важливі міцність, термостійкість або конкретні металеві сплави, найкращим варіантом, ймовірно, буде фрезерування ЧПУ або виготовлення виробів із листового металу.
- Наскільки жорсткі ваші допуски? Високі вимоги до точності часто виключають з розгляду 3D-друк та обробку листового металу.
- Який у вас графік? У разі термінової потреби в прототипі ЧПУ може бути доцільним вибрати 3D-друк через його швидкість; для виробничих графіків можна врахувати триваліші строки виготовлення при литті під тиском.
- Чи завершено ваш дизайн? Якщо ймовірність змін залишається високою, уникайте дорогих модифікацій інструментів для лиття під тиском.
Багато онлайн-постачальників послуг ЧПУ-обробки тепер пропонують кілька методів виробництва через єдину платформу — що дозволяє вам створювати прототипи за допомогою швидкої ЧПУ-прототипування, перевіряти їх функціональність за допомогою оброблених деталей, а потім переходити до лиття під тиском для серійного виробництва без зміни постачальника.
Розуміння цих компромісів дозволяє приймати рішення щодо виробництва на основі вимог проекту, а не знайомства з процесом. Однак вибір правильного методу — лише частина рівняння; забезпечення того, що ваш партнер з виробництва відповідає стандартам якості, відповідним для вашої галузі, додає ще один критичний аспект, який слід врахувати.
Галузеві сертифікації та стандарти якості: пояснення
Ви обрали метод виробництва й розумієте, що впливає на ціноутворення — але ось запитання, яке розділяє несерйозне прототипування від серйозного виробництва: чи має ваш партнер з CNC-обробки сертифікати, які вимагаються у вашій галузі? Для авіаційних компонентів, медичних пристроїв або автомобільних вузлів неправильна відповідь може означати відхилення деталей, провалені аудити або ще гірше.
Сертифікати — це не просто естетичні логотипи на вебсайті. Згідно з посібником 3ERP щодо сертифікації, вони є документально підтвердженим фактом того, що виробник реалізував системи управління якістю, проходить регулярні аудити незалежних третіх сторін і забезпечує повну прослідковість на всіх етапах виробництва. Розуміння того, що кожен сертифікат дійсно означає, допоможе вам правильно підібрати компанію з точного машинного обладнання під специфічні вимоги вашого проекту.
Розшифрування сертифікатів ISO AS9100 та IATF
Давайте розберемося в «алфавітному супі» сертифікатів виробництва. Кожен стандарт вирішує певні галузеві завдання, і розуміння відмінностей між ними допомагає вам переконатися, чи зможе потенційний партнер справді забезпечити те, що вимагає ваше застосування.
ISO 9001: Основа системи управління якістю
Уявіть собі ISO 9001 як базовий сертифікат для будь-якого серйозного виробничого підприємства. Він встановлює вимоги до системи управління якістю (СУЯ), зосередженої на задоволенні клієнтів, стабільному випуску продукції та постійному покращенні. Згідно з Hartford Technologies , ISO 9001 застосовується в усіх галузях промисловості будь-якого масштабу й є фундаментальним сертифікатом, що визначає обов’язкові вимоги до ефективної системи управління якістю.
Працюючи з онлайн-послугами ЧПУ-обробки, сертифікованими за ISO 9001, ви отримуєте гарантію того, що:
- Кожен етап виробництва регулюється задокументованими процедурами
- Вимоги клієнтів систематично визначаються та відстежуються
- Внутрішні аудити підтверджують постійне дотримання вимог
- Коригувальні дії усувають невідповідності до того, як вони перетворяться на системні порушення
AS9100: Контроль якості за стандартами аерокосмічної галузі
Обробка аерокосмічних компонентів методом ЧПУ вимагає більшого, ніж загальне управління якістю. Стандарт AS9100 ґрунтується на основі ISO 9001, доповнюючи її специфічними для аерокосмічної галузі вимогами щодо управління ризиками, контролю конфігурації та відстежуваності продукції. Кожен компонент має бути пов’язаним із джерелом його сировини, а оцінки ризику відмов є обов’язковими на всіх етапах верифікації проекту.
Для застосування в аерокосмічній обробці сертифікація за AS9100 свідчить про те, що виробник розуміє середовище авіації, де не допускаються жодні відхилення від вимог. Деталі, призначені для літальних апаратів — незалежно від того, чи це конструктивні елементи, двигунні вузли чи корпуси авіоніки — потребують такого рівня документально підтвердженого контролю.
