 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Послуги лазерного різання розкриті: ціни, матеріали та те, що приховують майстерні
Що таке послуги лазерного різання і чому вони важливі
Чи замислювались ви, як виробники створюють надзвичайно складні металеві деталі або ідеально гладкі вивіски з акрилу? Відповідь полягає в послугах лазерного різання — технології, яка революціонує спосіб перетворення сировини на прецизійні компоненти. Незалежно від того, шукаєте ви послуги лазерного різання поруч ізі мною чи досліджуєте можливості прецизійного лазерного різання для складного проекту, розуміння цієї технології дає вам контроль над вашими виробничими рішеннями.
У своїй основі лазерне різання використовує сфокусований потужний промінь світла для різання, гравірування або травлення матеріалів із дивовижною точністю. Уявіть собі малювання концентрованим світлом — тільки це світло достатньо потужне, щоб плавити сталь. А Cnc лазерний різак поєднує комп'ютерне числове керування з лазерними технологіями для виконання операцій різання з надзвичайною точністю, особливо під час створення складних форм і малих отворів.
Як лазерні промені перетворюють сировину на точні деталі
Уявіть, що ви фокусуєте сонячне світло через збірну лінзу, щоб спалити лист. Тепер помножте цю інтенсивність на тисячі. Суть лазерного різання полягає саме в цьому — але з точністю, керованою комп'ютером, якої не може досягти жодна людська рука.
Процес працює за допомогою лазерної головки, що містить фокусуючу лінзу та сопло. Цей вузол концентрує стовпчик світла надзвичайної інтенсивності на поверхні заготовки. Коли цей сфокусований промінь потрапляє на матеріал, густина тепла в цій точці стає настільки високою, що призводить до швидкого нагрівання й часткового або повного випаровування матеріалу.
Те, що робить цю технологію справді потужною, — це система керування ЧПК. Комп'ютерні інструкції (так званий G-код) керують рухами лазерної головки по робочій поверхні, точно відтворюючи шлях вашого дизайну з мікроскопічною точністю. Стиснений газ, що проходить через сопло, виконує подвійну функцію — охолоджує фокусуючу лінзу та видаляє випарені матеріали з лінії різання.
Наукова основа технології різання світлом
На відміну від традиційного оброблення, при якому матеріал фізично видаляється за допомогою контактних інструментів, лазерне різання є безконтактним процесом, заснованим на тепловій дії. Ця відмінність має важливе значення з кількох причин:
- Відсутність зносу інструменту: Промінь лазера не зношується, як фізичні інструменти для різання, забезпечуючи стабільну якість протягом тисяч операцій різання
- Мінімальне навантаження на матеріал: Оскільки немає фізичного контакту, відсутні механічні зусилля, що спотворюють ваші деталі
- Можливість створення складних форм: Фокусований промінь може створювати елементи, які неможливо отримати за допомогою традиційних інструментів
Для тих, хто працює з акрилом послуги лазерного різання або варіанти обробки металу , ця технологія пропонує неперевернену універсальність. Той самий основний процес, що розрізає товсті сталеві плити, може делікатно гравірувати декоративні візерунки на дереві чи створювати складні прототипи з інженерних пластиків.
Чому це важливо, якщо ви шукаєте виробничі рішення? Швидкість, точність і універсальність визначають сучасне лазерне різання. Проекти, для яких раніше потрібні були кілька операцій обробки та значні роботи з оздоблення, тепер можуть бути завершені за один прохід із краями, достатньо чистими для негайної збірки. Розуміння цих основ дозволяє ефективно спілкуватися з постачальниками послуг і впевнено оцінювати пропозиції — знання, які ви отримаєте під час вивчення цього посібника.
Пояснення технологій CO2 та волоконного лазера
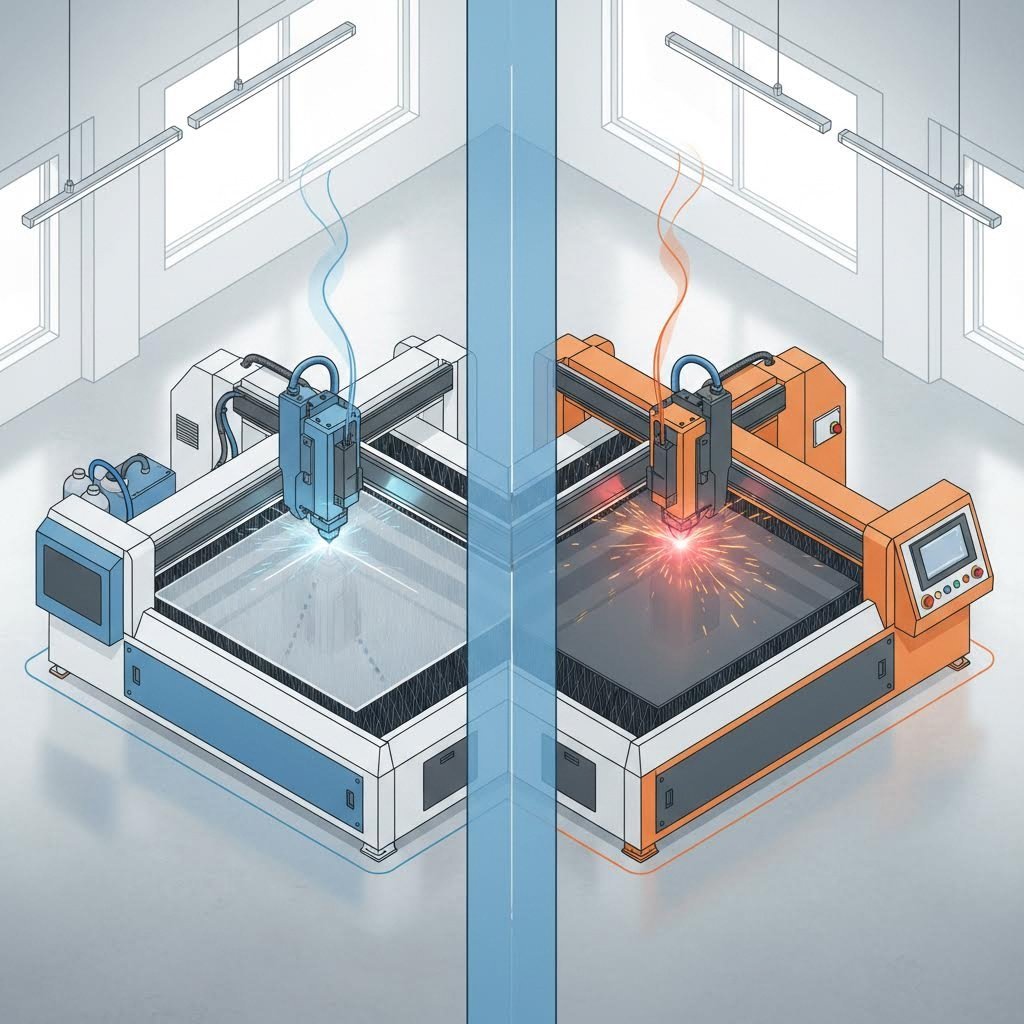
Не всі лазери однакові. Коли ви запитуєте ціни у послуг з лазерного різання, важливо розуміти, яка технологія живить обладнання, адже це безпосередньо впливає на якість, вартість та термін виконання вашого проекту. У галузі домінують дві технології — лазери CO2 та волоконні лазери, і кожна з них чудово підходить для різних завдань. Розуміння різниці допоможе вам обрати правильного постачальника та уникнути переплат за непотрібні можливості.
Ось основна відмінність: лазери CO2 використовують газову генерацію променя, тоді як волоконні лазери базуються на твердотільній технології. Ця, здавалося б, проста відмінність призводить до кардинально різних характеристик продуктивності, що має значення для конкретних потреб вашого проекту.
Лазери CO2 для неметалевих матеріалів
Лазерні машини з вуглекислим газом є робочими конями галузі з 1960-х років. Ці системи використовують суміш вуглекислого газу, азоту та гелію для отримання електрично керованого лазерного променя. Технологія працює за принципом індукції світла через газонаповнену трубку з дзеркалами на обох кінцях — одне повністю відбиває, інше дозволяє часткове проходження світла. Така конфігурація дзеркал призводить до накопичення інтенсивності світлових хвиль перед спрямуванням потужного променя на поверхню різання.
Що робить CO2-лазери особливими? Їхня довжина хвилі 10,6 мкм ідеально поглинається органічними та неметалевими матеріалами коли потрібні точні розрізи акрилу, дерева, пластмаси, шкіри, тканини чи паперу, CO2-лазери забезпечують виняткову якість краю. Сервіси, які пропонують альтернативи акрилу sendcutsend, як правило, покладаються саме на CO2-технологію.
