 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Основні типи компонентів матриць у сучасному виробництві

Коротко
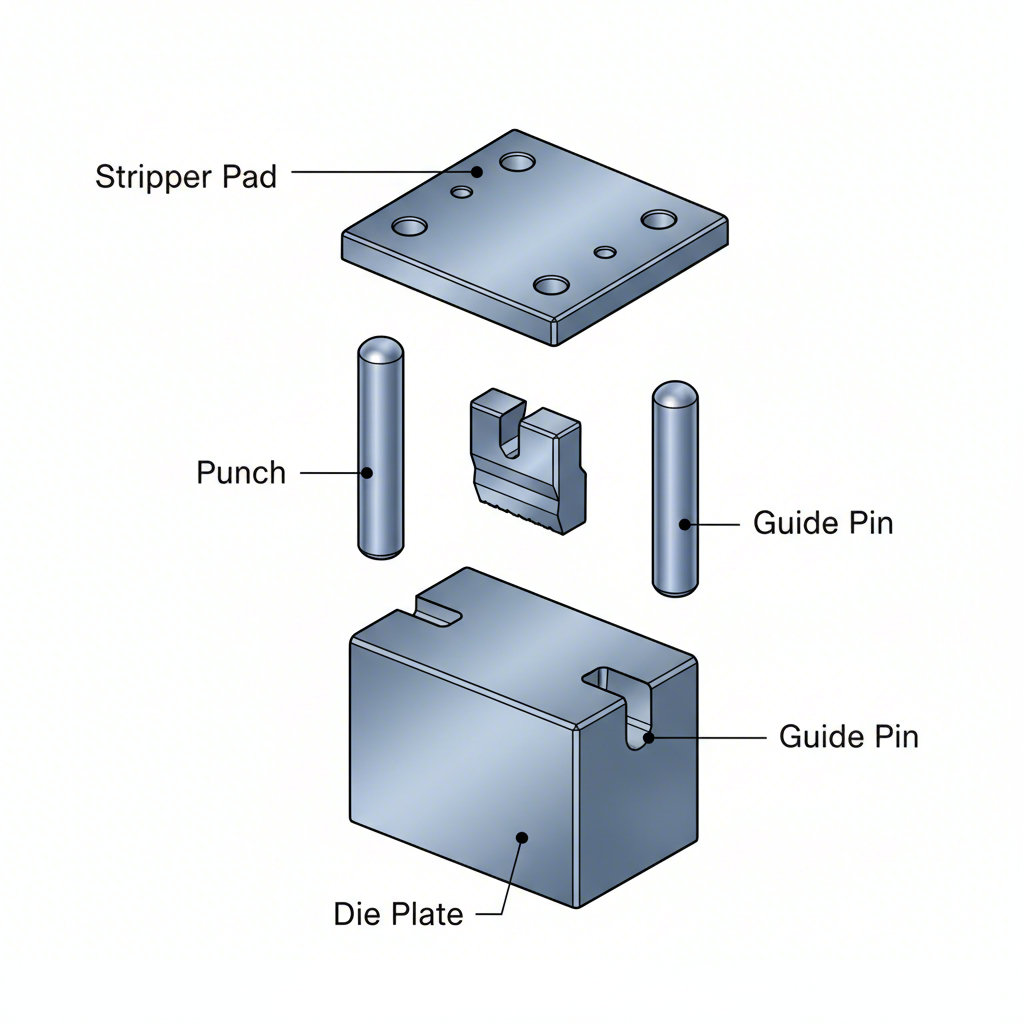
У виробництві термін «матриця» стосується двох пов’язаних понять. По-перше, елементи матриці — це окремі частини інструменту, такі як плити матриць, направляючі штифти та пуансони, які працюють разом у пресі. По-друге, матриці класифікуються на різні типи залежно від їх функції та складності, наприклад прості, комбіновані та прогресивні матриці, що визначає, як вони вирізають або формують листовий метал у готовий виріб.