ISO 13485: Стандарти виробництва медичних виробів
Медична обробка має унікальні відповідальність. Збій у хірургічному інструменті або компоненті імплантату може коштувати життя. Стандарт ISO 13485 встановлює систему менеджменту якості (СМЯ), спеціально розроблену для виробництва медичних виробів, з акцентом на управління ризиками, відповідність регуляторним вимогам та повну просліджуваність від стадії проектування до технічного обслуговування.
Обробка медичних виробів за стандартом ISO 13485 вимагає:
- Суворої документації процесів проектування, виробництва та валідації
- Доведеної здатності ідентифікувати та мінімізувати ризики для безпеки пацієнтів
- Відповідності регуляторним зобов’язанням у всіх цільових ринках
- Виробів, що відповідають встановленим критеріям безпеки та ефективності
IATF 16949: Автомобільна галузь — високий рівень якості
Розроблений Міжнародною автотранспортною робочою групою (International Automotive Task Force), стандарт IATF 16949 є глобальним стандартом управління якістю, спеціально адаптованим для автомобільного виробництва. Він ґрунтується на ISO 9001 та включає додаткові вимоги до проектування продукції, виробничих процесів і стандартів, встановлених замовниками, які визначають ланцюг поставок у автомобільній галузі.
Що робить стандарт IATF 16949 особливо цінним? Сертифіковані підприємства застосовують статистичне управління процесами (SPC) для моніторингу параметрів виробництва в режимі реального часу, забезпечуючи стабільне виготовлення компонентів з високою точністю протягом тривалих виробничих циклів. Це має критичне значення під час виробництва вузлів шасі, тормозних компонентів або прецизійних металевих втулок, оскільки розмірна стабільність безпосередньо впливає на безпеку й експлуатаційні характеристики транспортного засобу.
Для автомобільних застосувань, що вимагають сертифікованих виробничих потужностей, Автомобільні рішення для механічної обробки компанії Shaoyi демонструвати, як виглядає виробництво, сертифіковане за IATF 16949, на практиці — поставляючи складні шасі-вузли та точні металеві компоненти з термінами виконання до одного робочого дня при одночасному дотриманні суворих вимог щодо контролю якості.
Підбір сертифікатів відповідно до потреб вашої галузі
Які сертифікати слід перевірити перед розміщенням замовлення? Це повністю залежить від того, куди потраплять ваші деталі. Ось практичний розподіл за галузями:
Загальне машинобудування та прототипування:
- Сертифікат ISO 9001 забезпечує достатню гарантію якості
- Зосередьте увагу на якості комунікації та оперативності надання зворотного зв’язку щодо проектування для виробництва (DFM)
- Точнісні можливості важливіші за спеціалізовані сертифікати
Аерокосмічна та оборонна промисловість:
- Сертифікація AS9100, як правило, є обов’язковою для компонентів, критичних для польоту
- Дотримання вимог ITAR необхідне для оборонної продукції, включеної до списку засобів військового призначення США
- Очікуйте ретельної документації та повної прослідковості матеріалів
Медичні вироби та сфера охорони здоров’я:
- Сертифікація ISO 13485 є обов’язковою для регульованих медичних виробів
- Реєстрація в FDA може бути обов’язковою для медичних виробів, що поставляються на ринок США
- Часто потрібні сертифікати на матеріали та документація щодо біосумісності
Автомобільна промисловість:
- Сертифікація IATF 16949 є обов’язковою для провідних OEM-виробників та постачальників першого рівня
- Документація PPAP (Процес схвалення виробничих деталей) часто очікується замовниками
- Здатність застосовувати статистичний контроль процесів забезпечує сталість якості виробництва
Сертифікації демонструють нашим клієнтам, що ми серйозно ставимося до якості. Це не просто паперова робота — це зобов’язання забезпечувати височайшу якість кожної деталі, яку ми виготовляємо.
Згідно з посібником Machine Shop Directory щодо сертифікації, 67 % OEM-виробників вимагають від своїх постачальників сертифікації ISO 9001, а підприємства з галузевими сертифікатами отримують у середньому на 15 % більше контрактів. Інвестиції в сертифікацію приносять віддачу у вигляді розширення ринкового доступу та зростання довіри з боку клієнтів.
Крім відкриття дверей до регульованих галузей, сертифікації сприяють внутрішнім покращенням. Процес аудиту змушує виробників аналізувати свої робочі процеси, документувати процедури та впроваджувати контрольні заходи, що зменшують кількість помилок і втрат. Ви отримуєте користь від цих ефектів підвищеної ефективності у вигляді більш стабільної якості й часто — нижчих цін, оскільки операційні покращення накопичуються з часом.
