 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Автомобільне лиття під тиском: майбутнє елементів шасі
Коротко
Автомобільне лиття під тиском — це високотехнологічний процес виробництва, при якому розплавлений метал, зазвичай сплави алюмінію, цинку або магнію, впресовується в сталеву форму для створення міцних, легких і складних компонентів шасі. Ця технологія має критичне значення для сучасного автомобілебудування, оскільки дозволяє значно зменшити вагу, об'єднати кілька деталей в одну та покращити загальну міцність конструкції й експлуатаційні характеристики.
Основи технології автомобільного лиття під тиском
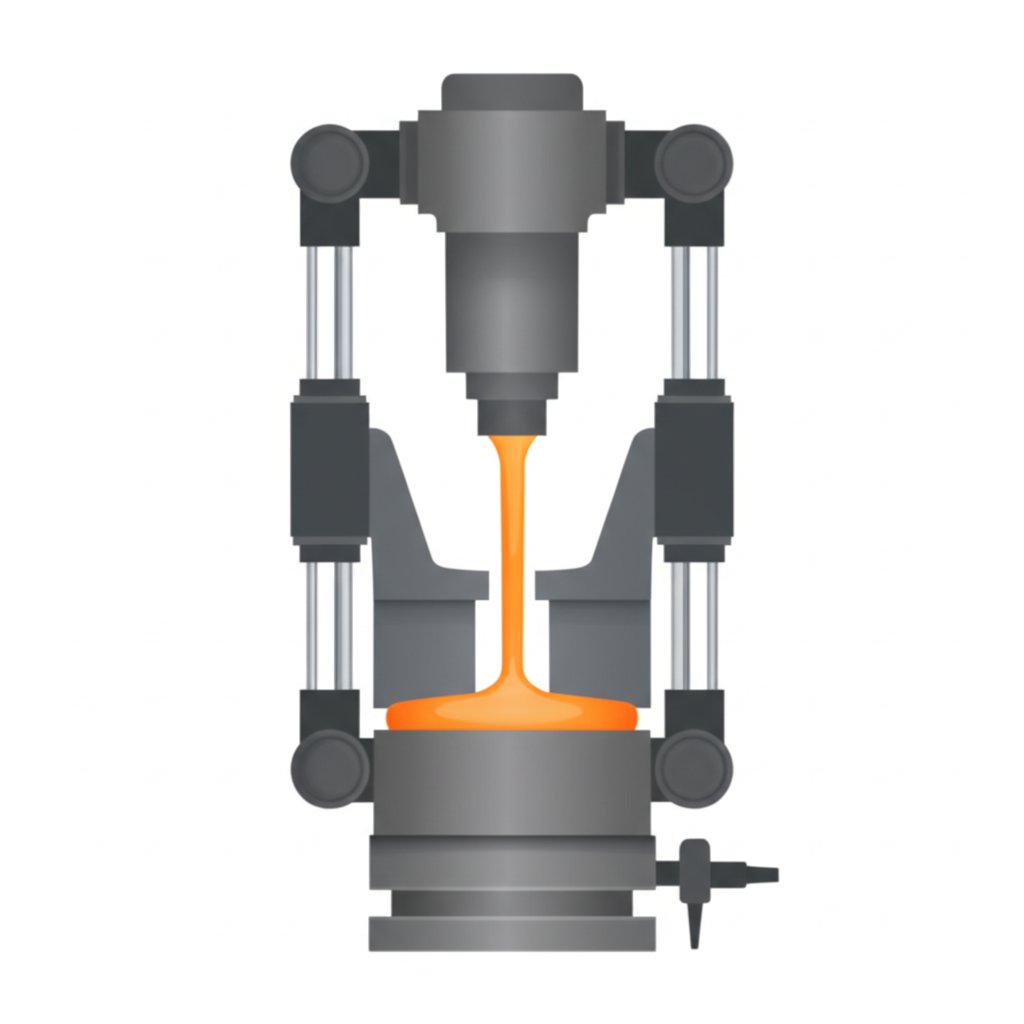
На суті, лиття під тиском у автомобільній промисловості — це високоефективний автоматизований виробничий процес, призначений для масового виробництва складних металевих деталей. Ця техніка полягає у примусовому впресовуванні розплавленого кольорового металу в багаторазову сталеву форму, що називається матрицею, під надзвичайним тиском. Цей тиск зберігається під час охолодження та затвердіння металу, внаслідок чого утворюється деталь, яка точно відповідає складній геометрії форми. Цей метод особливо підходить для виготовлення великої кількості невеликих або середніх виливків, що робить його одним із найпоширеніших процесів лиття в автомобільній промисловості.
