 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Секрети спеціалізованих майстерень з виготовлення деталей: 9 ключових пунктів перед замовленням

Що таке майстерня з індивідуальної обробки та чому це важливо
Уявіть, що вам потрібна спеціалізована металева деталь, якої просто немає на ринку. Можливо, це унікальний кронштейн для авіаційного обладнання, індивідуальна фурнітура для медичних пристроїв або прецизійне зубчасте колесо для промислового обладнання. До кого ви звернетесь? Саме тут майстерня з індивідуальної обробки стає надзвичайно цінною.
Майстерня з індивідуальної обробки — це спеціалізованому виробничому підприємстві підприємство, яке виготовляє деталі, точно відповідні вашим технічним вимогам, а не масово випускає стандартизовані компоненти. На відміну від традиційних виробничих підприємств, що випускають тисячі однакових виробів, такі майстерні зосереджуються на точності, гнучкості та здатності перетворити ваші унікальні конструкторські рішення на реальні фізичні деталі.
Подумайте про це так: масове виробництво — це як замовлення страви з фіксованого меню у фастфуд-ресторані, тоді як співпраця зі спеціалізованим цехом з виготовлення деталей за індивідуальним замовленням — це як мати персонального шеф-кухаря, який готує страви спеціально під ваш смак і дієтичні потреби.
Що відрізняє виготовлення деталей за індивідуальним замовленням від масового виробництва
Фундаментальна різниця полягає в підході та можливостях. Стандартні виробничі потужності оптимізовані для обсягів та економічної ефективності, випускаючи великі партії ідентичних деталей з мінімальними відхиленнями. Виготовлення деталей за індивідуальним замовленням, навпаки, враховує складність і унікальність кожної деталі.
Коли ви розробляєте прототип, потребуєте замінну деталь для застарілого обладнання або компоненти з складні геометрії та жорсткі допуски , масове виробництво просто не підійде. Цехи з ЧПУ-обробки, що спеціалізуються на виготовленні деталей за індивідуальним замовленням, здатні виконувати складні конструкції, які були б важкими або навіть неможливими у стандартних технологічних процесах.
Розгляньте ці ключові відмінності:
- Спеціалізоване обладнання: Індивідуальні майстерні інвестують у сучасні фрезерні верстати з ЧПК, токарні верстати, шліфувальні верстати та обладнання для електроерозійної обробки, здатне забезпечувати точність до ±0,0001 дюйма — таку точність масове виробництво рідко вимагає або забезпечує.
- Кваліфіковані верстатники: Ці підприємства наймають досвідчених майстрів, які розуміють властивості матеріалів, вибір інструментів та методи програмування, необхідні для успішного виконання складних завдань.
- Гнучкі виробничі можливості: Чи потрібен вам один окремий прототип, чи партія з 500 спеціалізованих компонентів — індивідуальні майстерні адаптують свої процеси, щоб відповідати саме вашим конкретним вимогам.
- Процеси, орієнтовані на якість: Кожна деталь отримує індивідуальну увагу, а суворі процедури перевірки та контролю якості забезпечують відповідність кожного компонента саме вашим точним специфікаціям.
Роль прецизійного виробництва в сучасній промисловості
Ви з’ясуєте, що послуги точного механічного оброблення є основою інновацій практично в усіх передових галузях промисловості. Коли інженери аерокосмічних компаній проектують нові компоненти літальних апаратів, коли виробники медичного обладнання розробляють життєво необхідні імплантати або коли автопромислові інженери створюють прототипи систем нового покоління — усі вони покладаються на місцеві центри керованих числовим програмним управлінням (ЧПУ) верстатів та спеціалізовані підприємства, щоб реалізувати свої проекти.
Згідно джерела у галузі точне механічне оброблення є незамінним у сучасному виробництві завдяки здатності виготовляти високоякісні складні деталі з відмінною якістю поверхонь. Ця технологія дозволяє виготовляти все — від хірургічних інструментів, що вимагають біосумісних матеріалів, до компонентів оборонного призначення, які мають відповідати вимогам військової стійкості.
Що робить цю можливість настільки важливою? У сучасному конкурентному середовищі диференціація продуктів часто залежить від інженерної досконалості. Комплектуючі «з полиці» можуть підходити для базових застосувань, але проривні інновації вимагають спеціальних рішень. Наявність добре оснащеного механообробного виробництва усуває розрив між вашими проектами в CAD та функціональними, точно обробленими деталями — перетворюючи цифрові концепції на матеріальні продукти, що відповідають найбільш вимогливим специфікаціям.
Основні процеси механічної обробки, які повинен знати кожен покупець
Отже, ви знайшли майстерню з виготовлення спеціальних деталей — але чи знаєте ви, який процес підходить саме для вашого проекту? Розуміння основних методів механічної обробки допомагає ефективно спілкуватися з виробниками та забезпечує вибір оптимального підходу для ваших конкретних потреб. Розглянемо чотири основні процеси, з якими ви зустрінетесь.
Пояснення фрезерування та токарної обробки з використанням CNC
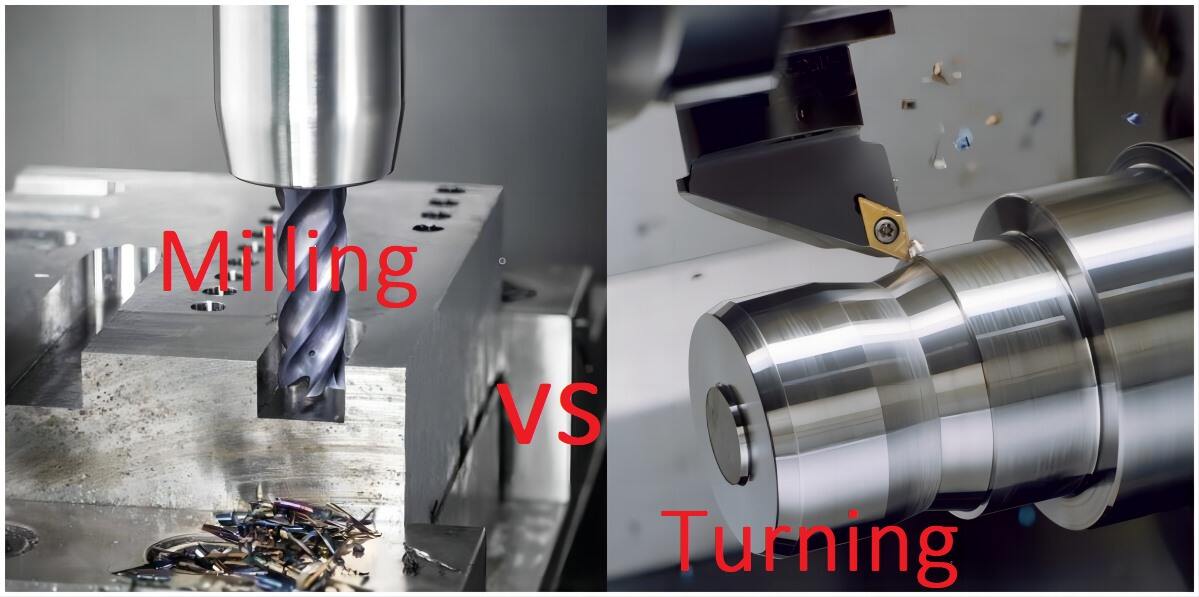
Коли фрезерування з ЧПУ видаляє матеріал із заготовки, обраний метод визначає можливі форми та конструктивні елементи. Два найпоширеніші процеси — фрезерування та токарна обробка — принципово відрізняються підходом до видалення матеріалу.
Фрезерування CNC під час фрезерування заготовка залишається нерухомою, а обертовий інструмент рухається вздовж кількох осей, щоб видалити матеріал. Уявіть собі зубило скульптора, що обертається зі швидкістю тисячі обертів за хвилину й точно видаляє матеріал, щоб виявити потрібну форму. Цей процес дозволяє створювати складні геометричні форми, плоскі поверхні, пази, кармані та складні тривимірні контури. Завдяки багатоосьовим можливостям верстати з ЧПУ для фрезерування можуть виготовляти деталі з неправильними формами та деталізованими елементами, які неможливо отримати іншими методами.
Турнірна обробка CNC навпаки, обертає саму заготовку, тоді як нерухомий різальний інструмент формуює її. Уявіть гончарний круг, але для металу. Цей підхід ідеально підходить для циліндричних або круглих деталей — валів, втулок, кілець та фланців. ЧПК-токарна обробка забезпечує виняткову ефективність при виготовленні симетричних компонентів, часто завершуючи виготовлення деталей швидше й економічніше, ніж фрезерування, коли геометрія це дозволяє.
Ось практична відмінність: якщо ваша деталь має круглий поперечний переріз і симетричні елементи, то, ймовірно, найкращим варіантом буде ЧПК-токарна обробка. Якщо ж потрібні складні кармані, неправильні контури або багатогранні елементи, вибір слід зробити на користь ЧПК-фрезерування. Багато сучасних високотехнологічних підприємств тепер використовують комбіновані токарно-фрезерні центри, що поєднують обидва види обробки й дозволяють виготовлювати повністю готові деталі за одну установку.
Спеціалізовані процеси для складної геометрії
Коли стандартні фрезерування та токарна обробка досягають своїх меж, у справу вступають спеціалізовані процеси. Два ключових методи вирішують завдання, які не під силу звичайним ЧПК-операціям.
