 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Вибір виробника деталей для ЧПУ: 9 критичних факторів, які найчастіше упускають з уваги покупці

Розуміння виробництва деталей з ЧПУ та його промислового впливу
Чи замислювались ви колись над тим, що робить сучасні прецизійні деталі настільки надзвичайно точними? Відповідь полягає в технології, яка назавжди змінила виробництво. Коли ви шукаєте компоненти для свого проекту, розуміння основ того, як працює виробник деталей з ЧПУ, дає вам значну перевагу у прийнятті обґрунтованих рішень.
Обробка на верстатах з ЧПУ — це субтрактивний виробничий процес, у якому попередньо запрограмоване комп’ютерне програмне забезпечення керує рухом заводських інструментів і обладнання для виготовлення прецизійних деталей із сировини з повторюваною точністю.
Від креслення до прецизійної деталі
Отже, що ж насправді означає CNC? У своїй основі термін CNC означає «комп’ютерне числове керування» — це метод, за якого цифрові інструкції керують різальними інструментами з надзвичайною точністю. Уявіть собі складний тривимірний дизайн з екрана вашого комп’ютера, який перетворюється на фізичну деталь із точністю до тисячних часток дюйма. Саме таке перетворення відбувається щодня на сучасних верстатних підприємствах.
Процес починається з файлу CAD (комп’ютерного проектування), у якому містяться всі розміри та технічні вимоги до вашої деталі. Цей цифровий креслярський план перетворюється на код G — мову, яку розуміють верстати з ЧПУ. Після програмування верстат виконує кожну траєкторію різання з механічною точністю, яку людські руки просто не можуть забезпечити стабільно.
Цифрова революція у виробництві деталей
Розуміння того, що таке ЧПК, допомагає оцінити, чому ця технологія стала незамінною. До появи комп’ютерного керування кваліфіковані токарі й фрезерувальники вручну керували обладнанням, і тому кожна деталь трохи відрізнялася від попередньої. Значення абревіатури ЧПК виходить за межі простої автоматизації — воно символізує фундаментальний перехід до програмованої, повторюваної точності.
Сучасні системи ЧПК безперебійно інтегруються з програмним забезпеченням для проектування, що дозволяє швидко виготовляти прототипи та організовувати масове виробництво за тими самими цифровими файлами. Цей зв’язок між проектуванням і виробництвом усуває помилки інтерпретації та значно скорочує терміни виконання замовлень. Коли ви надсилаєте технічні специфікації виробнику, його верстати часто можуть розпочати виготовлення деталей уже через кілька годин.
Чому ЧПК домінує в сучасному виробництві
Визначення ЧПК охоплює більше, ніж лише обладнання — воно описує цілий підхід до виробництва. Ось чому ця технологія домінує:
- Послідовність: Кожна деталь повністю відповідає попередній, незалежно від того, чи замовляєте ви 10 чи 10 000 одиниць
- Складність: Складні геометричні форми, які раніше були неможливі, тепер стають звичайним завданням
- Швидкість: Автоматична зміна інструментів та безперервна робота максимізують продуктивність
- Гнучкість: Перемикання між різними деталями вимагає лише зміни програми
Під час ознайомлення з ринком виробництва деталей методом ЧПУ ви з’ясуєте, що вибір правильного партнера передбачає оцінку набагато більшої кількості факторів, ніж просто обладнання. У наступних розділах розглядаються ключові аспекти, які найчастіше ігнорують покупці: технології механічної обробки, вибір матеріалів, специфікації допусків та галузеві сертифікати, що безпосередньо впливають на успіх вашого проекту.
Основні процеси механічної обробки методом ЧПУ, які повинен знати кожен покупець
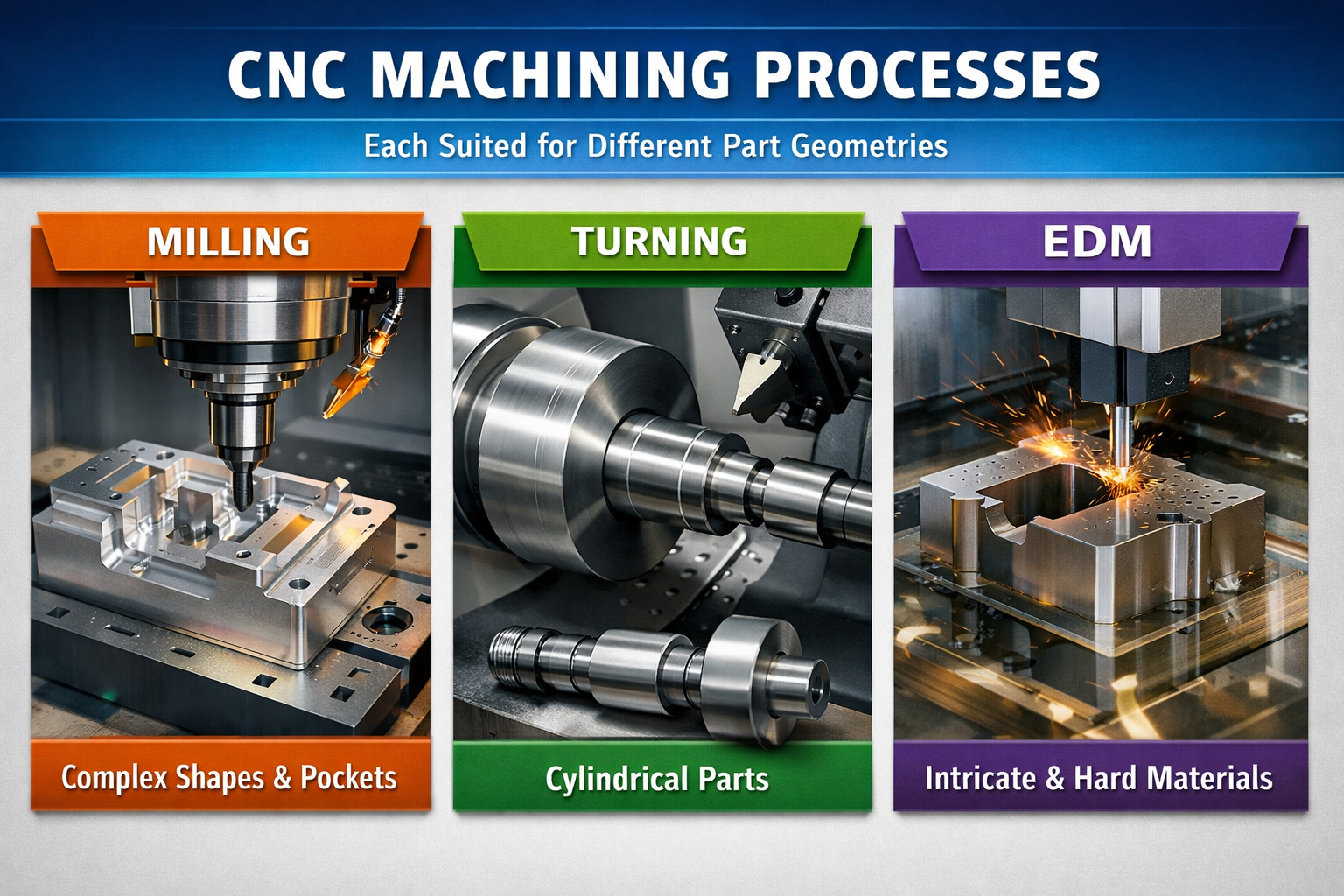
Звучить складно? Ось у чому справа: не кожен процес ЧПУ підходить для будь-якої деталі. Коли ви оцінюєте виробника деталей методом ЧПУ, розуміння фундаментальних відмінностей між фрезеруванням, токарною обробкою та електроерозійною обробкою (EDM) допомагає вам чітко формулювати свої вимоги й оцінювати, чи має постачальник потрібні можливості для реалізації вашого проекту.
Пояснення фрезерування з ЧПУ
Уявіть собі обертовий різальний інструмент, що рухається по нерухомій заготовці й видаляє матеріал шар за шаром. Саме це й є суть фрезерування. Фрезерний верстат з ЧПУ використовує обертові фрези для видалення матеріалу з заготовки, створюючи плоскі поверхні, пази, кармані та складні тривимірні контури з вражаючою точністю.
Дві основні конфігурації, з якими ви зустрінетесь, — це вертикальні та горизонтальні фрезерні верстати. У вертикальному фрезерному верстаті шпиндель орієнтований вертикально — це ідеально підходить для завдань, що вимагають детальної обробки однієї конкретної сторони деталі, наприклад, великих металевих плит або оснащення для вдавлювання . Горизонтальні фрезерні верстати мають горизонтально розташований шпиндель, що робить їх кращим варіантом для обробки важких деталей, нарізання канавок та створення пазів.
Ось що відрізняє горизонтальні фрезерні верстати:
- Краще видалення стружки завдяки дії сили тяжіння, що відводить відходи від зони різання
- Можливість одночасного використання кількох фрез за допомогою встановлення на оправу
- Краща обробка важких і складних за формою заготовок
- Зменшення прогину інструменту під час агресивного фрезерування
Коли ви надсилаєте запити на цитати, знання того, чи підходить геометрія вашої деталі для вертикального чи горизонтального фрезерування, допомагає вам визначити виробників, що мають відповідне обладнання.
