 Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —
Küçük partiler, yüksek standartlar. Hızlı prototip hizmetimiz doğrulamayı daha hızlı ve kolay hale getirir —

Otomotiv Aydınlatma Bileşenleri Şekillendirme: Mühendislik Kılavuzu
Özet
Otomotiv aydınlatma bileşenleri sac kesimi elektrik terminalleri, ısı yayıcılar, reflektör gövdeleri ve montaj braketleri dahil olmak üzere araç aydınlatma sistemleri için kritik metal parçaların üretiminde kullanılan yüksek hassasiyetli bir imalat sürecidir. Modern LED gruplarının sıkı termal yönetim ve tutarlı elektrik iletkenliği gerektirmesi nedeniyle üreticiler, milyonlarca kusursuz bileşeni üretmek için yüksek hızlı ilerici kalıp damgalama saclama teknolojisine güvenir. Temel tedarik konuları arasında ısı dağıtım için alüminyum, bağlantı için bakır gibi malzemelerin seçilmesi ve iş ortağınızın küresel otomotiv kalite standartlarını karşılamak üzere IATF 16949 sertifikasyonu belgesine sahip olduğunun doğrulanması yer alır.
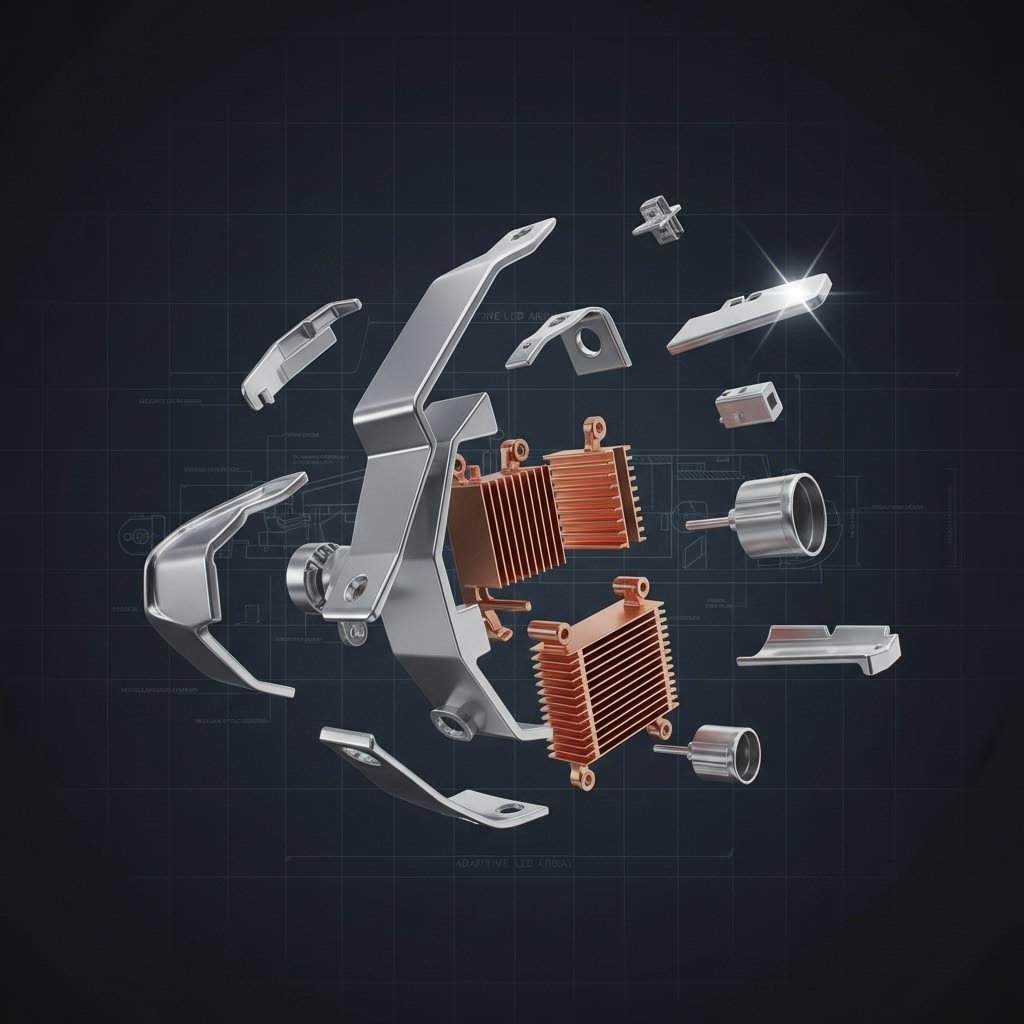
Modern Otomotiv Aydınlatmasında Kritik Saclama Bileşenleri
Halojenden LED ve lazer-matris aydınlatmaya geçiş, perçinli metal bileşenlerin karmaşıklığını dönüştürmüştür. Otomotiv mühendisleri artık sadece basit braketlere değil, giderek daha kompakt far ve stop lambası ünitelerine yerleştirilebilen karmaşık bağlantı elemanlarına ve termal çözümlere ihtiyaç duyarlar. Yüksek hassasiyetli presleme bu sistemlerde üç ana işlevi yerine getirir: elektriksel bağlantı, yapısal destek ve termal yönetim.
Elektriksel Bağlantı Elemanları
Herhangi bir aydınlatma ünitesinin sinir sistemi, preslenmiş elektriksel bileşenlere dayanır. Bus Çubukları ve lead frame'ler yüksek iletkenlikli bakır alaşımlardan LED dizileri boyunca verimi yüksek şekilde güç dağıtabilmek için preslenir. Terminaller ve konektörler motor titreşimlerine ve termal çevrimlere