 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Radyatör Desteklerinin Camaşırlığı: Üretim Özellikleri ve Restorasyon Sırları
Özet
Radyatör desteklerini damalama iki ayrı kategori içerir: ağır kalınlıklı metalin yapısal taşıt çerçevelerine dönüştürülmesi için endüstriyel üretim süreci ve otomotiv restorasyonu ya performans uygulamaları için bu parçaların seçilmesi. İmalat sektöründe, bu süreç 0,250 inçlik alüminyum veya çeliği +/- 0,010 inçlik hassas toleranslara kadar şekillendirmek için yüksek tonajlı preslerin (genellikle 600-800 ton) kullanılmasını gerektirir. Araba tutkunları için seçenekler, fabrika rijitliği ve orijinalliği sunan OEM tarzı damalı çelik destekler ile yarış uygulamalarında ağırlık azaltımı için tasarlanmış after market boru tipi versiyonlar arasında değişir. Class 8 kamyon montajı tasarlasanız da klasik bir Mustang'ı restore etmeye çalışsanız da, damalama mekaniğini ve tarih kodu tanımlamayı anlamak yapısal bütünlük ile aracın değerini güvence altına almak açısından kritik önem taşır.
İmalat Mekaniği: Radyatör Destekleri Nasıl Delinir
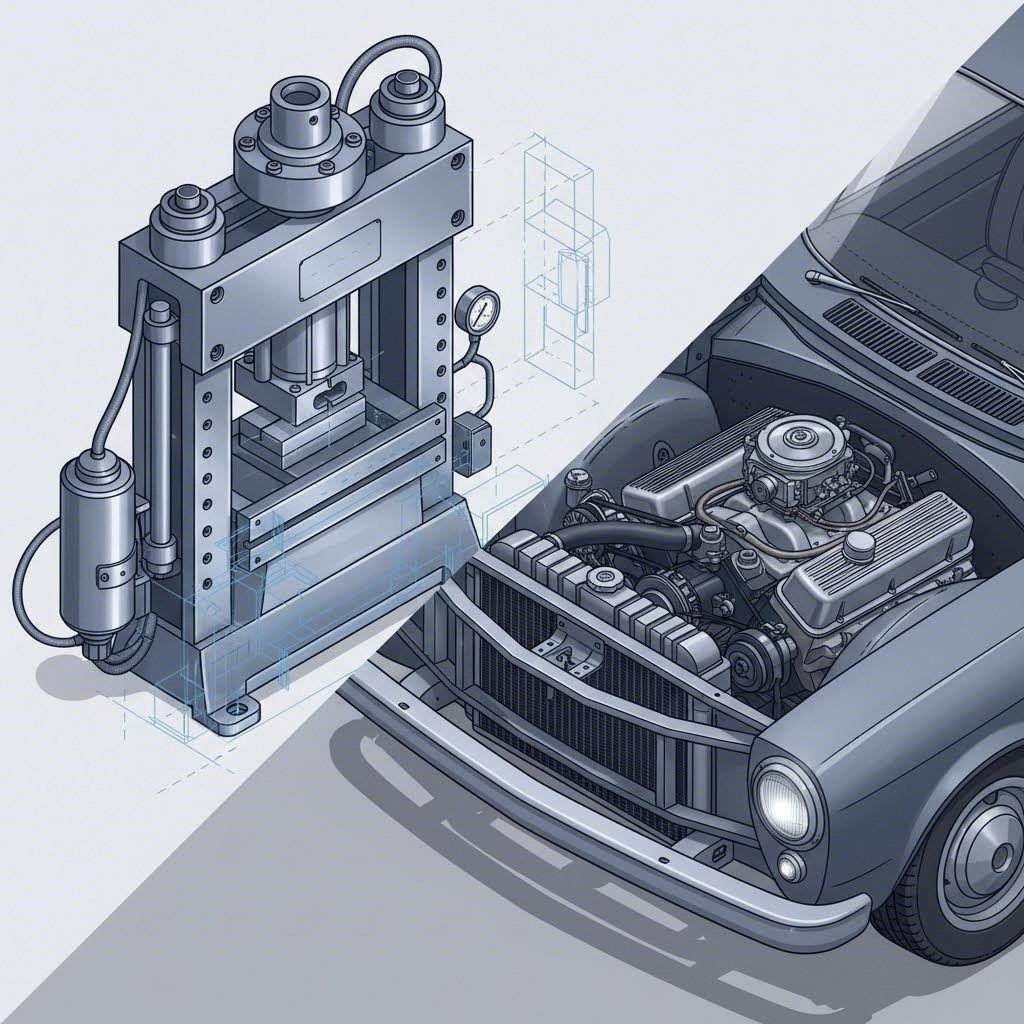
Bir radyatör gövde desteğinin üretimi ağır sanayi mühendisliğinin bir başarısıdır. Basit kaporta panellerinin aksine, bu destekler radyatörün, kondenserin ve sıklıkla ön uç sac metalin ağırlığını taşımalı ve kaput ile tamponlar için sabit hizalamayı korumalıdır. Süreç, genellikle yüksek mukavemetli çelik veya kalın alüminyum gibi malzeme seçimile başlar. Örneğin, Class 8 kamyonlar gibi ağır hizmet uygulamalarında üreticiler, mukavemet ile ağırlığı dengelemek amacıyla 0,250 inç kalınlığında alüminyum kullanabilir.
