 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Тиснення та інтагліо деталей автомобіля: Інженерний посібник
Коротко: Основна відмінність для інженерів-автомобілістів
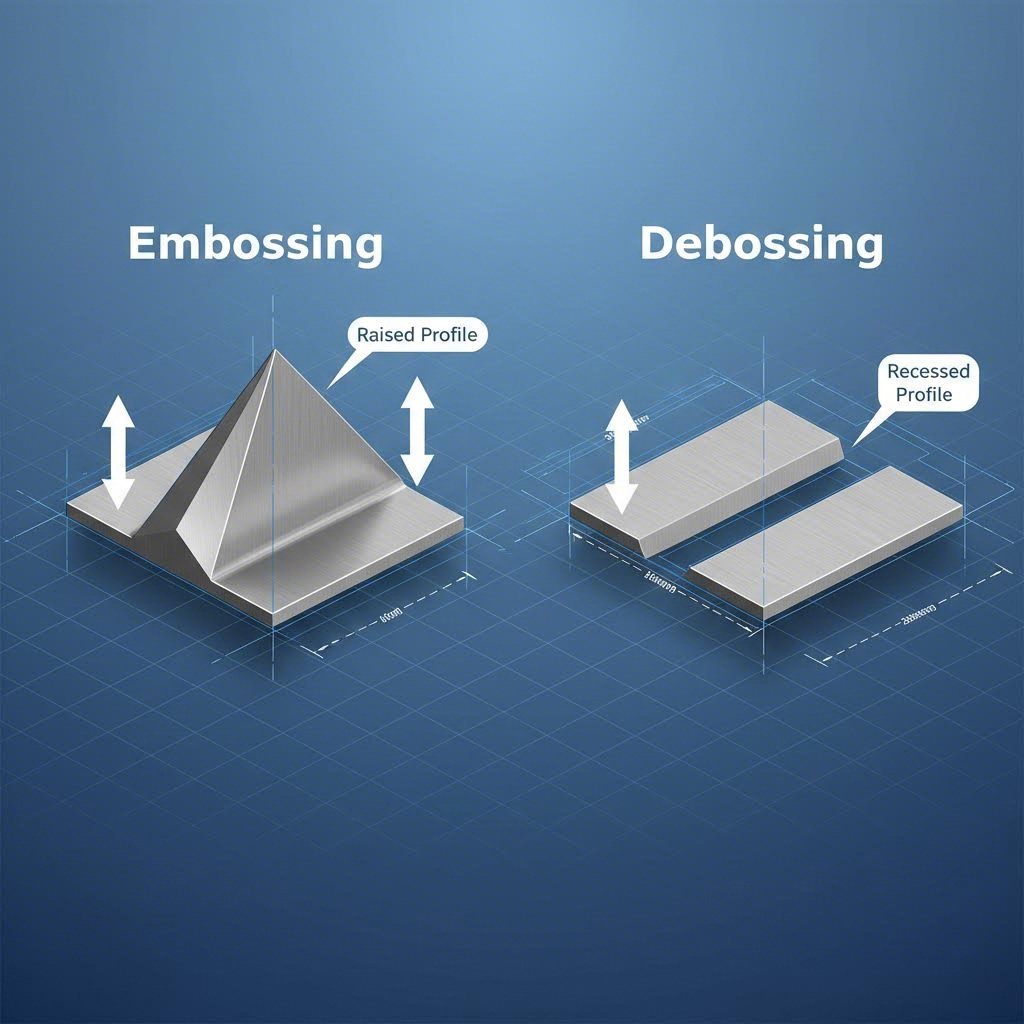
Основна відмінність між рельєф та тиснення всередину полягає у напрямку руху матеріалу та його подальшій взаємодії з автомобільними покриттями. Рельєф використовує парні верхню та нижню матриці для витискання матеріалу угору , створюючи виступаючі символи, які залишаються читабельними навіть після товстого шару фарби, порошкового покриття чи накопичення бруду. Саме тому цей метод є стандартом для статичних табличок на шасі та елементів безпеки.
І навпаки, тиснення всередину (який часто технічно називають тисненням або гравіюванням у контексті автомобілебудування) втискує матеріал вертикальне у основу. Хоча це захищає позначку від поверхневого зносу, вона схильна до заповнення фарбою чи мастилом, що знижує читабельність. Проте витиснення — зокрема за допомогою точкового маркування або гравіювання — є галузевим стандартом для змінні дані , таких як унікальні номери транспортних засобів (VIN), оскільки не вимагає дорогих комплектів фіксованих матриць при зміні кожного символу.
Механіка деформації металу
Розуміння фізики, що стоїть за цими позначками, має вирішальне значення для вибору правильного інструменту. У виробництві автомобілів вибір між тисненням та глухим тисненням визначає зазор матриці, потужність преса та властивості течії матеріалу.