Компоненти установки для лиття під тиском мають вирішальне значення для її успіху. Основні елементи включають двочастинну сталеву матрицю (матрицю кришки та матрицю виштовхування), сплав розплавленого металу та ін’єкційну машину. Ці машини поділяються на два основні типи: машина гарячої та холодної комірки. Машини гарячої комірки, що використовуються для сплавів з нижчою температурою плавлення, таких як цинк, мають вбудовану піч. Машини холодної комірки використовуються для сплавів з високою температурою плавлення, таких як алюміній, де метал плавиться в окремій печі, а потім переносяться до ін’єкційної системи. Вибір між ними залежить від матеріалу, що виливається, та конкретних вимог компонента.
Процес лиття під високим тиском відбувається за точним алгоритмом, щоб забезпечити якість і узгодженість. Цей автоматизований цикл дозволяє досягти високої швидкості виробництва, що є необхідним для задоволення потреб автомобільного виробництва. Основні етапи такі:
- Підготовка матриці: Внутрішні поверхні двох половин матриці очищаються та змащуються мастилом. Це мастило допомагає регулювати температуру матриці та полегшує вилучення готової деталі.
- Закриття матриці: Дві половини матриці міцно закриваються та стягуються за допомогою потужного гідравлічного преса литтєвої машини.
- Ін'єкція: Розплавлений метал впорскується в порожнину матриці на великій швидкості та під екстремальним тиском, який зазвичай становить від 1500 до 25 400 psi. Швидке заповнення забезпечує повне формування навіть тонкостінних ділянок деталі до того, як метал затвердіє.
- Охолодження та затвердження: Після заповнення порожнини тиск підтримується постійним, поки розплавлений метал охолоджується та затвердіває, набуваючи форми матриці.
- Викид: Половини матриці розкриваються, і затверділе виливок, відоме як «заряд», виштовхується з ежекторної половини матриці за допомогою системи виштовхувачів.
- Шейк-аут: Готову деталь відокремлюють від зайвого матеріалу, такого як литникові канали, ворота й облої, які потім переплавляють для повторного використання.
Цей метод суттєво відрізняється від інших технологій виробництва, таких як штампування та зварювання, які вимагають збирання кількох окремих деталей. Оскільки лиття під тиском дозволяє створити єдиний інтегрований компонент, воно скорочує час збирання та потенційні місця відмов. Для інших критичних компонентів, які потребують надзвичайної міцності, також застосовують такі процеси, як кування. Наприклад, деякі виробники спеціалізуються на прецизійних кованих автозапчастин для автомобілебудування для виготовлення компонентів, де найвища міцність є пріоритетною.
Основні матеріали для компонентів шасі: порівняльний аналіз
Вибір правильного матеріалу є ключовим для успішного лиття під тиском компонентів шасі автомобілів. Найпоширенішими є кольорові метали, які цінуються за унікальну сукупність властивостей, що відповідає цілям галузі щодо зменшення ваги та підвищення продуктивності. Основними сплавами є алюміній, цинк та магній, кожен з яких має свої переваги для певних застосувань у шасі та кузові автомобіля.