Основні компоненти штампа для витиснення
Штампувальна матриця — це прецизійний інструмент, який використовується для вирізання та формування листового металу, і вона складається з кількох основних компонентів, що працюють у поєднанні. Основою є матричні плити , також відомі як підмети або комплекти матриць. Ці товсті плоскі плити служать фундаментом для кріплення всіх інших робочих частин матриці. Їхня плоскість і паралельність мають критичне значення для точності всього інструмента. Верхні та нижні підмети точно вирівнюються за допомогою напрямних штифтів і втулок , які забезпечують ідеальне збирання двох половин матриці під час кожного ходу преса, запобігаючи перекосу, що може пошкодити інструмент або виготовлювану деталь.
Робочими елементами матриці є пуансони та кнопки (або матрична решітка). Пуансони — це компоненти, які виконують різання або формування; наприклад, пробивний пуансон створює отвір, тоді як вирубний пуансон вирізає зовнішній контур деталі. Ці пуансони надійно фіксуються за допомогою утримувачів . Коли пробивний інструмент проникає в матеріал, він входить у відповідну порожнину в нижній матриці, вирізняючи метал. Щоб запобігти прилипанню матеріалу до інструменту під час його відведення, пружинний пОДУШКА ДЛЯ ШЛІФУВАННЯ утримує листовий метал, дозволяючи інструменту вийти чисто.
Нарешті, вся збірка приводиться в дію та керується різними іншими компонентами. Пружини —які можуть бути залізними, уретановими або пружинами з азотним газом—забезпечують необхідне зусилля для знімних подушок та опорних подушок, що утримують метал під час операцій формування. Для матриць, які піддаються значним бічним зусиллям, підп'ятники та підп'ятникові пластини додаються для поглинання цього навантаження та захисту направляючих штифтів від прогину. За словами експертів із Виробник , ці основні компоненти утворюють основу майже кожної штампувальної матриці — від найпростіших до найскладніших.
Комплексний посібник з основних типів матриць
Окрім окремих компонентів, матриці класифікуються на кілька типів залежно від операцій, які вони виконують, та їх складності. Вибір типу матриці залежить від таких факторів, як складність деталі, обсяг виробництва та економічна ефективність. Найпростішим є Лінійна матриця (або проста матриця), яка виконує одну операцію, наприклад гнучіння або пробивання, за кожен хід преса. Цей метод часто використовується для виробництва невеликих обсягів або для створення простих деталей, оскільки вимагає менш складного й коштовного інструментарію.
Для більш ефективного виробництва виробники вдаються до складніших конструкцій. Багатофункціональна матриця Складна матриця виконує кілька операцій різання за один хід преса на одній станції. Наприклад, вона може пробивати отвір у центрі деталі одночасно з вирубленням її зовнішнього контуру, що робить її ідеальною для виготовлення плоских деталей, таких як шайби, з високою точністю. Навпаки, послідовна матриця Прогресивна матриця включає серію станцій, кожна з яких послідовно виконує різну операцію. Листовий метал у формі рулонної стрічки подається через матрицю, і з кожним ходом преса деталь просувається до наступної станції, доки не буде завершена. Як зазначено Стандартна матриця , цей метод надзвичайно швидкий і економічний для виробництва великих обсягів складних деталей.
Інша важлива категорія — це Перехідний штамп , яка схожа на прогресивну матрицю, але працює з окремими заготовками, а не з безперервною стрічкою. Механічні пальці або руки переміщують деталь з однієї станції на іншу. Це корисно для великих деталей, таких як автомобільні панелі, які важко обробляти на стрічці. Для складних проектів, особливо в автомобільній галузі, важливо співпрацювати зі спеціалізованим виробником. Наприклад, Shaoyi (Ningbo) Metal Technology Co., Ltd. вирізняється в створенні спеціальних штампувальних матриць, пропонуючи точні рішення для OEM-виробників і постачальників першого рівня, яким потрібні сучасні інструменти для масового виробництва.