Токарні операції та можливості токарних верстатів
Якщо при фрезеруванні обертається інструмент, то при токарній обробці — навпаки: заготовка обертається, а нерухомий різальний інструмент формують її. ЧПУ-токарний верстат чудово підходить для виготовлення циліндричних або круглих деталей, таких як валі, втулки та різьбові компоненти. Якщо ваш дизайн має осьову симетрію, токарна обробка, як правило, швидша й економічніша за фрезерування.
Подібно до фрезерного обладнання, токарний верстат буває горизонтального та вертикального виконання. Горизонтальні токарні центри переважають на більшості виробничих ділянок завдяки їхній гнучкості та придатності для обробки довших деталей, таких як валів. Вони забезпечують можливість використання стрижневих подавачів та люнетів, що розширює їхню універсальність. Вертикальні токарні центри — іноді їх називають вертикальними баштовими токарними верстатами — краще підходять для обробки деталей великого діаметра, важких і коротких. Сила тяжіння сприяє правильному розміщенню деталі та видаленню стружки, тому такі верстати особливо популярні у виробництві автокомпонентів.
Оцінюючи токарні можливості виробника, враховуйте, чи зможе він обробляти деталі з необхідним співвідношенням довжини до діаметра та відповідати вимогам щодо ваги.
Коли електроерозійна обробка стає обов’язковою
Деякі геометричні форми просто неможливо отримати за допомогою традиційного різання. Саме тут на сцену виходить ЕРО (електроерозійне оброблення). Устаткування для ЕРО використовує електричні іскри для ерозійного видалення матеріалу, створюючи складні форми у загартованих металах без фізичного контакту між інструментом та заготовкою.
Устаткування для електроерозійного оброблення дротом протягує тонкий дротяний електрод крізь матеріал, вирізаючи складні профілі з надзвичайною точністю — досягаючи допусків, що становлять ±0,0001 дюйма. Це робить ЕРО незамінним для:
- Загартованих інструментальних сталей, які зруйнували б традиційні різальні інструменти
- Гострих внутрішніх кутів, які неможливо отримати за допомогою обертальних інструментів
- Тонких деталей, які не можуть витримувати силу різання
- Надзвичайно гладких поверхонь без додаткових операцій обробки
Порівняння ваших варіантів технологічних процесів
У таблиці нижче наведено, коли кожен із процесів забезпечує оптимальні результати:
| Тип процесу | Найкраще застосування | Типові допуски | Відповідність матеріалу |
|---|---|---|---|
| Фрезерування CNC | Плоскі поверхні, кармані, пази, тривимірні контури, призматичні деталі | ±0,0002 дюйма до ±0,001 дюйма | Більшість металів і пластмас; алюміній, сталь, латунь — ідеальні матеріали |
| Турнірна обробка CNC | Циліндричні деталі, валів, різьбові компоненти, втулки | ±0,0002 дюйма до ±0,001 дюйма | Круглі заготовки; чудово підходять для сталі та алюмінію |
| ЕДМ | Закалені матеріали, складні профілі, гострі кути, тонкі деталі | ± 0,0001 дюйма | Лише провідні матеріали; ідеально підходять для інструментальних сталей і карбідів |
Багато проектів вимагають поєднання кількох технологічних процесів. Виробник із комплексними можливостями — фрезерування, токарна обробка та електроерозійна обробка під одним дахом — зможе оптимізувати ваш ланцюг поставок і забезпечити більш суворий контроль якості. Під час подальшого вибору наступним важливим кроком є розуміння того, як вибір матеріалу впливає як на процес механічної обробки, так і на експлуатаційні характеристики кінцевої деталі.
Посібник з вибору матеріалів для компонентів, виготовлених методом ЧПУ
Ви визначили правильний процес механічної обробки — тепер настає рівно таке ж важливе рішення. Матеріал, який ви обираєте, безпосередньо впливає на тривалість механічної обробки, знос інструменту, експлуатаційні характеристики деталей та вашу кінцеву прибутковість. Під час оцінки виробника деталей для ЧПУ-верстатів розуміння його експертних знань у сфері матеріалів допоможе вам оцінити, чи зможе він виготовити деталі, що повністю відповідають вашим точним технічним вимогам.
Метали, які найкраще піддаються механічній обробці
Не всі метали поводяться однаково під дією різального інструменту. Оброблюваність — тобто те, наскільки легко матеріал піддається різанню з отриманням задовільної якості поверхні та тривалого терміну служби інструменту — значно варіює в залежності від складу сплаву. Ось що вам слід знати про найпоширеніші варіанти:
Алюміній (6061 та 7075)
Алюміній є «робочою конячкою» у сфері ЧПУ-обробки. Згідно з аналізом компанії JLCCNC, алюмінієвий сплав 6061 є найкращим у загальному плані для деталей загального призначення, де найважливішими є помірна міцність і низька вартість. Високий показник оброблюваності цього сплаву забезпечує скорочення циклу обробки, зменшення зносу інструменту та нижчу вартість кожної окремої деталі.
- Показник оброблюваності: Відмінно (приблизно 270 % відносно сталі)
- Сила: Помірна; підходить для конструктивних елементів без надмірних навантажень
- Врахування вартості: Найекономічніший варіант для прототипування та виробництва
- Найкращі застосування: Кріплення для авіаційної промисловості, корпуси електронних пристроїв, технологічне оснащення для автомобільної промисловості
Залізо та нержавійка
Коли пріоритетом є міцність, твердість або стійкість до корозії, Cnc сталеві частини стають логічним вибором. Низьковуглецеві сталі порівняно легко обробляються на верстатах, тоді як нержавіючі марки вимагають більших зусиль від інструментів різання, але забезпечують кращу продуктивність у складних умовах.
- Показник оброблюваності: Помірна (нержавіючі марки важче обробляти, ніж вуглецеві сталі)
- Сила: Висока; чудово підходить для застосування у несучих та зносостійких конструкціях
- Врахування вартості: Вищі витрати на механічну обробку через інтенсивний знос інструментів та повільніші подачі
- Найкращі застосування: Медичні інструменти, обладнання для переробки харчових продуктів, компоненти трансмісій автомобілів
Мідь і латунь
Латунь забезпечує ідеальний баланс між функціональністю та естетикою для оброблених деталей, зокрема при виготовленні малих партій. Її властивості легкої обробки дозволяють досягати високої точності розмірів і чудового якості поверхні без додаткової обробки після верстата.
- Показник оброблюваності: Відмінно підходить для латуні; добре підходить для міді
- Сила: Помірна; не підходить для конструкційних елементів, що зазнають високих навантажень
- Врахування вартості: Вартість матеріалу вища, ніж у алюмінію; вартість механічної обробки нижча завдяки чудовому утворенню стружки
- Найкращі застосування: Електричні з'єднувачі, сантехнічні фітинги, декоративна фурнітура
Титан
Титан забезпечує неперевершений відношення міцності до ваги та виняткову стійкість до корозії — але за значну надплату. Цей метал є економічно виправданим лише в галузях, де вимоги до продуктивності переважають усі інші фактори, наприклад, в авіакосмічній промисловості та виробництві медичних імплантатів.
- Показник оброблюваності: Погана; вимагає спеціального інструменту та менших швидкостей різання
- Сила: Виняткова; найвище співвідношення міцності до ваги серед поширених металів
- Врахування вартості: Преміальна вартість матеріалу та обробки; виправдана лише для критичних застосувань
- Найкращі застосування: Конструктивні елементи аерокосмічної техніки, медичні імплантати, високопродуктивні деталі для автоперегонів
Інженерні пластмаси для точних деталей
Металеві деталі, виготовлені методом ЧПУ, не завжди є оптимальним рішенням. Інженерні пластики мають чіткі переваги, зокрема меншу вагу, стійкість до хімічних впливів та електричну ізоляцію. Виробники деталей, що виготовляються методом ЧПУ, усе частіше використовують передові полімери для задоволення різноманітних вимог застосування.
Поширені пластики, придатні для обробки на верстатах з ЧПУ:
- Ацеталь (Delrin): Відмінна стабільність розмірів, низьке тертя, ідеальний матеріал для зубчастих коліс та підшипників
- Нейлон: Добра стійкість до зносу та ударна в’язкість; підходить для втулок і роликів
- PEEK: Високопродуктивний варіант із надзвичайною стійкістю до хімічних впливів та високих температур
- PTFE: Виняткова хімічна інертність і низький коефіцієнт тертя
- АБС: Економічно вигідний варіант для прототипів та некритичних компонентів верстатів з ЧПУ
- HDPE та PP: Хімічностійкі варіанти для резервуарів та застосувань, пов’язаних із переміщенням рідин
Підбір матеріалів відповідно до вимог застосування
Вибір між металом і пластика — або вибір потрібного сплаву — вимагає збалансування кількох факторів. Розгляньте такі керівні принципи:
Коли доцільно використовувати металеві деталі, виготовлені методом ЧПУ:
- Присутні високі механічні навантаження або концентрації напружень
- Робочі температури перевищують межі пластиків (зазвичай понад 250 °F)
- Необхідна електрична або теплопровідність
- Критично важлива твердість поверхні та стійкість до зносу
- Деталь потребує нарізання різьби або приймає вставні втулки
Коли пластики мають переваги:
- Зниження ваги є головною конструкторською метою
- Електрична ізоляція є обов’язковою
- Вплив хімічних речовин призведе до корозії металів
- Самозмащувальні властивості зменшують потребу в технічному обслуговуванні
- Застосування, чутливі до вартості, де властивості матеріалу є достатніми
Вибір матеріалу також безпосередньо впливає на терміни реалізації вашого проекту. Для виробництва невеликих партій або створення прототипів матеріали, такі як алюміній та латунь, зменшують ризики й витрати завдяки скороченому часу обробки на верстатах і простішій підготовці обладнання. Розглядаючи ці варіанти матеріалів, наступним важливим чинником є розуміння того, як специфікації допусків впливають на реальну експлуатаційну надійність — а також на витрати, які часто ігнорують багато покупців.