Сплави алюмінію є найпоширенішим варіантом у галузі автомобільного лиття під тиском завдяки чудовому співвідношенню міцності до ваги, стійкості до корозії та високої теплопровідності. Ці властивості роблять їх ідеальними для конструкційних елементів, таких як рами шасі, кріплення підвіски та блоки двигунів, де важливо зменшити вагу без погіршення міцності. Як зазначають експерти галузі, спеціалізовані процеси, такі як лиття під тиском з ущільненням, особливо ефективні для виготовлення високощільних алюмінієвих рам шасі та передніх поворотних кулаків.
Сплави цинку цінуються за їхню виняткову рухливість, яка дозволяє лити їх у дуже тонкостінні та складні форми з високим ступенем точності та гладкою поверхнею. Згідно з Bruschi, лідером у галузі цинкового лиття під тиском , цей матеріал також має високу ударну міцність і пластичність, що робить його придатним для компонентів, які потребують довговічності та якісної обробки поверхні, наприклад, корпусів датчиків та електронних модулів у складі шасі. Простота лиття та здатність забезпечувати тривалий термін служби форм також роблять його економічно вигідним варіантом для невеликих складних деталей.
Магній є найлегшим із поширених конструкційних металів і має найкраще співвідношення міцності до ваги. Це робить його преміальним варіантом для застосувань, де зменшення ваги є абсолютним пріоритетом, наприклад, у високопродуктивних транспортних засобах або компонентах електромобілів, де важливо компенсувати важкі акумуляторні блоки. Магній легко обробляється і забезпечує хорошу стабільність розмірів, що робить його придатним для складних деталей, таких як каркаси керма та опори панелі приладів.
Для полегшення вибору матеріалу нижче наведено пряме порівняння цих ключових сплавів:
| Матеріал | Ключові властивості | Відносна вага | Відносна вартість | Поширені області застосування в шасі |
|---|---|---|---|---|
| Алумінієвими сплавами | Відмінне співвідношення міцності до ваги, стійкість до корозії, висока теплопровідність. | Середня | Низький | Рами шасі, елементи підвіски, блоки двигунів, картери трансмісій. |
| Сплави цинку | Висока пластичність і ударна міцність, чудова рухливість для тонких стінок, винятковий стан поверхні. | Високих | Низький | Корпуси сенсорів, електронні кришки, шестерні натяжників, кріплення. |
| Сплави магнію | Найлегший конструкційний метал, найвище співвідношення міцності до ваги, відмінна оброблюваність різанням. | Дуже низька | Високих | Каркаси панелей приладів, елементи керма, роздавальні коробки. |
Ключові переваги: як лиття під тиском революціонізує продуктивність і ефективність шасі
Використання лиття під тиском для компонентів шасі автомобілів надає перетворювальні переваги, які безпосередньо вирішують найгостріші проблеми галузі: підвищення паливної ефективності, поліпшення продуктивності та збільшення швидкості виробництва. Завдяки можливості виготовлення легких, міцних і геометрично складних деталей ця технологія стала незамінною для сучасного автомобілебудування. Переваги простягаються від етапу проектування до рухових характеристик автомобіля та його загальної довговічності.
Найважливішою перевагою є значне зменшення ваги. Легші автомобілі потребують менше енергії для прискорення та підтримання швидкості, що безпосередньо призводить до кращої паливної економії у двигунах внутрішнього згоряння та збільшення запасу ходу в електромобілях (EV). Лиття під тиском дозволяє інженерам замінювати важкі багатодетальні сталеві вузли на окремі, легші компоненти з алюмінію або магнію. Згідно з Proterial America, Ltd. , використання лиття під високим тиском з алюмінію у вакуумі призвело до зменшення маси транспортного засобу приблизно на 30 % порівняно з традиційними методами виробництва. Це скорочення є ключовим фактором для виконання суворих стандартів викидів і очікувань споживачів щодо ефективності.