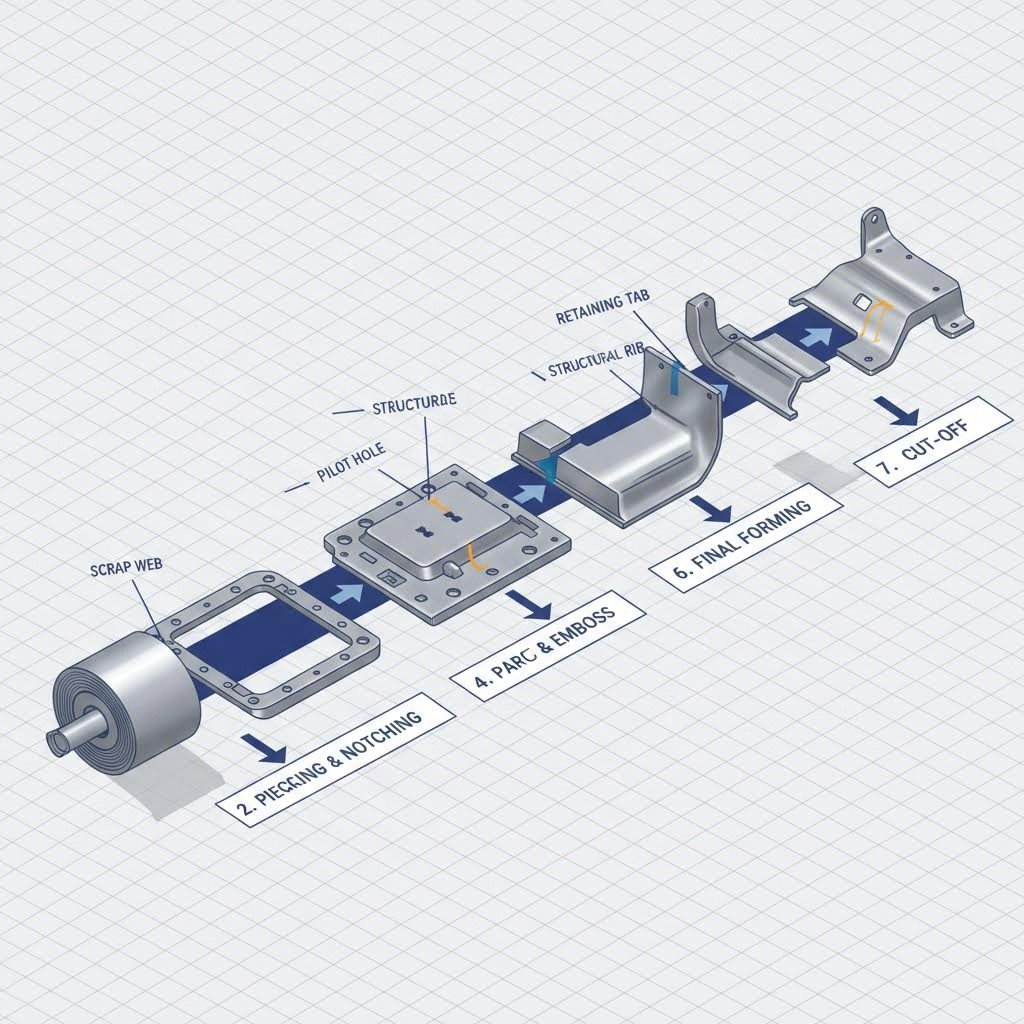
Bu dayanıklı malzemeleri üretmek için imalatçılar büyük hidrolik veya mekanik presler kullanır. Aranda Tooling gibi sektör uzmanlarının verileri, radyatör çerçeve montajlarının basılması için 800 tonluk preslerin kullanıldığını göstermektedir. Bu süreç genellikle progresif kalıp ile kesmeyi içerir ve buna göre sürekli bir metal şerit birden fazla istasyona beslenir. Her istasyon, düz sacı karmaşık üç boyutlu bir çerçeveye kademeli olarak dönüştürmek amacıyla belirli bir kesme, bükme veya delme işlemi gerçekleştirir. Bu yöntem, yılda 15.000'in üzerinde birim üretim kapasitesiyle yüksek tekrarlanabilirlik ve verimlilik sağlar.