CO2-лазери чудово справляються з такими матеріалами:
- Пластмаси та акрили: Чисті, відполіровані краї без додаткової обробки
- Дерево та фанера: Точні розрізи з мінімальним обвугленням за належного калібрування
- Шкіра та тканина: Складні візерунки без схильності до витягування ниток
- Папір і картон: Деталізовані дизайни для упаковки та прототипів
- Гума та пробка: Індивідуальні прокладки та декоративні вироби
Які компроміси? Системи CO2 працюють лише з ККД 5–10%, споживаючи в 10–20 разів більше електроенергії, ніж випромінюють лазерного світла. Вони також потребують частішого обслуговування й мають коротший термін роботи — фактори, що впливають на ціноутворення постачальників у будь-якому регіоні, включаючи майстерні лазерного різання в Сан-Хосе.
Волоконні лазери для високоякісного різання металу
Волоконна лазерна технологія — це нове покоління потужності різання. Ці пристрої використовують активні оптичні волокна, леговані рідкісноземельними елементами, такими як ітербій, для генерації та підсилення лазерного променя. Транспортне волокно потім передає цю концентровану енергію безпосередньо до головки різання — без дзеркал, без газових сумішей.
Результати говорять самі за себе. Згідно з дані галузі , волоконні лазери створюють промені з коротшими довжинами хвиль (1,064 мкм), що забезпечує більшу поглинальну здатність на металевих поверхнях. Це означає продуктивність, яка в 3–5 разів перевищує продуктивність аналогічних за потужністю установок CO₂ під час різання металів.
Чому виробники металовиробів надають перевагу волоконним лазерам? Розгляньте ці переваги:
- Високоякісне різання металу: Вуглецева сталь, нержавіюча сталь, алюміній, латунь, мідь та титан
- Обробка відбивних матеріалів: Ріже матеріали, які створюють проблеми для систем CO₂
- Вища ефективність: Електричний ККД понад 90% проти 5–10% у систем CO₂
- Повыщений термін служби: До 25 000 годин роботи — приблизно в 10 разів довше, ніж у обладнання CO₂
- Зменшена обслуговування: Твердотільна конструкція виключає необхідність у роботі з газом і регулюванні дзеркал
Шукаючи компанію Laser Max у Сан-Хосе або інших спеціалістів з різання металу в регіоні, запитайте, чи вони використовують волоконні лазерні установки для ваших металевих проектів. Відмінності в технологіях безпосередньо впливають на якість різання та ціноутворення.
Пряме порівняння технологій
Вибір між цими технологіями стає яснішим, коли ви бачите специфікації один до одного:
| Характеристика | Лазер CO2 | Ласер з волокна |
|---|---|---|
| Найкращі матеріали | Акрил, дерево, пластик, шкіра, тканина, папір, гума | Сталь, нержавіюча сталь, алюміній, латунь, мідь, титан |
| Типова діапазон товщини | До 20 мм + для металів (з кислородом); ідеально підходить для неметалів | Оптимально для металів до 20 мм; новіші машини обробляють до 2,25 " |
| Швидкість різання | Повільніше на металах; відмінно на неметалах | 3-5 разів швидше, ніж CO2 на металах |
| Енергоефективність | 5-10% (високе споживання енергії) | Більше 90% (мінімальний відход енергії) |
| Працююча тривалість життя | Приблизно 2500 годин | До 25 000 годин |
| Вимоги до технічного обслуговування | Регулярне вирівнювання дзеркал, наповнення газу, частіше обслуговування | Мінімальна технічна підтримка, без витратних газів |
| Початкова вартість обладнання | Менші первинні інвестиції | 5-10 разів вище еквівалентного CO2 |
| Якість краю | Видатний для товстих матеріалів і неметалів | Вища точність на металах |
Правильний вибір технологій
Отже, яку технологію слід використовувати у вашому проекті? Відповідь повністю залежить від ваших матеріалів та вимог:
Оберіть послуги CO2-лазера, коли:
- Ваш проект передбачає роботу з неметалевими матеріалами, такими як акрил, дерево або пластики
- Потрібно різати товсті металеві пластини (10–20 мм або більше) за допомогою кисню
- Пріоритетом є якість краю на органічних матеріалах
- Бюджетні обмеження сприяють нижчій вартості замовлення замість довговічності обладнання
Оберіть послуги волоконного лазера, коли:
- У вашому проекті потрібна різка листового металу (вуглецева сталь, нержавіюча сталь, алюміній)
- Ви працюєте з дзеркальними металами, такими як латунь або мідь
- Швидкість і точність мають критичне значення для терміну виробництва
- Вищі допуски вимагають більш вузького та стабільного пучка, який забезпечують волоконні лазери
Багато професійних послуг лазерного різання використовують обидві технології, вибираючи оптимальний верстат для кожного завдання. Запитуючи ціни, уточнюйте, який саме тип лазера буде використано для обробки ваших деталей — така прозорість свідчить про постачальника, який надає перевагу результатам, а не зручності. Усвідомлення цих відмінностей готує вас до оцінки варіантів матеріалів, що буде розглянуто детально в наступному розділі.
Повний посібник із матеріалів для проектів лазерного різання
Ось що більшість послуг лазерного різання не скажуть вам одразу: вибір матеріалу визначає 80% успіху вашого проекту. Ви можете мати найсучасніший волоконний лазер у світі, але якщо використати неправильний матеріал або неправильно зрозуміти обмеження за товщиною, ви отримаєте відхилені деталі та марно витрачені кошти цей всебічний посібник пропонує те, на що конкуренти лише натякають: практичні специфікації для кожної категорії матеріалів разом із реальними обмеженнями за товщиною та вимогами до якості.
Чи ви досліджуєте онлайн-послуги лазерного різання для прототипу, чи оцінюєте послуги лазерного різання онлайн для серійного виробництва, розуміння сумісності матеріалів запобігає дороговживним несподіванкам. Давайте детально розглянемо, на що здатний кожен матеріал — і чого він не може забезпечити.
Можливості різання металів та обмеження за товщиною
Метали є основою промислового лазерного різання. Проте кожен метал по-різному поводиться під дією лазерного променя, а можливості за товщиною значно варіюються залежно від потужності та типу лазера. Ось що вам потрібно знати перед поданням файлів вашого дизайну.
Вуглецева сталь
Найпоширенішим металом у лазерній обробці є вуглецева сталь, яка передбачувано реагує як на волоконні, так і на CO2-лазери. Її залізний склад ефективно поглинає лазерну енергію, забезпечуючи чисті розрізи з мінімальним утворенням шлаку.
- Діапазон товщин: 0,5 мм до 25 мм+ (залежно від потужності)
- Якість краю: Чудові краї без оксидів при використанні азоту як допоміжного газу; незначне окиснення при використанні кисню на товстіших пластинах
- Ідеальні застосування: Конструктивні елементи, кріплення, корпуси, автозапчастини, корпуси машин
- Головний фактор урахування: Для блискучих країв, готових до зварювання, на пластинах товщиною менше 12 мм, вкажіть різання азотом — це дорожче, але усуває необхідність шліфування перед зварюванням
Згідно промислових специфікацій , волоконний лазер потужністю 3000 Вт може різати вуглецеву сталь товщиною до максимум 20 мм, тоді як системи потужністю 6000 Вт дозволяють різати більше 25 мм із якісними краями при товщині нижче 20 мм.
Нержавіюча сталь
Вміст хрому в нержавіючій сталі створює унікальні характеристики різання. Цей матеріал природно стійкий до окиснення, що робить його ідеальним для застосувань, де потрібні міцність і корозійна стійкість.
- Діапазон товщин: 0,5 мм до 50 мм (високопотужні волоконні лазери 10 кВт+)
- Якість краю: Можливий дзеркальний фініш на тонких листах; якість погіршується при товщині понад 12 мм без використання професійного обладнання
- Ідеальні застосування: Обладнання для харчової промисловості, медичні пристрої, архітектурні елементи, морські компоненти
- Головний фактор урахування: марки 304 та 316 нарізаються подібно; нержавіюча сталь 430 (магнітна) може мати трохи інші характеристики нагріву
Для довідки: система потужністю 1000 Вт нарізає нержавійку до 5 мм, тоді як 4000 Вт дозволяє працювати з матеріалом до 16 мм — однак якість краю понад 12 мм слід погодити з постачальником
Алюмінії
Відбивна поверхня алюмінію та його висока теплопровідність ускладнюють різання, що набагато краще виконують волоконні лазери порівняно з системами CO2. Матеріал швидко розсіює тепло, тому потрібні вищі потужності, ніж для сталі аналогічної товщини
- Діапазон товщин: 0,5 мм до 40 мм (волоконні системи 10 кВт+)
- Якість краю: Достатньо добре, але зазвичай гірше, ніж у сталі; для видимих елементів може знадобитися додаткова обробка
- Ідеальні застосування: Компоненти авіакосмічної промисловості, радіатори, корпуси електроніки, легкі конструкційні деталі
- Головний фактор урахування: Марка сплаву має значення — 6061-Т6 нарізається чистіше, ніж литі сплави; завжди вказуйте точну марку сплаву
Мідь і латунь
Ці високовідбивні метали колись створювали серйозні труднощі для лазерного різання — старі системи CO2 могли навіть пошкоджуватися відбитими променями. Сучасні волоконні лазери ефективно з ними справляються, хоча й із певними обмеженнями.