Конфігурації матриць: чоловічі та жіночі
Рельєф є процесом із двома матрицями. Він вимагає пари: чоловічу матрицю (з виступаючими елементами) знизу та жіночу матрицю (з заглибленими елементами) зверху. Коли прес робить цикл, листовий метал або пластик примушуються проходити між ними, витягуючи матеріал угору. Це вимагає точного вирівнювання; якщо зазор між матрицями занадто малий, матеріал трісне або порве; якщо надто великий — чіткість втрачається.
Тиснення всередину , у своїй найчистішій промисловій формі, також використовує комплект чоловічої/жіночої матриці, але навпаки — протискання зображення вниз. Однак у більшості високошвидкісних ліній штампування автомобілів те, що часто називають «глухим тисненням», насправді є Штампуванням з відтиском . Це використовує один твердий матричний штамп, який наносить удар по поверхні проти плоскої підкладки. Ключова відмінність полягає у зворотному боці деталі: справжня тиснена деталь має виступ на зворотному боці (негатив), тоді як деталь, отримана методом тиснення відбитка, залишається плоскою на звороті.
Потік матеріалу та напруження
Тиснення створює значне розтягувальне напруження в матеріалі, оскільки він розтягується, щоб утворити виступ. Для автомобільного алюмінію (наприклад, серії 5000 або 6000) чи високоміцної сталі інженери повинні розрахувати максимальний відсоток подовження, щоб запобігти мікротріщинам. Деформаційне тиснення стискає матеріал, зміцнюючи локальну ділянку. Таке стискання може фактично посилити деталь у місці маркування, тоді як тиснення може створити концентрації напружень, якщо не передбачені належні радіуси переходу.
Функціональне маркування: шасі, двигун та металеві деталі
Для компонентів під капотом і під днищем автомобіля боротьба полягає не в зовнішньому вигляді — це питання відстежуваності на всіх етапах обробки . Компоненти, такі як теплові екрани, перегородки та блоки двигунів, піддаються жорстким умовам післяобробки, які визначають метод маркування.
Читабельність крізь фарбу та покриття
Тиснення — очевидний лідер для деталей із покриттям. У процесі збірки автомобілів шасі часто піддають електрофотетичному покриттю, грунтуванню та фарбуванню після маркування. Якщо на деталі виконано вглиблення (виїмки), фарба заповнює ці заглиблення, роблячи символи нечитабельними. Символи, виконані тисненням, які виступають над поверхнею, дозволяють фарбі стікати з вершин. зВІЛЕНО позначки залишаються чіткими та читабельними навіть під товстими шарами антикорозійного покриття.
Саме тому на перегородках зазвичай можна побачити статичні дані — такі як коди моделей або позначення платформ, — витиснені безпосередньо в листовий метал. Це гарантує, що дані витримають фарбувальну дільницю та 20 років дорожнього бруду.
Проблема змінних даних: VIN-коди
Хоча тиснення краще забезпечує читабельність, воно має фатальний недолік: вартість. Для тиснення потрібен фіксований набір штампів. Щоб проставити унікальний 17-значний VIN-код для кожного автомобіля, що зійшов із конвеєра, знадобиться складна, повільна та дорога ротаційна нумераційна головка.
Тому, тиснення всередину (за допомогою точкового маркування або гравіювання) є стандартом для унікальної ідентифікації транспортних засобів. Гравірувальні верстати використовують алмазний або карбідний стилус, щоб «нанести» VIN-код на металевий каркас. Хоча ці позначки є заглибленими, їх наносять достатньо глибоко, щоб витримати стандартне електроосаджене фарбування, або наносять після фарбування (потрібна маскування). Цей метод дозволяє необмежену варіативність без зміни оснащення — необхідну умову для сучасного масового виробництва.

Естетичне застосування: внутрішні декоративні елементи та брендинг
У салоні автомобіля пріоритети зміщуються від міцності до «сприйманої якості». Дизайнери використовують ці технології, щоб передати відчуття розкіші та тактильної якості.
Шкіра та м'які поверхні
Для шкіряних сидінь, керма та оздоблення панелі приладів тиснення всередину (часто називають гарячим тисненням у цьому контексті) створює преміальний, стриманий вигляд. Шляхом пресування нагрітого штемпеля в шкіру стискаються і затемнюються волокна, утворюючи постійне, елегантне заглиблення. Це переважніше за тиснення для логотипів, оскільки підняті ділянки шкіри схильні до абразивного зносу та тертя від пасажирів, які входять і виходять з автомобіля.
Тактильні елементи керування та перемикачі
Рельєф поширюється на дизайн перемикачів і кнопок. Піднятий значок на перемикачі скла або радіокнопці забезпечує важливий тактильний зворотний зв'язок, дозволяючи водієві розпізнати елемент керування, не відриваючи погляду від дороги. У сучасних процесах "Інтегрованої маркування в формі" (IML) для пластикових інтер'єрів тиснення використовується для надання тривимірної текстури інакше плоским сенсорним поверхням, поєднуючи елегантний вигляд сенсорного екрана з фізичною надійністю механічної кнопки.