Bu sektörde hassasiyet vazgeçilmezdir. Bir radyatör desteği sadece bir braket değildir; aynı zamanda aracın tam ön kısmının referans noktasıdır. Önde gelen üreticiler, +/- 0,010 inç kadar dar toleranslarla katı kalite kontrol standartlarına uyar. Bu düzeydeki doğruluk, robotik kaynak gibi birden fazla basılmış bileşeni tek, uyumlu bir birim halinde birleştirmek için gelişmiş kalıp teknolojisi ve ikincil işlemler aracılığıyla elde edilir. Hızlı prototipleme ile yüksek hacimli üretim arasında köprü kurmaya çalışan otomotiv firmaları için Shaoyi Metal Technology iATF 16949 sertifikalı hassasiyet sunar. Sektörün önemli oyuncularıyla kıyaslanabilir, maksimum 600 tona kadar pres kapasitesine sahip olarak kontrol kolları ve alt şaseler gibi kritik yapısal bileşenleri küresel OEM spesifikasyonlarına uygun şekilde üretir.
Regal Metal Products gibi şirketler de otomotiv çekirdek desteklerinin büyük alanını barındırmak için geniş yatak boyutlarını (60” x 168” kadar) kullanmaktadır. Bu yetenek, süspansiyon ve soğutma sistemleri için montaj noktalarını entegre eden tek parça zımbalama veya karmaşık montajların üretimine olanak tanır ve parçanın modern otomotiv montaj hatlarının katı taleplerini karşılamasını sağlar.
Zımbalı Çelik Destekler vs. Boru Tipi Destekler: Performans Karşılaştırması
Otomotiv tutkunu için, "radyatör desteklerini zımbalama" terimi genellikle bir karar noktasını işaret eder: fabrika çıkışı zımbalı çelik parçayı kullanmaya devam mı etmeli yoksa boru tipi bir alternatife mi geçmeli? Bu seçim aracın karakterini temelden değiştirir ve ağırlık dağılımından soğutma verimliliğine kadar her şeye etki eder.
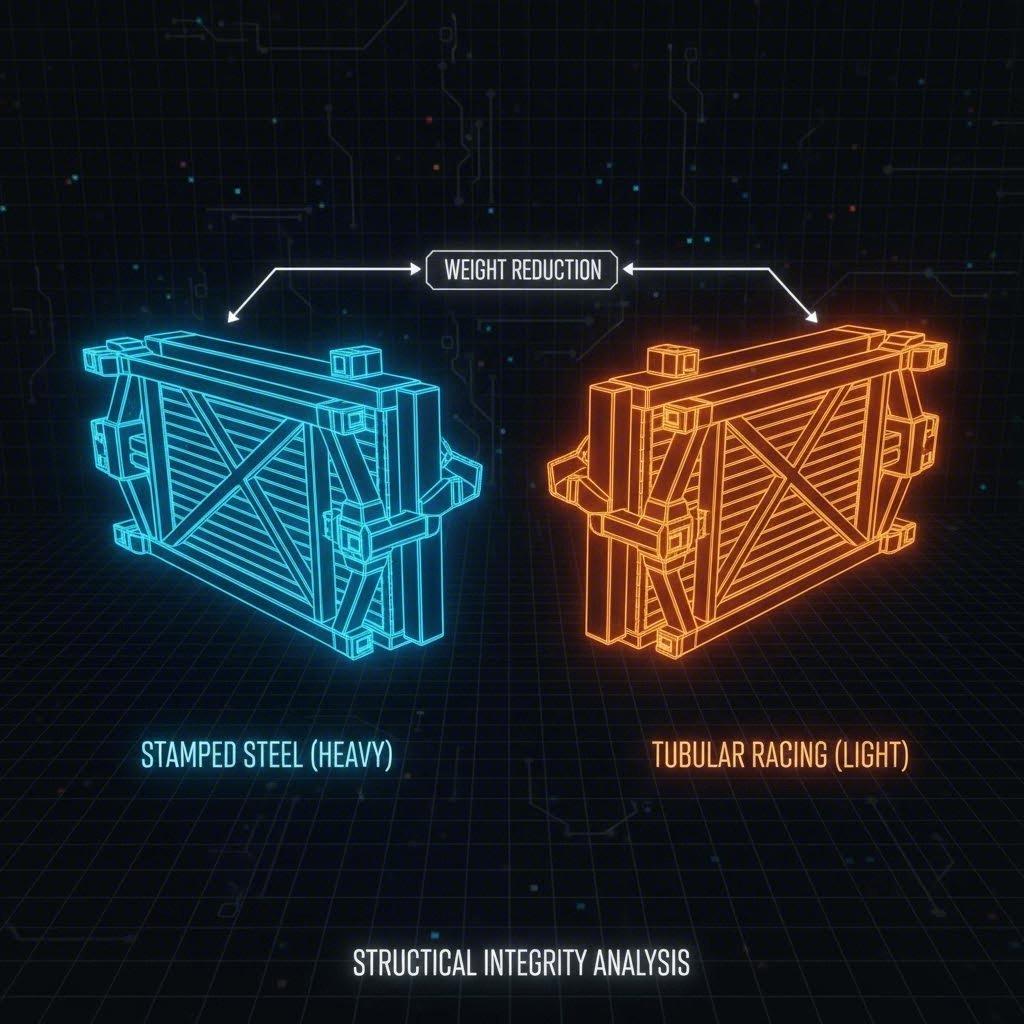
OEM Zımbalı Çelik Destekler restorasyon ve sokak arabaları için standarttır. Yukarıda açıklanan ağır pres yöntemleri kullanılarak üretilen bu parçalar, çarpışma sırasında esneme yaparak enerji emecek şekilde tasarlanmıştır ve böylece şasiyi korur. Fabrika orijinali uyum, tesisat demetleri için önceden delinmiş delikler ve cam sileceği sıvısı şişeleri ve kornalar gibi standart aksesuarlar için montaj noktaları sunarlar. Ancak, bunlar ağırdır ve hacimli, dolu yapıları nedeniyle radyatöre hava akışını kısıtlayabilir.