Грати стає обов'язковим, коли потрібна точність, що перевищує можливості токарного або фрезерного верстата. У цьому процесі заготовка переміщується проти обертового абразивного круга, що забезпечує якість поверхні та допуски, яких неможливо досягти лише за допомогою механічної обробки. Шліфування зазвичай використовують для підшипників, шпинделів, вимірювальних поверхонь та будь-яких компонентів, які вимагають надточних розмірів або дзеркальної якості поверхні.
EDM (Electroerosive Machining) використовує зовсім інший підхід. Замість того щоб зрізати матеріал, електроерозійна обробка (EDM) використовує контрольовані електричні іскри для ерозії матеріалу з заготовки. Це нетрадиційний метод відзначається високою ефективністю при обробці надзвичайно твердих матеріалів та створенні складних внутрішніх елементів, до яких різальні інструменти просто не можуть дістатися. Дротова електроерозійна обробка (Wire EDM) забезпечує точність геометрії, що наближається до ±1 мкм, і тому є незамінною у виготовленні прес-форм, аерокосмічних компонентів та медичних пристроїв.
Швейцарське токарне оброблення також заслуговує на згадування тут. Ця спеціалізована техніка ЧПУ-токарної обробки використовує рухомий шпиндель для підтримки заготовки поблизу зони різання, що дозволяє виготовляти надзвичайно малі й точні деталі. Це основний метод виробництва медичних імплантатів, компонентів годинників та мініатюрних електронних частин, які вимагають виняткової точності.
| Тип процесу | Найкраще застосування | Сумісність матеріалів | Типові допуски |
|---|---|---|---|
| Фрезерування CNC | Складні форми, плоскі поверхні, кармані, тривимірні контури, прототипи | Алюміній, сталь, латунь, титан, пластмаси, композитні матеріали | ±0,001" до ±0,005" (±0,025 до ±0,127 мм) |
| Турнірна обробка CNC | Циліндричні деталі, валів, втулок, кілець, симетричні компоненти у великих обсягах | Алюміній, сталь, латунь, мідь, титан, інженерні пластмаси | ±0,001" до ±0,005" (±0,025 до ±0,127 мм) |
| Грати | Ультраточні поверхні, підшипники, шпинделя, остаточна обробка з жорсткими допусками | Закалені сталі, кераміка, карбіди, інструментальні сталі | ±0,0001" до ±0,0005" (±0,0025 до ±0,0127 мм) |
| ЕДМ | Складні порожнини, тверді матеріали, складні внутрішні елементи, виготовлення форм | Закалені метали, екзотичні сплави, провідні матеріали, карбіди | ±0,0002" до ±0,001" (±0,005 до ±0,025 мм) |
Розуміння цих процесів допомагає вам підібрати правильний підхід відповідно до вимог вашого проекту. Для прототипування нового продукту за технологією ЧПК фрезерування забезпечує необхідну гнучкість. Для серійного виробництва циліндричних компонентів ЧПК-обробка методом токарної обробки забезпечує високу ефективність. А коли ваші технічні вимоги передбачають найжорсткіші допуски або використання надмірно твердих матеріалів, шліфування та електроерозійна обробка (EDM) пропонують можливості, яких не можуть забезпечити стандартні технології.
З набутим розумінням технологій механічної обробки ви готові перейти до наступного критичного етапу — вибору відповідного матеріалу для ваших індивідуально виготовлених деталей.
Посібник з вибору матеріалів для індивідуально виготовлених деталей
Тепер, коли ви розумієте доступні процеси механічної обробки, ось наступне важливе запитання: з якого матеріалу має бути виготовлена ваша деталь? Це рішення впливає на все — міцність, вагу, вартість, стійкість до корозії та навіть на те, чи взагалі буде працювати обраний вами процес механічної обробки.
Вибір матеріалу — це не просто технічна перевірка. Він безпосередньо впливає на успіх вашого проекту, терміни його реалізації та бюджет. світова майстерня з виготовлення деталей за індивідуальним замовленням може працювати з десятками різних матеріалів, але правильний вибір означає розуміння компромісів між експлуатаційними характеристиками, оброблюваністю та вартістю.
Метали та сплави для конструкційного застосування
Коли найважливішими є міцність, довговічність та стійкість до теплових навантажень, метали є вашим основним варіантом. Проте не всі метали однаково добре піддаються механічній обробці — або мають однакову вартість. Розглянемо найпоширеніші варіанти.
Алумінієвими сплавами займають провідне місце у сфері спеціалізованого механічного оброблення з цілком вагомих причин. Згідно з даними Hubs, алюмінієві сплави мають чудове співвідношення міцності до ваги, високу теплову та електричну провідність, а також природний захист від корозії. Крім того, їх легко обробляти, що робить їх найекономічнішим варіантом для багатьох проектів.
Найпоширеніші марки включають:
- Алюміній 6061: Універсальний сплав-«робоча кінь», що характеризується доброю міцністю, відмінною оброблюваністю та універсальністю для загального застосування
- Алюміній 7075: Улюбленець авіакосмічної галузі — піддається термообробці до твердості, порівнянної зі сталлю, зберігаючи при цьому низьку вагу
- Алюміній 5083: Виняткова стійкість до морської води, що робить його ідеальним для морських та будівельних застосувань
Залізо та нержавійка використовують тоді, коли алюміній не забезпечує необхідну міцність, твердість або жаростійкість. Нержавіючі сталі, такі як 304 та 316, забезпечують відмінну корозійну стійкість у медичних, харчових та морських середовищах. Для високопродуктивних застосувань нержавіючу сталь 17-4 можна піддавати старінню (precipitation hardening), щоб досягти твердості, порівнянної з інструментальною сталлю.
Низьковуглецеві сталі, такі як 1018 і 1045, пропонують економічно вигідні рішення для конструктивних елементів, технологічних пристосувань та кріпильних пристроїв, де корозія не є головною проблемою. Їх показники оброблюваності значно варіюються: у вільно ріжучої сталі (SAE 12L14) вони досягають 170 %, тоді як у підшипникової сталі (SAE 52100) знижуються приблизно до 40 %.
Бронза та латунь заслуговують уваги для спеціалізованих застосувань. Коли потрібно обробляти бронзу на ЧПУ для зносостійких підшипників, втулок або морського обладнання, така обробка забезпечує деталі з чудовою стійкістю до корозії та низьким коефіцієнтом тертя. Латунь C36000 є одним із найбільш оброблюваних матеріалів, що робить її економічно вигідною для масового виробництва фітингів та декоративних елементів.
Спеціальні сплави здатні витримувати екстремальні умови. Титанові сплави, такі як Ti-6Al-4V, мають виняткове співвідношення міцності до ваги й застосовуються в авіакосмічній галузі та для медичних імплантатів, хоча їхня оброблюваність становить лише близько 20 %. Жаростійкі суперсплави, наприклад Inconel 718 (з показником оброблюваності всього 10 %), зберігають механічні властивості при температурах, які зруйнували б звичайні метали.
Інженерні пластики для спеціалізованих компонентів
Метали не завжди є оптимальним рішенням. Інженерні пластики забезпечують унікальні переваги: легку конструкцію, стійкість до хімічних впливів, електричну ізоляцію та, як правило, нижчу вартість механічної обробки.
POM (Delrin) delrin виділяється як найбільш оброблюваний пластик, що доступний. Його поєднання високої точності обробки, чудової розмірної стабільності, низького коефіцієнта тертя та мінімального водопоглинання робить його ідеальним для зубчастих коліс, підшипників та прецизійних механічних компонентів. Коли потрібні жорсткі допуски на пластикових деталях, пластик Delrin, як правило, є найкращим вибором.
Під час обробки компонентів із нейлону ви працюєте з матеріалом, який цінують за високу ударну міцність, стійкість до хімічних речовин та довговічність. Нейлон 6 та нейлон 66 — найпоширеніші марки нейлону для обробки на ЧПК, хоча при обробці нейлону слід враховувати його схильність до поглинання вологи — деталі можуть потребувати кондиціонування перед остаточним використанням.
Полікарбонат має надзвичайну ударну стійкість — кращу, ніж у АБС-пластмаси, — а також добру оптичну прозорість. Його часто обробляють на верстатах для виготовлення пристроїв для роботи з рідинами, захисних кришок та автотранспортних скляних елементів, де важливі одночасно й міцність, й прозорість.
ПЕК належить до високопродуктивних інженерних пластмас. Завдяки чудовим механічним властивостям, термічній стабільності в широкому діапазоні температур та винятковій стійкості до хімічних речовин ПЕЕК часто замінює метали в застосуваннях, де критично важлива маса. Версії медичного класу дозволяють використовувати його для біомедичних імплантатів та хірургічних інструментів.
Акрил забезпечує оптичну прозорість, що наближається до скла, при значно меншій вазі. Добре обробляється на верстатах з ЧПК для виготовлення вітрин, світловодів та декоративних компонентів, хоча й є більш крихким за полікарбонат і потребує обережного поводження.