- Діапазон товщин: 0,5 мм до 8 мм (мідь); 0,5 мм до 10 мм (латунь)
- Якість краю: Придатний для функціональних деталей; можливі зміни кольору на зрізаних краях
- Ідеальні застосування: Електричні компоненти, декоративна фурнітура, теплообмінники, проєкти гравіювання в Сан-Хосе та подібні художні роботи
- Головний фактор урахування: Замовте зразки різання перед тим, як робити виробничі замовлення — різання відбивних матеріалів значно варіюється в різних постачальників
Пластики, акрили та не металеві варіанти
Неметалеві матеріали відкривають зовсім інші можливості — і підводні камені. У цій категорії домінують лазери CO2, які забезпечують результати, що недоступні для волоконних лазерів при роботі з органічними сполуками.
Акрил (PMMA)
Акрил — найкращий у своєму класі серед пластика для лазерного різання, дає поліровані краї безпосередньо після процесу різання — додаткове фінішне опрацювання не потрібне.
- Діапазон товщин: 1 мм до 25 мм (найкращі результати дає литий акрил)
- Якість краю: Можливість отримання прозорих, відполірованих країв на литому акрилі; екструдований акрил може мати матовий вигляд
- Ідеальні застосування: Вивіски, дисплеї, захисні кришки, художні вироби, архітектурні моделі
- Головний фактор урахування: Литий акрил коштує на 20-30% більше, ніж екструдований, але має значно кращу якість краю — для видимих застосувань обирайте литий
Полікарбонат
Незважаючи на популярність полікарбонату як ударостійкого матеріалу, його лазерне різання стикається з труднощами, про які багато постачальників не говорять заздалегідь
- Діапазон товщин: 0,5 мм до 6 мм (обмежено проблемами потемніння)
- Якість краю: Поширене пожовтіння та обвуглення; краї рідко досягають прозорості акрилу
- Ідеальні застосування: Функціональні прототипи, захисні екрани та кришки, де зовнішній вигляд країв не є пріоритетним
- Головний фактор урахування: Для видимих деталей розгляньте альтернативи з акрилу або плануйте додаткову обробку країв — лазерно вирізаний полікарбонат рідко виглядає відполірованим
ABS та інші інженерні пластмаси
ABS (акрilonітрилбутадієнстірол) добре піддається різанню, але вимагає належної вентиляції через виділення шкідливих парів
- Діапазон товщин: 0,5 мм до 12 мм
- Якість краю: Незначне плавлення створює гладкі, але не відполіровані краї
- Ідеальні застосування: Прототипи, корпуси, компоненти споживчих продуктів
- Головний фактор урахування: Завжди переконайтеся, що ваш постачальник має належну систему видалення диму — деякі майстерні відмовляються від ABS через обмеження вентиляції
Дерево та композити
Природні та штучні деревні матеріали чудово піддаються лазерному різанню з CO2-лазером, що дозволяє створювати складні малюнки, неможливі при традиційній обробці дерева
- Діапазон товщин: Фанера до 20 мм (залежить від щільності)
- Якість краю: Незначне обвуглювання неминуче; світлі породи дерева дають більший контраст, ніж темні
- Ідеальні застосування: Вивіски, декоративні панелі, архітектурні моделі, спеціальна упаковка, компоненти меблів
- Головний фактор урахування: ДСП ріже чистіше, ніж фанера; напрямок текстури цілісної деревини впливає на якість краю при вигинанні
Критерії вибору матеріалу: як зробити правильний вибір
Вибір матеріалів — це не просто про те, які матеріали може обробляти лазерна різка. Це про те, щоб підібрати властивості матеріалу відповідно до вимог вашого проекту. Врахуйте ці чотири ключові фактори:
Структурні вимоги
Яке навантаження має витримувати ваша деталь? Для кріплення потрібна міцність сталі, тоді як для декоративних елементів може бути кращою легкість алюмінію. Завжди вказуйте умови навантаження, коли просите постачальника про відгук щодо конструкції.
Естетичні вимоги
Чи будуть краї видимими? Краї литого акрилу, опрацьовані полум'ям, усувають необхідність додаткової обробки; вуглецеву сталь, можливо, потрібно буде шліфувати перед фарбуванням. Враховуйте додаткові операції при розрахунку загальної вартості проекту.
Бюджетні обмеження
Вартість матеріалів суттєво відрізняється — нержавіюча сталь коштує в 3–4 рази дорожче за вуглецеву; литий акрил на 30% дорожчий за екструдований. Іноді заміна матеріалу дозволяє зекономити, не жертвуючи функціональністю.
Умов експлуатації
Для зовнішніх застосувань потрібні матеріали, стійкі до корозії (нержавіюча сталь, алюміній або оброблені матеріали). Деталі, що контактують з харчовими продуктами, вимагають певних марок нержавіючої сталі. У середовищах із високою температурою більшість пластику непридатні. Визначте умови експлуатації, перш ніж остаточно обрати матеріали.
Найкращий вибір матеріалу — це збалансований підхід до всіх чотирьох факторів, а не лише того, на якому ви зараз робите акцент.
Маючи ці знання про матеріали, ви зможете приймати обґрунтовані рішення та критично оцінювати рекомендації постачальників. Але розуміння матеріалів — це лише частина справи; знання факторів ціноутворення гарантує отримання справедливих пропозицій і виявлення можливостей для економії.
Розуміння ціноутворення на лазерну різку та чинників вартості
Чи було у вас так, що ви натиснули кнопку «миттєвий розрахунок», але отримали ціну, яка здавалася абсолютно довільною? Ви не самі. Більшість послуг лазерного різання спеціально приховують свої ціни за допомогою автоматизованих інструментів, залишаючи клієнтів у невпевненості, чи отримують вони справедливу пропозицію, чи фінансують чиюсь іншу неефективність. У цьому розділі ми розкриваємо, що насправді впливає на кінцеву суму вашого рахунку — і, що важливіше, як ви можете контролювати ці витрати, не жертвуючи якістю.
Розуміння ціноутворення полягає не в пошуку найдешевшого постачальника. Це про те, щоб впізнавати реальну цінність, уникати непотрібних витрат і ефективно спілкуватися з виробниками, які поважають освічених замовників.
Що насправді впливає на вартість лазерного різання
Коли виробник розраховує вашу цінову пропозицію, він одночасно враховує кілька змінних. Деякі з них ви можете безпосередньо контролювати через рішення щодо дизайну; інші залежать від ринкових умов і можливостей обладнання. Ось що насправді відбувається за формою розрахунку:
- Тип і марка матеріалу: Різні матеріали вимагають різних лазерних технологій, налаштувань потужності та швидкості різання. Згідно з аналізом галузі, різання нержавіючої сталі, як правило, потребує більше енергії та часу порівняно з вуглецевою сталью, що робить його дорожчим. Спеціальні сплави та відбивні метали, такі як мідь, мають підвищене ціноутворення через складність обробки.
- Товщина листа: Товщі матеріали вимагають меншої швидкості різання та більшого споживання енергії. Плита зі сталі товщиною 12 мм може коштувати в 3-4 рази більше за погонний дюйм, ніж матеріал товщиною 3 мм — не тому, що вартість матеріалу зростає втричі, а тому, що час різання та витрати енергії значно збільшуються.
- Складність різання та довжина траєкторії: Кожен виріз вимагає точки проколу, де лазер розпочинає різання. Більше точок проколу та довші траєкторії різання безпосередньо збільшують час роботи обладнання. Складні конструкції з великою кількістю дрібних елементів вимагають вищої точності, що збільшує як трудовитрати, так і витрати на обладнання.
- Кількість та розмір партії: Вартість установки, розповсюджена на великі замовлення, значно знижує ціну на одиницю. Один прототип може коштувати 50 доларів, а замовлення 100 ідентичних деталей може знизити вартість на одиницю до 8 доларів, однаковий дизайн, різко відрізняється економічно.