Знати, які сертифікації мають значення для вашого застосування, є обов’язковою умовою — але перевірити, чи дійсно потенційний партнер має ці кваліфікації та забезпечує стабільну якість на практиці, вимагає системного підходу до оцінки.
Як оцінити та обрати правильного онлайн-партнера з ЧПУ
Ви розумієте сертифікації, ви знаєте, які стандарти вимагає ваша галузь, але як насправді перевірити, чи виконує потенційний виробничий партнер свої зобов’язання? Вибір неправильного центру ЧПУ-обробки може призвести до пропущених термінів, відхилення деталей та фруструючих збоїв у комунікації, що зруйнують весь графік вашого проекту.
Чи шукатимете ви «центри ЧПУ-обробки поруч ізі мною», чи оцінюватимете глобальні цифрові платформи — процес відбору вимагає системної оцінки, а не лише інтуїтивного підходу. Згідно з керівництвом TQ Manufacturing щодо відбору партнерів, компанії часто стикаються з типовими проблемами, такими як нестабільна якість, запізнені поставки та погана комунікація — ці проблеми призводять до витрат на повторну обробку, затримок у виробництві та невдоволених клієнтів.
Давайте створимо практичну методику оцінки спеціалізованих послуг ЧПУ-обробки, яка дозволить відрізнити надійних партнерів від ризикованих постачальників.
Червоні прапорці під час вибору партнера з ЧПУ-обробки
Перш ніж розпочати пошук потрібних характеристик, давайте визначимо попереджувальні ознаки, які мають змусити вас шукати інших постачальників. Згідно з контрольним списком інженерів JUPAICNC, досвідчені покупці навчаються виявляти ці проблеми на ранніх етапах — таким чином економлячи час і уникуючи дорогоцінних помилок.
Попереджувальні ознаки, що вказують на потенційні проблеми:
- Відсутність сертифікатів: Відсутність галузево визнаних сертифікатів систем контролю якості, таких як ISO 9001, свідчить про недостатній контроль процесів. У регульованих галузях відсутність галузево специфічних сертифікатів (AS9100, ISO 13485, IATF 16949) одразу дискваліфікує постачальника.
- Нечіткі відповіді щодо можливостей: Якщо ви запитуєте про можливості витримки допусків, експертизу у роботі з матеріалами або терміни виконання замовлення й отримуєте нечіткі відповіді, очікуйте подібної неоднозначності й під час виробництва.
- Повільні строки відповіді на етапі оцінки: Якщо на початкові запити вони відповідають протягом кількох днів, очікуйте затримок у комунікації й під час виробництва. Перевірте їх оперативність до того, як приймати остаточне рішення.
- Не пропонується зворотний зв'язок з DFM: Майстерні з високою якістю обробки деталей поруч ізі мною — або будь-де — проактивно виявляють проблеми, пов’язані з технологічністю виготовлення. Постачальники, які лише надають цінові пропозиції без участі у проектуванні, часто постачають деталі з уникненними проблемами.
- Обмежений досвід роботи з матеріалами: ЦНЧ-майстерня поруч ізі мною, що спеціалізується виключно на алюмінії, не зможе ефективно обслуговувати вас, коли для вашого проекту потрібні експертні знання у роботі з нержавіючою сталлю або титаном.
- Постійні затримки поставок: Дізнайтеся про показник своєчасних поставок. Поганий історичний запис свідчить про проблеми з управлінням потужностями, що позначаться на вашому проекті.
- Відсутність структурованого процесу прискореної обробки замовлень: Коли виникають термінові прототипи — а це неминуче станеться — постачальники без можливості прискореної обробки залишають вас без виходу.
Якщо постачальник демонструє кілька червоних прапорців, найкращим рішенням буде розглянути інші варіанти.
Питання, які слід задати перед розміщенням замовлення
Тепер змінимо підхід. Ось що слід активно перевіряти під час оцінки токарних майстерень поблизу мене або цифрових виробничих платформ. Згідно з виробничим посібником UPTIVE, вибір правильного партнера з відповідним досвідом може потенційно заощадити вам тисячі доларів, оскільки він знайомий із типовими проблемами й найефективнішими способами уникнути їх.
Сертифікація та перевірка якості:
- Які сертифікати якості ви маєте, і коли їх було останній раз перевірено?
- Чи можете ви надати звіти про перевірку, документацію з контролю якості або звіти про першу статтю (FAI)?
- Як ви обробляєте неспівпадаючі деталі — який у вас процес коригувальних дій?