Tübüler ve Kromoly Destekler rhodes Custom Auto gibi üreticilerin ürünleri, drag yarışları ve pist uygulamaları için tercih edilen seçeneklerdir. Hafif tüplerden (genellikle 4130 Chromoly) imal edilen bu destekler, aracın en önemli olduğu ön kısmından önemli ölçüde ağırlık kazandırabilir—çoğunlukla 10 ile 20 pound arasında ağırlık tasarrufu sağlar. Açık yapıları, yüksek performanslı motorlar için kritik bir avantaj olan radyatöre maksimum hava akışını sağlar. Karşıtında ise günlük sürüş senaryolarında sertlik eksikliği ve stok aksesuarlar için montaj noktalarının olmaması bulunur; bu da onları tam donanımlı bir sokak arabası için daha az ideal kılar.
| Özellik | OEM Sac Çelik | Sonradan Eklenen Borulu / Chromoly |
|---|---|---|
| Birincil kullanım | Restorasyon, Günlük Kullanım, Çarpışma Onarımı | Drag Yarışı, Pist Günü, Pro-Touring |
| Malzeme | Sac Metal (Çelik/Alüminyum) | Kaynaklı Tüp (Yumuşak Çelik veya Chromoly) |
| Ağırlık | Ağır (Standart Fabrika Ağırlığı) | Hafif (10-20 lbs tasarruf) |
| Hava akışı | Kısıtlı (Katı paneller hava girişini engeller) | Maksimum (Açık tasarım) |
| Takma | Fabrika Aksesuarları ile Doğrudan Cıvata Üzerine Takma | Aksesuarlar için modifikasyon gerektirebilir |
Onarım ve Otoğrafiklik: Radyatör Destek Tarih Damgalarını Çözme
Klasik araba onarımı dünyasında, özellikle Mustang'ler, Chevelle'ler ve Camaro'lar için, basılı radyatör desteği doğrulamanın anahtarıdır. Otoğrafiklik jürileri ve ciddi koleksiyoncular, bir aracın orijinal sac metalini koruyup korumadığını ya da servis parçalarıyla onarılıp onarılmadığını belirlemek için belirli tarih damgaları ve üretici kodlarına bakar.
Klasik Ford Mustang gibi araçlarda tarih damgası genellikle bulması zor olmakla birlikte konur jürisi için hayati öneme sahiptir. Concours Mustang Forum'daki tutkunlar, bu damgaların genellikle batarya tepsisinin altında veya yan desteklemenin arkasında bulunduğunu belirtiyor. Tipik bir üretim hattı damgası, aracın üretim tarihiyle uyumlu olan bir tarih kodu şeklinde olabilir (örneğin "4/14/64"). Ancak buradaki tutarsızlıklar dikkat çekicidır. "A 62" veya benzeri tarih dışı biçimlerde okunan damgalar genellikle bir Servis Yedek Parçası —yani kaza sonrası bir bayi veya karoseri atölyesi tarafından takılan, fabrika montaj hattında yer almayan bir bileşen— olduğunu gösterir.