Пояснення специфікацій допусків та вимог до точності
Ось запитання, яке розділяє досвідчених покупців від новачків: наскільки жорсткими мають бути ваші допуски насправді? Розуміння специфікацій допусків — це та сфера, у якій багато закупівельних рішень йдуть не так, як потрібно: або надто жорстко визначаються допуски, що непотрібно збільшує витрати, або недостатньо жорстко — і в результаті отримуються деталі, які не функціонують належним чином. Під час оцінки виробника ЧПУ-деталей їхні можливості щодо забезпечення допусків багато про що говорять: про якість обладнання та рівень контролю виробничих процесів.
Стандартне та точне фрезерування з жорсткими допусками
Уявіть собі допуски як припустимий діапазон розмірних відхилень від вашого задуманого проекту. Згідно з галузевими стандартами, стандартні допуски при ЧПУ-обробці зазвичай становлять ±0,005" (0,13 мм) і контролюються за середнім ступенем ISO 2768-1. Цей базовий рівень враховує типові варіації точності верстатів, теплові впливи та знос інструменту, забезпечуючи при цьому економічну продуктивність виробництва.
Але що відбувається, коли стандартні допуски виявляються недостатніми? Деталі, виготовлені на верстатах з ЧПК з підвищеною точністю, вимагають спеціалізованих підходів. Обробка з високою точністю дозволяє досягти допусків у межах ±0,001" (0,025 мм), тоді як для надзвичайно вимогливих застосувань — наприклад, хірургічних інструментів — може знадобитися точність ±0,0002"–±0,0005" (0,005–0,013 мм). Однак лише близько 1 % деталей насправді потребує допусків у цьому екстремальному діапазоні.
Деталі з ЧПК підвищеної точності відрізняються від звичайних компонентів, оброблених на верстатах з ЧПК, кількома ключовими ознаками:
- Вимоги до обладнання: Високоточні шпінделя з керамічними або повітряними підшипниками, що забезпечують биття менше ніж 0,0001"
- Контроль навколишніх умов: Температурно-контрольовані зони зі стабільністю температури ±0,5 °C
- Перевірка якості: Посилена процедура перевірки за допомогою атестованих вимірювальних інструментів
- Час обробки: Знижені подача й частота обертання для мінімізації теплових деформацій
Коли найважливішою є точність
Не всі характеристики вашої деталі вимагають одного й того самого рівня точності. Розумне визначення технічних вимог означає застосування жорстких допусків лише там, де цього вимагає функціональність — наприклад, у місцях з’єднання поверхонь, посадках підшипників або критичних елементах вирівнювання, тоді як неважливі розміри залишаються в межах стандартних допусків.
Розгляньте такі сценарії, у яких інвестиції в компоненти, виготовлені на ЧПУ з високою точністю, є виправданими:
- Інтерфейси збирання: Деталі, які мають точно стикатися з іншими компонентами
- Обертові вузли: Вали та підшипники, що вимагають спеціальних посадок
- Ущільнювальні поверхні: Там, де розмірна точність запобігає витокам
- Корпуси для оптичних або електронних пристроїв: Застосування, критичні щодо вирівнювання
Виготовлення великих деталей на верстатах з ЧПУ створює унікальні виклики щодо контролю допусків. Теплове розширення стає більш значущим із збільшенням розмірів деталі, тому контрольована температура навколишнього середовища стає ще важливішою для забезпечення точності при обробці великих заготовок.
Співвідношення вартості та допусків
Ось реальність, яку пропускають більшість покупців: звуження допусків понад те, що необхідно для функціонування деталі, не покращує її — це лише збільшує ваші витрати. Згідно з даними точного механічного оброблення , перехід від стандартного до температурно-контрольованого оброблення збільшує витрати на 25–50 %, тоді як досягнення найжорсткіших допусків за умов повного екологічного контролю може збільшити витрати на 100–200 %.
Нижче наведена таблиця, що пояснює, що означають різні класи допусків для вашого проекту:
| Допуск | Типові застосування | Вплив на витрати | Необхідне обладнання |
|---|---|---|---|
| ±0,010" (±0,25 мм) | Загальнопромислові деталі, кронштейни, корпуси | Базовий рівень | Стандартне обладнання ЧПУ, звичайне цехове середовище |
| ±0,005" (±0,13 мм) | Функціональні зборки, автокомпоненти | збільшення на 10–25 % | Добре обслуговувані верстати, контроль клімату |
| ±0,002" (±0,05 мм) | Високопродуктивні автомобільні та промислові обладнання | збільшення на 50–100 % | Точні шпінделя, контроль температури з точністю ±3 °C |
| ±0,001" (±0,025 мм) | Аерокосмічні компоненти, медичні пристрої | збільшення на 100–150 % | Високоточні верстати, покращене кріплення заготовок |
| ±0,0005" (±0,013 мм) | Хірургічні інструменти, оптичне обладнання | збільшення на 150–200 % | Повний контроль навколишнього середовища, ізоляція вібрацій |
Вибір матеріалу також впливає на досяжні допуски. Деталі з алюмінію, виготовлені методом ЧПК-фрезерування з високою точністю, легше виготовити з більш жорсткими допусками, ніж деталі з титану, через різницю в оброблюваності. Пластмаси створюють додаткові труднощі — їх гнучкість і чутливість до температурних змін часто обмежують практичні допуски до середнього класу за стандартом ISO 2768-1.
При спілкуванні з виробниками включайте таблицю допусків безпосередньо у ваших двовимірних кресленнях, вказавши, які розміри є критичними. Це запобігає надмірному уточненню допусків і допомагає виробникам надавати точні цінові пропозиції. Розуміння цих особливостей допусків підготовить вас до наступного важливого аспекту: як специфічні вимоги різних галузей впливають на вибір виробників понад загальних можливостей механічної обробки.
Галузеві вимоги до виготовлення деталей методом ЧПК
Чи помічали ви колись, як місцева автомайстерня обробляє деталі інакше, ніж підприємство, що виробляє хірургічні інструменти? Це не випадковість. Різні галузі пред'являють дуже різні вимоги до своїх партнерів — виробників деталей методом ЧПУ, а розуміння цих відмінностей допомагає вам визначити постачальників, які справді кваліфіковані для вашого конкретного застосування, а не тих, хто просто декларує широкий спектр можливостей.
Стандарти механічної обробки в автомобільній галузі
При закупівлі компонентів для автомобільних застосувань узгодженість у великих обсягах стає надзвичайно важливою. Незалежно від того, чи шукайте ви автомайстерню поблизу себе, чи оцінюєте глобальних постачальників, машинна обробка деталей для автомобільної промисловості вимагає спеціалізованих можливостей, яких можуть не мати загальні металообробні підприємства.
Автомобільна галузь діє відповідно до стандарту IATF 16949 — глобального стандарту управління якістю в автомобільній промисловості, що поєднує принципи ISO 9001 із галузевими вимогами. Цертифікація — це не просто документація; вона свідчить про фундаментальне зобов’язання щодо:
- Запобігання дефектам: Системи, розроблені для виявлення проблем до того, як вони потраплять на вашу збірну лінію
- Неперервне удосконалення: Документовані процеси для постійного підвищення ефективності та якості
- Контроль постачальників: Ретельна кваліфікація та моніторинг джерел матеріалів
- Трасування продукції: Повна документація від сировини до готового компонента
Машинне цех для обробки двигунів, що працює з компонентами трансмісії, стикається з іншими викликами, ніж цех з виготовлення деталей кузова. Автомобільні деталі, виготовлені методом ЧПУ, повинні витримувати вібрацію, термічні цикли та механічні навантаження протягом сотень тисяч миль. Це означає, що виробники потребують надійних систем контролю процесів, щоб кожна деталь — незалежно від того, перша це чи десятитисячна — відповідала однаковим технічним вимогам.
Вимоги до виробництва медичних пристроїв
Виробництво медичних виробів функціонує в регуляторному середовищі, де помилки мають наслідки, що ставлять під загрозу життя або здоров’я пацієнтів. Такі ризики вимагають систем сертифікації, значно суворіших за загальнопромислові.
ISO 13485 є визначальним стандартом управління якістю для виробництва медичних виробів. Ця сертифікація передбачає:
- Управління ризиками: Систематичне виявлення та усунення потенційних режимів відмов
- Контроль проектування: Документоване підтвердження, що компоненти функціонують згідно призначення
- Повна відстежуваність: Кожен компонент має повну слідкуваність до конкретних партій матеріалів, верстатів і операторів
- Обробка скарг: Формалізовані процеси розслідування та вирішення проблем якості
- Аспекти стерильності: Підбір матеріалів та видів обробки поверхні, що відповідають вимогам стерилізації
Крім стандарту ISO 13485, виробничі потужності мають дотримуватися вимог FDA 21 CFR Part 820 — Правил щодо системи забезпечення якості, що регулюють виробництво медичних виробів у США. Ці спільно застосовувані вимоги гарантують, що хірургічні інструменти, імплантати та діагностичне обладнання відповідають надзвичайно жорстким стандартам безпеки й ефективності.