- Вимоги до остаточної обробки: Вторинні процеси, такі як викоплення, полірування, порошкове покриття або порідання, додають робочу силу, спеціалізовану техніку та збільшують час виробництва. Експерти галузі відзначають, що ці кроки є необхідними для досягнення певних вимог до якості поверхні або функціональних вимог, але вони пропорційно збільшують витрати.
- Час виконання: Приготування заготівля зазначає премії - іноді 50% або більше - тому що вони порушують виробничі графіки і вимагають надчасного працевлаштування. Стандартні терміни виконання пропонують найкращу вартість.
Подумайте про це як про пошук ресторанів, відкритих поблизу мене опівночі, проти планування вечері о 18:00... зручність і невідкладна необхідність завжди мають цінові позначки.
Як оптимально використовувати бюджет, не жертвуючи якістю
Тепер, коли ви розумієте, що впливає на витрати, ось як їх стратегічно зменшити. Це не просто скорочення витрат — це розумні інженерні підходи, якими користуються професійні конструктори щодня.
Спростіть геометрію конструкції
Складна геометрія з дрібними деталями вимагає більш точної лазерної обробки та довшого часу різання. Дослідження показують уникання гострих внутрішніх кутів, мінімізація дрібних складних розрізів та використання меншої кількості кривих може призвести до суттєвої економії. Заокруглені кути або прямі лінії ріжуться швидше, ніж складні форми або малі радіуси. Запитайте себе: чи є ці декоративні елементи необхідними для функціональності, чи вони просто гарно виглядали у вашій CAD-моделі?
Оптимізуйте товщину матеріалу
Якщо ваше застосування не вимагає міцності більш товстих металів, використання тоншого матеріалу економить час і кошти. Оцініть, чи підійде 1 мм нержавіючої сталі замість 2 мм для ваших конкретних навантажень. Інколи інженери надмірно завищують товщину «на всякий випадок» — але цей запас міцності коштує реальних грошей.
Оволодійте мистецтвом розміщення
Ефективне розміщення максимізує використання матеріалу шляхом щільного розташування деталей на аркуші матеріалу. Стратегічне розміщення може зменшити відходи матеріалу на 10-20%, безпосередньо знижуючи ваш рахунок. Якщо ви замовляєте кілька різних деталей, запитайте, чи може ваш постачальник розмістити їх разом — групування деталей із подібною геометрією спрощує різання та зменшує відходи.
Вибирайте відповідні допуски
Ось щось, про що більшість постачальників не скажуть самостійно: надмірно жорсткі допуски значно збільшують вартість. Вказання ±0,005", тоді як ±0,015" цілком достатньо, призводить до повільнішої швидкості різання та вищого рівня браку. За словами фахівців з виготовлення, деталі з дуже вузькими допусками частіше відхиляються через незначні відхилення та можуть потребувати додаткових вторинних операцій, таких як обробка або шліфування.
Групуйте свої замовлення стратегічно
Налаштування лазерного різака забирає час, тому виготовлення більших обсягів за один сеанс зменшує необхідність частого регулювання обладнання. Якщо вам потрібні повторювані деталі, об'єднання замовлень або планування виробничих партій заздалегідь забезпечує значну економію на одиницю продукції. Навіть поєднання замовлення на наступний місяць із поточним може ефективно розподілити витрати на налагодження.
Виберіть матеріали на складі
Чи є зазначений вами матеріал доступним на складі, чи знадобиться спеціальне замовлення? Коли це можливо, вибір металів, які вже є на складі, запобігає додатковим платежам за мінімальне замовлення та затримкам у термінах поставки. Перш ніж затверджувати специфікації, запитайте у свого постачальника, які матеріали він має в наявності.
Оцініть вимоги до якості краю
Досягнення високоякісного краю часто вимагає зменшення швидкості лазера або використання більшої потужності — що збільшує витрати. Не для всіх застосувань потрібна однакова точність краю. Для деталей, які будуть зварюватися, фарбуватися або приховуватися всередині складальних одиниць, стандартна якість краю дозволяє економити кошти без функціональних компромісів. Використовуйте вимоги до преміум-краю лише для видимих поверхонь.
Мета полягає не в пошуку найнижчої ціни — а в максимізації вартості шляхом усунення витрат, які не додають цінності вашому готовому продукту.
Маючи ці знання про ціноутворення, ви зможете розумно оцінювати пропозиції, ставити грамотні запитання та визначати постачальників, які надають перевагу прозорості замість неоднозначності. Але навіть ідеальне розуміння витрат не допоможе, якщо ваші конструкторські файли підготовлені неправильно — наступний розділ забезпечить безперебійне перетворення ваших файлів із екрана на лазерну обробку.
Підготовка конструкторських файлів для успішного лазерного різання
Ви вибрали ідеальний матеріал і розумієте, що впливає на ціноутворення. Але саме тут багато проєктів йдуть шкереберть: подання файлів з дизайном, які ідеально виглядають на екрані, але жалюгідно провалюються, коли починає працювати лазер. За словами виробників, які щотижня переглядають сотні файлів, помилки підготовки файлів призводять до більшості затримок у проєктах, ніж будь-який інший окремий фактор. Добра новина? Кожну поширену помилку можна повністю уникнути.
Цей розділ надасть вам технічні знання для подання файлів, готових до виробництва — чи працюєте ви з місцевою майстернею, чи досліджуєте онлайн-послуги лазерного різання по всій країні. Опануйте ці основи один раз, і ви більше ніколи не зіткнетесь із відхиленням завантажень або нудними циклами виправлення помилок.
Вимоги до формату файлів та варіанти програмного забезпечення
Звучить складно? Насправді все просто, як тільки ви зрозумієте одну важливу відмінність: лазерним різакам потрібні векторні файли , а не растрові зображення. Коли ви експортуєте JPEG або PNG, ви зберігаєте пікселі — маленькі кольорові квадрати, що імітують ваш дизайн. Лазерні різаки не можуть інтерпретувати пікселі як траєкторії різання. Їм потрібні математично визначені лінії та криві, які точно вказують, де має рухатися промінь.
Прийняті векторні формати
Більшість послуг лазерного різання приймають ці стандартні векторні формати, хоча переваги можуть відрізнятися залежно від постачальника:
- DXF (Drawing Exchange Format): Промисловий стандарт для CNC та лазерного різання. Універсально сумісний, DXF-файли містять лише геометрію без залежності від шрифтів чи складного оформлення. Якщо виникають сумніви, надсилайте DXF.
- AI (Adobe Illustrator): Власні файли Illustrator добре підходять, але вимагають перетворення тексту на контури. Переконайтеся, що ви зберігаєте у сумісній версії — деякі машини мають проблеми з новішими форматами AI.
- SVG (Scalable Vector Graphics): Формат з відкритим кодом, що набирає популярності, особливо для веб-систем ціноутворення. Чистий, легкий і широко підтримуваний.
- PDF (Portable Document Format): Допустимо при експорті з векторного програмного забезпечення з правильними налаштуваннями. Уникайте PDF, створених із відсканованих документів або растрових зображень.
Згідно експертами галузі , використання неправильного формату файлу входить до п'яти найпоширеніших помилок у проектуванні. Завжди перевіряйте бажаний формат вашого постачальника перед завантаженням.
Рекомендоване програмне забезпечення для дизайну
Вам не потрібне дороге професійне програмне забезпечення, щоб створити файли, готові до лазерної обробки. Ось варіанти для кожного бюджету:
- Adobe Illustrator: Промисловий стандарт для векторної графіки; чудові інструменти редагування контурів та пряме експортування у DXF
- AutoCAD / AutoCAD LT: Створено спеціально для технічних креслень; вбудована підтримка DXF з точними розмірами
- SolidWorks: Ідеально підходить для інженерних застосунків; експортує плоскі шаблони безпосередньо з тривимірних моделей (зауважте: водяні знаки версії «Student Version» автоматично ігноруються більшістю систем різання)
- Inkscape: Безкоштовна відкрита альтернатива Illustrator; експортує SVG та DXF за наявності відповідного плагіна
- Fusion 360: Безкоштовно для особистого використання; поєднує CAD-моделювання з можливостями експорту креслень
- LibreCAD: Безкоштовне програмне забезпечення 2D САПР, спеціально розроблене для технічних креслень
Поради щодо оптимізації проектування для чистого різання
Створення векторного файлу — це лише початок. Різниця між аматорськими проектами та файлами, готовими до виробництва, полягає в розумінні того, як лазери насправді інтерпретують вашу геометрію. Саме ці технічні аспекти відрізняють успішні проекти від коштовних невдач.