Підбір матеріалів для вашого застосування
Вибір правильного матеріалу означає підбір його властивостей під ваші конкретні вимоги. Ось як матеріали зазвичай співвідносяться з галузевими застосуваннями:
- Матеріали авіакосмічного класу: Алюміній 7075, титанові сплави, жаростійкі суперсплави, PEEK — з акцентом на співвідношення міцності до ваги та експлуатацію в екстремальних умовах
- Матеріали, придатні для медичного застосування: Нержавіюча сталь 316, титан Ti-6Al-4V, PEEK медичного класу, Delrin — з вимогами щодо біосумісності, можливості стерилізації та корозійної стійкості
- Автомобільні компоненти: Алюміній 6061, леговані сталі 4140 і 4340, бронза для виготовлення втулок методом фрезерування на верстатах з ЧПК, нейлон для деталей, що піддаються зносу — збалансоване поєднання експлуатаційних характеристик і вартості
- Загальне промислове застосування: Алюміній 6061, низьковуглецева сталь 1018, латунь C36000, POM, ABS — з акцентом на оброблюваність та економічність виробництва
Професійна порада: Якщо ви сумніваєтеся щодо вибору матеріалу, почніть із визначення найважливішої вимоги — чи то вага, міцність, стійкість до корозії чи вартість — а потім звузьте перелік варіантів на цій основі.
Пам’ятайте, що оброблюваність матеріалу безпосередньо впливає на вартість вашого проекту. Матеріали з вищим показником оброблюваності обробляються швидше, повільніше зношують інструменти й, врешті-решт, коштують менше у виробництві. Деталь із легкообробної латуні може коштувати вдвічі менше у механічній обробці, ніж деталь такої самої геометрії з титану — навіть без урахування вартості сировини.
Після того як ви визначилися з вибором матеріалу, наступним кроком є точне вказівка необхідного рівня точності ваших деталей. Розуміння допусків допомагає уникнути як надмірно жорстких специфікацій (що підвищує вартість), так і недостатньо жорстких (що загрожує виходом деталі з ладу).

Допуски: просте пояснення для успішного виконання проекту
Ось сценарій, який постійно відбувається у виробництві: інженер встановлює надзвичайно жорсткі допуски для кожного розміру деталі, вважаючи, що чим жорсткіші допуски, тим краще. Результат? Цитата, яка втричі перевищує очікувану вартість, і термін виконання замовлення, що значно перевищує встановлений дедлайн. Це знайомо?
Розуміння допусків — це не лише технічні знання; це різниця між економічно ефективним проектом і непотрібно дорогим. Коли ви замовляєте оброблені деталі у спеціалізованій механічній майстерні, специфікації допусків безпосередньо впливають на те, скільки ви платите, як довго чекаєте та чи працюватимуть ваші компоненти так, як задумано.
Розуміння позначень і стандартів допусків
Допуск визначає загальну величину розмірної зміни, дозволену від заданого значення. Згідно з American Micro Industries, інженери встановлюють допуски, щоб забезпечити правильну роботу компонентів у складальних одиницях, а виробники використовують їх як критичні параметри контролю якості протягом усього виробничого процесу.
Ви зустрінете специфікації допусків у кількох стандартизованих форматах:
- Двосторонні допуски: Допускається відхилення в обох напрямках (наприклад, 25,00 ±0,05 мм)
- Однобічні допуски: Допускається відхилення лише в одному напрямку (наприклад, 25,00 +0,00/−0,10 мм)
- Граничні розміри: Напряму вказуються максимальне й мінімальне припустимі значення (наприклад, 24,95–25,05 мм)
Міжнародний стандарт ISO 2768 надає загальні рекомендації щодо допусків із класами точності від високоточного (f) до дуже грубого (v). Ця система охоплює лінійні розміри, кутові розміри, зовнішні радіуси та висоту фасок. Однак це загальні стандарти, які можуть не застосовуватися до всіх спеціалізованих оброблених деталей — те, що справді потрібно, визначає ваше конкретне застосування.
Ось ключовий момент: десятковий рівень точності у специфікаціях допусків безпосередньо корелює зі складністю виготовлення та вартістю. Допуск ±0,02″ забезпечує діапазон, що в десять разів ширший за ±0,002″, що суттєво впливає на складність виробництва та на суму, яку вам доведеться заплатити.
Як вимоги до допусків впливають на ваш проект
Уявіть допуски як балансування. Занадто жорсткі — і ви платите за точність, яка вам не потрібна. Занадто розслаблені — і ваші деталі не зможуть правильно зібратися або функціонувати.
Як Інженери з виробництва RPWORLD зазначають, що люди часто вважають: чим жорсткіші допуски, тим автоматично вища якість продукту. Насправді жорсткі допуски лише свідчать про високу якість виготовлення окремих деталей — вони безпосередньо не означають вищу якість готового продукту. Якість продукту в кінцевому підсумку залежить від того, наскільки коректно деталі збираються й функціонують разом.
Врахуйте витратні наслідки: стандартні деталі, виготовлені на CNC-верстатах, зазвичай забезпечують допуски ±0,005" (0,127 мм) як базовий рівень. Досягнення більш жорстких специфікацій часто вимагає додаткових операцій, таких як шліфування або електроерозійне оброблення (EDM), спеціального обладнання, середовища з контрольованою температурою та посиленних заходів контролю якості — усе це збільшує витрати й подовжує терміни виконання.
| Рівень допуску | Типовий діапазон | Найкраще застосування | Вплив на витрати |
|---|---|---|---|
| Стандартних | ±0,25 мм (±0,010") | Загальні механічні компоненти, кронштейни, корпуси, некритичні зборки | Базовий рівень — найекономічніший |
| Точність | ±0,05 мм (±0,002″) | З'єднувальні деталі, підшипники, прецизійні посадки, аерокосмічні компоненти | збільшення на 50–100 % |
| Ультраточність | ±0,0125 мм (±0,0005") | Медичні імплантати, оптичні компоненти, вимірювальні пристрої, критичні зборки | збільшення на 100–200 % |
Кілька факторів впливають на те, які допуски можна фактично досягти:
- Коливання температури: Інструментальні верстати та заготовки розширюються й стискаються при зміні температури, що впливає на розміри
- Зношення інструменту: Різальні інструменти поступово зношуються під час виробництва, що призводить до зміщення розмірів
- Властивості матеріалів: Коефіцієнти теплового розширення, оброблюваність та розмірна стабільність значно варіюються в залежності від матеріалу
- Повторюваність налаштування: Кваліфіковані фрезерувальники, що дотримуються правильних процедур, можуть забезпечити повторюваність налаштування в межах ±0,025 мм (±0,001″)
Емпіричне правило: вказуйте найбільш слабкі допуски, які все ще забезпечують належну функціональність. Суворі допуски застосовуйте лише до елементів, де точність дійсно має значення — поверхонь з’єднання, посадок підшипників та критичних інтерфейсів.
Працюючи з послугами точного CNC-оброблення, чітко формулюйте свої функціональні вимоги. Добре виробництво допоможе вам визначити, які розміри є критичними, а для яких можна застосовувати стандартні допуски. Такий співпраця — замість універсального застосування суворих специфікацій — забезпечує виготовлення деталей, що працюють ідеально, за розумну ціну.
Наприклад, втулка, призначена для насадження на стрижень, може вимагати допуску ±0,002" на внутрішній діаметр, щоб забезпечити правильну посадку. Однак зовнішній діаметр і довжина можуть цілком задовольняти функціональні вимоги при допуску ±0,010". Розуміння цієї відмінності допомагає вказувати лише те, що є необхідним.
Якщо ви правильно розумієте допуски, ви готові розглянути ще одне рішення, що впливає на вартість: чи потрібні вам кількості для прототипування чи серійне виробництво — кожен із цих варіантів вимагає різних підходів і має свої переваги.
Механічна обробка прототипів порівняно з серійним виробництвом
Ви розробили інноваційну деталь. Тепер постає критичне питання: чи потрібен вам один прототип для перевірки концепції, чи ви вже готові до виготовлення сотень деталей для серійного виробництва? Відповідь принципово змінює підхід спеціалізованого механічного цеху до вашого проекту — а також суму, яку ви заплатите.
Межа між прототипуванням та серійним виробництвом останнім часом значно розмитася. Згідно з аналітиками галузі , традиційні правила, за якими продукти послідовно проходять етапи від прототипування через пілотне виробництво до масового виробництва, більше не застосовуються. Сьогоднішні клієнти вимагають високого ступеня індивідуалізації за цінами масового виробництва, і виробники повинні відповідно адаптуватися.
Розуміння того, де ваш проект розташовується в цьому спектрі — і як він може розвиватися — допомагає обрати правильного партнера з обробки матеріалів і уникнути коштовних несподіванок на шляху до реалізації.
Від швидкого прототипування до повномасштабного виробництва
Обробка прототипів та серійне виробництво мають принципово різні цілі, навіть коли вони виготовляють ідентичні деталі. Пріоритети, процеси та структура витрат значно відрізняються.
На етапі створення прототипу швидкість, як правило, є пріоритетом порівняно з вартістю однієї одиниці. Вам потрібне функціональне обладнання в руках якомога швидше, щоб перевірити конструкцію, протестувати посадку та функціональність або продемонструвати концепцію зацікавленим сторонам. Прототип у кількості одного екземпляра вартістю 500 доларів США може бути цілком прийнятним, якщо він надійде протягом трьох днів і підтвердить працездатність вашої конструкції до того, як ви вкладете кошти в створення оснастки.