Точнісні вимоги авіаційного рівня
Авіаційне виробництво, мабуть, є найбільш вимогливим середовищем сертифікації в галузі точного механічного оброблення. Коли компоненти працюють на висоті 30 000 футів, якість не є предметом угоди — вона є критично важливою для виживання.
AS9100 ґрунтується на основі ISO 9001, додаючи до неї вимоги, специфічні для аерокосмічної галузі, що відрізняють кваліфікованих виробників від загальних механічних майстерень:
- Управління конфігурацією: Суворий контроль, що забезпечує належне документування та впровадження змін у конструкції
- Первинний контрольний огляд (FAI): Комплексна верифікація того, що вироблені деталі відповідають затвердженим конструкторським рішенням
- Запобігання потраплянню сторонніх предметів і забруднень (FOD): Протоколи, що запобігають забрудненню критичних зборок
- Запобігання підробкам: Контроль ланцюга поставок, що гарантує автентичність матеріалів
- Контролю спеціальних процесів: Посилений нагляд за термообробкою, нанесенням покриттів та іншими критичними операціями
Багато аерокосмічних програм також вимагають акредитації NADCAP для спеціальних процесів. На відміну від загальних сертифікатів, NADCAP перевіряє процес-специфічні контролі на дуже детальному рівні — підтверджуючи, що термообробка, хімічна обробка та неруйнівний контроль відповідають найвищим галузевим стандартам.
Для робіт, пов’язаних із оборонною сферою, дотримання вимог ITAR (Міжнародних правил торгівлі збройними засобами) додає ще один рівень регулювання. ITAR регулює обробку чутливих технічних даних та компонентів і вимагає реєстрації в Державному департаменті США та строгого дотримання протоколів інформаційної безпеки.
Порівняння сертифікатів: відповідність вимог до застосувань
Розуміння того, які сертифікати мають значення для вашого застосування, дозволяє уникнути як надмірних витрат на надлишкову кваліфікацію, так і ризиків, пов’язаних із використанням постачальників із недостатньою кваліфікацією:
| Сертифікація | Основна галузь | Ключові напрямки фокусу | Чому це важливо |
|---|---|---|---|
| ISO 9001 | Загальне виробництво | Системи управління якістю, постійне вдосконалення | Базовий сертифікат, що підтверджує зобов’язання щодо якості |
| IATF 16949 | Автомобільний | Запобігання дефектам, нагляд за постачальниками, відстежуваність | Обов’язковий для провідних автовиробників; 67 % автовиробників вимагають мінімум ISO 9001 |
| AS9100 | Аерокосмічна промисловість | Управління ризиками, контроль конфігурації, первинний прийомочний інспекційний контроль (FAI) | Необхідний для участі в ланцюзі поставок аерокосмічної галузі |
| ISO 13485 | Медичні прилади | Управління ризиками, відстежуваність, відповідність нормативним вимогам | Обов’язково для компонентів медичних виробів, що регулюються FDA |
| NADCAP | Авіаційно-космічна/оборонна | Акредитація спеціальних процесів | Підтверджує можливості у сфері термічної обробки, неруйнівного контролю та хімічної обробки |
| ITAR | Захист | Інформаційна безпека, експортний контроль | Обов’язково для технічних даних та компонентів, пов’язаних із оборонною галуззю |
Ось що часто упускають багато покупців: сертифікати не є взаємозамінними. Автомобільне механічне підприємство з сертифікатом IATF 16949 демонструє компетенції, специфічні для автомобільної галузі, але цей сертифікат не надає йому права на виконання авіаційних робіт, для яких потрібен сертифікат AS9100. Аналогічно, цех зварювальних робіт із лише сертифікатом ISO 9001 може не мати спеціалізованих систем управління якістю, необхідних у медичній або авіаційній галузях.
Згідно дослідження галузі згідно з даними, підприємства з галузевими сертифікатами отримують у середньому на 15 % більше контрактів, ніж ті, хто має лише загальні сертифікати якості. Інвестиції в спеціалізований сертифікат свідчать про професійну компетентність та зобов’язання, які відразу розпізнають закупівельні команди.
Під час оцінки потенційних партнерів у сфері виробництва перевіряйте їхні сертифікати безпосередньо — запитуйте копії сертифікатів і підтверджуйте їхню чинність у відповідних органах-емітентах. Цей ретельний аналіз стає ще важливішим при виборі варіантів обробки поверхні, оскільки вони суттєво впливають як на роботу деталей, так і на відповідність регуляторним вимогам у складних застосуваннях.
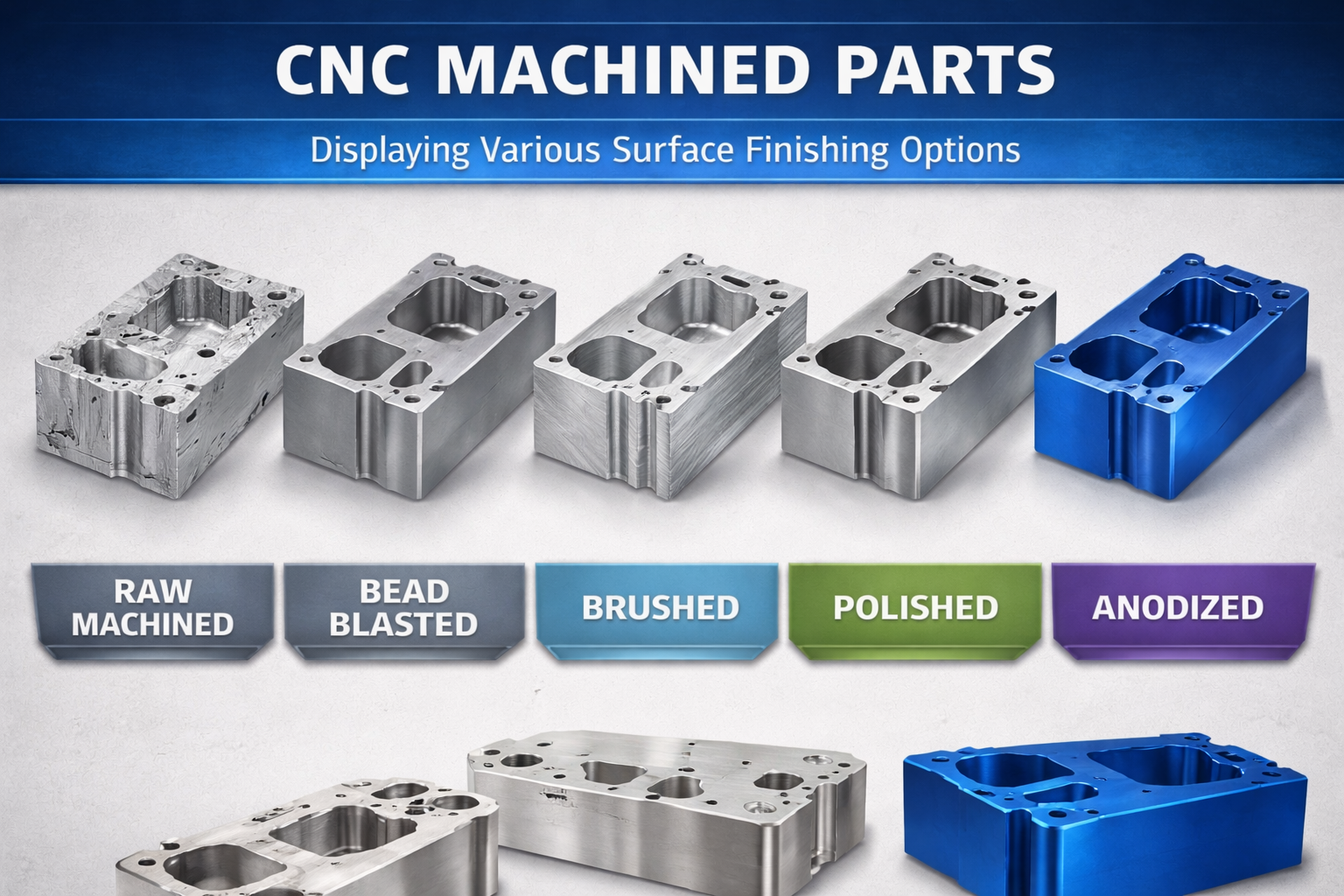
Варіанти обробки поверхні для деталей, виготовлених методом ЧПУ
Ви обрали правильний процес, матеріал і допуски — але є ще один чинник, який може визначити успіх або невдачу вашого проекту. Обробка поверхні перетворює сирі деталі, отримані фрезеруванням на верстатах з ЧПУ, з функціональних компонентів на готові вироби, придатні до збирання або експлуатації. Розуміння доступних варіантів допоможе вам чітко формулювати технічні вимоги для будь-якого виробника деталей, виготовлених методом ЧПУ, і забезпечить відповідну роботу ваших деталей у повному обсязі.
Функціональні та естетичні покриття
Ось відмінність, яку часто ігнорують багато покупців: не кожне оздоблення виконує одну й ту саму функцію. Деякі види оздоблення переважно покращують зовнішній вигляд, тоді як інші забезпечують критично важливі експлуатаційні переваги, наприклад, захист від корозії або підвищену стійкість до зносу. Розумне визначення технічних вимог означає вибір оздоблення на основі ваших реальних потреб, а не автоматичне вибрання дорогих варіантів, які вам не потрібні.