Ще однією революційною перевагою є об'єднання компонентів. Традиційні рами шасі часто виготовляють шляхом штампування та зварювання багатьох окремих сталевих деталей. Цей багатоетапний процес є трудомістким і створює кілька потенційних точок слабкості у з'єднаннях. Лиття під тиском дозволяє конструкторам створювати єдиний складний компонент, який інтегрує функції багатьох менших деталей. Proterial також зазначає, що кількість окремих компонентів у передній рамі може бути значно зменшена, що спрощує збірку, знижує витрати на виробництво та покращує міцність і жорсткість шасі. Це забезпечує кращу керованість, комфорт під час руху та безпеку транспортного засобу.
Основні переваги лиття під тиском для компонентів шасі автомобілів можна узагальнити наступним чином:
- Покращена ефективність використання палива та дальність поїздки на електромобілях: Істотне зменшення ваги безпосередньо призводить до нижчого споживання енергії.
- Покращені структурні характеристики: Одноелементні компоненти забезпечують вищу міцність, жорсткість і розмірну стабільність порівняно зі звареними вузлами.
- Гнучкість дизайну: Процес дозволяє створювати складні та заплутані геометрії, які були б неможливими або надто дорогими при використанні інших методів, оптимізуючи деталі за міцністю та вагою.
- Економічно ефективне виробництво: Високий рівень автоматизації, швидкі цикли та знижені потреби у збиранні зменшують загальну вартість кожної деталі при масовому виробництві.
- Збільшена довговічність: Деталі, виготовлені литтям під тиском, мають високу стійкість до зносу, що сприяє довгостроковій надійності автомобіля, як детально описано в Autocast Inc .
У кінцевому підсумку ці переваги поєднуються, щоб створити кращий автомобіль. Легша та жорсткіша рама покращує керованість і прискорення, тоді як точні розміри деталей ливарного виливки забезпечують стабільну якість і посадку. Ця технологія дає змогу автовиробникам створювати безпечніші, ефективніші та краще функціонуючі транспортні засоби, які відповідають змінним вимогам світового ринку.
Тенденції ринку та майбутнє ливарства в автомобільній галузі
Ринок автомобільних литих деталей — це не просто зрілий виробничий процес; це динамічний і стрімко розвиваючийся сектор, який очікує значне розширення, зумовлене насамперед трансформаційними змінами в самій автомобільній галузі. Зростання електромобілів (EV) і невпинне прагнення до виробничої ефективності створюють потужні сприятливі умови для технології лиття під тиском. У міру руху галузі вперед кілька ключових тенденцій формують її майбутній шлях, обіцяючи подальші інновації в матеріалах, процесах і сферах застосування.
Прогнози зростання ринку відображають цей оптимістичний погляд. Згідно зі звітом Metastat Insight, ринок алюмінієвого лиття під тиском автозапчастин, як очікується, досягне 45 249,2 млн доларів США до 2031 року, з середнім щорічним темпом зростання (CAGR) 6,9%. Це зростання зумовлено збільшенням виробництва транспортних засобів у глобальному масштабі та зростаючим попитом на легкі компоненти для покращення економії палива та дальності ходу акумуляторів EV. Необхідність компенсувати значну вагу акумуляторних блоків у електромобілях зробила алюмінієве лиття під тиском критично важливою технологією для революції електромобільності.
Технологічний прогрес також розширює межі можливого. Нові методи, такі як вакуумне та прес-лиття, набувають популярності. Ці передові методи зводять до мінімуму пористість кінцевого продукту, забезпечуючи компонентам покращені механічні властивості та структурну цілісність. Як зазначає Mordor Intelligence, прес-лиття особливо ефективне для виготовлення високощільних деталей, таких як алюмінієві рами шасі, які поєднують міцність і низьку вагу. Ці інновації дозволяють використовувати литі під тиском деталі навіть у більш відповідальних за безпеку застосуваннях, які раніше були сферою важчих, штампованих або оброблених деталей.