Серійне виробництво змінює ці пріоритети. Після того як ваш дизайн підтверджено, найважливішими стають узгодженість, ефективність витрат та контроль якості. Ця сама деталь може коштувати $50 за штуку при замовленні партії обсягом 100 одиниць — але досягнення такої ціни вимагає інших рішень щодо підготовки обладнання, оптимізації процесів та систем контролю якості.
Саме тут розмір партії кардинально впливає на собівартість однієї одиниці. Дані виробництва RapidDirect чітко ілюструють цей взаємозв’язок:
| Кількість | Ціна за одиницю (приклад: алюмінієва деталь) | Вплив витрат на налагодження |
|---|---|---|
| 1 ШТУКА | $300+ | 100 % витрат на підготовку припадає на одну одиницю |
| 10 штук | $45–75 | Витрати на налагодження розподілені між партією |
| 100 штук | $15–30 | Витрати на підготовку стають незначним фактором у розрахунку на одну одиницю |
| 500+ штук | $8–20 | Ефекти масового виробництва повністю реалізовані |
Чому ж така значна різниця? Витрати на підготовку — у тому числі програмування CAM, виготовлення пристосувань, налаштування інструментів та перевірка першого зразка — залишаються відносно постійними незалежно від кількості. Комісія в розмірі $300 додасть $300 до вартості одного прототипу, але лише $3 до вартості кожної деталі в партії з 100 одиниць. Саме ця економічна реальність пояснює, чому прототипи за своєю природою є дорогими, а ціна за одиницю різко знижується зі збільшенням обсягу замовлення.
Масштабування вашого проекту з правильним партнером
Не всі механічні майстерні поруч із вами однаково добре виконують як роботи з прототипування, так і виробництво. Деякі спеціалізуються на швидкому виконанні робіт у процесі розробки, тоді як інші оптимізовані для стабільного високотемпового випуску великих партій. Розуміння цих відмінностей допоможе вам знайти правильного партнера — або кількох партнерів — на різних етапах життєвого циклу вашого проекту.
При оцінці майстерні щодо робіт з прототипування враховуйте такі пріоритети:
- Швидкість: Чи здатна вона поставляти функціональні деталі за кілька днів замість тижнів?
- Здатність до перевірки конструкторського рішення: Чи надають вони зворотний зв’язок щодо технологічності виготовлення до початку обробки металу?
- Гнучкість у внесенні змін: Наскільки швидко вони можуть врахувати зміни в конструкції між окремими ревізіями?
- Всеохватність матеріалів: Чи можуть вони працювати з матеріалом, який ви плануєте використовувати у серійному виробництві, чи лише з альтернативними матеріалами, придатними для прототипування?
- Швидкість комунікації: Чи відповідають інженери на ваші запитання та співпрацюють із вами у питаннях оптимізації конструкції?
Оцінка, зосереджена на виробництві, зміщується на інші критерії:
- Послідовність: Які системи забезпечення якості гарантують, що кожна деталь відповідає технічним вимогам протягом усього виробничого циклу?
- Економічна ефективність: Як вони оптимізують процеси, щоб мінімізувати собівартість одиниці продукції при масовому виробництві?
- Контроль якості: Які протоколи інспекції, моніторинг статистичного контролю процесів (SPC) та документація надаються?
- Місткість: Чи здатні вони виконати ваші обсягові вимоги в установлені терміни?
- Масштабованість: У разі зростання попиту чи можуть вони нарощувати виробничі потужності без погіршення якості?
Найбільш універсальні виробничі потужності — зазвичай ті, що пропонують комплексні послуги CNC-токарної обробки поряд із фрезеруванням — здатні підтримувати ваш проект від початкової концепції до повномасштабного виробництва. Така безперервність має значні переваги: виробниче підприємство ознайомлюється з вашими деталями, розуміє ваші вимоги до якості та підтримує стабільні технологічні процеси при зростанні обсягів виробництва.
Практичний підхід, якого часто дотримуються інженери, полягає у мисленні в термінах: «Де ви бачите цей продукт через шість тижнів, шість місяців і шість років?». Така перспектива допомагає чітко розмежувати потреби в негайних прототипах та довгострокове бачення щодо виробництва. Концептуальна модель, що потребує верифікації на ринку, принципово відрізняється від уже перевіреної конструкції, готової до серійного виробництва, — навіть якщо файл CAD виглядає ідентично.
Місцеві механічні майстерні часто добре справляються з роботою над прототипами, пропонуючи співпрацю очима в очі та швидку ітерацію. Для серійного виробництва ви можете розглянути ширший спектр варіантів, у тому числі підприємства з більшими потужностями або спеціалізованими сертифікатами, необхідними у вашій галузі. Багато успішних програм розробки продуктів починаються зі співпраці з токарем поруч для створення прототипів, а потім переходять до партнерів, оптимізованих для виробництва, по мірі зростання обсягів.
Ключовим є відповідність ваших поточних потреб правильним можливостям — з одночасним урахуванням того, як ці потреби будуть змінюватися. Коли ви чітко усвідомлюєте вимоги до прототипування та виробництва, ви готові оцінити ще один критичний фактор: сертифікати якості, які підтверджують процеси та можливості виробничого підприємства.

Сертифікати якості та їх значення для вас
Ви, ймовірно, бачили логотипи сертифікатів, розміщені на веб-сайтах механічних майстерень — ISO 9001, AS9100, IATF 16949. Але що ці абревіатури насправді означають для ваших деталей? Більшість конкурентів просто перелічують сертифікати, не пояснюючи їхнього значення. Давайте змінимо це.
Розуміння сертифікатів якості — це не збір емблем. Це знання того, які сертифікати мають значення саме для вашого конкретного застосування та які гарантії вони надають. Коли спеціалізована майстерня з механічної обробки має відповідний сертифікат, це свідчить про наявність задокументованих процесів, перевірених можливостей та відповідальності, що безпосередньо впливає на якість деталей, які ви отримуєте.
Що означають сертифікації якості для ваших компонентів
Уявіть собі сертифікації як підтвердження незалежною стороною того, що підприємство дійсно робить те, про що заявляє. За даними American Micro Industries, сертифікації виступають опорними стовпами, що забезпечують та підтверджують кожен етап виробничого процесу в межах системи управління якістю. Вони формалізують процедури, визначають контрольні точки та забезпечують постійний моніторинг відповідності вимогам.
Основою більшості виробничих сертифікацій є ISO 9001 — міжнародно визнаний стандарт систем управління якістю. Ця базова сертифікація гарантує, що підприємство встановило:
- Документовані робочі процеси: Кожен процес зафіксований письмово, а не просто запам’ятовується окремими працівниками
- Моніторинг ефективності: Показники відстежують результати щодо якості й виявляють проблеми до того, як вони перетворяться на постійні закономірності
- Протоколи коригувальних заходів: Коли виникають проблеми, системні процедури спрямовані на усунення їхніх корінних причин, а не лише на ліквідацію симптомів
- Зосередженість на клієнті: Вимоги до якості походять із ваших специфікацій і поширюються на кожен етап виробництва
Але ISO 9001 — це лише початкова точка. Галузеві сертифікати ґрунтуються на цій основі й включають додаткові вимоги, адаптовані до секторів, де збій є неприпустимим.
Галузеві стандарти та їхні вимоги
Саме тут вибір сертифіката стає критичним. Підприємство, сертифіковане для виконання автотранспортних робіт, може не відповідати вимогам аерокосмічної галузі — і навпаки. Розуміння цих відмінностей допомагає оцінити, чи здатне підприємство справді забезпечити те, що вимагає ваше застосування.
Як зазначає TUV Nord , як автотранспортний стандарт IATF 16949, так і аерокосмічний стандарт AS9100 ґрунтуються на ISO 9001, додаючи галузево-специфічні вимоги. У автотранспортній галузі акцент робиться на надзвичайно високому рівні узгодженості при великих обсягах виробництва та покращенні процесів. Аерокосмічна галузь зосереджена на виготовленні придатних для польотів деталей із контролем, необхідним для виконання цієї місії.
Під час роботи зі спеціальними матеріалами, такими як нітронік 60 для корозійних середовищ або вимогливих аерокосмічних сплавів, ці сертифікати забезпечують, що підприємство розуміє унікальні вимоги щодо обробки, технологічної обробки та інспекції, які пред’являються до таких матеріалів.
| Сертифікація | Галузева орієнтація | Основні вимоги | Переваги для клієнтів |
|---|---|---|---|
| ISO 9001 | Загальне виробництво | Система управління якістю, задокументовані процеси, постійне вдосконалення, орієнтація на клієнта | Стабільний рівень якості, системний підхід до вирішення проблем, задокументовані процедури |
| AS9100D | Авіаційна, космічна, оборонна галузі | Управління ризиками, управління конфігурацією, сувора документація, контроль цілісності продукту, внесення в базу даних OASIS | Компоненти, придатні для польоту, повна слідківність, перевірені процеси для критичних застосувань |
| IATF 16949 | Автомобільний ланцюг постачання | Запобігання дефектам, зменшення варіацій, елімінація відходів, нагляд за постачальниками, постійне вдосконалення | Стабільність у масовому виробництві, статистичний контроль процесів, надійні системи якості |
| ISO 13485 | Медичні прилади | Контроль проектування, управління ризиками, слідківність, валідація стерилізації, робота зі скаргами | Відповідність нормативним вимогам, забезпечення безпеки пацієнтів, повна документаційна історія |
| NADCAP | Спеціальні процеси в аерокосмічній галузі | Акредитація, специфічна для процесу термічної обробки, хімічної обробки та неруйнівного контролю | Перевірені спеціалізовані процеси — додатковий рівень якості понад загальну сертифікацію |
Для послуг ЧПУ-обробки аерокосмічних деталей та обробки сплаву ковар AS9100D є зазвичай обов’язковою. Організації, які мають цей сертифікат, внесені до бази даних OASIS (Online Aerospace Supplier Information System), що забезпечує замовникам перевірений реєстр постачальників, які відповідають вимогам.