Поверхня «після механічної обробки»
Найекономічніший варіант передбачає залишення деталей, оброблених методом фрезерування з ЧПУ, у тому стані, в якому їх залишає процес механічної обробки — з поверхневою текстурою, створеною під час обробки. Згідно з галузевими стандартами оздоблення, типові «сирі» (неоздоблені) поверхні мають шорсткість від 1,6 мкм Ra (галузевий стандарт для загальних застосувань) до 3,2 мкм Ra — для деталей, де якість поверхні не є критичною. Це оздоблення підходить, коли:
- Деталі в кінцевих зборках будуть приховані від зору
- Поверхнева текстура не впливає на функціональність
- Обмеження бюджету роблять пріоритетом зниження витрат
- Деталі отримають додаткове оздоблення пізніше в ланцюзі поставок
Полірування та буферація
Коли важлива візуальна привабливість, полірування усуває сліди механічної обробки й створює гладкі, блискучі поверхні. Досягнення шорсткості Ra 0,4 мкм забезпечує майже дзеркальне полірування, необхідне для компонентів, де потрібне мінімальне тертя або преміальний зовнішній вигляд. Однак така гладкість має свою ціну — полірування зазвичай суттєво збільшує тривалість обробки та вартість виробництва фрезерованих деталей.
Піскоструйна обробка
Цей механічний процес направляє скляні кульки на поверхню деталі, створюючи однорідну матову текстуру. Дробоструминна обробка ефективно усуває незначні поверхневі дефекти й підготовлює деталі до подальших процесів нанесення покриттів. Вона особливо популярна для продукції, виготовленої на верстатах з ЧПУ, де бажаний стабільний, непрозорий зовнішній вигляд без додаткових витрат на полірування.
Захисні покриття для агресивних середовищ
Коли ваші деталі піддаються впливу корозійних хімікатів, зовнішнього середовища чи вимогливих експлуатаційних умов, захисні покриття стають необхідними, а не факультативними.
Анодизація
Анодування створює міцний оксидний шар на алюмінієвих деталях, що значно підвищує стійкість до корозії та твердість поверхні. Існує три типи анодування, кожен з яких задовольняє різні потреби:
- Тип I (Хромова кислота): Найтонший шар, що зберігає високу точність розмірів; переважно використовується в авіаційній галузі, де потрібна стійкість до втоми матеріалу
- Тип II (сірчана кислота): Найпоширеніший варіант, що забезпечує оптимальне співвідношення вартості та експлуатаційних характеристик; дозволяє фарбування барвниками для естетичної персоналізації
- Тип III (твердий анодний шар): Найтовщий і найміцніший шар для промислових і військових застосувань, де потрібна надзвичайна стійкість до зносу
Порошкове покриття
Цей універсальний вид оздоблення наноситься у вигляді сухого порошку електростатичним способом, після чого відбувається термічне затвердження з утворенням міцного захисного шару. Порошкове фарбування забезпечує виняткову стійкість до ударів, хімічних речовин і ультрафіолетового випромінювання. Завдяки широкому асортименту кольорів воно поєднує функціональний захист і візуальну привабливість — тому ідеально підходить для споживчих товарів та обладнання для використання на відкритому повітрі.
Варіанти покриття
Металічне покриття — це нанесення тонких шарів захисних або функціональних металів на поверхню деталей:
- Хімічне нікелювання: Рівномірне покриття без використання електричного струму; забезпечує відмінний захист від корозії та твердість навіть на складних геометричних формах
- Хромове покриття: Забезпечує блискучі, дзеркальні поверхні з хорошою стійкістю до зносу
- Зінкова покриття: Економічно ефективний захист від корозії, який широко використовується в автомобільних застосуваннях
- Золоте покриття: Надзвичайна електропровідність для електронних роз’ємів
Пасивація
Для виробів із нержавіючої сталі, виготовлених методом CNC-фрезерування, пасивація підвищує природну стійкість до корозії шляхом видалення вільного заліза з поверхні та сприяння утворенню захисного оксидного шару. Ця хімічна обробка є обов’язковою для медичних та харчових компонентів, де критично важливо запобігти забрудненню.
Вибір оздоблення за призначенням
Підбір правильного оздоблення вимагає поєднання потреб у захисті, вимог до зовнішнього вигляду та бюджетних обмежень. У наведеній нижче таблиці наведено рекомендації щодо відповідності типів оздоблення типовим сферам застосування:
| Завершити тип | Рівень захисту | Зовнішній вигляд | Найкраще застосування | Відносна вартість |
|---|---|---|---|---|
| Як оброблено | Низькими, | Помітні сліди інструменту; функціональний зовнішній вигляд | Внутрішні компоненти, прототипи, приховані деталі | $ |
| Піскоструйна обробка | Низький-Середній | Однорідна матова текстура | Побутова електроніка, підготовка до нанесення покриття | $$ |
| Полірування | Низькими, | Високоглянцева, дзеркальна поверхня | Медичні пристрої, декоративні компоненти, оптичні корпуси | $$$ |
| Анодування (тип II) | Середній-Високий | Матова або напівглянцева; доступна в кількох кольорах | Аерокосмічні кронштейни, товари споживчого призначення, корпуси електронних пристроїв | $$ |
| Анодування (тип III) | Дуже високий | Зазвичай темно-сірий або чорний | Військова техніка, промислове обладнання, поверхні з підвищеним зносом | $$$ |
| Порошкове покриття | Високий | Широкий кольоровий діапазон; гладка або текстурована | Обладнання для використання на відкритому повітрі, автомобільні деталі, товари споживчого призначення | $$ |
| Безелектролітний нікель | Високий | Яскрава металева поверхня | Складні геометрії, гідравлічні компоненти, клапани | $$$ |
| Хромопластировка | Середній-Високий | Високовідбивні, дзеркальні | Автомобільні декоративні елементи, декоративна фурнітура | $$$$ |
| Цинкове покриття | Середній | Сріблясто-блакитний або жовтий хромат | Кріпильні вироби, кронштейни, компоненти автомобільного піддона | $$ |
Згідно з оцінками вартості остаточної обробки, прості види обробки, наприклад, дробоструминна обробка, зазвичай коштують від 30 до 50 доларів США за деталь, тоді як анодування або хімічне нікелювання можуть коштувати від 100 до 200 доларів США за деталь залежно від розміру та складності. Прогнозування цих витрат на етапі проектування запобігає неочікуваним перевищенням бюджету.
Вибір остаточної обробки також впливає на терміни виконання замовлення. Прості види обробки додають до виробництва кілька годин, тоді як складні технології, такі як анодування або електролітичне покриття, подовжують терміни на 24–48 годин — без урахування підготовчих та процесів затвердіння. При оцінці виробників уточнюйте, чи вони виконують остаточну обробку власними силами, чи передають її стороннім підприємствам, що може призвести до додаткових витрат часу на транспортування та ускладнення координації.
Розуміння варіантів оздоблення підготовлює вас до наступного критичного критерію вибору виробника: як різні чинники вартості поєднуються, щоб визначити остаточну ціну за деталь — і де існують можливості оптимізувати ваші інвестиції, не жертвуючи якістю.
Чинники вартості, що впливають на ціну деталей, виготовлених методом ЧПУ
Ось запитання, яке часто ставить покупців у глухий кут: чому дві, здавалося б, однакові деталі повертаються з кардинально різними ціновими пропозиціями? Відповідь полягає у розумінні прихованих чинників вартості, що визначають ціну деталей, виготовлених методом ЧПУ. Незалежно від того, чи співпрацюєте ви з місцевим виробником механічно оброблених деталей, чи з глобальним заводом з виготовлення деталей методом ЧПУ, ті самі фундаментальні чинники формують ваш остаточний рахунок.
Справжні чинники вартості у виробництві методом ЧПУ
Коли ви замовляєте цінову пропозицію на індивідуальні деталі, виготовлені методом ЧПУ, виробники оцінюють кілька змінних, які в сукупності визначають ціну за деталь. Згідно з аналізом цін у галузі , ці чинники ранжуються за ступенем впливу від найвищого до найнижчого:
- Складність дизайну: Складні конструкції з деталізованими елементами або складною геометрією вимагають більш розгорнутої програмування, додаткових налаштувань верстатів і, іноді, спеціалізованого інструменту. Прості конструкції коштують приблизно 20 доларів США за годину обробки, тоді як для складних деталей ставки зростають до 35–70 доларів США за годину.
- Вибір матеріалу: Вартість сировини коливається значно — алюміній коштує 5–10 доларів США за фунт, тоді як нержавіюча сталь — 8–16 доларів США за фунт. Крім ціни матеріалу, його оброблюваність впливає на тривалість циклу та знос інструменту, що ще більше збільшує витрати.
- Вимоги до допусків: Більш жорсткі допуски вимагають зниження швидкостей обробки, частішої заміни інструменту та підвищеної уваги до контролю якості. Вказання допуску ±0,001″ замість ±0,005″ може збільшити час обробки на 50 % або більше.
- Обсяг виробництва: Постійні витрати, такі як програмування та налаштування, розподіляються між усіма одиницями. При малих партіях витрати на одиницю вищі, тоді як великі партії скористаються ефектом економії на масштабі.
- Тип машини: Трикоординатні верстати зазвичай працюють за ставкою 10–20 доларів США за годину, тоді як п’ятикоординатні верстати коштують 20–40 доларів США за годину через їхні передові можливості та складність експлуатації.
- Вимоги до остаточної обробки: Кожне додаткове оздоблення — анодування, металізація, полірування — збільшує трудовитрати, час роботи обладнання та витрати на матеріали у вашому проекті.
Розуміння цієї ієрархії допомагає вам визначити пріоритетні напрямки оптимізації. Невелика зміна складності конструкції часто забезпечує більшу економію коштів, ніж заміна матеріалу.
