 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Послуги лазерного різання розшифровані: від підготовки файлів до готової деталі

Що таке лазерне різання і чому це важливо
Коли-небудь замислювались, як складні вироби з металу, такі як ювелірні прикраси, неонові вивіски чи прецизійні автозапчастини, отримують ідеальну форму? Відповідь часто полягає у технології, яка використовує світло як інструмент для різання. Незалежно від того, чи ви майстер, що експериментує з творчими проектами, чи інженер, який шукає промислові компоненти, розуміння цього процесу відкриває можливості, про які ви, можливо, навіть не замислювались.
Лазерне різання — це виробничий процес, при якому використовується потужний сфокусований промінь світла для різання матеріалів із винятковою точністю. Сфокусована лазерна енергія нагріває матеріал уздовж траєкторії, що контролюється комп'ютером, внаслідок чого матеріал плавиться, згорає або випаровується. Допоміжний газ потім витісняє розплавлений матеріал, залишаючи чисті та гладкі краї. Згідно з TWI Global , у найвужчій точці діаметр лазерного променя зазвичай менший за 0,32 мм, а ширина різу може бути такою самою малою, як 0,10 мм, залежно від товщини матеріалу.
Від світлового променя до прецизійного розрізу
Що робить послугу лазерного різання настільки цінною? Уявіть, що потрібно виготовити ідентичні деталі з допусками, які вимірюються частками міліметра. Традиційні методи різання стикаються з труднощами саме тут, а от технологія лазера блискуче справляється. Цей процес працює завдяки унікальним властивостям лазерних променів, зокрема когерентності, монохроматичності та колімації, що дозволяє концентрувати величезну енергію в надзвичайно малій точці.
Ця технологія безшовно поєднує два світи. Самодіяльні майстри використовують лазерне різання та гравірування для створення персоналізованих подарунків або прототипів винаходів. Тим часом виробники в авіакосмічній та автомобільній промисловості покладаються на цей самий фундаментальний процес для виготовлення критичних компонентів . Різниця? Масштаб, потужність і вимоги до точності.
Наука, що стоїть за променем
Коли ви використовуєте лазер для різання матеріалу, на молекулярному рівні відбувається щось дивовижне. Сфокусований промінь взаємодіє з заготовкою, передаючи теплову енергію, яка практично миттєво перетворює твердий матеріал на пар або рідину. Це локальне нагрівання створює мінімальні зони термічного впливу, зменшуючи деформацію та зберігаючи цілісність матеріалу.
Процес прецизійного лазерного різання відбувається за запрограмованими траєкторіями, керованими системами ЧПУ (числове програмне керування). Ці системи перетворюють цифрові проекти у точні координати різання, забезпечуючи відтворюваність, чи то ви виготовляєте один прототип, чи тисячі однакових деталей.
У цьому посібнику ви дізнаєтеся про різні лазерні технології, які матеріали найкраще підходять, як готувати файли з дизайном і які чинники впливають на ціноутворення. Ви також навчитеся оцінювати постачальників послуг, щоб зіставити вимоги до свого проекту з правильним виробничим партнером. Готові розшифрувати повний шлях від підготовки файлу до готової деталі? Почнемо.

Розуміння типів технологій лазерного різання
Не всі лазери однакові. Коли ви замовляєте послугу лазерного різання, технологія, що стоїть за променем визначає, які матеріали ви можете різати, наскільки швидко буде виконано роботу та який рівень точності ви отримаєте. Уявіть вибір типу лазера як вибір потрібного інструмента з набору — кожен із них чудово справляється з певними завданнями, але гірше працює з іншими.
Три основні лазерні технології домінують у галузі: лазери CO2, волоконні лазери та лазери Nd:YAG. Розуміння їхніх відмінностей допомагає ефективно спілкуватися з постачальниками послуг і забезпечує відповідність вашого проекту найкращому лазеру для різання певного матеріалу.
Лазери CO2 для універсальної обробки матеріалів
Лазери CO2 використовують газову суміш, що складається переважно з вуглекислого газу, як активне середовище, створюючи промінь з довжиною хвилі близько 10,6 мкм. Ця більша довжина хвилі добре поглинається органічними матеріалами, що робить технологію CO2 найкращим вибором для обробки неметалів.
Що може різати лазер CO2? Список диверсифікований:
- Дерево та фанера для виготовлення вивісок та декоративних виробів
- Акрил із полірованими краями, обробленими полум'ям
- Шкіра для виготовлення модних аксесуарів та оббивки меблів
- Папір та картон для прототипів упаковки
- Текстиль та тканини для виробництва одягу
- Певні пластмаси (хоча вибір матеріалу має значення для безпеки)
Згідно MatterHackers , лазери на CO2 пропонують високу універсальність і точність для неметалів, але потребують регулярного обслуговування і не підходять для різання металів. Галузі, такі як виробництво вивісок, моделювання та художні ремесла, значною мірою залежать від цієї технології.
Чи може лазер на CO2 різати машини зі сталі або алюмінію? Хоча технічно це можливо за допомогою потужних промислових установок, технологія CO2 є менш ефективною для металів порівняно з волоконними аналогами. Довша довжина хвилі відбивається від металевих поверхонь замість того, щоб поглинатися, що зменшує ефективність різання.
Волоконні лазери та переваги при різанні металів
Якщо ваш проект передбачає роботу з металом, волоконні лазери є сучасним золотим стандартом. Ці твердотільні системи генерують лазерний промінь через оптичні волокна, леговані рідкісноземельними елементами, створюючи довжину хвилі близько 1 мікрона — приблизно в десять разів коротшу, ніж у лазерів CO2.
Чому важлива довжина хвилі? Коротша довжина хвилі надзвичайно ефективно поглинається металевими поверхнями. Лазерний різак по металу, що використовує волоконну технологію, може розрізати нержавіючу сталь, алюміній, латунь, мідь та титан із дивовижною швидкістю та точністю. Згідно з ADHMT, волоконні лазери досягають електро-оптичного коефіцієнта корисної дії понад 30%, що робить їх значно енергоефективнішими, ніж старіші технології.
Лазерні різаки по металу на основі волоконної технології пропонують кілька переконливих переваг:
- Вища швидкість різання, особливо на тонких і середніх матеріалах
- Менші вимоги до обслуговування — не потрібно замінювати дзеркала чи газові трубки
- Компактніші габарити порівняно з аналогічними системами CO2
- Краща продуктивність при роботі з відбиваючими матеріалами, такими як мідь і латунь
- Довший термін експлуатації та менше витратних матеріалів
Для тих, хто шукає лазерний різальний верстат для обробки металу, волоконна технологія пропонує найкраще поєднання швидкості, точності та експлуатаційних витрат. У чому компроміс? Волоконні лазери погано справляються з органічними матеріалами — дерево, акрил і текстиль неефективно поглинають короткохвильове випромінювання.
Лазери Nd:YAG для спеціалізованих застосувань
Лазери Nd:YAG (неодим-леговані ітрієво-алюмінієвий гранат) займають спеціалізовану нішу. Ці твердотільні системи генерують довжину хвилі 1,06 мкм і чудово підходять для застосувань, що вимагають високої пікової потужності.
Де лазери Nd:YAG показують себе найкращим чином? Згідно з Celerity Precision , їх часто використовують для зварювання, глибокого гравіювання та різання товстих металів у важких галузях, таких як автомобілебудування, оборона та аерокосмічна промисловість. Їхня здатність надавати концентровані імпульси енергії робить їх ідеальними для прецизійного точкового зварювання та маркування, де інші технології поступаються.
Однак системи Nd:YAG мають певні недоліки. Вони зазвичай коштують дорожче, ніж аналогічні волоконні або CO2-установки, потребують складніших систем водяного охолодження та більшого обслуговування. Для більшості стандартних завдань різання волоконні лазери практично повністю витіснили технологію Nd:YAG, але для спеціалізованих завдань з високою потужністю Nd:YAG залишається актуальною.
Вибір відповідної технології
Отже, який тип лазера підходить для вашого проекту? Рішення в основному залежить від матеріалу та вимог до застосування.
| Коефіцієнт | Лазер CO2 | Ласер з волокна | Лазер Nd:YAG |
|---|---|---|---|
| Первинні матеріали | Дерево, акрил, шкіра, папір, текстиль, деякі пластмаси | Сталь, нержавіюча сталь, алюміній, латунь, мідь, титан | Товсті метали, спеціальні сплави |
| Довжина хвилі | 10,6 мікрон | ~1 мікрон | 1,06 мікрон |
| Швидкість різання | Середня | Найшвидший для металів | Помірно до повільно |
| Прецезійний рівень | Високий | Дуже високий | Високий |
| Обслуговування | Звичайний (дзеркала, газові трубки) | Низькими, | Вищий (водяне охолодження) |
| Найкраще застосування | Таблички, ремесла, прототипування, моделювання | Обробка металу, електроніка, ювелірні вироби, автомобільна промисловість | Зварювання, глибоке гравіювання, оборонні компоненти |
| Відносна вартість | Середня | Вищі початкові, нижчі експлуатаційні | Найвищий |
При зверненні до постачальника послуг лазерного різання знання ваших вимог до матеріалів допомагає перевірити, чи має він належну технологію. Майстерня, що спеціалізується на табличках з акрилу, ймовірно, використовує обладнання CO2, тоді як точний виробник металевих виробів майже напевно працює на волоконних системах. Деякі універсальні постачальники мають обидві технології, забезпечуючи гнучкість для різних типів матеріалів.
Розуміння цих технологічних відмінностей також допомагає розумніше інтерпретувати комерційні пропозиції. Лазерний різак металу, що використовує волоконну технологію, може виготовити ваші сталеві деталі швидше, ніж старіша CO2-установка, що потенційно впливає як на ціну, так і на термін виконання. Тепер, коли ви розумієте обладнання, яке стоїть за процесом, давайте розглянемо, як саме дизайн перетворюється на готову вирізану деталь.