Комунікація та управління проектами:
- Чи матиму я спеціального менеджера з обслуговування клієнтів або єдину точку контакту?
- Як ви повідомляєте про оновлення стану проекту, затримки чи неочікувані проблеми під час виробництва?
- Який у вас типовий час відповіді на технічні запитання або уточнення щодо пропозицій?
Технічні можливості:
- Які діапазони допусків ви можете надійно забезпечити? (За можливості перевірте на прикладі реальних деталей)
- У яких матеріалах ви спеціалізуєтесь, і чи можете ви надати приклади подібних проектів?
- Які конфігурації верстатів ви використовуєте — 3-вісні, 4-вісні, 5-вісні, фрезерно-токарні центри?
Масштабованість і гнучкість:
- Чи можете ви виготовляти як прототипні партії, так і серійні замовлення обсягом від 1000 деталей і більше?
- Яка ваша потужність щодо обробки зростаючих обсягів замовлень без затримок у поставках?
- Чи приймаєте ви термінові проекти або раптові зміни в конструкції?
Терміни виконання та поставки:
- Який ваш типовий термін виконання й який відсоток поставок у строк?
- Чи надаєте ви можливість відстеження замовлення в режимі реального часу та регулярні оновлення статусу?
- Як ви керуєте виробничими потужностями, щоб уникнути затримок у періоди пікового попиту?
Фактор масштабованості: від прототипу до серійного виробництва
Ось де багато виробників не виправдовують очікувань. Знайти місцеві механічні майстерні, які виготовляють одиничні прототипи, — це легко. А от знайти партнерів, які безперервно й успішно переходять від швидкого прототипування до масового виробництва з постійним забезпеченням якості, — ось справжня задача.
Згідно з дослідженнями UPTIVE, шлях від прототипу до виробництва вимагає партнерів, здатних керувати:
- Підтримка ітерацій проектування: Якісні партнери надають зворотний зв’язок щодо DFM (дизайну для виробництва), що удосконалює ваш прототип для економічного та масштабованого виробництва
- Валідаційні запуски малих обсягів: Перш ніж переходити до повномасштабного виробництва, невеликі партії дозволяють на ранніх етапах виявити технологічні проблеми
- Масштабування виробництва: Коли попит зростає, ваш партнер має зростати разом із вами, не допускаючи погіршення якості
- Постійний контроль якості: Такий самий суворий контроль якості, що підтверджує придатність вашого прототипу, має застосовуватися до кожного виробничого виробу
Ідеальний баланс? Виробничі потужності, які забезпечують терміни виконання прототипів упродовж одного дня, одночасно зберігаючи стандарти якості, прийнятні для серійного виробництва. Таке поєднання свідчить як про оперативну високу кваліфікацію, так і про гнучкість, орієнтовану на клієнта.
Для автомобільних застосувань, що вимагають можливості переходу від прототипу до серійного виробництва, Точні послуги ЧПУ-обробки компанії Shaoyi є прикладом того, як виглядає онлайн-виробництво, готове до серійного випуску: масштабування від швидкого прототипування до масового виробництва складних шасі та спеціальних металевих компонентів із підтвердженням відповідності стандарту IATF 16949 та застосуванням статистичного контролю процесів, що забезпечує стабільне отримання високоточних виробів.
Ваш контрольний список оцінки
Перед розміщенням наступного замовлення перевірте такі ключові фактори:
| Критерії оцінки | Що перевіряти | Чому це важливо |
|---|---|---|
| СЕРТИФІКАЦІЇ | Мінімум ISO 9001; галузеві сертифікати — за потреби | Документовані системи управління якістю зменшують кількість дефектів та необхідність доробки |
| Зв'язок | Час відповіді — менше 24 годин; наявність персонального контактного особи | Недостатня комунікація призводить до затримок та помилок у специфікаціях |
| Зворотний зв’язок з DFM | Превентивні пропозиції щодо конструювання до початку виробництва | Дозволяє виявити витратні проблеми ще до їх реалізації у виробничому процесі |
| Точність виготовлення | Документоване точне відповідність вашим вимогам | Гарантує, що компоненти відповідають функціональним специфікаціям |
| Експертиза з матеріалами | Досвід роботи з вашими конкретними матеріалами; кейси доступні | Знання особливостей матеріалів запобігає помилкам при механічній обробці |
| Масштабованість | Можливість виготовлення як прототипів, так і серійних партій | Уникнення зміни постачальника під час розширення вашого проекту |
| Своєчасна доставка | Доведена статистика — понад 95 % доставок у строк | Запізнення з поставкою компонентів порушує графіки виробництва та зобов’язання перед клієнтами |
Вибір правильного онлайн-постачальника послуг ЧПУ-обробки є одним із найважливіших виробничих рішень, які ви можете прийняти. Надійний партнер підвищує якість продукції, оптимізує ефективність виробництва та забезпечує своєчасні поставки — дозволяючи вам зосередитися на інноваціях у проектуванні, а не на оперативному вирішенні проблем ланцюгів поставок.