Мінімальні розміри елементів
Кожен лазер має фізичні обмеження щодо точного різання дуже малих деталей. Сам промінь має певну ширину — зазвичай від 0,1 мм до 1,0 мм, залежно від матеріалу та налаштувань. Елементи, менші за цю ширину, неможливо чисто вирізати. Відраслевих рекомендаціях рекомендується уникати елементів, які занадто малі для правильного різання, особливо внутрішніх кіл або гострих кутів.
Компенсація різання
Уявіть, що ви проводите лінію маркером замість ручки — лінія має ширину. Той самий принцип діє і при лазерній різці. «Керф» означає матеріал, який видаляється під час процесу різання, і зазвичай становить від 0,1 мм до 0,5 мм залежно від товщини матеріалу та налаштувань лазера. Для деталей, які потребують точних допусків за розмірами, необхідно змістити траєкторії різання, щоб компенсувати це. Обговоріть з постачальником допуски на керф перед тим, як затверджувати критичні розміри.
Правильна товщина ліній та кольори
Багато лазерних систем використовують кольори або товщину ліній, щоб відрізнити операції різання, гравірування та нанесення надрізів:
- Лінії різання: Зазвичай червоні або чорні, тонкі лінії (0,001" або тонші)
- Ділянки гравірування: Часто — заповнені фігури певного кольору
- Лінії надрізів: Можуть використовувати різні кольори для позначення проходів часткової глибини
Завжди уточнюйте у постачальника домовленості щодо кольорів/шарів перед поданням. Лінія, яку ви задумували як позначку згину, може перетворитися на небажаний проріз.
Відстань між лініями різання
Коли лінії проекту розташовані занадто близько одна до одної, лазер може перегоряти або різати ділянки, які ви хочете зберегти. Згідно з найкращими практиками виготовлення , слід розміщувати геометрію різання на відстані щонайменше двох товщин листа, щоб уникнути деформації. Для стандартних застосувань підтримання відстані щонайменше 0,010 дюйма (0,25 мм) між критичними траєкторіями запобігає послабленню конструкції.
Поетапний контрольний список підготовки файлів
Перш ніж завантажувати до будь-якого сервісу лазерного різання, пройдіть цей процес перевірки:
- Перетворіть весь текст на контури: Шрифти, які не встановлені в системі різання, можуть бути замінені або зовсім зникнути. У програмі Illustrator виділіть текст і виберіть Type → Create Outlines. У CAD-програмах скористайтеся командами "Explode" або "Expand".
- Замкніть усі відкриті контури: Нез'єднані або відкриті контури плутають програмне забезпечення лазера, що призводить до неповного різання. Використовуйте функції очищення контурів і з'єднання у своєму програмному забезпеченні, щоб переконатися, що кожна фігура повністю замкнена.
- Видаліть накладаються лінії: Дублювання ліній призводить до того, що лазер двічі розрізає один і той самий шлях, через що може прогоріти матеріал або утворитися нерівні краї. Перевірте наявність елементів, розташованих один над одним, особливо після об'єднання кількох дизайнерських компонентів.
- Переконайтеся у правильності розмірів у масштабі 100%: Якщо ви конвертували файл із растрового формату або змінили масштаб дизайну, роздрукуйте його у масштабі 100%, щоб переконатися, що фізичні розміри відповідають вашим очікуванням.
- Перевірте наявність ізольованої геометрії: Вирізи, які не з'єднані з основною деталлю, випадуть під час різання. Додайте містки для їхнього утримання або подайте їх як окремі частини.
- Усуньте непотрібні вузли: Надмірна кількість опорних точок створює зубчасті лінії замість плавних дуг. Спростіть контури, зберігши при цьому задум дизайну.
- Розташовуйте отвори подалі від країв: Отвори, розташовані занадто близько до країв деталі, можуть призвести до розриву або деформації, особливо якщо деталь зазнає подальших операцій гнучення.
- Експортуйте у формат, який віддає перевагу постачальник: Збережіть чисту копію спеціально для виробництва — не просто перейменовуйте свою робочу версію файлу.
Ефективне передавання вимог щодо допусків
Навіть ідеально підготовлені файли можуть призвести до відхилення деталей, якщо вимоги до допусків не були чітко описані. Стандартний лазерний розріз забезпечує розмірні допуски в межах ±0,005" до ±0,015" залежно від матеріалу та калібрування обладнання. Якщо ваш застосунок вимагає вищої точності, це потрібно чітко вказати — і врахувати витрати, пов’язані з цим.
Під час запиту кошторису вказуйте:
- Критичні розміри: Виділіть конкретні розміри, які мають відповідати жорстким допускам, на відміну від загальних розмірів із типовими допусками
- Функціональні вимоги: Поясніть, як будуть використовуватися деталі — посадка з натягом вимагає іншої точності, ніж отвори з зазором
- Точки відліку вимірювань: Вкажіть, які краї чи елементи слугують базовими точками для перевірки розмірів
- Допустимий діапазон відхилення: Формулюйте допуски чисельно, а не суб’єктивними термінами на кшталт "точний" чи "акуратний"
Чітке пояснення допусків запобігає розчаруванню від отриманих деталей, які відповідають «стандартним» специфікаціям, але не задовольняють ваші конкретні вимоги.
Маючи належним чином підготовлені файли та чітко визначені специфікації, ви усунули найпоширеніші бар'єри для успішних проектів лазерного різання. Але розуміння того, коли саме лазерне різання є правильним вибором — на відміну від гідроабразивного, плазмового чи CNC-методів — гарантує, що ви інвестуєте в найоптимальніший процес для ваших потреб.
Порівняння лазерного різання з гідроабразивним, плазмовим та CNC-методами
Ось щира розмова, яку більшість послуг лазерного різання уникають: лазерне різання не завжди є найкращим варіантом. Дивуєтеся? Не повинні. Кожна технологія різання існує тому, що краще вирішує певні задачі, ніж альтернативи. Виробник, який стверджує, що лазерне різання справляється з усім, або не обізнаний, або сподівається, що ви не будете задавати питань.
Розуміння того, коли доцільно використовувати лазерну різку, а коли варто розглянути заміну на гідроабразивну, плазмову чи фрезерування з ЧПУ, допомагає зберегти бюджет і забезпечує оптимальні результати. Розглянемо кожну технологію об'єктивно, порівнюючи реальні показники продуктивності, а не маркетингові твердження.
Коли лазерна різка перевершує інші методи
Лазерна різка є найефективнішою у певних застосунках, де її унікальні характеристики забезпечують неперевершену вартість. Згідно з фахівці з виробничих процесів у галузі , лазерна різка, здатна різати зі швидкістю понад 2500 дюймів на хвилину, є найшвидшим доступним методом і часто найбільш економічно вигідним для відповідних застосунків.
Точність і деталізація
Коли ваш дизайн вимагає складних візерунків, дрібних отворів або жорстких допусків, лазерна різка чітко випереджає конкурентів. Фокусований промінь забезпечує надзвичайно чисті краї з мінімальними потребами у додатковій обробці. Корпуси електроніки, компоненти медичних приладів та прецизійні кріплення значно виграють від цієї можливості.
Ефективність при роботі з тонким листом
Для матеріалів товщиною менше 1/2" лазерна різка, як правило, забезпечує найкраще поєднання швидкості та якості. Випробування за допомогою кількох технологій підтверджують, що лазерна різка дає кращі результати, коли потрібні дрібні деталі або точні отвори на тонких листах.
Основні переваги лазерної різки:
- Швидкість: у 3-4 рази швидше, ніж гідроабразивна різка, на порівнянних матеріалах
- Точність: Точність у межах ±0,005" досягається на більшості матеріалів
- Якість краю: Чисті краї, які часто готові до зварювання, без додаткової обробки
- Відсутність зносу інструменту: Стабільна якість від першого до тисячного зрізу — немає зносу інструменту
- Мінімальні відходи матеріалу: Вузька лінія різання дозволяє щільніше розташовувати контури й зменшує кількість брухту
- Процес без контакту: Відсутність механічного навантаження, що деформує тонкі або делікатні деталі
Випадки, коли інші методи різання є ефективнішими
Чесна оцінка вимагає визнання обмежень лазерного різання. Певні проекти дійсно краще виконуються за допомогою альтернативних технологій, і усвідомлення цих ситуацій дозволяє економити кошти та покращувати результати.
Застосування для товстих матеріалів: область плазми
При різанні провідних металів завтовшки понад 1" плазмове різання має чіткі переваги. Згідно з порівняльним тестуванням плазмові різаки показують відмінні результати на сталевих плитах, де лазерним різакам важко проникнути. Різниця в вартості суттєва — вартість плазмових систем становить приблизно 90 000 доларів порівняно з 195 000 доларів для аналогічних гідроабразивних систем, а експлуатаційні витрати на товстих матеріалах приблизно вдвічі нижчі на погонний фут.