Як працює процес лазерного різання
Отже, у вас є ідея дизайну, і ви знаєте, яка лазерна технологія підходить для вашого матеріалу. Але що насправді відбувається між завантаженням файлу та отриманням готової деталі в руки? Розуміння повного робочого процесу допомагає краще готувати файли, ефективніше спілкуватися з постачальниками послуг і передбачати, чого очікувати на кожному етапі.
Шлях від концепції до вирізаної деталі — це чітко узгоджена послідовність, де цифрова точність поєднується з фізичним виробництвом . Незалежно від того, чи ви працюєте зі службою лазерного різання з ЧПУ, чи керуєте власним лазерним верстатом з ЧПУ, основний процес залишається незмінним на будь-якому рівні.
Від дизайну до цифрового файлу
Кожна лазерно вирізана деталь починається з цифрового файлу. Це не просто зображення — це векторний дизайн, який точно вказує машині, куди спрямувати промінь. Уявіть це як створення докладної карти маршруту, яким буде слідувати лазер.
Ваше програмне забезпечення для проектування створює траєкторії, що визначають лінії різання, оціночні позначки та зони гравірування. Згідно з Xometry, вам потрібно переконатися, що ваш файл складається з окремих ліній без проблем із кольором або шарами, які можуть завадити роботі програмного забезпечення різака. До поширених програм для проектування належать професійні варіанти, такі як AutoCAD і Adobe Illustrator, а також доступні альтернативи, наприклад Inkscape, для тих, хто тільки розпочинає.
Що робить файл готовим до лазерної обробки? Конструкція має містити замкнуті контури з відповідним масштабуванням і вилученням непотрібних шарів. Файли САПР служать основою, що визначає розміри, форми та траєкторії різання — кожна лінія має значення, адже лазерні та CNC-системи інтерпретують їх буквально.
Пояснення послідовності різання
Після підготовки файлу фактичне різання лазером відбувається за чіткою послідовністю. Ось як це відбувається крок за кроком:
- Підготовка заготовки: Матеріал надійно фіксується на робочому столі. Правильне вирівнювання забезпечує точне дотримання лазером запрограмованого шляху — неправильне вирівнювання матеріалу призводить до неточних розрізів і втрат матеріалу.
- Підготовка обладнання: Оператори завантажують ваш дизайн у комп'ютерну систему лазерного ЧПУ-верстата. Параметри, такі як потужність лазера, швидкість, фокусна відстань і налаштування допоміжного газу, налаштовуються залежно від конкретного типу та товщини матеріалу.
- Калібрування фокусної точки: Фокусну точку лазера регулюють таким чином, щоб вона знаходилася на поверхні матеріалу або трохи нижче неї. Це максимізує концентрацію енергії за рахунок мінімізації розміру плями в критичній точці початку різання.
- Прошивання: Перед початком різання лазер повинен проникнути в матеріал у початкових точках. Згідно з Komacut, для пробивання потрібна концентрована лазерна енергія, щоб створити вхідні отвори, що часто вимагає більше часу та точності, ніж безперервне різання.
- Виконання різання: Програмування CNC перетворює ваш цифровий дизайн на точні траєкторії різання. Рух контролюється за допомогою інструкцій на основі G-коду, які керують двигунами позиціонування, переміщуючи оптику лазера, заготовку або обидва компоненти вздовж запрограмованого шляху.
- Робота з допоміжним газом: Під час різання допоміжні гази виконують кілька важливих функцій. Вони видаляють розплавлений матеріал і попіл із зони різання, охолоджують навколишні ділянки, щоб мінімізувати зони, що піддалися тепловому впливу, і запобігають забрудненню оптики димом та уламками. Кисень прискорює різання за рахунок екзотермічних реакцій, тоді як азот запобігає окисленню, забезпечуючи чистіші кромки.
- Вилучення деталей: Вирізані деталі залишаються на місці на робочому столі до зупинки лазера та припинення руху верстата. Деталі можуть мати гострі краї та залишкове тепло, тому потрібно обережно поводитися з ними.
Що відбувається на молекулярному рівні під час різання? Фокусований промінь швидко нагріває матеріал, доки той не розплавиться, обвуглиться або не випарується. Цей локалізований перенос енергії відбувається практично миттєво — лазер взаємодіє з заготовкою з такою концентрованою інтенсивністю, що матеріал перетворюється з твердого стану на пароподібний уздовж шляху променя. Вузька ширина зрізу (керф) є результатом цієї точної концентрації енергії й зазвичай становить частки міліметра.
Варіанти остаточної обробки після різання
Завершення різання не завжди означає завершення проекту. Залежно від вимог до застосування, можуть знадобитися такі етапи післяобробки:
- Період охолодження: Лазерне різання створює значний нагрів. Деталі потрібно достатньо охолодити перед подальшою обробкою, щоб запобігти опікам і дати можливість термічному напруженню стабілізуватися.
- Видалення заусенців: Згідно з Komacut, заусенці видаляються шляхом усунення недоліків, таких як гострі краї та заусенці, що залишаються під час різання. Методи включають шліфування, полірування та автоматизовані верстати для видалення заусенців залежно від матеріалу та необхідної обробки.
- Очищення поверхні: Хімічне або механічне очищення видаляє будь-які залишки, окислення або потемніння, що виникають під час процесу різання.
- Зняття стресу: Для прецизійних застосувань постнагрівання може зменшити залишкові напруження в місцях різання, які інакше можуть призвести до деформації деталі з часом.
- Додаткові операції: Багато деталей потребують додаткової обробки, такої як гнуття, зварювання, металізація, фарбування або складання, перш ніж набути остаточної форми.
Заходи контролю якості завершують процес. Перевірка розмірів за допомогою штангенциркулів, огляд поверхні та перевірка однорідності обробки гарантують, що деталі відповідають проектним специфікаціям перед відправкою.
Розуміння цього повного робочого процесу допомагає вам зрозуміти, чому підготовка файлів так важлива і чому деякі матеріали вирізають чистіше, ніж інші. Говорячи про матеріали, давайте дослідимо, які саме працюють з лазерними резачами і про які обмеження ви повинні знати.

Матеріали, сумісні з послугами лазерного різання
Ви вибрали свою лазерну технологію і розумієте процес. Тепер виникає критичне питання: що ви можете насправді відрізати? Відповідь визначає все, починаючи від реалізації проекту і закінчуючи кінцевою якістю. Не всі матеріали добре реагують на лазерну енергію, і неправильний вибір може пошкодити обладнання, виробляти отруйні пари або просто давати невдачі.
Якісний постачальник послуг лазерного різання допоможе вам підбирати матеріал, але розуміння сумісності допоможе вам краще розробляти і ефективніше запитувати цитати. Давайте розкажемо, що працює, а що ні, і чому товщина має більше значення, ніж ви могли б очікувати.
Металі, які очищають
Виготовлення металевих виробів є одним із найпоширеніших застосувань лазерного різання. Коли потрібно точно та швидко вирізати метал лазером, технологія волоконного лазера забезпечує виняткові результати для різних сплавів.
Вуглецева сталь: Робоча кінь у сфері лазерного різання металу. Вуглецева сталь ефективно поглинає енергію волоконного лазера, забезпечуючи чисті краї з мінімальним підтіканням. Згідно з ADHMT, потужні волоконні лазери можуть обробляти вуглецеву сталь — від тонких листів до надзвичайно товстих плит, хоча швидкість різання значно знижується зі зростанням товщини. Тонкі матеріали ріжуться швидко з мінімальною зоною теплового впливу, тоді як для більш товстих заготовок потрібні менші швидкості та більша потужність для збереження якості краю.
Нержавіюча сталь: Коли потрібно лазерне різання нержавіючої сталі, слід очікувати трохи іншої поведінки у порівнянні з вуглецевою стальлю. Вміст хрому в матеріалі впливає на розсіювання тепла та окислення країв. Використання азоту як допоміжного газу запобігає характерному потемнінню, яке виникає при різанні киснем, забезпечуючи чисті, безоксидні краї, що ідеально підходять для видимих поверхонь. Лазерне різання нержавіючої сталі чудово підходить для обладнання харчової промисловості, медичних приладів та архітектурних елементів, де важлива стійкість до корозії.
Алюміній: Лазерне різання алюмінію створює унікальні виклики через високу відбивну здатність і теплопровідність матеріалу. Метал відбиває лазерну енергію замість того, щоб поглинати її, що вимагає вищих потужностей для досягнення проникнення. Як тільки різання починається, внаслідок чудової тепловіддачі алюмінію лазер повинен зберігати достатню густину енергії протягом усього шляху різання. Незважаючи на ці фактори, лазерне різання алюмінію забезпечує чудові результати для авіакосмічних компонентів, корпусів електроніки та декоративних панелей.
Латунь і мідь: Ці високовідбивні та провідні матеріали посилюють навантаження на лазерні технології до межі. Згідно з ADHMT, латунь і мідь потребують спеціальних підходів через здатність відбивати лазерну енергію назад до оптики. Сучасні волоконні лазери краще справляються з цими матеріалами, ніж старіші технології, однак слід очікувати зниження швидкості різання порівняно зі стальними матеріалами аналогічної товщини.
Титан: Титан цінують за міцність при відносно невеликій вазі у авіаційній та медичній галузях. Він добре піддається різанню за належних параметрів, проте унаслідок хімічної активності металу потрібно обережно підбирати допоміжний газ — зазвичай аргон або азот — щоб запобігти окисленню та крихкості зрізаних країв.
Пластики та акрили для творчих проектів
Різання неметалів відкриває широкі можливості для творчості та функціонального застосування, хоча вибір матеріалу вимагає додаткової уваги до безпеки.