Обробка медичних виробів вимагає відповідності стандарту ISO 13485, який регулює всі етапи — від контролю проектування до розгляду скарг. Цей сертифікат гарантує повну прослідковість кожної деталі медичного пристрою та те, що виробничі процеси забезпечують безпеку пацієнтів як головну мету.
Автомобільні застосування, що вимагають високоточного виробництва великих обсягів, зазвичай потребують сертифікації за стандартом IATF 16949. Цей стандарт спеціально враховує унікальні виклики, пов’язані з основними операціями механічної обробки, які забезпечують поставки в автомобільних ланцюгах постачання — де стабільність параметрів тисяч деталей має таке саме значення, як і якість кожної окремої деталі.
Як статистичний контроль процесів забезпечує стабільність
Сертифікації вимагають більшого, ніж лише документації. Вони передбачають застосування системних методів контролю якості, що дозволяють виявити проблеми до того, як браковані деталі будуть відправлені замовнику. Статистичний контроль процесів (SPC) є центральним елементом такого підходу.
SPC використовує збір даних у реальному часі та статистичний аналіз для моніторингу виробничих процесів. Замість перевірки деталей після їх виготовлення SPC відстежує ключові розміри безпосередньо під час виробництва — виявляючи тенденції, що свідчать про потенційні проблеми до порушення допусків.
Ось як виглядає застосування SPC на практиці:
- Контрольні карти: Оператори наносять вимірювання на графік протягом усього виробничого циклу, спостерігаючи за закономірностями, які вказують на зміщення процесу
- Дослідження придатності процесу: Статистичний аналіз підтверджує, що процес стабільно відповідає специфікаціям із запасом меж
- Перевірка першої деталі: Початкові деталі проходять комплексне контролювання до початку серійного виробництва
- Поточний контроль: Критичні розміри перевіряються через встановлені інтервали протягом усього виробничого процесу
Коли ви співпрацюєте з сертифікованим підприємством, ви покладаєтеся не лише на його слово — ви отримуєте користь від задокументованих систем, які були перевірені незалежними реєстраторами. Такі аудити підтверджують, що системи управління якістю дійсно функціонують так, як це зафіксовано в документації, забезпечуючи відповідальність, якої не можуть забезпечити неформальні зобов’язання щодо якості.
Запитайте потенційних партнерів з механічної обробки: «Як ви контролюєте якість під час виробництва, а не лише після його завершення?». Відповідь розкриє, чи застосовують вони справжній контроль процесу чи лише перевіряють готові деталі.
Наявність належних сертифікатів особливо важлива для регульованих галузей. Виробники медичних виробів підлягають перевірці з боку FDA. Постачальники аерокосмічної галузі повинні відповідати вимогам аудиту головних підрядників. Автомобільні постачальники проходять аудит, встановлений конкретними замовниками. У кожному разі співпраця з механообробними партнерами, які мають відповідні сертифікати, спрощує ваше власне навантаження щодо виконання вимог регуляторів і зменшує ризики в ланцюзі поставок.
Після того як ви зрозуміли вимоги до сертифікації, ви готові оцінити механообробних партнерів з урахуванням ваших конкретних потреб — враховуючи не лише їхні технічні можливості, а й те, наскільки їхні кваліфікації відповідають вимогам вашої галузі та конкретного застосування.
Як оцінити та обрати правильного механообробного партнера
Ви визначили вимоги до свого проекту, обрали матеріали та розумієте необхідні допуски. Тепер настає ключове рішення: з яким партнером з механічної обробки вдасться реально реалізувати ваш дизайн? Неправильний вибір означає втрачений час, перевищення бюджету та деталі, що не відповідають технічним вимогам. Розумний вибір забезпечує співпрацю, яка гарантує поставку якісних компонентів у встановлені строки.
Уявіть собі вибір токарного цеху з ЧПК поруч із вами як наймання працівника на критично важливу посаду. Ви купуєте не просто час обробки на верстатах з ЧПК — ви обираєте партнера, який впливатиме на успіх вашого проекту. Згідно з Modus Advanced , вибір постачальника послуг з фрезерування та токарної обробки з ЧПК має вирішальне значення — незалежно від того, чи є ви підрядником Міністерства оборони США, чи дизайнером споживчої електроніки. Будь-який постачальник не підійде.
Розглянемо системний підхід до оцінки потенційних партнерів з механічної обробки стосовно ваших конкретних потреб.
Основні запитання, які слід поставити потенційним партнерам з механічної обробки
Ставтеся до оцінки як до співбесіди при працевлаштуванні. Найкращі механообробні майстерні вітають детальні запитання — це свідчить про серйозного замовника, який цінує якість. Майстерні, що ухиляються від запитань або дають розмиті відповіді, розкривають важливу інформацію про те, як вони будуть виконувати ваше завдання.
Почніть із запитань щодо досвіду та можливостей:
- У яких типах проектів ви спеціалізуєтеся? Деякі підприємства спеціалізуються на авіакосмічній галузі, інші — на медичних пристроях або автомобільних компонентах. Досвід роботи в конкретній галузі має значення, оскільки механообробні майстерні поруч ізі мною, які розуміють ваш сектор, вже знають вимоги, матеріали та виклики, з якими ви стикаєтеся.
- Чи можете ви навести приклади схожих проектів? Минулі роботи краще демонструють можливості, ніж обіцянки. Запитайте кейси або рекомендації в клієнтів із подібними вимогами.
- Яке обладнання та технологічні процеси ви пропонуєте? Переконайтеся, що в них є потрібні саме вам верстати — фрезерування з 3 осями, можливості 5-осевого фрезерування, швейцарське токарне оброблення, електроерозійна обробка (EDM). Як Pro-Type Industries примітки: майстерні повинні, як мінімум, забезпечувати токарну, фрезерну та поверхневу шліфувальну обробку.
- Яка ваша потужність і поточний термін виконання замовлення? Майстерня з високими технічними можливостями, але з чергою на шість тижнів, може погано обслуговувати термінові проекти.
Питання, спрямовані на якість, розкривають ступінь оперативної зрілості:
- Які сертифікати у вас є? Підберіть сертифікати відповідно до вимог вашої галузі: ISO 9001 — базовий рівень, AS9100 — для авіаційно-космічної промисловості, IATF 16949 — для автомобільної промисловості, ISO 13485 — для медичних виробів.
- Як ви забезпечуєте якість під час виробництва? Звертайте увагу на конкретні відповіді щодо статистичного контролю процесів (SPC), контролю в ході виробництва та перевірки першого зразка, а не на загальні обіцянки щодо якості.
- Яке обладнання для контролю якості ви використовуєте? Координатно-вимірювальні машини (КВМ), оптичні компаратори та атестовані вимірювальні інструменти свідчать про серйозну інфраструктуру контролю якості.
- Чи надаєте ви звіти про контроль якості та сертифікати на матеріали? Вимоги до документації варіюються залежно від галузі — переконайтеся, що постачальник здатний надати саме те, що вам потрібно.
Питання щодо комунікації та обслуговування передбачають якість робочих відносин:
- Хто буде моїм основним контактним лицем? Прямий доступ до інженерів або менеджерів проектів спрощує вирішення проблем.
- Як ви працюєте з відгуками щодо конструювання або зауваженнями щодо технологічності виготовлення? Найкращі партнері постачають рекомендації щодо конструювання для виготовлення (DFM), що покращують ваші деталі й зменшують витрати.
- Який у вас процес внесення змін у замовлення або коригування конструкторської документації? Гнучкість під час етапів розробки має надзвичайно велике значення.
Оцінка можливостей виробничого цеху з урахуванням ваших потреб
Маючи відповіді на питання, отримані під час інтерв’ю, системно оцініть кожного потенційного партнера з урахуванням вимог вашого проекту. Не кожен цех повинен мати високі показники в усіх галузях — але в тих, що критичні для вашого проекту, він повинен бути бездоганним.
Скористайтеся цим контрольним списком для структурування вашої оцінки:
- Відповідність технічним можливостям: Чи можуть вони обробляти вказані вами матеріали з необхідною точністю за допомогою відповідних технологічних процесів?
- Відповідність сертифікацій: Чи мають вони сертифікати, які вимагаються у вашій галузі або вашими замовниками?
- Сумісність обсягів: Чи оснащені вони обладнанням, достатнім для виконання ваших обсягів замовлення — незалежно від того, чи йдеться про прототип чи серійне виробництво?
- Реалістичність термінів виконання: Чи зможуть вони реально дотриматися вашого графіку, не жертвуючи при цьому якістю?
- Якість комунікації: Чи відповіли вони оперативно, повно і детально на ваші запитання та чи виявили щиріший інтерес до вашого проекту?
- Прозорість ціноутворення: Чи є їхня пропозиція детальною й зрозумілою, чи, навпаки, розмитою й важкою для порівняння?