Ціноутворення за обсягом та ефект масштабу
Уявіть собі замовлення одного прототипу порівняно з замовленням 1000 виробничих деталей. Програмування, підготовка CAD-моделі та налагодження обладнання виконуються лише один раз — незалежно від кількості замовлених одиниць. Це створює обернену залежність між обсягом замовлення та собівартістю однієї одиниці, яку фахівці з виготовлення деталей для машин вважають найпотужнішим доступним інструментом зниження витрат.
Ось як ці цифри виглядають на практиці:
- Одиночний блок: Повні витрати на налагодження та програмування припадають на одну деталь — найвища ціна за одиницю
- 5 одиниць: Ціна за одиницю знижується приблизно на 50 % порівняно з ціною за одну одиницю
- 100 одиниць: Витрати на налагодження стають незначними на одну деталь; основними чинниками ціноутворення є вартість матеріалу та тривалість циклу обробки
- 1000+ одиниць: Ціна за одиницю може знизитися до 10–20 % вартості окремої одиниці
Для механічно оброблюваних деталей, призначених для виробництва, об’єднання замовлень у більші партії — навіть якщо це означає зберігання певних запасів — часто значно зменшує загальні витрати на проект. Багато виробників деталей для ЧПУ-верстатів пропонують градуйовані цінові структури, що заохочують замовлення великих обсягів.
Невеликі обсяги замовлень також створюють практичні труднощі. Згідно з галузевими даними, багато постачальників встановлюють мінімальні вимоги до обсягів замовлення, які можуть перевищувати потреби низьковольтного виробництва. Під час прототипування враховуйте цей факт у процесі вибору постачальника.
Збалансування якості та бюджету
Кожне рішення, прийняте вами на етапі проектування до надсилання файлів на завод з виготовлення деталей для ЧПУ-верстатів, впливає на технологічність виготовлення — і на вартість. Розумні покупці оптимізують свої конструкції з метою виробництва, а не розглядають механічну обробку як другорядний етап.
Розгляньте такі стратегії проектування, що зменшують витрати без утрати функціональності:
- Уникайте глибоких порожнин: Порожнини з глибиною, значно більшою за ширину, вимагають спеціального інструменту та зниження швидкості обробки
- Використовуйте стандартні розміри отворів: Дотримання стандартних інтервалів діаметрів свердел (крок 1/64″) усуває необхідність у спеціальному інструменті
- Круглі внутрішні кути: Гострі внутрішні кути вимагають спеціального інструменту й підвищують складність — заокругліть ці краї
- Збільште товщину стінок: Деталі з тонкими стінками вимагають більш точного контролю й спеціальних пристосувань, що збільшує вартість
- Обмежте нарізання різьби: Кожна різьбова деталь додає час обробки; за можливості розгляньте альтернативні методи кріплення
- Пропустіть непотрібний текст: Тиснення або гравірування додають час обробки без функціональної користі, якщо це не потрібно для ідентифікації
Взаємозв'язок між термінами виконання замовлення та ціноутворенням також заслуговує уваги. Стандартні терміни виконання дозволяють виробникам ефективно планувати ваше замовлення разом із іншими проектами. Прискорені замовлення — зокрема ті, що вимагають швидкого закупівельного забезпечення матеріалів або роботи в понаднормовий час — можуть збільшити витрати на 25–50 % або більше. Заздалегідь продумане планування залишається найбільш ігнорованою стратегією зниження витрат.
Порівнюючи комерційні пропозиції на нестандартні деталі, виготовлені на верстатах з ЧПУ, та стандартні компоненти з каталогу, пам’ятайте, що для нестандартних виробів завжди передбачено додаткові витрати на програмування та підготовку обладнання. Однак нестандартні деталі забезпечують саме те, що потрібно вашому застосуванню, і, можливо, дозволяють уникнути додаткових операцій обробки або збірки, які можуть знадобитися при використанні стандартних компонентів.
Практичний підхід передбачає використання цієї формули для оцінки того, чи є проект фінансово вигідним:
Розрахункова вартість = (Вартість матеріалу + Вартість підготовки) + (Час механічної обробки × Погодинна ставка) + Вартість остаточної обробки
Цей розподіл допомагає вам визначити, які складові вартості мають найбільший потенціал для оптимізації у вашому конкретному проекті. Маючи чітке розуміння чинників вартості, ви готові оцінювати потенційних виробничих партнерів за критеріями, що справді мають значення: їхніми можливостями, системами забезпечення якості та здатністю постійно надавати результати високої якості за конкурентоспроможними цінами.

Як обрати правильного виробника деталей для ЧПУ
Ви володієте технічними основами — процесами, матеріалами, допусками та видами обробки поверхонь. Тепер настає рішення, яке визначає, чи перетвориться вся ця експертиза на успішні деталі: вибір правильного виробничого партнера. Вибір постачальника деталей для обробки на верстатах з ЧПУ — це не просто пошук найнижчої цінової пропозиції. Це пошук партнера, чиї можливості, системи забезпечення якості та практики комунікації відповідають вимогам вашого проекту.
Оцінка можливостей виробника
Під час оцінки потенційних виробників оброблених деталей необхідний системний підхід, який виходить за межі поверхневих заяв.
Оцінка обладнання та технологій
Постачальник оброблених деталей, оснащений сучасними багатоосевими обробними центрами, демонструє здатність виконувати складні геометричні форми. Однак не зупиняйтеся лише на кількості верстатів — дослідіть такі конкретні фактори:
- Вік і стан верстата: Новіші верстати, як правило, забезпечують вищу точність (менші допуски) та меншу кількість простоїв
- Інтеграція програмного забезпечення CAD/CAM: Сучасне програмне забезпечення дозволяє швидше створювати програми та зменшує кількість помилок при перекладі ваших конструкторських файлів
- Можливості автоматизації: Роботизоване завантаження, палетні системи та обробка «у темряві» свідчать про ефективність виробництва
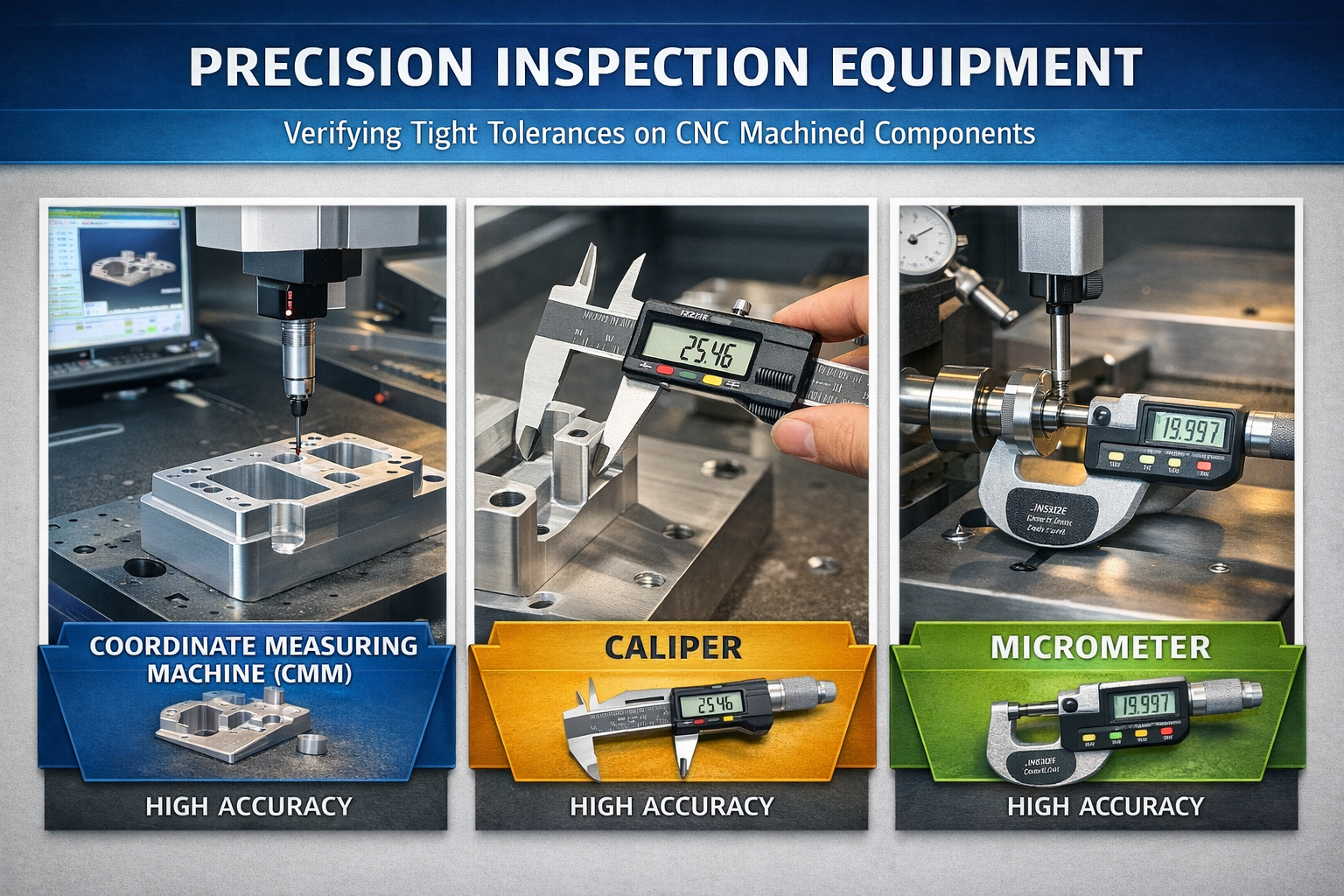
- Обладнання для перевірки: Координатно-вимірювальні машини (КВМ), оптичні компаратори та прилади для вимірювання шорсткості поверхні підтверджують заяви щодо точності
Експертиза в галузі матеріалів є ще одним критичним показником потенціалу. Виробники механічно оброблюваних компонентів, які мають досвід роботи з вашим конкретним матеріалом — незалежно від того, чи це алюміній, титан чи інженерні пластики, — здатні передбачити труднощі, пов’язані з обробкою, та відповідно оптимізувати технологічні процеси. Широкий асортимент матеріалів свідчить про технічну компетентність та гнучкість у різних застосуваннях.