Акрил (ПММА): Мабуть, найбільш придатний для лазерного різання пластик. Лазери СО2 забезпечують високоякісні, поліровані краї на акрилі, які часто не потребують додаткової обробки. Матеріал чисто ріжеться без плавлення чи потемніння за правильно підібраних налаштувань. Елементи з акрилу, вирізані лазером, широко використовуються для виготовлення вивісок, експозицій, прикрас та архітектурних моделей.
Дерево та фанера: Натуральне дерево чудово ріжеться на CO2-лазерах, утворюючи характерні потемнілі краї, які багато дизайнерів свідомо використовують. Різні породи дерева реагують по-різному — тверді дерева, такі як клен, дають чистіші краї, ніж м'які сорти, наприклад сосна. Згідно з ADHMT, дерево є універсальним матеріалом для різних художніх і практичних застосувань, хоча олійнисті або смолисті породи дерева становлять пожежну небезпекю і їх слід уникати.
Скіра: Справжня шкіра, вичинена рослинним способом, добре підходить для аксесуарів моди, елементів оббивки меблів і персоналізованих виробів. Однак, згідно з правилами безпеки Emory TechLab, шкіра, вичинена хромом — більшість кольорових фарбованих шкір — виділяє шкідливі пари під час різання і повністю має уникатися.
Папір і картон: Ідеально підходять для прототипування, дизайнів упаковки та складних декоративних робіт. Ці матеріали швидко ріжуться при низьких потужностях, однак через ризик виникнення пожежі необхідне належне спостереження за роботою обладнання.
Текстиль і тканини: Природні волокна, такі як бавовна, фетр і шовк, добре ріжуться. Синтетичні тканини можуть плавитися замість різання залежно від складу — завжди перевіряйте безпеку матеріалу перед обробкою.
Матеріали, які ніколи не слід різати лазером
Деякі матеріали становлять серйозну небезпекю при впливі лазерної енергії. Сервіси лазерного різання відмовляються від обробки цих матеріалів з поважних причин:
- ПВХ (полівінілхлорид): Виділяє хлористий газ при нагріванні — надзвичайно токсичний і корозійний для обладнання. Згідно з Emory TechLab , ПВХ пошкоджує лазерні різаки та утворює шкідливі гази.
- Полікарбонат (Лексан): Горить замість чистого різання, виділяючи гази, що пошкоджують оптику обладнання.
- Пластик АБС: Виділяє циановодень (HCN) під час лазерного різання — серйозна загроза для здоров'я.
- Вініл: Містить хлор, який виділяє токсичні пари під час різання.
- HDPE: Легкозаймистий; плавиться і займається полум'ям замість того, щоб різатися.
- Покриття з вуглепластику: Смоли можуть містити сполуки, небезпечні для лазерної обробки; становлять небезпеку пожежі та виділення токсичних парів.
- Стілеві волокна: Утворює небезпечні пари з компонентів смоли.
- Пінозаповнювач і пенополістирол: Утворює бензоловий газ — відомий канцероген.
Якщо виникають сумніви щодо матеріалу, запитайте свого постачальника послуг перед поданням файлів. Він повинен мати змогу перевірити безпеку та придатність матеріалу на основі його складу.
Орієнтовні рекомендації щодо товщини матеріалу
Товщина суттєво впливає на якість різу, швидкість та обробку краю. Розуміння цих взаємозв'язків допомагає встановити реалістичні очікування та оптимізувати конструкції для виробництва.
| Тип матеріалу | Рекомендований лазер | Типова діапазон товщини | Зазвичай застосовуються |
|---|---|---|---|
| Вуглецева сталь | Волоконне | 0,5 мм – 25 мм+ | Конструктивні деталі, корпуси, кріплення |
| Нержавіюча сталь | Волоконне | 0,5 мм – 20 мм | Медичні пристрої, харчове обладнання, архітектура |
| Алюмінії | Волоконне | 0,5 мм – 12 мм | Авіація та космонавтика, електроніка, декоративні панелі |
| Латунь/Мідь | Волоконне | 0,5 мм – 6 мм | Електричні компоненти, декоративні вироби |
| Титан | Волоконне | 0,5 мм – 8 мм | Авіація та космонавтика, медичні імплантати |
| Акрил | CO2 | 1 мм – 25 мм | Вивіски, дисплеї, ювелірні вироби, прототипи |
| Дерево/Фанера | CO2 | 3 мм – 20 мм | Декоративні вироби, моделі, деталі меблів |
| Кожа | CO2 | До 5 мм | Модні аксесуари, оббивка |
| Тканина | CO2 | До 3 мм | Одяг, технічні текстилі |
Як товщина впливає на різання? Згідно ADHMT , тонкі матеріали можна різати швидко з мінімальними зонами теплового впливу, тоді як для товстіших матеріалів потрібно більше потужності та меншої швидкості різання для збереження точності. Це співвідношення не є лінійним — подвоєння товщини може вимагати вчетверо більше часу на різання або навіть більше.
При лазерному різанні металевих листів якість краю змінюється залежно від товщини. Лазерне різання тонких металевих листів забезпечує гладкі, перпендикулярні краї з мінімальним конусом. Із збільшенням товщини виникають такі ефекти:
- Конус краю: Проріз може розширюватися до низу при різанні товстих матеріалів
- Нагромадження тепла: Повільніші швидкості дозволяють більшій кількості тепла поширюватися в оточуючий матеріал
- Утворення нагару: Розплавлений матеріал може не повністю видалятися з товщих розрізів
- Збільшення шорсткості: Поверхні країв стають все більш шорсткими на товстих ділянках
При роботі з лазером для різання металу на товстому матеріалі обговоріть ці аспекти з вашим постачальником послуг. Вони можуть запропонувати альтернативні процеси для матеріалів, що перевищують оптимальну товщину лазерного різання, або запропонувати зміни в конструкції, які враховують обмеження технології
Розуміння сумісності матеріалів і обмежень за товщиною забезпечує виготовлення ваших конструкцій з самого початку. Але навіть ідеальний вибір матеріалу не врятує погано підготовлений файл конструкторської документації — що приводить нас до важливої теми підготовки файлів і вимог до форматів
Підготовка файлів конструкторської документації та вимоги до форматів
Ви вибрали матеріал і розумієте, як працює процес різання. Тепер настає етап, який відрізняє успішні проекти від проблемних: правильна підготовка файлів з дизайном. Здається складним? Не має бути. Незалежно від того, чи шукаєте ви послугу лазерного різання, чи працюєте з віддаленим постачальником, належна підготовка файлів забезпечує точне перетворення вашого задуму на готові деталі.
Багато новачків надсилають файли, які виглядають ідеально на екрані, але помилково обробляються під час виробництва. Різниця полягає в розумінні того, що саме потрібно лазерному різаку — і це не те саме, що потрібно вашому принтеру. Розглянемо основні моменти, щоб ваш наступний проект з індивідуального лазерного різання проходив безперебійно — від подання файлу до остаточної доставки.
Векторні файли та чому вони важливі
Коли ви надсилаєте малюнок на лазерний різак, пристрій потребує точних інструкцій, куди спрямувати свій промінь. Саме тут стають необхідними векторні графіки.
На відміну від растрових зображень (JPG, PNG), які складаються з кольорових пікселів, векторні файли визначають форми за допомогою математичних рівнянь. За словами xTool, векторна графіка може масштабуватися до будь-якого розміру без втрати якості — що робить її ідеальною для лазерного різання. Лазер точно слідує цими математично визначеними траєкторіями, вирізаючи точно там, де це вказано у вашому дизайні.
Що станеться, якщо ви надішлете растрове зображення? Обладнання не зможе витягнути траєкторії різання з сітки пікселів. Растрові файли підходять для лазерної гравіювання (коли промінь рухається вздовж заповнених ділянок), але для різання потрібні чіткі контури, які забезпечують лише векторні файли.
Більшість послуг лазерного різання та національні постачальники приймають такі стандартні векторні формати:
- .AI (Adobe Illustrator): Стандарт галузі для складних дизайнерських рішень і професійних робочих процесів. Зберігає шари та детальну інформацію про контури.
- .SVG (Scalable Vector Graphics): Універсальний формат з відкритим кодом, сумісний з більшістю програм для дизайну. За словами Fabberz, SVG є чудовою альтернативою файлам AI.
- .DXF (формат обміну кресленнями): Поширений у САПР, таких як AutoCAD. Має широку підтримку на обладнанні для виробництва.
- .PDF (портативний формат документів): Приймається, якщо містить векторні дані (а не вбудовані растрові зображення).
- .3DM (Rhinoceros 3D): Часто використовується в промисловому та архітектурному проектуванні для складних 2D та 3D-проектів.
Якщо ви працюєте з послугою лазерного різання акрилу або будь-яким професійним постачальником, підтвердження сумісності формату до надсилання допоможе уникнути затримок. Якщо сумніваєтеся — звертайтеся: авторитетні служби лазерного різання цінують такі запитання більше, ніж отримання непридатних файлів.
Розуміння ліній різання, ліній маркування та зон гравірування
Ось щось, що багато новачків проглядають: не кожна лінія у вашому дизайні інтерпретується однаково. Лазерні різаки розрізняють три типи операцій залежно від того, як ви оформили свої контури.
Лінії різання: Ці траєкторії вказують лазеру повністю прорізати матеріал. Згідно з Fabberz , лінії різання мають бути встановлені як контур товщиною 0,001 дюйма у червоному RGB-кольорі (255, 0, 0), щоб позначити векторне різання. Лазер проходить ці траєкторії на достатньому рівні потужності, щоб пробитися крізь усю товщину матеріалу.
Лінії тиснення (векторна гравірування): Ці лінії створюють поверхневі позначки, не прорізаючи матеріал наскрізь. Встановіть лінії тиснення як контур товщиною 0,001 дюйма у синьому RGB-кольорі (0, 0, 255). Тиснення добре підходить для ліній згину, декоративних елементів або орієнтирів, які не повинні відокремлювати матеріал.