- Географічні аспекти: Чи впливає розташування на вартість доставки, зручність комунікації або можливість відвідати виробничі потужності?
Звертайте увагу на «червоні прапорці» під час оцінки. Згідно з OGBC відсутність прозорості у ціноутворенні та погана комунікація є серйозними тривожними ознаками. Якщо послуга механічної обробки неохоче надає чіткі розрахунки або виглядає ухиляючою у відповідях, це може призвести до непорозумінь або помилок у майбутньому.
Місцеві майстерні порівняно з онлайн-послугами
Чи слід шукати CNC-обробку поблизу мене чи розглянути онлайн-послуги механічної обробки? Обидва варіанти мають реальні переваги залежно від вашої ситуації.
Місцеві механічні майстерні пропонують чіткі переваги:
- Особисте спілкування спрощує складні технічні обговорення
- Ви можете відвідати виробничі приміщення, оглянути обладнання та зустрітися з командою
- Скорочений час і вартість доставки для термінових проектів
- Простіша співпраця під час розробки прототипів та їх ітерацій
- Формування стосунків сприяє довгостроковому партнерству
Онлайн-послуги механічної обробки забезпечують інші переваги:
- Ширші можливості доступу до послуг за межами вашого географічного регіону
- Часто швидші онлайн-розрахунки вартості обробки на ЧПУ за допомогою автоматизованих систем
- Конкурентоспроможні ціни завдяки роботі в більшому масштабі
- зручність подання запитів та замовлень у будь-який час доби (24/7)
- Стандартизовані процеси, які добре працюють для простих деталей
При пошуку онлайн-майстерні з обробки на ЧПУ оберіть таку, що надає живу підтримку, щоб відтворити зручність місцевої майстерні. Можливість безпосереднього спілкування з експертом значно підвищує ймовірність вашого задоволення та успішного завершення проекту. Багато онлайн-постачальників надають підтримку за телефоном, у режимі живого чату або електронною поштою.
Розгляньте такий практичний підхід: використовуйте місцеві майстерні, коли потрібна співпраця, швидка ітерація або складні деталі, що вимагають тісного спілкування. Застосовуйте онлайн-послуги для стандартизованих деталей, конкурентоспроможних цін на перевірені конструкції або коли місцеві варіанти не мають певних технічних можливостей. Багато інженерів підтримують стосунки з обох типів постачальників — використовуючи кожен там, де його сильні сторони найкраще відповідають потребам проекту.
Отримання та порівняння комерційних пропозицій
Замовлення котирування на виготовлення деталей методом ЧПУ онлайн або у місцевих майстерень вимагає надання узгодженої інформації, щоб забезпечити об’єктивне порівняння. Підготуйте повний пакет запиту пропозицій (RFQ), який включає:
- Файли CAD у загальноприйнятих форматах (STEP, IGES або нативні формати)
- 2D-креслення з вказаними критичними розмірами та допусками
- Специфікації матеріалу, включаючи марку та будь-які спеціальні вимоги
- Необхідну кількість та очікувані постійні обсяги замовлень
- Бажану дату поставки та можливу гнучкість у строках
- Вимоги до поверхневого покриття та будь-які додаткові операції
- Вимоги щодо інспектування та документування
Коли надходять котирування, звертайте увагу не лише на підсумкову ціну. Оцінюйте, що саме включено — вартість підготовки обладнання, інспекції, сертифікатів на матеріали, упаковки та доставки. Нижча ціна, що не враховує потрібних вам елементів, насправді не є дешевшою.
Пам’ятайте: хоча спокусливо обрати майстерню з найнижчими цінами, це не завжди найкращий вибір у довгостроковій перспективі. Обладнання вищої якості має вищу початкову вартість, але забезпечує кращі результати й меншу кількість виробничих помилок.
Встановіть чіткі очікування щодо комунікації до розміщення замовлень. Підтвердіть, хто буде вашим контактним лицем, яким чином надаватимуться оновлення щодо ходу робіт та які кроки схвалення передбачені до початку виробництва. Ці деталі запобігають недорозумінням і забезпечують дотримання графіка проектів.
Оскільки критерії оцінки визначені чітко, а підхід до вибору партнерів є системним, ви готові зробити обґрунтований вибір. Наступним кроком є підготовка документації вашого проекту, щоб забезпечити безперебійне отримання цитат та виробництво — це створює умови для успішної реалізації як вашого проекту, так і проектів обраного вами партнера з механічної обробки.
Підготовка вашого проекту до успішної індивідуальної механічної обробки
Ви вже обрали свого партнера з механічної обробки — що далі? Різниця між гладким і проблемним проектом часто залежить від рівня підготовки. Неповна документація, нечіткі технічні специфікації та погана комунікація призводять до більшої кількості затримок і перевитрат, ніж будь-які технічні складнощі. Добра новина полягає в тому, що невеликі зусилля на початковому етапі значно покращують кінцеві результати.
Згідно з Dipec, час — це гроші, особливо в галузях, де терміни виконання й ефективність витрат вирішують успіх або невдачу проекту. Швидкі та прозорі комерційні пропозиції залежать від правильної підготовки й підходу. Давайте детально розглянемо, як саме підготувати свій проект до успіху.
Підготовка ваших файлів CAD і технічної документації
Ваші файли CAD і технічні креслення є основою всього вашого проекту. Наявність добре підготовленого комплекту файлів усуває будь-яку неоднозначність щодо розмірів, допусків і конструктивних елементів. Якщо в майстерні немає повної інформації, їй доведеться робити припущення — а припущення призводять до затримок, виготовлення неправильних деталей і дорогих змін у замовленні.
Ось послідовність обов’язкової підготовки:
- Чітко визначте свої вимоги. Перш ніж приступати до роботи в програмному забезпеченні CAD, задокументуйте, яку функцію має виконувати деталь. Які навантаження вона повинна сприймати? У якому середовищі вона буде працювати? З якими компонентами має взаємодіяти? Ці функціональні вимоги визначають усі подальші рішення.
- Підготуйте повні файли CAD у прийнятих форматах. Формати STEP, IGES або нативні CAD-формати працюють найкраще — уникайте використання лише 2D-креслень, оскільки вони не містять глибини та наочності. Включіть усі елементи, отвори, різьбу та геометричні деталі. Файли, що містять недостатню інформацію, затримують процес надання комерційної пропозиції, оскільки виробничі підприємства запитують уточнення.
- Створіть анотовані 2D-технічні креслення. Навіть за наявності 3D-CAD-файлів анотовані 2D-креслення значно прискорюють процес надання комерційної пропозиції. Виділіть розміри, критичні для функціонування виробу, вкажіть допуски там, де важлива точність, і зазначте вимоги до шорсткості поверхні. Це усуває запитання щодо різьби чи обробки поверхні — тобто скорочує кількість уточнень.
- Чітко вкажіть матеріали та види обробки. Недостатньо конкретні специфікації матеріалів призводять до затримок у формуванні комерційної пропозиції. Замість «алюміній» вказуйте «алюміній марки 6061-T6». Замість «нержавіюча сталь» вказуйте «нержавіюча сталь марки 316L». Зазначте, чи потрібна додаткова обробка поверхні, наприклад полірування, анодування або нанесення покриття.
- Визначте обсяги замовлення й у разі невпевненості вкажіть діапазон. Обсяг виробництва кардинально впливає на ціну та терміни виконання. Пропозиція щодо 1 одиниці значно відрізняється від пропозицій щодо 10, 50 або 100 одиниць. Якщо ви не впевнені у кінцевих обсягах замовлення, замовте пропозиції для кількох розмірів партій — наприклад: «Пропозиція щодо 10, 50 та 100 одиниць».
- Встановіть реалістичні строки виконання. Чітко вкажіть вимоги щодо поставки. Вам потрібні деталі протягом 7–10 днів? Чи можливі відхилення в межах кількох тижнів? Вкажіть місце призначення поставки, щоб вартість доставки та терміни поставки могли бути точно враховані в пропозиціях.
- Документуйте додаткові операції. Чи потрібна збірка, гравірування, маркування або додаткова механічна обробка (наприклад, склеювання чи зварювання) ваших деталей? Зазначте це заздалегідь. Урахування всіх необхідних операцій запобігає затримкам і забезпечує отримання пропозиції, що охоплює весь обсяг робіт.
Порада професіонала: надання як STEP-файлу, так і 2D-технічного креслення з анотаціями значно прискорює процес підготовки комерційної пропозиції. Це усуває запитання щодо допусків, різьби або шорсткості поверхні, завдяки чому ви отримаєте пропозицію швидше.
Найкращі практики комунікації для успішного виконання проекту
Навіть за наявності ідеальної документації розриви в комунікації можуть призвести до збоїв у проекті. Встановлення чітких каналів комунікації та чітких очікувань ще до початку виробництва запобігає дорогостоячим недорозумінням.
Поширені помилки, що призводять до затримок і перевищення бюджету, включають:
- Надсилання неповних креслень. Відсутність розмірів, неочевидні допуски або відсутність специфікацій матеріалів змушують виробничі дільниці призупинити роботу й запросити уточнення — що додає до терміну виконання вашого замовлення кілька днів.
- Недооцінка термінів виготовлення. Замовники іноді недооцінюють час, необхідний для закупівлі матеріалів, підготовки обладнання, механічної обробки, контролю якості та доставки — особливо при виготовленні складних деталей. Експерти відраслі рекомендуємо заздалегідь запитувати реалістичні терміни виготовлення, окремо враховувати час на закупівлю матеріалів і передбачати невеликий резервний час на випадок непередбачених обставин.