Систематично оцінюючи постачальників за цими критеріями, ви з впевненістю обираєте виробничого партнера, який відповідає вашим стандартам якості, очікуванням щодо термінів поставки та потребам у масштабуванні. Первинні інвестиції в належну оцінку відшкодовуються при кожному замовленні, яке надходить вчасно, відповідає технічним вимогам і готове до експлуатації.
Поширені запитання щодо онлайн-послуг фрезерування з ЧПУ
1. У чому різниця між онлайн-фрезеруванням з ЧПУ та традиційними механічними майстернями?
Онлайн-послуги фрезерування з ЧПУ використовують цифрові платформи, що забезпечують миттєве формування пропозицій, завантаження файлів CAD та глобальний доступ до точного виробництва без телефонних дзвінків або особистих консультацій. Для отримання пропозицій у традиційних механічних майстернях потрібно подавати запити вручну, обмінюватися листами електронною поштою, а також часто стикаються з географічними обмеженнями. Цифрові платформи передають замовлення спеціалізованим виробникам у рамках розгалужених мереж, забезпечуючи стабільну якість, конкурентні ціни та доставку деталей уже через 1–3 дні для прототипів.
2. Як отримати миттєву комерційну пропозицію на фрезерування з ЧПУ онлайн?
Завантажте свій 3D-файл CAD (бажано у форматі STEP або IGES) на онлайн-платформу для ЧПУ-обробки. Алгоритми на основі штучного інтелекту негайно аналізують геометрію деталі, вибір матеріалу, допуски та параметри обробки поверхонь, щоб протягом кількох секунд сформувати точну цінову пропозицію. Система виявляє проблеми, пов’язані з технологічністю виготовлення, і надає рекомендації щодо проектування з урахуванням вимог виробництва до початку виготовлення. Більшість платформ також дозволяють змінювати обсяги замовлення, матеріали та терміни виконання, щоб побачити зміни ціни в режимі реального часу.
3. Які формати файлів є найкращими для замовлення ЧПУ-обробки онлайн?
Файли STEP (.step/.stp) є «золотим стандартом» для ЧПУ-обробки, оскільки вони зберігають точну геометрію, криві та визначення ребер. Формати IGES і Parasolid також добре підходять. Уникайте файлів STL, оскільки вони використовують трикутну сітку для апроксимації форми, що не забезпечує достатньої точності для генерації траєкторій руху інструменту при ЧПУ-обробці. Для деталей з жорсткими допусками додайте 2D-креслення у форматі PDF, де вказані критичні розміри, параметри обробки поверхонь та геометричні допуски поряд із вашою 3D-моделлю.
4. Скільки коштує обробка на ЧПУ та які чинники впливають на ціну?
Вартість обробки на ЧПУ залежить від вибору матеріалу (20 % від загальної вартості), часу роботи верстата (80 % від загальної вартості), складності деталі, вимог до точності, кількості деталей, типу обробки поверхні та термінів виконання замовлення. Деталі з алюмінію коштують менше, ніж з титану; стандартні допуски (±0,005") значно дешевші за прецизійні специфікації (±0,001"). Оптова закупівля знижує вартість однієї деталі за рахунок розподілу витрат на підготовку обладнання. Термінові замовлення з терміном виконання 1–3 дні, як правило, мають надбавку 25–100 % порівняно зі стандартними строками виконання — 7–15 днів.
5. Коли слід вибирати фрезерування з ЧПУ замість 3D-друку або лиття під тиском?
Оберіть фрезерування з ЧПУ, коли вам потрібні високі механічні властивості з суцільного металу або інженерних пластиків, жорсткі допуски (±0,001″), функціональні прототипи з матеріалів, що відповідають виробничим, або кількість деталей від 1 до 500. 3D-друк ідеально підходить для швидкої ітерації, складної внутрішньої геометрії та недорогої перевірки конструкції. Лиття під тиском стає економічно вигідним при кількості понад 500 деталей, але вимагає значних початкових інвестицій у оснастку ($3 000–$100 000+). Багато проектів використовують ЧПУ для створення прототипів, а потім переходять на лиття під тиском для серійного виробництва.