Растрова гравірування: Це заповнені області, обмежені лініями та зафарбовані кольором або візерунками. Лазер інтерпретує їх як зони для поверхневого гравірування, рухаючись вздовж і поперек цих областей, щоб видалити шари матеріалу. Згідно з xTool, для заповнень слід використовувати чорний або відтінки сірого кольору, щоб визначити глибину гравірування.
Чому це важливо? Уявіть, що ви розробляєте нестандартний знак, на якому потрібні вирізані літери, протравлений контур і гравірування логотипу. Без правильного форматування ліній і заливок пристрій не зможе розрізнити ці операції — і може випадково вирізати елементи, які лише мають бути позначені.
Поширені помилки в дизайні, яких слід уникати
Навіть досвідчені дизайnerи допускають помилки, що призводять до проблем у виробництві. Перш ніж надсилати файли будь-якому постачальнику послуг лазерного різання, перевірте свою роботу на наявність таких поширених помилок:
- Накладення або дублювання ліній: Коли контури накладаються один на одного, лазер може кілька разів вирізати одне й те саме місце — це призводить до надмірного обвуглення, пошкодження матеріалу або зайвого часу обробки. За словами Fabberz, використовуйте інструмент "Join" у Illustrator, "SelDup" у Rhino 3D або "Overkill" у AutoCAD, щоб позбутися дублікатів.
- Ігнорування компенсації шпарини: Лазерний промінь випаровує матеріал під час різання, видаляючи тонку смужку, відому як ширина різу (керф). Згідно з xTool, керф впливає на точність остаточних розмірів. Для точного підгоняння слід коригувати розміри вашого дизайну з урахуванням видалення матеріалу — зазвичай це 0,1 мм до 0,3 мм залежно від матеріалу та налаштувань лазера.
- Елементи завеликі для різання: Мінімальна ширина ліній залежить від точності лазера та властивостей матеріалу. Згідно з xTool, ширина лінії 0,2 pt може означати різання, тоді як товстіші лінії вказують на гравірування. Уточніть у свого постачальника послуг мінімальні розміри елементів для вашого конкретного матеріалу.
- Неправильна товщина ліній: Різна товщина ліній повідомляє пристрою, чи потрібно різати, гравірувати чи проточити. Використання неправильної товщини плутає програмне забезпечення різання і призводить до неочікуваних результатів.
- Активні текстові поля: Лазерні різаки можуть не обробляти текст безпосередньо. Згідно з xTOOL , перетворіть текст на контури або фігури перед поданням. У Adobe Illustrator виділіть текст і використовуйте Текст → Створити контури (Shift + Cmd/Ctrl + O).
- Малюнок занадто близько до країв: Згідно з Fabberz, необхідно залишати поля 0,25 дюйма навколо малюнка як зону обрізки. Деталі, розташовані точно на краю матеріалу, можуть бути вирізані неправильно.
- Недостатній відступ між деталями: Залишайте щонайменше 0,125 дюйма між усіма об'єктами, щоб звести до мінімуму витрати матеріалу та запобігти накопиченню тепла між суміжними розрізами.
Підготовка файлів до успішного виконання
Готові підготувати свої файли? Незалежно від того, чи є ви професійним дизайнером, чи шукаєте послугу лазерного різання для першого проекту, ці практичні кроки є універсальними.
Виберіть програмне забезпечення для дизайну: Ваш вибір залежить від складності проекту та бюджету:
- Професійні варіанти: Adobe Illustrator та CorelDRAW чудово підходять для створення масштабованих векторних графік. AutoCAD призначений для технічних креслень і виводу в форматі CAD. Rhinoceros 3D підходить для складних промислових та архітектурних проектів.
- Доступні альтернативи: Inkscape пропонує потужні векторні можливості безкоштовно — ідеально підходить для початківців або тих, хто обирає рішення з урахуванням бюджету. Згідно з xTool, навіть програмне забезпечення керування лазерним різанням, таке як xTool Creative Space, дозволяє створювати прості графічні елементи безпосередньо перед різанням.
- Спрощені інструменти: Canva та схожі платформи можуть експортувати векторні файли для базових дизайнах, хоча в них відсутні функції редагування контурів, доступні в професійному програмному забезпеченні.
Контрольний список перед поданням: Перед надсиланням файлів будь-яким послугам лазерного різання чи віддаленим постачальникам перевірте такі деталі:
- Файл збережено у прийнятному форматі (.AI, .SVG, .DXF, .PDF або .3DM)
- Увесь текст перетворено на контури
- Немає накладання або дублювання контурів
- Області різання, гравіювання та протравлювання правильно позначені кольором
- Правильно вказані одиниці виміру (дюйми або міліметри)
- Розмір документа відповідає розмірам використовуваного матеріалу
- Приховані шари, маски обрізки та непотрібні елементи видалені
- Вибрано колірну модель RGB (не CMYK)
- Деталі розташовані ефективно з відповідним проміжком
Витрачаючи час на правильну підготовку файлів, ви запобігаєте дорогим виправленням і затримкам у виробництві. Ваш постачальник послуг може надати допомогу у підготовці файлів — варто уточнити, якщо ви не впевнені щодо будь-яких вимог.
Коли файли правильно відформатовані, виникає питання, як лазерна різка порівнюється з іншими методами виготовлення. Розуміння цих відмінностей допомагає обрати правильний процес для конкретних потреб кожного проекту.
Лазерне різання порівняно з іншими методами різання
Ваші файли з дизайном готові, матеріал обрано — але чи справді лазерне різання є найкращим процесом для вашого проекту? Іноді відповідь так — так. А іноді альтернативні методи забезпечують кращі результати для ваших конкретних вимог. Розуміння того, як лазерне різання поєднується з іншими технологіями виготовлення, допомагає приймати розумніші рішення та ефективніше спілкуватися з виробничими партнерами.
Кожен метод різання чудово підходить для певних сценаріїв і гірше працює в інших. Коли потрібно вирізати лазерні металеві деталі з дрібними елементами, переважно використовують лазер. А що стосується товстих алюмінієвих плит або чутливих до тепла композитів? Ось тут розуміння наявних варіантів стає надзвичайно цінним.
Лазер проти водяного струменя для товстих матеріалів
Уявіть, що вам потрібно прорізати сталеву плиту товщиною 2 дюйми з абсолютною точністю. Чи впорається з цим лазер? Теоретично, системи високої потужності можуть різати товсті метали — але чи є це найкращим варіантом?
Гідроабразивний різ передбачає використання води підвищеного тиску, змішаної з абразивними частинками (зазвичай гранатом), щоб ерозійно видалити матеріал по заданій програмі траєкторії. Згідно з Xometry, гідроабразивний різ може пронизувати матеріали завтовшки до 250–300 мм, тоді як лазерний різ навіть за наявності дуже потужного обладнання зазвичай обмежується 30–40 мм.
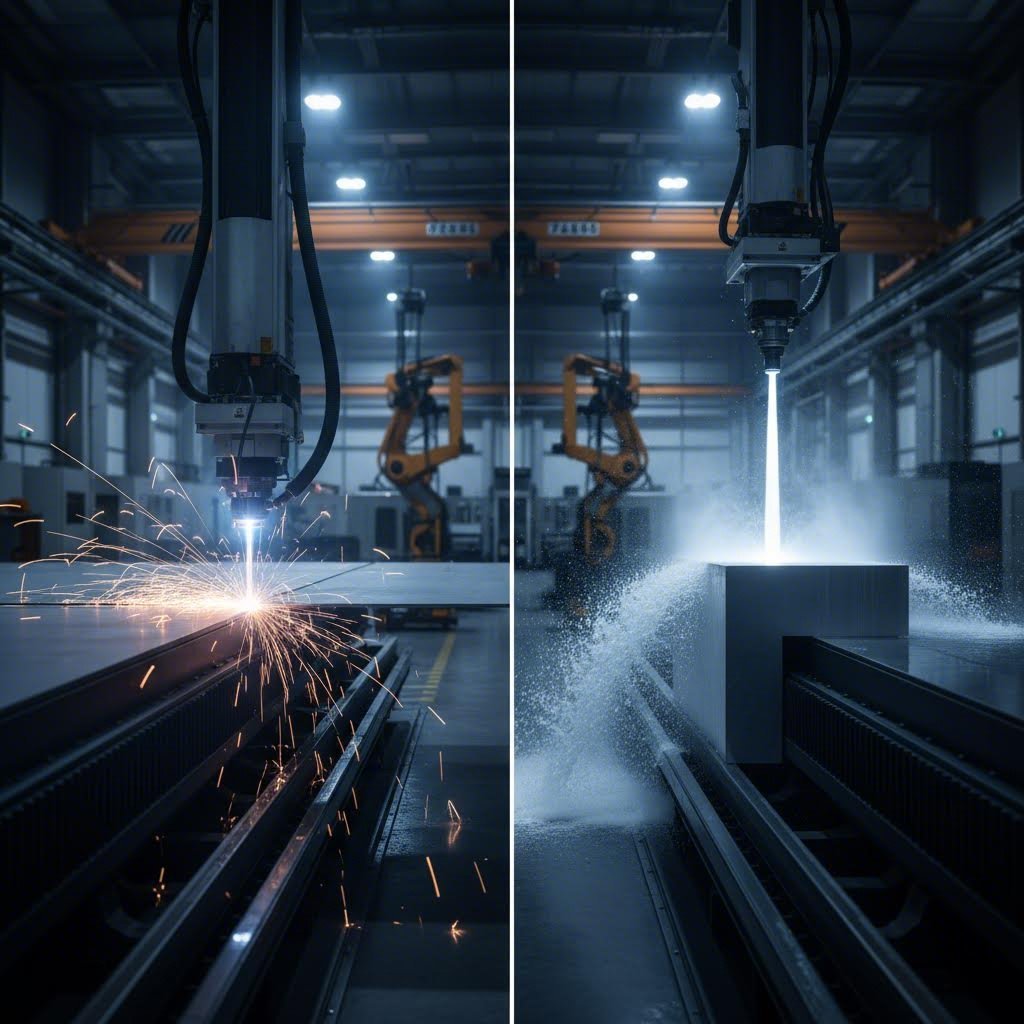
Ось де різниця стає критичною: тепловий вплив. Лазерний різ сталі створює значну теплову енергію, яка впливає на навколишній матеріал. Гідроабразивний різ не утворює жодної зони термічного впливу. Для авіаційних компонентів, медичних пристроїв чи будь-яких інших застосувань, де властивості матеріалу мають залишатися абсолютно незмінними, це має надзвичайно велике значення.