Оцінка виробничої потужності
Чи здатний виробник виконати як ваш поточний замовлення, так і майбутні обсяги? Оцініть такі показники потужності:
- Кількість верстатів, спеціалізованих для виготовлення вашого типу деталей (фрезерування, токарна обробка або електроерозійна обробка)
- Графік змін — одна, дві або круглодобова робота
- Поточне завантаження потужностей та типові строки виконання замовлень
- Масштабованість від прототипних партій до серійного виробництва
Постачальник із масштабованою потужністю зменшує ризик виникнення «вузьких місць», коли ваш проект переходить від стадії прототипування до повномасштабного виробництва. Для автомобільних застосувань виробники, такі як Shaoyi Metal Technology ілюструють цю можливість, пропонуючи швидке прототипування з термінами виготовлення вже через один робочий день і одночасно забезпечуючи безперебійне масштабування до обсягів серійного виробництва — така комбінація підтримує гнучкі цикли розробки продуктів.
Системи якості, що мають значення
Крім сертифікатів, розміщених на веб-сайтах, розуміння того, як виробники фактично реалізують контроль якості, відрізняє надійних партнерів від тих, хто просто «відмічає пункти» щодо відповідності вимогам.
Статистичний контроль процесу (SPC)
Статистичне управління процесами (SPC) є «золотим стандартом» для моніторингу процесів у точному виробництві. Замість перевірки деталей після їх завершення — коли дефекти вже виникли — SPC відстежує змінні процесу в режимі реального часу, що дозволяє операторам виявляти відхилення до того, як вони призведуть до виготовлення бракованих деталей.
Згідно дослідження систем управління якістю , ефективна реалізація SPC забезпечує вимірні переваги:
- Раннє виявлення зносу інструменту до того, як він вплине на розмірну точність
- Метрики придатності процесу (значення Cpk), що демонструють стабільну роботу
- Аналіз трендів, що запобігає поступовому зміщенню параметрів у напрямку граничних допусків
- Документація, що підтверджує вимоги до відстежуваності
При оцінці потенційного постачальника компонентів для обробки на ЧПУ запитайте про його впровадження статистичного контролю процесів (SPC). Виробники з системами якості, підтримуваними SPC — наприклад, підприємства, сертифіковані за IATF 16949 — демонструють зобов’язання щодо запобігання дефектам, а не лише їх виявлення.
Протоколи інспекції
Ефективний контроль виходить за межі простої наявності дорогого обладнання. Дослідіть робочий процес контролю виробника:
- Первинний контрольний огляд (FAI): Повна перевірка геометричних параметрів перед початком серійного виробництва
- Поточний контроль: Регулярні перевірки під час виробництва, що дозволяють вчасно виявити проблеми
- Остаточна перевірка: Повна перевірка відповідності вашим технічним вимогам перед відправленням продукції
- Документація: Звіти про контроль, сертифікати на матеріали та документи, що забезпечують відстежуваність
Найкращі постачальники підтримують рівень скарг значно нижче середньогалузевого завдяки системним підходам до забезпечення якості. Подвійна процедура тестування — контроль безпосередньо на виробничому місці та незалежне підтвердження — зменшує частку дефектів, що досягають клієнтів, до часток відсотка.
Червоні прапори, на які слід звертати увагу
Досвід навчає покупців розпізнавати попереджувальні ознаки, які передбачають майбутні проблеми. Звертайте увагу на такі індикатори під час оцінки:
- Нечіткі заяви про можливості: Виробники, які не можуть вказати можливості щодо допусків або експертні знання у сфері матеріалів, можуть не мати справжньої кваліфікації
- Ціни значно нижчі за конкурентів: Нереалістично низькі цитати часто свідчать про скорочення витрат на матеріали, контроль якості або про приховані збори, які з’являються пізніше
- Небажанням надавати рекомендації: Стабільні постачальники охоче надають контакти клієнтів для перевірки своїх можливостей
- Погана комунікація та несвоєчасні відповіді: Повільна або неповна відповідь під час надання цитат передбачає аналогічні проблеми й під час виробництва
- Відсутні або прострочені сертифікати: Завжди перевіряйте актуальність сертифікатів безпосередньо у відповідних органах
- Відсутність спеціалізованого управління проектами: Складні компоненти з ЧПУ потребують технічного супроводу протягом усього виробничого процесу — постачальники без інженерної підтримки залишають вас самотніми перед обличчям проблем
Згідно з дослідженнями оцінки постачальників, прозорі цінові структури мають таке саме значення, як і кінцева сума. Детальна комерційна пропозиція, що розбиває вартість матеріалів, час обробки та послуг остаточної обробки, свідчить про те, що постачальник розуміє власну структуру витрат — а отже, може забезпечувати стабільну цінову політику та якість.
Формування продуктивних відносин із постачальниками
Пошук правильного виробника — лише початок. Для максимізації вартості необхідно будувати співпрацю, яка приносить користь обом сторонам.
Практики комунікації
Чітке спілкування запобігає непорозумінням, що призводять до затримок, повторної роботи та роздратування. Оцінюйте потенційних партнерів за такими критеріями:
- Час відповіді на технічні запити
- Наявність інженерної підтримки для оптимізації конструкції
- Превентивне спілкування щодо стану виробництва або потенційних проблем
- Мовні компетенції, що відповідають потребам вашої команди
Постачальники, які надають спеціалізованих менеджерів з проектів, забезпечують краще супроводження на етапах проектування та виробництва. Цей єдиний контактний пункт спрощує координацію й гарантує, що ваші вимоги не будуть втрачені під час взаємодії між різними відділами.
Переваги довгострокових партнерств
Розгляд закупівлі компонентів для ЧПУ-верстатів як транзакційного процесу обмежує ту цінність, яку можна отримати від виробничих партнерств. Довготривалі співпраці надають переваги, яких неможливо досягти за разових замовлень:
- Оптимізація процесів: Постачальники, які добре знайомі з вашими деталями, постійно підвищують ефективність виробництва
- Пріоритетне планування: Складені відносини часто означають пріоритетне обслуговування під час обмежень виробничих потужностей
- Введення проекту: Досвідчені партнери виявляють проблеми з вироблюваністю ще до того, як вони перетворяться на дорогостоячі ускладнення
- Програми управління запасами: Комплексні замовлення та системи кандбан зменшують ваші витрати на зберігання запасів
Перелік критеріїв оцінки виробників
Використовуйте цей комплексний перелік критеріїв під час порівняння потенційних постачальників компонентів для ЧПУ-обробки:
| Категорія оцінки | Ключові запитання | Що слід шукати |
|---|---|---|
| Технічні можливості | Які типи верстатів і конфігурації осей доступні? Які системи CAD/CAM використовуються? | Багатовісні верстати, сучасне програмне забезпечення, можливості автоматизації |
| Експертиза з матеріалами | Які матеріали ви зазвичай обробляєте? Чи можете навести приклади? | Досвід роботи з вашими конкретними матеріалами; широкий асортимент продукції свідчить про універсальність |
| Сертифікація якості | Які галузеві сертифікати ви маєте? Коли їх було останнє разу перевірено? | Поточний мінімум — ISO 9001; IATF 16949 — для автомобільної промисловості; AS9100 — для авіаційно-космічної промисловості |
| Якісні системи | Як ви реалізуєте статистичне управління процесами (SPC)? Яке обладнання для контролю якості ви використовуєте? | Можливості координатно-вимірювальних машин (КВМ), задокументовані процедури SPC, протоколи контролю якості під час виробництва |
| Потужність виробництва | Які типові строки виконання замовлень? Чи здатні ви масштабувати виробництво від прототипування до серійного випуску? | Реалістичні терміни виконання, доведена здатність до масштабування, планування заходів на випадок непередбачених обставин |
| Зв'язок | Хто буде моїм основним контактним лицем? Як ви вирішуєте технічні запитання? | Предоставлення спеціалізованого управління проектами, доступність інженерної підтримки, оперативність реагування |
| Прозорість цін | Чи можете ви надати детальний розрахунок вартості? | Чітке розділення вартості матеріалів, механічної обробки, остаточної обробки та підготовки обладнання |
| Репутація | Чи можете ви надати рекомендації від клієнтів? Який ваш показник своєчасної доставки? | Перевірені рекомендації, показник своєчасної доставки понад 95 %, низький рівень скарг |
Для покупців, які закуповують автомобільні компоненти з ЧПУ, сертифікат IATF 16949 забезпечує необхідну гарантію готовності постачальника до виконання вимог галузі, що є надзвичайно жорсткими. Виробники, такі як Shaoyi Metal Technology, поєднують цей сертифікат із системами контролю якості на основі статистичного процесного контролю (SPC) та можливостями швидкого прототипування — саме таке поєднання повинні шукати покупці при створенні автомобільних ланцюгів поставок, які забезпечують баланс між швидкістю, якістю та економічною ефективністю.