Ключові фактори порівняння (матриця прийняття рішень)
При виборі технології маркування для нового автомобільного компонента використовуйте цю матрицю для оцінки компромісів між вартістю, довговічністю та обмеженнями виробництва.
| Функція | Тиснення (підвищене) | Глибоке тиснення / штампування (утворення заглибин) |
|---|---|---|
| Чіткість при фарбуванні | Відмінними (Фарба стікає з виступів) | Погано (Фарба заповнює заглибини) |
| Вартість інструментів | Високий (Потребує відповідних матриць чоловічої та жіночої форми) | Середній/Низький (Одна матриця або стилус) |
| Змінні дані (VIN) | Складними (Повільне, складне нумерування) | Відмінними (Програмований точковий метод маркування/подряпування) |
| Опору до ізношення | Низькими, (Виступаюча поверхня сприймає знос) | Високий (Маркування захищене під поверхнею) |
| Час циклу | Швидка (Один хід пресування) | Швидко до повільно (Тиснення швидке; подряпування повільніше) |
Для виробників, які прагнуть усунути розрив між цими рішеннями прототипування та масовим виробництвом, Shaoyi Metal Technology пропонує комплексні рішення для штампування. Їхні можливості, що варіюються від швидкого прототипування до пресування на 600 тонн, дозволяють безшовно інтегрувати процеси тиснення та складного глухого тиснення. Незалежно від того, чи потрібно вам 50 прототипів для підтвердження конструкції чи мільйони контрольних важелів серійного виробництва, їхнє точне виробництво, сертифіковане за IATF 16949, забезпечує відповідність стандартам маркування вимогам глобальних OEM-виробників. Ви можете перевірити весь їхній інженерний асортимент на Shaoyi Metal Technology Stamping Solutions .
Зведена рекомендація за типом деталі
Щоб завершити розробку стратегії виробництва, класифікуйте свої деталі за ступенем експозиції та потребою в маркуванні:
- Оберіть тисніння (ембосинг), якщо: Деталь буде фарбуватися, покриватися порошковим складом або піддаватися дії великої кількості мастила (наприклад, таблички на шасі, перегородки, картери). Випуклі символи гарантують, що інформація ніколи не буде загублена під шарами покриття.
- Оберіть глухе тиснення/штампування, якщо: Деталь потребує унікальні серійні номери (VIN) або якщо поверхня піддається сильному тертям (наприклад, підлогові панелі, сполучні поверхні). Заглиблене маркування захищене від стирання.
- Оберіть гаряче тиснення (глухий ембосинг), якщо: Ви проектуєте елементи інтер'єру зі шкіри чи вінілу. Це забезпечує високоякісне покриття, стійке до зносу від контакту з пасажирами.
Останні міркування: Вибір правильного типу маркування
У кінцевому підсумку вибір між тисненням і глухим тисненням у автомобільній галузі рідко залежить від переваг — це інженерний розрахунок, обумовлений життєвим циклом деталі. Позначка методом тиснення витримує фарбувальну камеру; позначка методом глухого тиснення витримує тертя на складальній лінії. Узгоджуючи метод маркування з експлуатаційним навантаженням на компонент і варіативністю даних, ви забезпечуєте можливість відстеження від пресового цеху до пункту утилізації. Правильний вибір запобігає дорогим відкликанням через нечитабельні дані щодо безпеки та підвищує сприйману якість салону автомобіля.
Поширені запитання
1. Що краще для фарбування автомобільних деталей — тиснення чи глухе тиснення?
Тиснення значно краще підходить для фарбованих деталей. Оскільки символи є виступаючими, фарба, як правило, стікає з вершин, залишаючи краї чіткими й читабельними. При глухому тисненні фарба збирається у заглибленнях, часто повністю заповнюючи їх і роблячи позначку нечитабельною, особливо при використанні товстих автомобільних покриттів, таких як електрофоретичне покриття або грунт.
2. Чому номери VIN зазвичай виготовляють методом глухого тиснення або гравірування?
Для VIN потрібні унікальні змінні дані для кожного окремого автомобіля. Тиснення вимагає фіксованого набору штампів для кожного символу, що є механічно складним і дорогим при зміні на кожному циклі. Глухе тиснення (зокрема точкове або гравірування) використовує програмований стилус, який може миттєво змінювати символи за допомогою програмного забезпечення, що робить цей метод єдиним реальним варіантом для масової серіалізації.
3. Який процес є дорожчим для металевих деталей?
Тиснення, як правило, дорожче щодо оснастки, оскільки вимагає пари штампів — чоловічого та жіночого — з точно витриманим зазором. Штампування відтиском (форма глухого тиснення) зазвичай потребує лише одного чоловічого штампа та плоскої наковальні, що зменшує початкові витрати на оснастку. Однак для змінних даних верстати з програмованим гравіруванням повністю усувають витрати на змінні штампи.