Коли гідроабразивний різ перемагає:
- Різання товстих металів, що перевищує можливості лазера
- Обробка чутливих до тепла матеріалів, таких як певні сплави та композити
- Робота з дзеркальними металами, які ускладнюють роботу волоконних лазерів
- Застосування, що вимагають повної відсутності термічних деформацій
- Різання кераміки, скла чи каменю
Коли лазерний різ перемагає:
- Обробка тонких і середніх за товщиною матеріалів на високій швидкості
- Складні конструкції, що вимагають вузьких допусків
- Великі обсяги виробництва, де швидкість впливає на вартість
- Проекти, в яких якість обробки краю є пріоритетною
Згідно з Xometry, лазерні різаки забезпечують мінімальні розміри різального зазора 0,15 мм порівняно з 0,5 мм у водяного струменя — суттєва перевага у точності для дрібних робіт. Швидкість теж значно відрізняється: лазери зрізають зі швидкістю 20-70 дюймів на хвилину проти 1-20 дюймів на хвилину у водяного струменя для порівнянних матеріалів.
Вартість змінюється залежно від товщини матеріалу. Xometry зазначає, що лазерне різання є найдешевшим для тонких деталей, тоді як різання водяним струменем стає економічно вигіднішим при обробці товстого матеріалу, де швидкість лазера значно знижується.
Коли доцільніше використовувати фрезерування з ЧПУ
Фрезерування з ЧПУ передбачає принципово інший підхід — використання обертового різального інструменту замість теплової енергії або абразивного зносу. Уявіть собі надзвичайно точний маршрутизатор із комп'ютерним керуванням, який слідує вашими проектними траєкторіями з промисловою точністю.
Чому варто обрати маршрутизацію замість лазерного верстата для різання металу? Для певних матеріалів відповідь полягає у якості краю та сумісності з матеріалом.
Згідно SendCutSend , CNC-маршрутизація забезпечує допуски ±0,005", створюючи при цьому високоякісні поверхні на багатьох композитах, пластиках і деревині. Цей процес не базується на тепловій енергії, повністю усуваючи зони, що піддалися термічному впливу.
Переваги CNC-маршрутизації:
- Висока якість обробки країв пластику, такого як АБС та HDPE
- Відсутність термічного напруження або зон, що піддалися тепловому впливу
- Ідеальний варіант для дерев'яних виробів, де потрібні чисті, без обвуглення краї
- Можливість 3D-профілювання та різання часткової глибини
- Сумісність із операціями нарізання різьби та зенкування
Обмеження CNC-маршрутизації:
- Внутрішні кути не можуть бути гострішими за діаметр фрези (зазвичай мінімальний радіус — 0,125")
- Фіксуючі виступи, необхідні для утримання деталей під час різання, можуть залишати невеликі сліди
- Не ідеальний варіант для високоперфорованих шаблонів (ризик зміщення деталей під час різання)
- Повільніший за лазерне різання для більшості металевих застосувань
Для проектів, таких як спеціальні корпуси з HDPE, декоративні деревяні панелі без слідів обгорання або деталі з нарізаними отворами, фрезерування на CNC-верстаті часто перевершує лазерне різання, незважаючи на меншу швидкість.
Операції пробивного преса
Технологія пробивного преса існує раніше лазерів і залишається актуальною для певних високоволюмних застосувань. Процес використовує загартовані матриці для пробивання форм крізь листовий метал — подібно до потужного дырокола, масштабованого для промислового виробництва.
Коли пробивні преси працюють найефективніше:
- Надзвичайно високоволюмне виробництво однакових деталей
- Стандартні шаблони отворів і прості геометрії
- Застосування, де початкова вартість оснащення компенсується великим обсягом
- Товсті матеріали, які значно уповільнюють лазерну різку
Обмеження пробивного преса:
- Потребує спеціального інструменту для нестандартних форм
- Не може створювати справді складні конструкції
- Знос інструменту з часом впливає на стабільність
- Неекономічно для прототипів або малих обсягів
Для невеликої партії індивідуальних кріплень лазерна різка вигідніша за пробивний прес за вартістю та термінами виконання. Для 100 000 однакових монтажних пластин із типовими шаблонами отворів пробивний прес може забезпечити суттєву економію.
Структура прийняття рішень для вашого проекту
Як зробити вибір? Розгляньте ці п'ять факторів під час оцінки методів різання для свого наступного проекту:
| Коефіцієнт | Лазерне різання | Водяна різка | Фрезерування CNC | Чавунний прес |
|---|---|---|---|---|
| Точність загострення | ±0,005" (відмінно) | ±0,009" (добре) | ±0,005" (відмінно) | ±0,010" (середнє) |
| Товщина матеріалу | До ~40 мм металів | До 300 мм | Залежить від матеріалу | Зазвичай <12 мм |
| Якість краю | Відмінно (рівно, можуть бути смуги на товстих матеріалах) | Дуже добре (без шлаку або заусенців) | Відмінно (чистий механічний розріз) | Добре (може вимагати видалення заусенців) |
| Зона термічного впливу | Мінімально (зростає з товщиною) | Відсутній | Відсутній | Відсутній |
| Ефективність вартості (малий обсяг) | Відмінними | Середня | Добре | Погано (вартість оснастки) |
| Ефективність вартості (великі обсяги) | Добре | Середня | Середня | Відмінними |
| Можливість створення складних деталей | Відмінними | Добре | Обмежено (потрібні радіуси кутів) | Обмежено (залежно від оснастки) |
| Швидкість | 20-70 IPM | 1-20 IPM | Середня | Дуже швидко на один виріб |
Швидкий посібник з вибору:
- Оберіть лазерну різку коли потрібні складні деталі, тонкі або середні матеріали, швидке виконання та вигідна вартість при малих або середніх обсягах.
- Оберіть водяний струмінь при різанні товстих матеріалів, обробці термочутких сплавів або роботі з композитами, такими як вуглепластик і G10.
- Оберіть фрезерування на CNC-верстаті коли важлива якість краю пластика та дерева, коли потрібні різьбові елементи або коли у конструкції й так передбачені внутрішні закруглені кути.
- Оберіть пробивний прес при виготовленні дуже великих обсягів деталей із простими, типовими геометричними формами.
Багато проектів виграють від поєднання методів. Складна збірка може використовувати лазерне різання для складних металевих кріпленнь, CNC-фрезерування для пластикових корпусів та водяний струмінь для товстих алюмінієвих основ — кожен процес виконує те, що він робить найкраще.
Згідно з SendCutSend, професійні партнери з виготовлення деталей часто автоматично обирають найкращий метод для кожного матеріалу, забезпечуючи виробництво деталей найефективнішим способом за найнижчою ціною. Це означає, що вибір матеріалу слід враховувати при проектуванні з самого початку.
Розуміння цих компромісів дозволяє вам вести обґрунтовані розмови з постачальниками послуг. Але після того, як ви вибрали свій процес, скільки ви повинні заплатити? Давайте розглянемо фактори, які впливають на вартість лазерного різання, і те, як інтерпретувати отримані комерційні пропозиції.
Розуміння вартості та чинників ціноутворення при лазерному різанні
Ви порівняли методи різання, підготували свої файли та вибрали матеріал. Тепер настає питання, яке постає перед кожним: скільки це коштуватиме? Якщо ви коли-небудь шукали лазерний різак, сподіваючись знайти просте ціноутворення, ви, ймовірно, помітили, що цінові пропозиції сильно відрізняються — і рідко публікуються прямо на сайтах.
Ось у чому справа: вартість лазерного різання не є довільною. Вона базується на логічній формулі, що враховує вимірювані чинники. Розуміння того, що формує вашу комерційну пропозицію на лазерне різання, перетворює вас з пасивного покупця на грамотного замовника, який може оптимізувати конструкції, передбачати витрати та розумно оцінювати пропозиції.
Що формує вашу цінову пропозицію
Коли ви запитуєте розрахунок вартості лазерного різання, постачальники обчислюють вартість за допомогою постійної схеми — навіть якщо кінцеві цифри відрізняються між майстернями. Згідно з Fortune Laser , основна формула ціноутворення виглядає так:
Кінцева ціна = (Вартість матеріалів + Змінні витрати + Постійні витрати) × (1 + Націнка)
Що це означає для вашого проекту? Розглянемо ключові змінні, що визначають вартість лазерного різання:
- Тип матеріалу та його вартість: Різні матеріали мають різну базову вартість. МДФ коштує недорого, тоді як титан авіаційного класу значно дорожчий. Ваш вибір матеріалу закладає основу для розрахунку ще до початку різання.
- Товщина матеріалу: Цей фактор часто стає несподіванкою для нових покупців. Згідно з Komacut, більш товсті матеріали потребують більше енергії та меншої швидкості різання для отримання чистих зрізів. Подвоєння товщини може більше ніж подвоїти час різання — і вартість — через те, що лазеру потрібно рухатися набагато повільніше, щоб чисто проникнути.