- Вибір виключно за ціною. Найнижча цитата часто стає найдорожчим вибором. Затримки з поставками, невдалі інспекції та необхідність переділки можуть коштувати набагато більше, ніж початкова економія. Розгляньте загальну вартість проекту, а не лише вартість одиниці.
- Ігнорування вимог до документації щодо якості. Якщо ваша галузь вимагає відстежуваності, звітів про інспекцію або сертифікатів на матеріали, вкажіть ці вимоги заздалегідь. Запит документації після виробництва призводить до затримок і часом взагалі неможливий.
- Недостатнє формування відносин. Якщо вашим єдиним контактом із виробничим підприємством є надсилання запиту на цитату (RFQ) та отримання ціни, ви пропускаєте можливості отримати пріоритетне розкладання замовлень, проактивне вирішення проблем та кращі ціни з часом.
Для компонентів, виготовлених методом фрезерування на ЧПУ з жорсткими допусками або складною геометрією, домовтеся про попереднє виробниче обговорення зі своїм партнером з механічної обробки. Перегляньте критичні характеристики, підтвердьте точки інспекції та домовтеся про порядок комунікації щодо змін. Цей внесок у комунікацію приносить вигоду протягом усього виробничого процесу.
Коли проекти передбачають спеціалізовані процеси, такі як фрезерування акрилу на ЧПУ або токарна обробка на ЧПУ для виготовлення прецизійних компонентів, окремо узгодьте вимоги до обробки матеріалів. Пластмаси, зокрема акрил, потребують обережного поводження, щоб уникнути тріщин або мережевих розтрісків, тоді як прецизійна токарна обробка вимагає особливої уваги до кріплення заготовки та вибору інструментів.
Враховуйте, як швидкість реакції партнерів з механічної обробки спрощує весь процес. Атестовані виробничі потужності, такі як Shaoyi Metal Technology ілюструють ключові критерії, на які покупці мають звертати увагу при виборі кваліфікованого партнера: вони пропонують масштабовані рішення — від швидкого прототипування до серійного виробництва — з термінами виконання вже від одного робочого дня. Їхня сертифікація за стандартом IATF 16949 гарантує, що системи забезпечення якості, про які йшлося раніше, дійсно впроваджені, а висока оперативність відповідей відображає стандарти комунікації, що забезпечують успішне виконання проектів.
Перш ніж надіслати свій запит на цитату (RFQ), перевірте остаточний контрольний перелік:
- Файли CAD повністю завершені, усі елементи моделювання виконано
- 2D-креслення містять усі критичні розміри та допуски
- Специфікації матеріалу є точними, а не загальними
- Вимоги до кількості чітко вказані
- Очікуваний термін виконання є реалістичним і чітко оголошеним
- Додаткові операції задокументовані
- Вимоги до інспекції та документації вказані
- Місце доставки включено для отримання точних цінових пропозицій щодо перевезення
Належне підготовлення перетворює процес отримання цінових пропозицій із неприємного обміну листами на ефективний процес. Підприємства можуть швидко надавати точні цінові пропозиції, коли мають повну інформацію — а виробництво проходить гладко, якщо очікування узгоджені з самого початку.
Коли ваш проект належним чином підготовлений, ви вже на шляху до успіху. Проте, перш ніж остаточно визначитися з підходом до виробництва, варто зрозуміти, як індивідуальне механічне оброблення порівнюється з альтернативними методами виробництва — щоб переконатися, що ви обрали оптимальний процес для ваших конкретних вимог.

Індивідуальне механічне оброблення порівняно з альтернативними методами виробництва
Ось запитання, яке може заощадити вам тисячі доларів: чи є фрезерування з ЧПУ справді правильним вибором для вашого проекту? Хоча спеціалізовані цехи з виготовлення деталей за замовленням забезпечують надзвичайну точність і універсальність, вони не завжди є оптимальним рішенням. Іноді друк на 3D-принтері, лиття під тиском, лиття або обробка листового металу краще відповідають вашим потребам — за нижчою ціною або скороченим терміном виконання.
Розуміння того, коли слід обрати фрезерування металу з ЧПУ замість альтернативних методів, розділяє обізнаних покупців від тих, хто переплачує за непідходящий процес. Згідно з аналізом виробничих процесів компанії 3D People , не існує єдиного «найкращого» процесу — кожен із них має свої переваги, а найрозумнішим підходом часто є поєднання кількох методів протягом життєвого циклу вашого продукту.
Розглянемо, коли фрезерування металу з ЧПУ перевершує альтернативні методи, а коли варто взагалі розглянути інші підходи.
Коли фрезерування з ЧПУ перевершує альтернативні методи
ЧПК-верстат для обробки металу забезпечує можливості, які інші виробничі процеси просто не здатні забезпечити в певних сценаріях. Розуміння цих «сильних сторін» допомагає ефективно використовувати переваги механічної обробки й уникати ситуацій, де альтернативні методи будуть для вас кращим вибором.
Високі вимоги до точності роблять вибір на користь ЧПК. Коли ваші допуски становлять менше ніж ±0,005″ або коли потрібні шорсткості поверхні, що вимагають шліфувальних операцій, обробка металу стає обов’язковою. 3D-друк, як правило, забезпечує точність у межах ±0,1–0,3 мм у кращому випадку, тоді як лиття під тиском має труднощі з елементами, що вимагають надто жорсткого контрольного розміру. Для точних посадок, поверхонь під підшипники або критичних інтерфейсів обробка алюмінію та інші процеси ЧПК забезпечують необхідну точність.
Властивості матеріалу часто визначають вибір. Потрібні метали з високою міцністю, такі як титан, загартована сталь або аерокосмічні сплави? Операції з обробки на ЧПК-верстатах дозволяють обробляти матеріали, які 3D-друк і лиття під тиском просто не в змозі обробити. Хоча адитивне виробництво й поширилося на металеві матеріали, обробка на верстатах з ЧПК все ще забезпечує кращі механічні властивості та більш широкий вибір матеріалів для вимогливих застосувань.
Для невеликих і середніх партій економіка обробки є вигіднішою. Як показує аналіз вартості RPWORLD, обробка на верстатах з ЧПК пропонує конкурентоспроможну вартість одиниці продукції при обсягах від 1 до 5000 штук без необхідності вкладати кошти в дороге оснащення. Ви уникнете витрат на форми в розмірі понад 3000 дол. США, які вимагає лиття під тиском, що робить обробку ідеальним варіантом для продуктів, для яких немає сенсу вкладати кошти в інструменти для великосерійного виробництва.
Гнучкість у проектуванні на етапі розробки сприяє ітераціям. На відміну від лиття під тиском, де зміни конструкції вимагають виготовлення нового інструменту, програми ЧПК можна порівняно легко модифікувати. Ця гнучкість робить обробку ідеальним варіантом для розробки прототипів та продуктів, які ще перебувають у стадії удосконалення.
Розгляньте CNC-обробку як найкращий варіант, коли вам потрібно:
- Точні допуски менше ніж ±0,005" (±0,127 мм)
- Метали з високою міцністю або інженерні пластики
- Кількість деталей від 1 до кількох тисяч штук
- Швидка ітерація проектування
- Складні геометричні форми з точними елементами
- Відмінна якість поверхні для функціональних або естетичних вимог
Відповідність методів виробництва вимогам проекту
Тепер змінимо перспективу. Коли альтернативні методи перевершують CNC-обробку? Чесні рекомендації щодо таких сценаріїв допоможуть вам заощадити кошти й швидше вивести продукти на ринок.
3D-друк переважає у випадках складності та швидкості. Коли ваш дизайн передбачає органічні форми, внутрішні канали або геометрії, які вимагали б тривалої обробки з кількох позицій, адитивне виробництво часто є кращим варіантом. 3D-друк забезпечує виготовлення деталей протягом 2–7 днів без будь-яких витрат на оснащення — це ідеально підходить для швидкого прототипування та перевірки конструкторських рішень. Однак, оскільки Примітки Gizmospring друк у 3D стає дорожчим для великих деталей і пропонує обмежений вибір матеріалів порівняно з фрезеруванням.
Ливарне виробництво методом впорскування домінує у виробництві пластикових виробів великих партій. Як тільки ви починаєте виробляти 10 000 і більше однакових пластикових деталей, економічні переваги ливарного виробництва методом впорскування стають вагомими. Високі витрати на оснастку ($3 000–$100 000+) розподіляються на велику кількість одиниць, що значно знижує собівартість однієї деталі порівняно з фрезеруванням. Терміни виготовлення початкової оснастки — 20–60 днів — є компромісом між тривалими термінами виконання та економічною ефективністю в довгостроковій перспективі.
Ливарне виробництво підходить для складних металевих деталей у середніх і великих партіях. Для складних геометрій металевих деталей у середніх і великих партіях інвестиційне ливарне виробництво або ливарне виробництво під тиском можуть виявитися економічнішими, ніж фрезерування кожної окремої конструктивної особливості. Багато литих деталей підлягають остаточному фрезеруванню на критичних поверхнях — це поєднує ефективність ливарного виробництва з точністю фрезерування там, де це найважливіше.