Крім того, концепція інтегрованого лиття змінює архітектуру транспортних засобів. Цей підхід, започаткований такими компаніями, як Tesla, з її "Giga Press", використовує потужні ливарні машини для виготовлення дуже великих цільних деталей, наприклад, передньої чи задньої частини каркаса транспортного засобу. Це об'єднує десятки або навіть сотні менших штампованих та зварених елементів в один. Переваги включають значне спрощення складальних ліній, зниження витрат на виробництво, меншу вагу транспортного засобу та покращену структурну жорсткість. Ця тенденція до масштабної інтеграції означає зміну парадигми в автомобільному виробництві та, ймовірно, знайде більш широке застосування в галузі.
У майбутньому розвиток лиття під тиском в автомобільній промисловості буде визначатися подальшим удосконаленням передових сплавів, інтеграцією принципів розумного виробництва (Індустрія 4.0) для управління процесами в реальному часі та посиленням уваги до сталого розвитку шляхом вторинної переробки та енергоефективних операцій. Ці тенденції забезпечать, що лиття під тиском залишиться ключовою технологією для створення наступного покоління ефективних, високопродуктивних і сталих транспортних засобів.

Шлях уперед для конструкційних компонентів автомобілів
Отже, лиття під тиском для вузлів шасі є набагато більшим, ніж простий виробничий метод; це базова технологія, яка забезпечує досягнення основних цілей сучасної автомобільної промисловості. Завдяки можливості масового виробництва легких, міцних і складних деталей, ця технологія безпосередньо сприяє покращенню експлуатаційних характеристик транспортних засобів, підвищенню паливної ефективності та розширенню можливостей проектування. Здатність об'єднати численні деталі в єдину цілісну конструкцію не лише спрощує виробництво, але й забезпечує створення міцнішого та надійнішого автомобіля з самого початку.
Постійний розвиток матеріалів — від алюмінію до магнію — та досягнення у процесах, таких як діапозитне лиття під високим вакуумом та комплексне лиття, демонструють прагнення галузі виходити за межі можливого. Згідно з тенденціями ринку, попит на ці технології буде зростати, особливо на тлі глобального переходу до електромобільності. Для інженерів-автомобілебудівників та конструкторів вивчення основ лиття під тиском є необхідним для створення нового покоління автомобілів, які будуть безпечнішими, ефективнішими та сталішими, ніж коли-небудь раніше. Майбутнє конструкції шасі автомобіля нерозривно пов’язане з еволюцією цього потужного процесу.
Поширені запитання
1. З чого складається процес лиття під тиском?
Основними компонентами процесу лиття під тиском є машина для лиття під тиском (гарячої або холодної камери), двочастинна стальна форма або матриця та розплавлений металевий сплав. Основними сплавами для лиття під тиском зазвичай є кольорові метали, такі як цинк, алюміній та магній, як зазначено в Огляд Вікіпедії . Цей процес також потребує мастил для полегшення витиснення деталей і контролю температури матриці.
2. Які автозапчастини виготовляють литтям?
Широкий спектр автозапчастин виготовляють за допомогою лиття. Лиття під тиском особливо використовується для компонентів, що вимагають точності та складності, таких як блоки двигунів, картери трансмісій, кронштейни підвіски, поворотні кулаки та різноманітні корпуси для електроніки та датчиків. Інші методи лиття застосовують для деталей, таких як поршні, тоді як кришки клапанів часто виготовляють литтям під тиском.
3. Які основні компоненти шасі автомобіля?
Шасі автомобіля — це базова рама транспортного засобу. До його основних компонентів зазвичай належать головна рамна конструкція, система підвіски (включаючи важелі, кулаки та амортизатори), система керування та гальмівна система. Багато цих структурних і підвісних компонентів все частіше виготовляють за допомогою сучасних технологій лиття під тиском, щоб зменшити вагу та підвищити жорсткість.