- Загальна довжина різу: Лазерний станок оплачується переважно за час роботи обладнання, а не за площу матеріалу. Виріб із складним візерунком на невеликому аркуші може коштувати дорожче, ніж проста форма на більшому аркуші, оскільки промінь проходить довший шлях.
- Складність різання: Конструкції з тісними вигинами, гострими кутами та детальними геометричними елементами змушують обладнання уповільнюватися при кожній зміні напрямку. Згідно з Fortune Laser, складна геометрія збільшує загальний час різання, що безпосередньо підвищує вартість.
- Кількість просвердлень: Щоразу, коли лазер розпочинає новий розріз, йому спочатку потрібно пробити матеріал. Конструкція зі 100 дрібними отворами коштує дорожче, ніж один великий виріз, через сумарний час пробивання — навіть якщо загальна довжина різання схожа.
- Кількість замовлених одиниць: Збільшення обсягів дозволяє розподілити постійні витрати на більше деталей, знижуючи ціну за одиницю. Докладніше — нижче.
- Час виконання: Термінові замовлення, як правило, передбачають надбавку. Стандартні терміни виконання дозволяють майстерням ефективно групувати завдання, тоді як прискорені запити вимагають коригування графіку.
- Вимоги до післяобробки: Додаткові операції, такі як зачистка, гнучення, нарізання різьби або порошкове покриття, додають витрати на робочу силу, час обладнання та додаткові матеріали — кожна з яких окремо тарифікується.
За даними Fortune Laser, погодинна вартість обладнання зазвичай коливається від 60 до 120 доларів США залежно від потужності та можливостей лазерної системи. Змінні витрати — час, необхідний для виконання вашого конкретного замовлення — найчастіше становлять найбільшу частину кінцевої ціни.
Ціноутворення за обсягом та ефект масштабу
Ось де кількість радикально змінює економіку вартості однієї деталі. Коли ви замовляєте один прототип, постійні витрати на налагодження становлять значну частку загальної суми. Замовте 1000 однакових деталей — і ті самі витрати на налагодження розподіляться на кожну одиницю продукції.
Що собою являють ці постійні витрати? За даними Fathom Manufacturing, плата за налагодження покриває час оператора на завантаження матеріалу, калібрування обладнання та підготовку конструкторської документації. Більшість послуг лазерного різання у всій країні стягують плату за налагодження або встановлюють мінімальну суму замовлення, щоб забезпечити економічну доцільність виконання малих замовлень.
Математика працює на вас із зростанням обсягів:
- Прототипні партії (1–10 деталей): Витрати на підготовку становлять великий відсоток вашої ціни. Вартість кожної деталі здається високою, бо постійні витрати розподілені на невелику кількість одиниць.
- Малі серії виробництва (50–500 деталей): Витрати на підготовку стають менш значущими. Можливі знижки на матеріали, а ефективне розташування заготовок зменшує відходи.
- Великосерійне виробництво (1000+ деталей): Згідно з Fortune Laser, знижки на великі замовлення можуть сягати до 70%. Неперервні виробничі цикли мінімізують простій обладнання між деталями.
Ефективність розташування заготовок також покращується з обсягом. Під час вирізання багатьох однакових деталей оператори щільно розміщують їх на аркушах матеріалу, щоб зменшити відходи. Краще розташування безпосередньо знижує вартість матеріалів.
Прихованими витратами, які слід врахувати
Окрім очевидних статей витрат, кілька факторів можуть несподівано збільшити загальну суму рахунку. Передбачення цих факторів допоможе вам точно скласти бюджет і уникнути несподіванок:
- Плата за підготовку файлів: Якщо ваші конструкторські файли містять помилки — дубльовані лінії, відкриті контури, неправильне форматування — техніки мають їх виправити перед виробництвом. За даними Fortune Laser, очищення файлів часто призводить до додаткових витрат. Надсилання чистих, правильно відформатованих файлів повністю усуває цю витрату.
- Мінімальна вартість замовлення: Багато постачальників встановлюють мінімальні тарифи незалежно від простоти вашого завдання. Один невеликий кронштейн може коштувати стільки ж, скільки десять, оскільки час на налаштування залишається незмінним.
- Витрати матеріалу: У вашу пропозицію включено матеріал, який перетворюється на відходи — простори між розташованими деталями та непридатні рештки. Ефективні конструкції зводять до мінімуму цю складову відходів.
- Премії за допуски: За даними Fortune Laser, вказання допусків, що є суворішими, ніж це необхідно функціонально, змушує працювати повільніше та з більш точним контролем швидкості різання. Вимагайте точність лише там, де вона дійсно потрібна.
- Додаткові витрати за спеціальні матеріали: Матеріали, яких немає на складі, можуть вимагати спеціального замовлення з відповідними платежами та більш тривалими термінами поставки. Вибір із наявних варіантів часто дозволяє заощадити час і гроші.
- Доставка та обробка: Залежно від розміру, ваги деталі та вимог до доставки, вартість перевезення може суттєво збільшитися, особливо при терміновій доставці.
Цінність систем швидкого ціноутворення
Як отримати інформацію про ціни? Існує два основні підходи, кожен з яких має свої переваги.
Онлайн-платформи для лазерного різання: Ці сервіси дозволяють завантажувати CAD-файли та отримувати автоматизовані розрахунки вартості протягом кількох секунд. За даними Fortune Laser, онлайн-платформи пропонують неперевершену швидкість і зручність — ідеальний варіант для швидкого прототипування та інженерів, яким потрібна негайна інформація про бюджет. Проте є й недолік: автоматизовані системи не помічають дорогих помилок у проекті, а експертна консультація з проектування, як правило, коштує додатково.
Традиційні запити на розрахунок вартості: Кваліфіковані техніки перевіряють ваші файли та надають ручні розрахунки вартості. Такий підхід дає змогу отримати безкоштовні рекомендації щодо технологічності конструкції (DFM), що може значно знизити витрати. Досвідчені оцінювачі помічають помилки, пропонують ефективні альтернативи та враховують спеціальні вимоги. Недолік полягає у швидкості — розрахунки можуть зайняти години або дні, а не секунди.
Для порівняння послуг деякі онлайн-платформи демонструють прозору цінову структуру. Хоча ціни на послуги різних постачальників та конкурентів можуть відрізнятися залежно від ваших конкретних вимог, можливість бачити зміни цін у реальному часі під час редагування конструкції забезпечує цінну інформацію для бюджетування. Зміна товщини матеріалу, спрощення геометрії чи збільшення обсягів показує негайний вплив на вартість.
Перш ніж запитувати цінові пропозиції, оптимізуйте свій дизайн, використовуючи отримані знання про чинники вартості. Спрощуйте складні криві там, де це можливо. Вибирайте найтонший матеріал, який відповідає функціональним вимогам. Об'єднуйте замовлення, щоб скористатися знижками за обсягом. Ретельно очищайте свої файли, щоб уникнути додаткових платежів за підготовку.
Розуміння чинників ціноутворення дає вам змогу ефективно спілкуватися з постачальниками послуг. Однак знання вартості вирішує лише частину завдання — вам також потрібно оцінити, чи зможе постачальник реально виготовити якісні деталі вчасно. Давайте розглянемо, як обрати правильного партнера з лазерного різання для ваших конкретних потреб.
Вибір правильного постачальника послуг з лазерного різання
Ви розумієте технологію, знаєте свої матеріали та належним чином підготували конструкторські документи. Тепер настає рішення, яке безпосередньо впливає на те, чи буде ваш проект успішним чи зазнає невдачі: вибір правильного постачальника послуг. Не всі послуги лазерного різання забезпечують однакові результати, а найнижча цінова пропозиція рідко відображає найкращу співвідношення ціни та якості.
Чи шукаєте ви послугу лазерного різання, чи оцінюєте віддалених постачальників послуг з прецизійного лазерного різання металу, процес оцінки ґрунтується на тих самих основних принципах. Давайте детально розглянемо, на що саме варто звертати увагу — і які ознаки мають стати попередженням, щоб продовжити пошук.
Оцінка можливостей постачальника послуг
Уявіть, що вибір послуги лазерного різання металу схожий на наймання працівника на важливу посаду. Вам потрібно більше, ніж просто базові кваліфікації — вам потрібен саме той варіант, який відповідає вашим конкретним вимогам. За даними California Steel Services, першим кроком є перевірка того, чи може виконавець працювати з потрібним вам матеріалом, оскільки різні компанії спеціалізуються на різанні різноманітних матеріалів — від металів і пластмас до дерева та скла.
Перш ніж запитувати цінові пропозиції, оцініть потенційних постачальників за такими основними критеріями:
- Асортимент матеріалів: Чи має постачальник наявність потрібних вам матеріалів? Чи може він забезпечити спеціальні сплави за необхідності? Постачальники з різноманітним асортиментом скорочують час очікування та усувають проблеми з постачанням матеріалів з вашого боку.
- Технологічні можливості: Які лазерні системи використовує постачальник? Згідно з California Steel Services , волоконні лазери потужністю від 6 до 12 кВт можуть забезпечити точність ± 0,0005 дюйма. Переконайтеся, що обладнання відповідає вашим вимогам до точності та товщини матеріалу.
- Час виконання: Наскільки швидко вони зможуть виконати ваш проект? Термін виконання вашого проекту має вирішальне значення, тому враховуйте час виконання та запитайте про виробничу потужність. Майте на увазі, що прискорений термін виконання може бути дорожчим.
- Допомога у проектуванні та підтримка DFM: Деякі послуги пропонують допомогу у проектуванні, що може бути надзвичайно цінним, якщо вам потрібна допомога у вдосконаленні дизайну вашого проекту. Постачальники, які надають рекомендації щодо проектування для виготовлення (DFM), можуть виявити можливості економії коштів до початку виробництва.
- Швидкість надання комерційної пропозиції: Наскільки швидко вони відповідають на запити? Постачальник, який витрачає дні на надання комерційних пропозицій, може мати проблеми і з термінами виробництва. Швидка комунікація часто свідчить про ефективність роботи.