Маючи на руках системний підхід до оцінки виробників, ви готові перейти від оцінки до дій. Останнім кроком є перетворення ваших вимог у чіткі специфікації та встановлення продуктивних робочих відносин, що забезпечують стабільні результати протягом тривалого часу.
Практичне втілення ваших вимог до деталей для ЧПУ
Ви ознайомилися з ключовими факторами, які найчастіше упускають із уваги покупці, — тепер настав час застосувати ці знання на практиці. Перехід від дослідження до реальних результатів вимагає структурованого підходу, що перетворює ваше розуміння деталей, виготовлених на верстатах з ЧПУ, на успішні результати проектів. Давайте детально розглянемо, як саме це зробити.
Ваш план закупівлі деталей для ЧПУ
Готові закупити свою наступну деталь для ЧПУ? Дотримуйтесь цієї перевіреної послідовності, щоб мінімізувати ризики та максимізувати результати:
- Остаточно узгодьте файли конструкторської документації: Підготуйте повні 3D-моделі у загальноприйнятих форматах (STEP, IGES) разом із супутніми 2D-кресленнями, де чітко вказані критичні допуски, вимоги до шорсткості поверхонь та матеріалів
- Чітко визначте свої специфікації: Клас матеріалу документа, вимоги до допусків для кожного критичного розміру, специфікації обробки поверхні та будь-які галузеві сертифікати, що вимагаються
- Визначте потенційних виробників: Проведіть попередній відбір постачальників за можливостями їх обладнання, наявністю відповідних сертифікатів та досвідом роботи у вашій конкретній сфері застосування
- Запитайте детальні комерційні пропозиції: Надішліть запити про ціни (RFQ) із повною документацією й попросіть надати розподілене за статтями розбиття вартості з окремим зазначенням вартості матеріалу, механічної обробки та остаточної обробки
- Оцініть та порівняйте отримані відповіді: Оцініть технічну спроможність, системи забезпечення якості, оперативність комунікації та загальну вартість — а не лише ціну
- Проведіть перевірку (due diligence): Перевірте наявність сертифікатів, запросіть рекомендації та підтвердіть зобов’язання щодо термінів виконання замовлення перед їх розміщенням
- Розпочніть з валідації прототипу: Замовте зразки в невеликих кількостях, щоб перевірити точність розмірів і якість обробки перед запуском у серійне виробництво
Від технічного завдання до виробництва
Чітке спілкування запобігає дорогоцінним недорозумінням. Надсилаючи вимоги до вашої деталі, обробленої на верстатах з ЧПУ, обов’язково включіть такі ключові елементи:
- Таблиці допусків: Вкажіть, які розміри є критичними, а які — стандартними; уникайте надмірно жорстких допусків для некритичних (нефункціональних) елементів
- Сертифікації матеріалів: Вкажіть, чи потрібні вам сертифікати випробувань матеріалу (mill test reports) або спеціальна прослідковість матеріалу
- Вимоги до інспектування: Визначте вимоги до інспекції першого зразка та очікування щодо постійної документації з контролю якості
- Особливості збирання оброблених деталей: Якщо ваша деталь взаємодіє з іншими компонентами, надайте креслення суміжних деталей або контекст збирання
Згідно з експертами з підготовки конструкторської документації, консультації з технологами виробника на етапі проектування можуть знизити витрати на 20–30 %, одночасно покращуючи технологічність виготовлення. Такий співпраця дозволяє виявити потенційні проблеми ще до того, як вони перетворяться на дорогі виробничі ускладнення.
Наступний крок
Маючи на озброєнні дев'ять ключових факторів, розглянутих у цьому посібнику, ви зможете приймати обґрунтовані рішення щодо закупівель, які забезпечують оптимальний баланс між якістю, вартістю та надійністю. Незалежно від того, чи потрібна вам одна деталь для ЧПУ-верстата для прототипування, чи тисячі компонентів для серійного виробництва, принципи залишаються незмінними: чітко визначайте вимоги, системно оцінюйте постачальників і будуйте довірчі відносини з кваліфікованими партнерами.
Для автомобільних застосувань, де потрібні точні складальні вузли шасі, спеціальні металеві втулки або інші критичні компоненти, виробники з сертифікатом IATF 16949 та системами контролю якості, заснованими на статистичному контролі процесів (SPC), забезпечують ту стабільність, яка необхідна вашому ланцюгу поставок. Shaoyi Metal Technology це наглядно демонструє таку комплексну потужність — пропонуючи послуги точного фрезерування на ЧПУ-верстатах, які охоплюють весь спектр від швидкого прототипування з термінами виготовлення всього один робочий день до повного масового виробництва.
Ваш наступний проект деталей, виготовлених на ЧПУ-верстатах, починається з одного кроку: підготовки технічних специфікацій та зв’язку з кваліфікованими виробниками, які зможуть перетворити ваші конструкції на точні компоненти. Знання, які ви отримали тут, забезпечують, що ця розмова почнеться з позиції обізнаної впевненості.
Поширені запитання щодо виробництва деталей методом ЧПУ
1. Що таке ЧПУ-обробка та як вона працює?
Обробка на верстатах з ЧПУ — це субтрактивний виробничий процес, у якому попередньо запрограмоване комп’ютерне програмне забезпечення керує різальними інструментами для виготовлення точних деталей із первинних матеріалів. Процес починається з CAD-файлу, що містить специфікації деталі, який перетворюється на G-код, зрозумілий верстатам з ЧПУ. Потім верстат виконує кожну траєкторію різання з механічною точністю, досягаючи допусків до ±0,0002 дюйма для стандартної обробки та ±0,0001 дюйма для операцій електроерозійної обробки (EDM). Ця технологія забезпечує повторювану точність незалежно від того, чи виготовляється 10, чи 10 000 однакових одиниць.
2. Які сертифікати слід шукати у виробника деталей методом ЧПУ?
Сертифікації, які вам потрібні, залежать від вашої галузі. ISO 9001 є базовою сертифікацією з управління якістю для загального машинобудування. IATF 16949 є обов’язковою для автомобільної галузі й спрямована на запобігання дефектам та забезпечення прослідковості. AS9100 є обов’язковою для аерокосмічних компонентів і охоплює управління конфігурацією та перевірку першого зразка. ISO 13485 регулює виробництво медичних виробів із суворими вимогами до управління ризиками. Акредитація NADCAP підтверджує якість спеціальних процесів, наприклад термічної обробки, у аерокосмічній галузі. Перед початком співпраці з виробником завжди перевіряйте дійсність сертифікатів безпосередньо у відповідних органах, що їх видали.
3. Скільки коштує обробка на верстатах з ЧПУ?
Вартість обробки на ЧПК-верстатах залежить від кількох факторів, упорядкованих за ступенем їх впливу: складність конструкції (прості конструкції коштують 20 дол. США/год, тоді як складні деталі — 35–70 дол. США/год), вибір матеріалу (алюміній — 5–10 дол. США/фунт, нержавіюча сталь — 8–16 дол. США/фунт), вимоги до точності виготовлення (зменшення допусків може збільшити час обробки на 50 %), обсяг виробництва (витрати на підготовку розподіляються між усіма одиницями), тип верстата (3-вісеві верстати — 10–20 дол. США/год, 5-вісеві верстати — 20–40 дол. США/год) та вимоги до остаточної обробки. Завдяки економії від масштабу вартість однієї деталі може знизитися до 10–20 % від ціни одиночної деталі при замовленні 1000 і більше одиниць.
4. Які матеріали можна обробляти на верстатах з ЧПУ?
ЧПУ-верстати працюють з широким спектром металів і пластмас. Алюміній 6061 забезпечує найкращі загальні експлуатаційні характеристики для деталей загального призначення завдяки відмінній оброблюваності. Сталь і нержавіюча сталь забезпечують вищу міцність і стійкість до корозії для вимогливих застосувань. Латунь має відмінну оброблюваність і використовується для електричних роз’ємів та декоративної фурнітури. Титан має найвище співвідношення міцності до ваги й застосовується в авіакосмічній галузі та для медичних імплантатів. Інженерні пластмаси, такі як дельрін, нейлон, ПЕЕК і ПТФЕ, мають переваги, зокрема меншу вагу, стійкість до хімічних речовин і електричну ізоляцію для певних застосувань.
5. Як обрати між фрезеруванням на ЧПУ, токарною обробкою та електроерозійною обробкою (EDM)?
Оберіть відповідно до геометрії та матеріалу вашої деталі. Фрезерування на CNC-верстатах використовує обертові фрези на нерухомих заготовках і є ідеальним для обробки плоских поверхонь, карманів, пазів та тривимірних контурів на призматичних деталях. Токарна обробка на CNC-верстатах передбачає обертання заготовки навколо нерухомого інструменту й найкраще підходить для циліндричних деталей, таких як валі, втулки та різьбові компоненти. Електроерозійна обробка (EDM) використовує електричні іскри для ерозії матеріалу без фізичного контакту — це необхідно для обробки загартованих інструментальних сталей, гострих внутрішніх кутів та делікатних деталей, які не можуть витримувати зусилля різання. Багато проектів вимагають застосування кількох технологій, тому виробники, які мають усі ці можливості в одному місці, мають перевагу щодо контролю якості.