| Тип дай | Ключова характеристика | Типове застосування | Відносна складність/вартість |
|---|---|---|---|
| Лінійна матриця (проста матриця) | Виконує одну операцію за один хід преса. | Виробництво невеликих обсягів, прості деталі, вторинні операції. | Низькими, |
| Складна матриця | Виконує кілька операцій різання на одній станції. | Шайби, прокладки та інші плоскі деталі з високою точністю. | Середній |
| Прогресивна матриця | Кілька станцій виконують послідовні операції над металевою стрічкою. | Великосерійне виробництво складних деталей (наприклад, електричні з'єднувачі). | Високий |
| Перехідний штамп | Переміщує окрему деталь між кількома станціями для виконання операцій. | Великі деталі, такі як панелі кузова автомобіля та глибокі витягнуті оболонки. | Дуже високий |
| Комбінована матриця | Виконує одночасно операцію різання та операцію без різання (формування/витягування) за один хід. | Деталі, які потребують різання та згину/формування, наприклад, малі кронштейни. | Середній до високого |
Вивчення спеціалізованих матриць для певних операцій виробництва
Окрім загальних класифікацій, заснованих на технологічному процесі, багато матриць мають назви, пов’язані з конкретними завданнями, які вони виконують. Ці спеціалізовані, часто одноступеневі матриці є важливими для отримання точних елементів на виготовленій деталі. Матриця Ріжучим штампом , наприклад, призначена виключно для вирізання зовнішньої форми або контуру деталі з великого листа металу. Вирізана частина, яка називається заготовкою, стає заготовкою для подальших операцій. Це часто перший крок у виробничому процесі, наприклад, коли вирізається плоска форма деталі автомобільного дверця перед її формуванням.
На відміну від цього, Проколювальна матриця використовується для створення отворів, пазів або інших внутрішніх елементів у деталі без зміни її зовнішнього контуру. На відміну від вирубки, де вирізана частина є бажаною деталлю, при продавлюванні вирізаний матеріал (відхід) викидається як сміття. Операції продавлювання можуть виконуватися за допомогою спеціального штампу або інтегруватися як станція в більший прогресивний штамп. Вирубка та продавлювання є основними операціями різання при штампуванні металу, як детально описано в різних джерелах з виробництва, зокрема Огляд виробництва штампів у Вікіпедії .
Інші спеціалізовані штампи зосереджені на формуванні, а не на різанні. Рельєфна матриця використовується для створення виступаючих або заглиблених елементів на листовому металі без зміни його товщини. Це досягається шляхом пресування матеріалу між пуансоном та матрицею, які мають потрібний малюнок, і часто використовується для логотипів, написів або декоративних елементів. Аналогічно, Штамп для чеканки створює екстремальний тиск на заготовку, змушуючи метал заповнювати складні деталі порожнини матриці. Цей процес дозволяє створювати різні елементи на кожному боці деталі й використовується для виготовлення виробів із високим ступенем деталізації, таких як монети та медалі.
Поширені запитання
1. Що таке компонент матриці?
Компонент матриці — це окрема частина більшої збірної матриці, яка використовується у штампувальному пресі. Ці компоненти працюють разом, щоб вирізати або формувати листовий метал. Основні приклади включають плити матриць (основу), направляючі штифти та втулки (для центрування), пуансони (які виконують різання або формування) та знімальні накладки (які відділяють матеріал від пуансона).
2. Які існують різні типи матеріалів для матриць?
Форми зазвичай виготовляють із дуже міцних, стійких до зносу матеріалів. Найпоширенішими є інструментальні сталі — це спеціальні сплави заліза та вуглецю, які можна загартувати для забезпечення міцності й збереження різальних кромок. Для застосувань із екстремально великим обсягом або сильним зносом карбід вольфраму часто використовується для різальних і формувальних секцій завдяки надзвичайній твердості. Інші матеріали можуть включати алюміній для колодок матриць з метою зменшення ваги та алюмінієву бронзу для плит ізносу та втулок для зменшення тертя.