- Масштабованість: Враховуйте, чи може послуга задовольнити обсяг вашого проекту зараз і в майбутньому. Вибір постачальника з потужністю, яка може рости разом із вашими потребами, допоможе уникнути незручностей, пов’язаних зі зміною пізніше.
- Додаткові послуги: Деякі постачальники пропонують вторинні операції, такі як гнучення, зварювання, порошкове покриття та складання. За даними California Steel Services, вибір послуги, яка охоплює всі аспекти вашого проекту, економить час, спрощує комунікацію та забезпечує узгодженість.
Не ігноруйте репутацію та досвід. За даними California Steel Services, репутація та досвід компанії є ключовими показниками надійності та фаховості. Запитуйте рекомендації, переглядайте відгуки клієнтів і ознайомлюйтесь зі зразками робіт перед тим, як обрати постачальника.
Сертифікації якості, що мають значення
Сертифікації розповідають більше, ніж будь-які маркетингові заяви. Вони свідчать про незалежну перевірку того, що постачальник дотримується стабільних стандартів якості — і це має величезне значення для певних застосувань.
Для автомобільної промисловості та прецизійних металевих застосувань, Сертифікація IATF 16949 вважається золотим стандартом. За даними Xometry, IATF 16949 — це система управління якістю, створена для будь-якої компанії, яка займається виробництвом автомобільних продуктів. Хоча це не є юридично обов’язковим, постачальники та клієнти часто ухиляються від співпраці з виробниками, які не мають цього сертифікату.
Що саме гарантує сертифікація IATF 16949? За даними Xometry, наявність сертифікації свідчить про те, що організація виконала вимоги, які підтверджують її здатність та зобов’язання зменшувати кількість дефектів у продуктах, що також зменшує відходи та марні зусилля. Стандарт охоплює теми, які забезпечують узгодженість, безпеку та якість у всіх автомобільних продуктах.
Окрім сертифікатів, специфічних для автомобільної галузі, звертайте увагу на:
- ISO 9001: Базовий стандарт системи управління якістю, на якому ґрунтується IATF 16949. Вказує на наявність документальних процесів та постійний контроль якості.
- AS9100: Обов’язковий для авіаційно-космічних застосувань, де допустимі межі відмов фактично дорівнюють нулю.
- Реєстрація ITAR: Необхідний, якщо ваш проект передбачає компоненти, пов’язані з оборонними технологіями або контрольованими технологіями.
- Сертифікація, специфічна для галузі: Виробництво медичних приладів, обладнання для харчової промисловості та інші регульовані галузі мають власні вимоги щодо сертифікації.
За даними California Steel Services, слід шукати компанію, яка дотримується суворих заходів контролю якості та має відповідні сертифікації — це гарантує, що ваш проект відповідає галузевим стандартам. Для послуг з лазерного різання CNC, що обслуговують вимогливі галузі, сертифікація не є факультативною; вона є обов’язковою кваліфікацією.
Від прототипу до партнера з виробництва
Ось де стратегічне мислення дає свої плоди: постачальник, якого ви обираєте для розробки прототипу, ідеально підходить як партнер з виробництва. Зміна виробника між етапами розробки та масовим виробництвом вносить ризики, затримки та невизначеність.
Згідно S&W Metal Products , насправді ефективні послуги з обробки металу виходять далеко за межі просто виготовлення продуктів. Поєднання виробничих можливостей із експертною знаннями в галузі проектування має вирішальне значення для оптимізації продуктів і контролю витрат.
Що робить інтегрованого виробничого партнера цінним? Розгляньте повний виробничий процес:
- Інженерна та конструкторська підтримка: Інтегровані партнери надають технічні рекомендації щодо оптимізації конструкцій задля забезпечення технологічності, іноді знижуючи витрати шляхом об'єднання деталей, зміни розмірів або виявлення потенційних проблем з підгонкою до початку виробництва.
- Швидке прототипування: Швидке виготовлення прототипів дозволяє вам перевірити конструкції до запуску оснащення для серійного виробництва. Постачальники, такі як Shaoyi (Ningbo) Metal Technology пропонують швидке прототипування протягом 5 днів для автокомпонентів — значно прискорюючи цикли розробки.
- Послуги з прецизійного лазерного різання що безперебійно переходять від прототипних партій до масового виробництва без коливань якості.
- Інтеграція післявиробничої обробки: Постачальники, які пропонують покриття, обробку поверхні, маркування деталей, гравіювання та індивідуальні етикетки, постачають повністю готову продукцію — що економить зусилля на залученні сторонніх послуг.
- Можливості збірки: Для складних виробів інтегровані опції збірки, включаючи встановлення кріпіжних елементів і комплектацію деталей, спрощують ланцюг поставок. Ці комплексні рішення зручно об'єднують усі пов'язані компоненти.
Щодо послуг лазерного різання труб і спеціалізованих застосувань, особливо важливо знайти постачальників із певною конфігурацією обладнання. Не кожна майстерня має системи різання труб, тому обов’язково перевіряйте можливості заздалегідь, якщо ваш проект потребує трубчастих компонентів.
Коли ваш проект передбачає штампування для автомобільної промисловості, шасі або прецизійні збірки, що вимагають якості, сертифікованої за IATF 16949, виробники, такі як Shaoyi (Ningbo) Metal Technology поєднують можливості лазерного різання з комплексними послугами з обробки металу. Їхня відповідь із розрахунком вартості протягом 12 годин демонструє оперативність у комунікації, яка відрізняє надійних партнерів від постачальників, орієнтованих лише на окремі угоди.
Чому важлива інтегрована можливість? Розгляньмо кронштейн, для якого потрібні лазерне різання, гнучка, нарізування різьби, порошкове покриття та збірка разом із придбаним кріпленням. Робота з п’ятьма окремими постачальниками означає п’ять розрахунків вартості, п’ять графіків, які потрібно узгодити, п’ять стандартів якості для контролю та п’ять потенційних точок відмови. Інтегрований партнер виконує все — зменшуючи ваш адміністративний тягар і забезпечуючи стабільність.
За словами California Steel Services, географічне розташування впливає на вартість доставки, терміни виконання та зручність комунікації. За можливості обирайте послугу, розташовану близько до вашого бізнесу. Проте не жертвуйте можливостями заради близькості — віддалений постачальник із передовими технологіями та сертифікаціями часто забезпечує кращі результати, ніж місцева майстерня, якій бракує необхідного обладнання.
Відносини з постачальником, які ви встановите зараз, визначать, чи будуть майбутні проекти проходити плавно, чи вимагатимуть постійного оперативного втручання. Витрахуйте час на належну оцінку спочатку, і ви отримаєте партнера з виробництва, здатного підтримувати ваші проекти — від першого прототипу до високотиражного виробництва. Обравши правильного партнера, ви готові досліджувати надзвичайно широкий спектр застосувань, які забезпечує лазерна різка в різних галузях.

Застосування лазерної різки в різних галузях
Ви вибрали свого постачальника, підготували файли та розумієте технологію. Тепер уявіть, що можливо. Той самий лазерний промінь, який вирізає ніжне запрошення на весілля, виготовляє критично важливі аерокосмічні кронштейни. Ось така дивовижна багатофункціональність лазерної обробки — технологія однаково добре почувається в майстерні ентузіаста та на виробничому підприємстві компанії зі списку Fortune 500.
Що робить цей діапазон можливим? Точність не робить розрізнення за розміром проекту. Незалежно від того, чи створюєте ви індивідуальні металеві вироби для магазину на Etsy, чи виробляєте тисячі промислових компонентів із лазерним різанням щомісяця, основний процес забезпечує стабільні, відтворювані результати. Давайте розглянемо, як різні галузі використовують цю можливість.
Творчі застосування та проекти для майстрів
Для ентузіастів, митців та власників малих підприємств лазерне різання перетворює творчі ідеї на реальні продукти. Бар'єр для входу нині нижчий, ніж будь-коли: завантажте файл з дизайном, виберіть матеріал і отримайте вирізані лазером деталі, готові до складання або продажу.
Популярні творчі застосування включають:
- Індивідуальні вивіски: Згідно з ACCURL, лазерне різання в сфері вивісок і реклами дозволяє створювати знаки, вітрини та рекламні матеріали, які є одночасно складними й привабливими. Прізвища на родинних табличках, логотипи бізнесу та декоративне мистецтво для стін виграють від точності, яку забезпечують лише лазери.
- Ювелірні вироби та аксесуари: Складні сережки, підвіски та браслети виготовляються з тонких металів і акрилу з деталями, які неможливо досягти вручну. Згідно з xTool, персоналізовані ювелірні вироби, включаючи кулони з індивідуальним гравіюванням і геометричні акрилові сережки, є найпопулярнішими товарами для підприємців, які використовують лазерне обладнання.
- Декор дому: Дерев'яні карти світу, декоративні настінні годинники та індивідуальні рамки для фото перетворюють простір. За даними xTool, індивідуальні дерев'яні таблички, вирізані лазером, є найпопулярнішими товарами на платформах, таких як Etsy.
- Товари для весіль та подій: Таблички з вітанням, прикраси для торта, номери столів та бірки для сувенірів — усе це індивідуалізовано з іменами та датами. Можливість персоналізувати кожен елемент робить лазерну різку ідеальною для унікальних свят.
- Іграшки та ігри: Навчальні пазли, 3D-моделі з дерева та індивідуальні ігрові фігурки зацікавлюють як дітей, так і дорослих. За даними xTool, дерев'яні пазли з іменами поєднують розвагу з навчанням, тому є популярними товарами для продажу.
- Художній інсталяції: За даними ACCURL, технологія лазерної різки стала перетворювальною силою в мистецтві та скульптурі, дозволяючи митцям створювати складні твори, які раніше не можна було виготовити традиційними методами.