Виготовлення виробів із листового металу ефективно забезпечує виробництво корпусів та кронштейнів. Коли ваш дизайн передбачає плоскі заготовки, які згинуються в тривимірні форми — корпуси, кронштейни, елементи шасі — операції пробивання листового металу та металевого пробивання часто є швидшими й економічнішими, ніж обробка з цільного заготовленого матеріалу. Процеси обробки листового металу споживають менше матеріалу й ефективніше обробляють тонкостінні геометричні форми.
| Метод | Краще для | Діапазон об'єму | Варіанти матеріалу | Типовий термін виконання |
|---|---|---|---|---|
| Обробка CNC | Точні деталі, жорсткі допуски, метали, інженерні пластики, прототипи та серійне виробництво | 1–5 000 штук | Найширший асортимент: понад 100 металів, пластиків та композитів | 7–14 днів |
| 3D-друк (SLS/MJF) | Складні геометричні форми, швидке прототипування, органічні форми, внутрішні елементи | 1–1 000 штук | Обмежений асортимент: 5–15 інженерних пластиків | 2–7 днів |
| Лиття під тиском | Пластикові деталі для масового виробництва, стабільна якість, складні форми | 1 000–1 000 000+ штук | Розширений асортимент: понад 1 000 термопластів | 15–60 днів (включаючи виготовлення оснастки) |
| ЛИТТЯ | Складні геометрії металевих деталей, середні–високі обсяги виробництва, великі деталі | 100–100 000+ штук | Алюміній, цинк, сталь, бронзові сплави | 20–45 днів |
| Виготовленні з листового металу | Корпуси, кріпильні елементи, шасі, тонкостінні деталі | 1–10 000+ штук | Сталь, алюміній, нержавійка, мідь | 5–15 днів |
Правильний вибір для вашого застосування
Рамка прийняття рішення зводиться до чотирьох основних факторів: вимог щодо точності, матеріальних потреб, очікуваних обсягів та часових обмежень.
Почніть із точності. Якщо ваші допуски є стандартними (±0,25 мм або більші) і вам потрібні пластикові деталі у великих обсягах, ймовірно, найкращим варіантом буде лиття під тиском. Якщо ж вам потрібна точність ±0,05 мм або вища для металевих компонентів, то відповіддю буде фрезерування на ЧПУ.
Реалістично оцініть ваші обсяги. Багато проектів починаються з кількості прототипів, потім масштабуються до виробництва невеликими партіями, а згодом, за наявності попиту, можуть перейти до високотемпового виробництва. Найрозумнішим підходом часто є використання 3D-друку для початкових концепцій, фрезерування на ЧПУ — для функціональних прототипів та раннього виробництва, а ливарне формування методом впорскування — після того, як попит виправдає інвестиції в оснастку.
Врахуйте вимоги до матеріалів. Високоміцні метали, спеціальні сплави та інженерні пластмаси, що вимагають певних марок, вказують на необхідність фрезерування на ЧПУ. Стандартні термопластики у великих обсягах краще підходять для ливарного формування методом впорскування. Складні геометричні форми з обмеженим вибором пластмас добре підходять для 3D-друку.
Для автомобільних застосувань, що вимагають компонентів з високою точністю, складних шасі або спеціальних металевих втулок, послуги точного фрезерування на ЧПУ є особливо цінними. Такі послуги надають спеціалізовані виробничі потужності, як-от Shaoyi Metal Technology пропонують контроль якості з підтримкою SPC, що забезпечує узгодженість у серійному виробництві — це ключова відмінність для вимогливих автомобільних специфікацій, де кожен компонент має відповідати надто жорстким стандартам.
Гібридний підхід часто працює найкраще: використовуйте 3D-друк для швидкого доведення концепції, фрезерування на ЧПУ — для точних прототипів та початкового виробництва, а потім перейдіть до лиття під тиском, коли обсяги виробництва виправдають інвестиції в оснастку.
Пам’ятайте, що ці методи не є взаємовиключними. Багато успішних продуктів використовують кілька технологій виробництва — наприклад, механічну обробку для точних елементів і лиття чи формування для менш критичних ділянок. Мета полягає не в тому, щоб знайти єдиний «найкращий» процес, а в тому, щоб підібрати оптимальний метод для кожної деталі та кожного етапу розробки вашого продукту.
Розуміючи як переваги індивідуальної механічної обробки, так і справжні переваги альтернативних методів, ви отримуєте можливість приймати рішення щодо виробництва, які оптимізують вартість, якість та терміни виконання з урахуванням ваших конкретних вимог.
Поширені запитання щодо майстерень зі спеціалізованого механічного оброблення
1. Що таке майстерня зі спеціалізованого механічного оброблення та чим вона відрізняється від стандартного виробництва?
Майстерня зі спеціалізованого механічного оброблення — це спеціалізований заклад, який виготовляє деталі, точно відповідні індивідуальним вимогам замовника, а не масово виробляє стандартизовані компоненти. На відміну від традиційних виробничих підприємств, оптимізованих для високотемпового випуску однакових виробів, майстерні зі спеціалізованого оброблення інвестують у сучасне обладнання з ЧПУ, здатне забезпечувати точність до ±0,0001 дюйма, наймають кваліфікованих фрезерувальників і токарів, які розуміють складні властивості матеріалів, і пропонують гнучке виробництво — від одного прототипу до партій деталей. Такий підхід враховує складність і індивідуальність, тому він ідеально підходить для виготовлення компонентів для авіаційно-космічної техніки, медичного обладнання та промислових машин, які потребують високоточних деталей, недоступних на ринку.
2. Як обрати між фрезеруванням з ЧПУ та токарною обробкою з ЧПУ для мого проекту?
Вибір залежить від геометрії вашої деталі. При ЧПУ-токарній обробці заготовка обертається, а нерухомий інструмент формуює її форму, що робить цей метод ідеальним для циліндричних або круглих деталей, таких як валів, втулок і кілець — часто такі деталі виготовляють швидше й економічніше. При ЧПУ-фрезеруванні заготовка залишається нерухомою, а обертові інструменти рухаються по кількох осях, що забезпечує високу ефективність при обробці складних геометрій, плоских поверхонь, карманів та складних тривимірних контурів. Якщо переріз вашої деталі круглий і має симетричні елементи, обирайте токарну обробку. Для неправильних форм, багатогранних елементів або складних карманів підійде фрезерування. Багато сучасних високотехнологічних підприємств тепер використовують комбіновані токарно-фрезерні центри, що поєднують обидва види обробки для повного виготовлення деталей за одну установку.
3. З якими матеріалами працюють спеціалізовані механічні майстерні?
Спеціалізовані цехи зі спеціального механічного оброблення працюють з десятками матеріалів, у тому числі з металів, інженерних пластмас та спеціальних сплавів. До поширених металів належать алюмінієві сплави (6061, 7075, 5083), нержавіючі сталі (304, 316, 17-4), бронза, латунь та титан. Інженерні пластмаси охоплюють від ПОМ (делріну) для точних зубчастих коліс до ПЕЕКу для високопродуктивних застосувань, а також нейлон, полікарбонат і акрил. Вибір матеріалу впливає на міцність, вагу, стійкість до корозії, оброблюваність та вартість. У авіаційних застосуваннях зазвичай вимагаються алюміній 7075 або титан, медичні вироби потребують біосумісної нержавіючої сталі або ПЕЕКу, тоді як автомобільні компоненти забезпечують баланс між експлуатаційними характеристиками та вартістю за рахунок використання алюмінію 6061 та легованих сталей.
4. Як специфікації допусків впливають на вартість спеціального механічного оброблення?
Специфікації допусків безпосередньо впливають на складність виробництва та вартість проекту. Стандартні допуски ±0,25 мм (±0,010 дюйма) є найекономічнішою базовою величиною для загальних компонентів. Точні допуски ±0,05 мм (±0,002 дюйма) для стикованих деталей та підшипників можуть збільшити вартість на 50–100 %. Ультраточні допуски ±0,0125 мм (±0,0005 дюйма) для медичних імплантатів або оптичних компонентів можуть подвоїти або потроїти вартість. Більш жорсткі специфікації часто вимагають додаткових операцій, таких як шліфування, спеціалізоване обладнання, середовище з контрольованою температурою та посиленого контролю якості. Ключовим є встановлення найбільш «слабкого» допуску, який забезпечує правильну роботу виробу — жорсткі допуски слід застосовувати лише до критичних елементів, наприклад, стикованих поверхонь та посадок підшипників.
5. Які сертифікати слід враховувати при виборі майстерні зі спеціального механічного оброблення?
Узгодьте сертифікації з вимогами вашої галузі. ISO 9001 забезпечує базові вимоги до системи управління якістю, придатної для загального машинобудування. AS9100D є обов’язковою для авіаційних застосувань і гарантує придатність компонентів до експлуатації в польоті та повну прослідковість. IATF 16949 регулює автопромислові ланцюги поставок із акцентом на стабільність високого обсягу виробництва та статистичний контроль процесів. ISO 13485 регулює виробництво медичних виробів із урахуванням контролю проектування та безпеки пацієнтів. NADCAP надає процес-орієнтовану акредитацію для термічної обробки та хімічної обробки в авіаційній промисловості. Сертифіковані підприємства, такі як Shaoyi Metal Technology, що мають сертифікат IATF 16949, демонструють документовані процеси, підтверджені можливості та контроль якості на основі статистичного контролю процесів (SPC), що забезпечує стабільну якість виготовлених деталей.