Bu damgaları çözümlemek dikkatli bir göz gerektirir. Chevrolet restorasyonları için tarih kodları, kaput kilidine yakın üst plakada veya destek bölümünün motor tarafında görünebilir. Biçim genellikle Ay/Hafta/Gün yapısını izler. Karakterlerin kendisinden öte, sabitleme yöntemi de açıklayıcı bir ipucudur. Fabrika destekleri genellikle yüksek amperajlı endüstriyel direnç kaynak makineleriyle noktasal olarak kaynaklanmıştır ve küçük, kesin çukurlar bırakmıştır. Yedek destekler ise genellikle matkapla açılan deliklerden geçirilerek MIG kaynağıyla (takoz kaynağı) tutturulur; bu da 'baskılı radyatör desteklerinin' geçmişinde bir çarpışma onarımı bulunduğunun açık bir görsel işaretidir.
Montaj ve Hizalama Zorlukları
Baskılı bir radyatör desteğinin değiştirilmesi basit bir cıvata ile sabitleme işlemi değildir; bu, ön bölümün tamamının hizalamasını belirleyen yapısal bir müdahaledir. Bu destek, sol ve sağ iç çamurlukları birbirine bağladığı için motor bölmesinin kareliğini belirler. Son piyasa baskılı yedek parçalarda karşılaşılan yaygın bir sorun, hafif boyutsal farklılıklardır. Sadece birkaç milimetrelik bir sapma bile kötü kaput boşluklarına veya çamurluk hizalanmasızlığına neden olabilir.
Başarılı bir montaj, hazırlık aşamasıyla başlar. Çoğu yedek baskılı destek, siyah EDP (Elektro-Depozito Primer) kaplama ile gelir. Bu kaplama, nakliye sırasında paslanmayı önler ancak kaynak noktalarında uygun yapışmayı sağlamak için kazınmalı veya çıkarılmalıdır. Deneyimli restorasyoncular, yeni desteği tamamen kaynatmadan önce tüm ön kısmı—çamurlukları, kaputu ve ızgarayı—"kuru deneme" yaparak monte etmeyi önerir. Bu sayede bağlantı deliklerinde ayarlamalar yapılabilir veya pul eklenebilir.
Eski bir aracı onaranlar için orijinal VIN damgasını korumak (bazı modellerde genellikle radyatör desteği üzerinde bulunur) yasal ve değer açısından kritik bir husustur. Eğer destek paslanmışsa ancak damgalı alan sağlam durumdaysa, bazı restorasyoncular orijinal damgalı bölümü yeni desteğe eklemeyi tercih eder; ancak bunun fark edilmemesi için uzman kaynak metal işleme becerileri gerekir.
SSS
1. Radyatör desteği olmadan araba kullanabilir misiniz?
Hayır, radyatör desteği olmadan sürmek son derece güvensiz ve mekanik açıdan risklidir. Bu bileşen sadece radyatörü tutmakla kalmaz; aynı zamanda araç ön kısmına yapısal sağlamlık kazandırarak şasi rayları ile iç tamponları birbirine bağlar. Bileşen olmadan, ön uç önemli ölçüde esneyebilir; bu da gövde panolarının hizalanmamasına ve muhtemelen kaput kilidinin arızalanmasına yol açabilir. Ayrıca, radyatör güvenli bir montaj noktası olmaz, titreşim yapar, soğutma hatlarını hasarlandırır ve sonunda felaket bir aşırı ısınmaya veya motor hasarına neden olabilir.
2. Radyatör onarımlarında hangi tür lehim kullanılır?
Eski baskı destekli araçlarda sıkça görülen pirinç veya bakır radyatörlerin onarımı sırasında genellikle belirli kurşun-kalay lehimleri standarttır. Yaygın karışımlar arasında 40/60 (%%40 kalay, %%60 kurşun) veya 30/70 bulunur. Ancak hassasiyet önemlidir; sektör tartışmalarında da belirtildiği gibi, aşırı ısı veya uygun olmayan malzeme çekirdeği zayıflatabilir. Yeni baskı destekleriyle birlikte kullanılan plastik tanklı modern alüminyum radyatörler genellikle lehimlenemez ve geçici onarımlar için genellikle çekirdek değiştirilmesi veya epoksi yama uygulanması gerekir.