Що об'єднує ці різноманітні застосування? Усі вони виграють від здатності лазерного різання створювати деталізовані, відтворювані результати без дорогого оснащення. Майстер, який продає щомісяця 50 індивідуальних прикрас, має однакову вартість на одиницю продукції, як і перший екземпляр — без форм, матриць чи накопичувальних витрат на налагодження.
Промислові та автомобільні компоненти
Завітайте на виробниче підприємство, і лазерне різання металу набуває зовсім іншого значення. Тут точність важлива не з естетичних міркувань — вона визначає безпеку, продуктивність і надійність у складних умовах експлуатації.
Основні промислові застосування включають:
- Автомобільні деталі: Згідно Accurl , автомобільна промисловість покладається на лазерне різання як на ключовий інструмент для виготовлення складних компонентів і індивідуальних елементів. Від кузовних панелей та кріплень шасі до деталей інтер'єру — технологія забезпечує ту точність, якої вимагає кожен міліметр.
- Електронні корпуси: Лазерне різання відіграє ключову роль у електронній промисловості, особливо в мініатюризації, де частка міліметра може мати велике значення. Корпуси, радіатори та монтажні пластини виготовляються з вузькими допусками, яких вимагає електроніка.
- Аерокосмічні компоненти: Потреба в легких і міцних матеріалах у авіаційно-космічній галузі не може бути переоцінена, і здатність лазерного різання працювати з широким спектром матеріалів, зберігаючи жорсткі допуски, робить його ідеально придатним для цієї сфери.
- Медичні пристрої: Точність лазерного різання у виробництві медичних приладів забезпечує, що інструменти та імпланти відповідають найвищим стандартам безпеки та ефективності. Хірургічні інструменти та імпланти вимагають як біосумісності, так і точності розмірів.
- Машини та важке обладнання: Універсальність лазерного різання щодо різних товщин і типів матеріалів має важливе значення для виготовлення компонентів, які задовольняють різноманітні промислові потреби.
- Прототипи та НДД: Лазерне різання є незамінним для розробки прототипів і виготовлення експериментальних деталей, забезпечуючи швидке та точне виробництво компонентів із складними конструкціями та вузькими допусками.
Як ця сама технологія може обслуговувати обидва сегменти? Відповідь полягає в масштабуванні. Індивідуальне замовлення лазерного різання металу на 10 прототипних кріплення використовує ті ж процеси, що й серійне виробництво 10 000 деталей — лише в інших обсягах. Цей плавний перехід від розробки до масового виробництва усуває потребу в дорогих змінах оснащення, необхідних при традиційних методах.
Зокрема для виробництва автомобілів лазерне різання інтегрується в загальніші процеси обробки металу. Компоненти шасі можуть різатися лазером, а потім проходити штампування, гнучку, зварювання та прецизійну збірку. Виробники, такі як Shaoyi (Ningbo) Metal Technology ілюструють цей інтегрований підхід, поєднуючи лазерну різку, сертифіковану за IATF 16949, з комплексними послугами штампування металу та збірки. Їхнє швидке прототипування за 5 днів прискорює розробку, тоді як автоматизоване масове виробництво виконує великі обсяги — все це в межах єдиної системи управління якістю.
Чому інтеграція важлива для автомобільних застосувань? Розгляньте кронштейни підвіски, які потребують заготовок, вирізаних лазером, прецизійного штампування, обробки поверхні та встановлення кріпильних елементів. Координація декількох постачальників призводить до варіативності якості, затримок у комунікації та прогалин у відповідальності. Інтегрований партнер забезпечує послідовність від прототипу до виробництва, підтримуючи весь шлях, який проходять ваші компоненти.
Архітектурні та світові рішення
Пройдіться будь-якою сучасною будівлею, і ви зустрінете елементи, вирізані лазером, — часто навіть не усвідомлюючи цього. Архітектурні застосування демонструють здатність лазерної різки поєднувати естетику з конструктивними вимогами.
Архітектурні та світлознакові застосування включають:
- Декоративні панелі та екрани: Лазерне різання в будівництві додало нового рівня креативності та точності, забезпечуючи чіткі розрізи як для декоративних елементів, так і для конструктивних опор. Складні візерунки перетворюють функціональні перегородки на виразні дизайнерські рішення.
- Елементи фасаду: Зовнішнє облицювання зі складними перфораціями регулює освітлення, вентиляцію та візуальний інтерес. Те, що здається художнім виразом, часто має практичне призначення.
- Елементи інтер'єру: У меблевій та інтер'єрній справі лазерне різання створює детальні дерев'яні компоненти, металеві фітинги та декоративні елементи з неперевершеною точністю й складністю.
- Комерційні вивіски: Об'ємні літери, підсвічувані дисплеї та системи навігації вигрівають від чітких країв і постійної якості на всіх об'єктах. Лазерне різання підвищує видимість бренду, даючи більше простору для творчості в дизайні.
- Кастомні світильники: Підвісні світильники з лазерною різкою та геометричними візерунками створюють неймовірні тіні — функціональне мистецтво, що освітлює й одночасно прикрашає.
- Поруччя та балюстради: Бар'єри безпеки перетворюються на елементи дизайну, коли замість суцільних панелей використовують візерунки з лазерної різки.
Будівельна індустрія особливо виграє від здатності лазерної різки працювати з товстими сталевими плитами, зберігаючи при цьому точність розрізів, необхідну для конструкційних застосувань. Незалежно від того, чи це нержавіюча сталь для несучих конструкцій, чи декоративні елементи, лазерна різка забезпечує поєднання міцності та естетичного вигляду, яке дуже цінують у сучасній архітектурі.
Що об’єднує всі ці застосування — від персоналізованих подарунків до архітектурних інсталяцій? Основна можливість перетворювати цифрові проекти на фізичну реальність із постійною точністю. Майстер, який створює унікальні подарунки, і виробник, що випускає прецизійні компоненти шасі, обидва використовують одну й ту саму базову технологію, адаптовану до їхніх масштабів і потреб.
Оскільки лазерні технології продовжують розвиватися, досягнення у потужності, ефективності та керуванні відкриють нові можливості в обробці матеріалів і проектуванні. Межі того, що можливо, постійно розширюються — чи то ви досліджуєте свій перший проект з лазерного різання, чи оптимізуєте виробничі процеси великосерійного виробництва.
Від персоналізованих виробів для любителів до прецизійних компонентів для виробників — лазерне різання залишається тим, чим завжди було: шляхом до інновацій і точності в усьому, що ви створюєте.
Поширені запитання про послуги лазерного різання
1. Скільки коштує послуга лазерного різання?
Вартість лазерного різання залежить від типу та товщини матеріалу, загальної довжини різання, складності дизайну, кількості проколів, обсягу замовлення та терміну виконання. Більш товсті матеріали потребують повільніших швидкостей різання, що збільшує вартість. Складні конструкції з гострими вигинами коштують дорожче через збільшення часу роботи обладнання. Замовлення великих обсягів знижує ціну за одиницю, оскільки постійні витрати на налаштування розподіляються на більше деталей. Більшість постачальників пропонує миттєві онлайн-розрахунки або ручні розрахунки вартості протягом 12 годин для точного ціноутворення.
2. Яка найкраща послуга лазерного різання для любителів?
Ентузіасти вигодують від онлайн-платформ для лазерного різання, які пропонують відсутність мінімальних замовлень, миттєві розрахунки ціни та широкий вибір матеріалів, включаючи дерево, акрил, шкіру та тонкі метали. Шукайте сервіси, що приймають поширені векторні формати, такі як SVG та DXF, із чіткими рекомендаціями щодо дизайну. Лазери CO2 ідеально підходять для творчих проектів із неметалами, тоді як волоконні лазери добре справляються з металевими прикрасами та декоративними елементами. Багато платформ пропонують допомогу у створенні дизайну та доставляють готові деталі протягом кількох днів.
3. Які матеріали можна різати лазером?
Волоконні лазери ріжуть метали, зокрема вуглецеву сталь, нержавіючу сталь, алюміній, латунь, мідь та титан. Лазери CO2 обробляють неметали, такі як акрил, дерево, фанера, шкіра, папір, картон та натуральні тканини. Уникайте використання ПВХ, полікарбонату, пластику АБС, вінілу та пінозаповнювачів, оскільки вони виділяють токсичні гази або можуть пошкодити обладнання. Товщина матеріалу впливає на якість різання та швидкість — тонкі матеріали ріжуться швидко з чіткими краями, тоді як товстіші вимагають повільнішої обробки.
4. Як підготувати файли для лазерного різання?
Подавати векторні файли у форматі DXF, AI, SVG або PDF, що містять закриті шляхи без перетинаються ліній. Переключте текст на контури і використовуйте правильне кодування кольорів - зазвичай червоний для ліній вирізання, синій для ліній відгуку, а чорний наповнює для гравірування. Вилучити дублювані шляхи, підтримувати 0,25-дюймові краю від краю, і простір частини, щонайменше 0,125 дюймів. Приміром, якщо рівновага доріжка (0,1-0,3 мм відхилення матеріалу) відповідає матерії. Чисті файли запобігають витратам на підготовку і затримкам виробництва.
5. Яка різниця між лазерним різанням і водяним струмом?
Лазерна різка забезпечує високу точність (±0,005 дюйма) і більшу швидкість (20-70 дюймів на хвилину) для тонких і середніх матеріалів із чудовою якістю краю. Гідроабразивна різка працює з товстішими матеріалами до 300 мм без утворення зони теплового впливу, що робить її ідеальною для термочутливих сплавів і композитів. Лазер добре підходить для складних деталей і виробництва великих обсягів, тоді як гідроабразивна різка краще підходить для товстих заготовок і матеріалів, які не витримують теплового навантаження. Вибирайте залежно від товщини матеріалу, чутливості до тепла та вимог до точності.