Теплочутливі матеріали: перевага гідроабразивного методу
Лазерне різання за своєю природою є термічним процесом. Це концентроване тепло створює «зони термічного впливу» (HAZ), де властивості матеріалу змінюються біля краю розрізу. Для авіаційних компонентів, загартованих металів або матеріалів, які не можуть піддаватися будь-яким термічним змінам, водно-абразивне різання повністю усуває цю проблему. Холодний процес різання не призводить до деформації, загартування чи металургійних змін.
Універсальність для неметалів: водно-абразивне та CNC-фрезерування
Хоча лазери CO2 добре справляються з багатьма неметалами, певні матеріали створюють труднощі:
- Камінь і скло: Водно-абразивне різання дозволяє чисто розрізати ці матеріали; лазери — ні
- Товсті композити: Вуглепластик і G10 часто розшаровуються під дією лазерного тепла — водно-абразивне різання зберігає структурну цілісність
- Товсті пластмаси та дерево: CNC-фрезерування часто забезпечує кращу якість поверхні без обвуглення чи плавлення
Проблеми з відбиваючими металами
Мідь, латунь і деякі алюмінієві сплави відбивають лазерну енергію назад до головки різання. Хоча сучасні волоконні лазери краще працюють з цими матеріалами, ніж старіші системи CO₂, обмеження за товщиною залишаються жорсткішими, ніж для сталі. Гідроабразивний метод ріже відбивні метали без побоювань відбиття променя.
Пряме порівняння технологій
Вибір правильного методу різання стає очевиднішим, коли порівнювати фактичні технічні характеристики поруч:
| Критерії | Лазерне різання | Водяна різка | Плазмова різка | Фрезерування CNC |
|---|---|---|---|---|
| Точність | ±0,005" (відмінно) | ±0,009" (дуже добре) | ±0,020" (середній) | ±0,005" (відмінно) |
| Діапазон матеріалів | Більшість металів, багато пластику, деревина, тканина | Майже будь-який матеріал, включаючи камінь, скло, композити | Лише провідні метали | Пластик, деревина, композити, м'які метали |
| Товщина обробки | До 1" сталі (оптимально менше 1/2") | 6"+ на багатьох матеріалах | 2"+ сталі з хорошою якістю | До 3", залежно від матеріалу |
| Якість краю | Відмінно; часто готово до зварювання | Відмінно; без термічного впливу | Добре; може вимагати шліфування | Дуже добре; без термічних ефектів |
| Зона термічного впливу | Присутній, але мінімальний на тонких матеріалах | Немає (холодний процес) | Значний на всіх розрізах | Відсутній (механічний процес) |
| Швидкість різання | Найшвидший на тонких матеріалах | Найповільніший із усіх методів | Швидко на товстих металах | Середня |
| Ефективність витрат | Найкращий для тонкої, деталізованої роботи | Вища вартість; виправдана для спеціальних матеріалів | Найкращий для обробки товстого металу | Економічно вигідний для неметалів |
Правильний вибір технологій
Отже, який метод різання слід використовувати у вашому проекті? Відповідь залежить від ваших конкретних вимог:
Обирайте лазерне різання, коли:
- Товщина вашого матеріалу менше 1/2"
- Мають значення складні деталі, маленькі отвори або жорсткі допуски
- Пріоритетами є швидкість і ефективність вартості
- Потрібні чисті краї без додаткової обробки
Оберіть різання водяною струєю, коли:
- Зони, уражені теплом, неприпустимі (авіація, загартовані матеріали)
- Ви ріжете камінь, скло або товсті композити
- Товщина матеріалу перевищує можливості лазера
- Дзеркальне відбиття металів створює труднощі
Обирайте плазмове різання, коли:
- Різання товстих провідних металів (сталь або алюміній більше 1")
- Швидкість важливіша за точність краю
- Обмежений бюджет сприяє нижчим експлуатаційним витратам
- Проекти передбачають виготовлення конструкційної сталі або важкого обладнання
Оберіть фрезерування на верстаті з ЧПУ, коли:
- Робота з товстими пластиками, деревом або пінопластом
- Якість поверхневої обробки перевищує те, що дозволяє обвуглення лазером
- Деталі потребують нарізання різьби або заглиблення отворів
- Матеріал не витримує термічні процеси
Найкращі виробники не роблять ставку на одну технологію — вони підбирають оптимальний процес залежно від конкретних вимог кожного проекту.
Багато успішних майстерень використовують кілька технологій різання саме тому, що жоден окремий метод не є оптимальним для всіх завдань. Розуміння цих відмінностей дозволяє вам об'єктивно оцінювати постачальників і помічати, коли майстерня, яка пропонує лазерне різання для вашої сталевої плити товщиною 2", можливо, діє не в ваших інтересах. Маючи цей порівняльний аналіз технологій за основу, вивчення практичного застосування в різних галузях відкриває ще більше можливостей для вашого наступного проекту.

Практичне застосування в різних галузях
Тепер, коли ви розумієте технологію, матеріали та чинники вартості, давайте дізнаємося, що насправді можливо. Послуги лазерного різання не обмежуються однією галуззю — вони перетворили виробництво, проектування та прототипування практично в усіх секторах. Незалежно від того, чи є ви інженером, який проектує автотранспортні кронштейни, чи художником, що створює декоративні інсталяції, розуміння цих реальних застосувань допомагає вам уявити можливості для власних проектів.
Універсальність є неймовірною. Та сама фундаментальна технологія, яка виготовляє компоненти для авіакосмічної галузі з точністю до мікронів, також створює складні ювелірні вироби та архітектурні фасади. Давайте розглянемо, як різні галузі використовують ці можливості.
Промислові та автомобільні застосування
Автомобільний сектор є одним із найбільших споживачів прецизійних технологій лазерного різання. Згідно з аналіз галузі , лазерне різання значно оптимізувало виробництво транспортних засобів, забезпечуючи ефективність, якої традиційні методи, такі як штампування або плазмове різання, просто не можуть досягти.
Чому виробництво автомобілів так сильно залежить від цієї технології? Кожен міліметр має значення, коли виготовляються деталі, які повинні точно підходити одна до одної в тисячах автомобілів. Високоточні можливості волоконних лазерів роблять їх незамінними для виробництва компонентів, де розмірна точність безпосередньо впливає на безпеку та експлуатаційні характеристики.
- Шасі та конструкційні компоненти: Кронштейни, монтажні пластини та посилення рами, що вимагають жорстких допусків і чистих кромок, готових до зварювання
- Прототипи кузовних панелей: Швидка ітерація концепцій дизайну перед тим, як робити дорогі штампувальні матриці
- Елементи оздоблення салону: Точні вирізи для елементів керування, вентиляційних отворів і місць кріплення
- Деталі системи вихлопу: Теплові екрани та монтажні кронштейни з нержавіючої сталі
- Компонентів підвіски: Кронштейни важелів підвіски та опори пружин, що вимагають структурної цілісності
Для виробників, які шукають комплексні автотехнічні рішення, прецизійне лазерне різання часто доповнює процеси штампування металу. Такі компанії, як Shaoyi інтегрує обидві технології, пропонуючи швидке прототипування за 5 днів, яке підтримує швидкі цикли ітерацій, необхідні сучасному автомобілебудуванню.
Аерокосмічні застосунки вимагають ще суворіших специфікацій. Як зазначають експерти галузі потреба у легких матеріалах із високою міцністю робить точність лазерного різання життєво важливою — компоненти мають відповідати суворим допускам та зберігати структурну цілісність в екстремальних умовах.
- Компоненти двигуна: Частини турбін та теплозахисні екрани
- Конструктивні елементи: Легкі алюмінієві та титанові компоненти фюзеляжу
- Елементи інтер'єру: Точно підігнані елементи салону та кріпильні деталі
Творчі та архітектурні застосування
Поза важкою промисловістю лазерне різання революціонізувало творчі та архітектурні застосування. Ця технологія дозволяє створювати конструкції, які були б неможливими або надто дорогими при використанні традиційних методів виготовлення.
Архітектурні дизайнери все частіше вказують елементи, вирізані лазером, як для функціональних, так і для естетичних цілей. Дослідження показують, що здатність технології різати товсті сталеві плити, забезпечуючи при цьому точні розрізи, робить її незамінною у сучасній архітектурі, де на першому місці стоїть кастомізація та візуальний вплив.
- Декоративні екрани та фасади: Складні візерунки на металевих панелях для зовнішніх стін будівель та внутрішніх перегородок
- Індивідуальні поруччя та балюстради: Унікальні дизайни, які неможливо отримати за допомогою традиційної обробки металу
- Системи знаків та навігації: Об'ємні літери та освітлені елементи вивісок
- Елементи меблів: Детальні дерев'яні елементи та металеві каркаси для індивідуальних виробів
- Художні інсталяції: Масштабні скульптури та інтерактивні художні об'єкти
Індустрія вивісок особливо виграє від універсальності лазерного різання. Незалежно від того, чи виготовляються тривимірні літери для вітрин чи підсвічувані коробчасті вивіски, технологія забезпечує чисті краї та точні деталі, що підвищує візуальну привабливість бренду. Це схоже на те, як пошук «їжа поруч ізі мною» з’єднує голодних клієнтів із місцевими закладами — ефективна вивіска з’єднує бізнес із аудиторією за допомогою візуального впливу.
Створення прототипів та розробка продукції
Мабуть, жодне застосування не демонструє цінність лазерного різання так чітко, як швидке прототипування. За словами фахівців з прототипування, лазерне різання виявилося основоположним у створенні прототипів із інтегрованим CAD-програмним забезпеченням, забезпечуючи результати за короткі строки замість тижнів, які можуть знадобитися традиційним методам.
Чому це важливо для розробки продукту? Розгляньте цикл ітерацій: проектування деталі, її виготовлення, тестування, виявлення покращень, повторне проектування та повторення процесу. Коли кожен прототип виготовляється протягом кількох тижнів, терміни розробки розтягуються на місяці або роки. Лазерна різка значно скорочує цей цикл.
- Функціональні прототипи: Перевірка підходящості, форми та функціональності за допомогою матеріалів, еквівалентних до виробничих
- Перевірка проекту: Переконайтеся, що CAD-моделі коректно перетворюються на фізичні деталі до інвестування в оснастку
- Тестування малими партіями: Виготовлення обмежених кількостей для польових випробувань без витрат на матриці чи форми
- Інженерні зразки: Створення деталей високої якості для презентацій інвесторам та оглядів клієнтами
Підтверджує аналіз галузі лазерна різка завдяки своїй міліметровій точності забезпечує точне відображення того, як компоненти, пристосування та функціональність продукту працюватимуть разом — це критично, коли прототипування має ефективно відображати фінальні виробничі деталі.
Електронна промисловість значною мірою залежить від цієї можливості. Експерти з виготовлення зазначають, що лазерне різання дозволяє точно контролювати розміри та якість — критично важливо в галузі, де частка міліметра може мати величезне значення. Від тестування друкованих плат до прототипів зовнішніх корпусів — лазерне різання забезпечує швидку ітерацію.
Навіть розробка споживчих товарів отримує користь — так само, як перевірка магазину типу «dollar tree» поруч для швидкого придбання необхідного, виробникам потрібен швидкий доступ до прототипних деталей, щоб зберегти імпульс розробки. Аналогічно, групи розробників, що аналізують конструкції, можуть обговорювати результати останньої ітерації під час обіду за меню Olive Garden, що підкреслює, як прототипування вписується в загальний робочий процес розробки.
Спеціалізовані галузеві застосування
Поза цими основними категоріями, лазерне різання задовольняє спеціалізовані потреби в багатьох галузях:
- Медичні пристрої: Хірургічні інструменти та імпланти, що вимагають надзвичайної точності та біосумісних матеріалів
- Електроніка: Точні компоненти для мініатюрних пристроїв та корпусів
- Ювелірні вироби: Складні конструкції та індивідуальні вироби, що поєднують технології з мистецтвом
- Упаковка: Індивідуальні коробки з фігурним вирізанням та складні упаковки для прототипів
- Текстиль і мода: Точне розкроювання тканини для лекал та декоративних елементів
- Енергетичний сектор: Компоненти для сонячних панелей, вітрових турбін та інфраструктури сталого енергетичного забезпечення
Питання полягає не в тому, чи можна застосувати лазерну різку в вашій галузі — а в тому, як використати її можливості для вашого конкретного застосування.
Враховуючи ці сфери застосування, наступним кроком стає вибір правильного постачальника послуг для реалізації вашого задуму. Правильний вибір потребує розуміння того, що відрізняє виняткових постачальників від просто придатних — ця різниця суттєво впливає на результати вашого проекту.
Як вибрати правильного постачальника послуг лазерної різки
Ви володієте технологіями, розумієте матеріали та знаєте, що впливає на ціни. Але ось незручна правда: навіть ідеальна підготовка не зможе компенсувати вибір неправильного постачальника послуг лазерного різання. Різниця між успішним проектом і неприємним досвідом часто залежить від факторів, які ви не знайдете на головній сторінці веб-сайту — сертифікації, що справді мають значення, оперативності, яка економить тижні затримок, та підтримки проектування, яка виявляє дорогі помилки до того, як вони відбудуться.
Вибір партнера з виготовлення — це не так, ніби взяти боул асаї з найближчого магазину смузі — ви не можете просто обрати найближчий варіант і сподіватися на краще. Це рішення безпосередньо впливає на терміни реалізації вашого проекту, бюджет і остаточну якість. Давайте розглянемо, що саме відрізняє надзвичайних постачальників від тих, хто залишить вас з жалем через ваш вибір.
Ключові запитання, які варто задати потенційним постачальникам
Перш ніж подавати файли вашого дизайну, кілька стратегічних запитань допоможе з'ясувати, чи заслуговує постачальник на ваш бізнес. Згідно з експертами галузі , оцінка досвіду та експертності постачальника має вирішальне значення — постачальник із міцним доробком і роками досвіду швидше за все забезпечить високоякісні результати.
Розпочніть із цих основних запитань:
- Які лазерні технології ви використовуєте? Постачальники, які використовують як CO2-, так і волоконні лазери, можуть підібрати оптимальну технологію для вашого матеріалу. Ті, хто працює лише з однією технологією, можуть змусити вас йти на компроміси.
- З якими матеріалами ви регулярно працюєте? Досвід має значення — майстерня, яка щодня нарізає алюміній, дасть кращий результат, ніж та, що робить це час від часу. Дізнайтеся конкретно про ваш матеріал і вимоги до товщини.
- Який ваш типовий термін виконання замовлення? Стандартні терміни очікування суттєво відрізняються. Деякі постачальники називають 2-3 тижні; інші доставляють протягом декількох днів. З’ясуйте, як ваш проект потрапляє у чергу виробництва.
- Чи можете ви виконати термінові замовлення? Експерти з виготовлення рекомендують оцінити здатність постачальника виконувати терміни вашого проекту та чи може він впоратися з терміновими запитами за необхідності.
- Чи пропонуєте ви перевірку конструкції або підтримку DFM? Постачальники, які перевіряють ваші файли на придатність до виробництва, виявляють проблеми до початку різання — це економить час на переділах і зменшує витрати матеріалів.
- Які формати файлів ви приймаєте? Проблеми сумісності призводять до затримок. Переконайтеся, що ваш обраний формат сумісний із їхніми системами, перш ніж укладати угоду.
- Чи можете ви надати зразки різання або відгуки? Авторитетні постачальники охоче діляться прикладами схожих робіт або знайомлять вас із задоволеними клієнтами.
Уявіть вибір постачальника так само, як замовлення в harry and david — ви хочете отримати доведену якість і надійну доставку, а не гадати, чи прибуде ваше замовлення таким, як очікувалося.
Сертифікації якості, що мають значення
Сертифікація — це не просто прикраса для стін: вона свідчить про підтверджені зобов’язання щодо систем якості, контролю процесів і постійного вдосконалення. Для критичних застосувань певні сертифікації розрізнюють кваліфікованих постачальників і тих, хто просто заявляє про свою компетентність.
ISO 9001
Цей міжнародно визнаний стандарт демонструє систему управління якістю, що охоплює проектування, розробку, виробництво та надання послуг. Сертифікація ISO 9001 свідчить про наявність документально оформлених процесів, навчений персонал і систематичний контроль якості. Для загальних виробничих застосувань ця базова сертифікація забезпечує достатню впевненість.
IATF 16949
Для автомобільної галузі сертифікація IATF 16949 є золотим стандартом. Цей суворий стандарт ґрунтується на ISO 9001 і включає специфічні вимоги для автомобільної промисловості, зокрема запобігання дефектам, зменшення варіативності та усунення відходів у всьому ланцюзі поставок. Постачальники, такі як Shaoyi підтримувати сертифікацію IATF 16949, зокрема тому, що автovиробники вимагають такого рівня гарантії якості для шасі, підвіски та конструктивних компонентів.
AS9100
Для авіаційно-космічних застосувань потрібна сертифікація AS9100, яка передбачає суворіші вимоги щодо відстежуваності, управління конфігурацією та мінімізації ризиків порівняно зі стандартними вимогами ISO 9001.
ISO 13485
Виробництво медичних приладів вимагає сертифікації ISO 13485, що гарантує відповідність процесів регуляторним вимогам до медичних виробів та належне ведення документації для огляду FDA або інших міжнародних регуляторних органів.
Контрольний список оцінки постачальника
Скористайтеся цим комплексним контрольним списком під час порівняння потенційних партнерів з лазерного різання:
- Технологічні можливості: Відповідні типи лазерів для ваших матеріалів; достатня потужність для відповідності вимогам щодо товщини; розмір робочого поля, що забезпечує розміри ваших деталей
- Експертіза матеріалів: Наявність практичного досвіду роботи з вашими конкретними матеріалами та сплавами; наявність матеріалів на складі; сертифікація матеріалів та їх відстежуваність
- Сертифікація якості: Відповідні сертифікації ISO, IATF або галузеві сертифікації; наявність документальних процедур перевірки; каліброване вимірювальне обладнання
- Час виконання: Стандартні терміни виконання замовлень, що відповідають вашому графіку; можливість прискореного виконання термінових замовлень; реалістичні зобов’язання щодо поставок на основі потужностей
- Підтримка дизайну: Послуги з аналізу конструкції на придатність до виробництва (DFM); допомога у підготовці файлів; консультації щодо допусків; проактивне повідомлення про потенційні проблеми
- Швидкість комунікації: Швидкість підготовки комерційної пропозиції (деякі постачальники пропонують підготовку за 12 годин); доступність технічного персоналу; чіткі оновлення статусу проекту
- Додаткові операції: Можливості згинання, зварювання, оздоблення та складання; потенціал «все в одному» зменшує складність управління постачальниками
- Прозорість ціноутворення: Чіткий розподіл вартості; відсутність прихованих платежів; готовність пояснити фактори ціноутворення
Цінність підтримки DFM
Підтримка проектування з урахуванням технологічності є однією з найцінніших — хоча часто ігнорованих — послуг, які може надавати виробник. Згідно з спеціалісти з точного виробництва врахування аспектів проектування на ранніх етапах допомагає уникнути переробки конструкції та забезпечує плавний перехід від прототипів до серійного виробництва.
Що дає ефективна підтримка DFM?
- Перевірка розмірів елементів: Виявлення отворів, пазів чи деталей, які занадто малі для надійного різання, ще до того, як буде витрачено матеріал
- Перевірка реальності допусків: Попередження про специфікації, які вимагають повільніших швидкостей різання або можуть призвести до більшої частки браку
- Рекомендації щодо матеріалів: Пропонування альтернатив, які задовольняють ваші функціональні вимоги з нижчими витратами або кращою якістю краю
- Оптимізація розташування заготовок: Розташування деталей для мінімізації відходів матеріалу та зниження вартості одиниці продукції
- Планування вторинних операцій: Прогнозування того, як деталі будуть гнутися, зварюватися чи збиратися, і відповідне коригування параметрів різання
Постачальники, які пропонують комплексну підтримку DFM, наприклад ті, що мають сертифікацію IATF 16949 і вбудовані інженерні команди, виявляють проблеми, які інакше проявилися б у вигляді відхилених деталей або несправних збірок. Економія від уникнутих переробок зазвичай значно перевищує будь-яку надбавку за цей рівень обслуговування.
Порівняння місцевих та онлайн-послуг
Зростання онлайн-послуг лазерного різання радикально розширило можливості, але вибір між місцевими майстернями та цифровими платформами передбачає реальні компроміси, які варто врахувати.
Переваги місцевих постачальників:
- Особиста консультація щодо проекту та безпосередній огляд зразків
- Швидке впровадження ітерацій, коли зміни потребують особистої взаємодії
- Простіша логістика для великих або важких деталей, що уникне витрат на доставку
- Нав'язування стосунків, що забезпечує пріоритетність ваших проектів у періоди нестачі потужностей
- Миттєве отримання замовлення усуває затримки доставки у разі термінових потреб
Переваги онлайн-послуг:
- Ширший доступ до технологій — спеціалізоване обладнання, яке неможливо знайти локально
- Конкурентоспроможні ціни від операцій з великим обсягом виробництва
- зручне цілодобове отримання пропозицій та замовлення
- Стабільна якість завдяки стандартизованим процесам
- Географічна гнучкість у разі переїзду або наявності розподілених команд
Для створення прототипів і одиничних проектів онлайн-послуги часто пропонують чудове співвідношення ціни та якості. Для серійного виробництва, що потребує постійної взаємодії, коригування якості чи складних додаткових операцій, місцеві контакти часто виявляються ціннішими, незважаючи на потенційно вищі витрати на одиницю продукції.
Найкращий постачальник — це не обов’язково найнижчий за ціною чи найближчий; це той, чиї можливості, стиль комунікації та стандарти якості відповідають вимогам вашого проекту.
Правильний вибір партнера з лазерного різання перетворює ваш виробничий досвід із серії окремих угод на співпрацю. Постачальники, які інвестують у сертифікації, надають реальну підтримку DFM і оперативно відповідають на запити, демонструють присвяченість вашому успіху, а не лише своїм рахункам. Завдяки можливостям швидкого прототипування, таким як виготовлення за 5 днів, та ефективним системам розрахунку кошторисів, правильний партнер прискорює весь процес розробки, зберігаючи необхідну точність.
Поширені запитання про послуги лазерного різання
1. Скільки коштує послуга лазерного різання?
Вартість лазерного різання залежить від типу матеріалу, товщини, складності різки, кількості та терміну виконання. Вартість роботи обладнання зазвичай становить від 60 до 150 доларів за годину. Прості деталі можуть коштувати всього 5–10 доларів, тоді як складні прототипи — понад 50 доларів. Оптова партія значно знижує вартість одиниці продукції: замовлення 100 однакових деталей може знизити ціну до 8 доларів кожна порівняно з 50 доларами за окремий екземпляр. Щоб оптимізувати витрати, спрощуйте конструкції, обирайте відповідні допуски та групуйте замовлення, коли це можливо.
2. Скільки коштує година лазерного різання?
Час роботи лазерного різального верстата зазвичай коштує від 60 до 150 доларів США на годину, залежно від типу обладнання, матеріалу, що ріжеться, та місцезнаходження постачальника. Годинні ставки для волоконних лазерів, які нарізають метали, часто вищі через вартість обладнання, тоді як лазери СО2 для обробки акрилу та дерева можуть бути дешевшими. Однак ціни за годину не розповідають усю історію — швидше різання тонких матеріалів означає меншу кількість оплачуваних годин. Замовте деталізовані комерційні пропозиції, в яких окремо вказані витрати на матеріал, час роботи верстата та обробку країв, щоб точно порівняти вартість.
3. Які матеріали можна різати лазером?
Лазерна різка обробляє різноманітні матеріали, включаючи метали (вуглецева сталь, нержавіюча сталь, алюміній, латунь, мідь, титан), пластики (акрил, АБС, полікарбонат), дерево та композити, шкіру, тканини та папір. Лазери СО2 чудово справляються з неметалами, забезпечуючи гладкі краї при обробці акрилу та чисті розрізи дерева. Волоконні лазери домінують у різанні металів, пропонуючи вищу швидкість і точність. Межі товщини матеріалу варіюються — сталь до 25 мм і більше, акрил до 25 мм, алюміній до 40 мм за умови використання потужних систем. Завжди уточнюйте конкретний матеріал і товщину у постачальників.
4. Які формати файлів приймають послуги лазерної різки?
Більшість послуг лазерного різання приймають векторні формати файлів, зокрема DXF (галузевий стандарт), AI (Adobe Illustrator), SVG (масштабовані векторні графіки) та PDF, експортовані з векторного програмного забезпечення. Формат DXF забезпечує універсальну сумісність без залежності від шрифтів. Критичні кроки підготовки включають перетворення тексту на контури, замикання всіх відкритих контурів, видалення перекриваючих ліній і перевірку розмірів у масштабі 100%. Уникайте растрових форматів, таких як JPEG або PNG — для лазера потрібні математично визначені траєкторії різання, а не піксельні зображення.
5. Як обрати між лазерним, гідроабразивним та плазмовим різанням?
Оберіть лазерну різку для тонких матеріалів товщиною менше 1/2 дюйма, якщо потрібні складні деталі та вузькі допуски — цей метод забезпечує найвищу швидкість і найчистіші краї. Використовуйте гідроабразивну різку для чутливих до нагріву матеріалів, товстих композитів, каменю, скла або тоді, коли зони теплового впливу неприпустимі. Оберіть плазмову різку для товстого провідного металу більше 1 дюйма, де важливіша швидкість, ніж точність краю. Кожна технологія має переваги у певних застосуваннях — кваліфіковані виробники підбирають оптимальний процес залежно від вашого матеріалу, товщини та вимог до якості.