rağmen temas bütünlüğünü korumalıdır. Standart tüketici elektroniğinin aksine, bu otomotiv sınıfı parçaların çoğu, enjeksiyon kalıplama yöntemiyle üretilmiş plastik gövdelere güvenli bir şekilde kilitlenmesini sağlayan ve insert kalıplama olarak bilinen karmaşık geometrilere sahip olması gerekir.
Termal Yönetim Bileşenleri
LED'lerin ömrü doğrudan ısı dağılımına bağlıdır. Metal presleme, üretmek için maliyet açısından verimli bir çözüm sunar isı Sinks ve termal yayıcılar. Alüminyum alaşımların preslenmesiyle üreticiler, hassas diyotlardan ısıyı uzaklaştırmak için büyük yüzey alanına sahip hafif bileşenler oluşturabilir. Bu parçalar genellikle hızlı termal iletimi sağlamak üzere baskı devre kartına (PCB) veya gövdeye doğrudan entegre edilir.
Optik ve Yapısal Donanım
Plastikler merceklerde baskın olsa da, metal presleme belirli alanlarda yapısal sağlamlık ve optik hassasiyet açısından üstün kalır. Yansıtıcı halkalar ve ampul koruyucuları ışık yollarını bozmadan yönlendirebilmek için yüksek kaliteli yüzey kaplamaları gerektirir. Bu arada, kalın çelik montaj parçaları ve sabitleme klipsleri araç engebeli arazide ilerlerken bile tüm aydınlatma modülünün hizalanmış ve sabit kalmasını sağlar.
Malzeme Seçimi Stratejisi: İletkenlik, Ağırlık ve Isı
Doğru malzemenin seçilmesi, performans, ağırlık ve maliyet arasında bir mühendislik dengesi gerektirir. Otomotiv aydınlatma bileşenlerinin preslenmesinde üç ana malzeme grubu öne çıkar ve her biri farklı bir mühendislik amacına hizmet eder.
Bakır ve Pirinç Alaşımları
Elektrikli bileşenler için Bakır C110 (Elektrolitik Sert Pulla), olağanüstü elektrik iletkenliği nedeniyle (100% IACS) standarttır. Ancak saf bakır yumuşaktır. Temas basıncını korumak için yay özelliği gerektiren terminallerde mühendisler genellikle pirinç veya yüksek performanslı berilyum bakır alaşımlarını belirtirler. Bu malzemeler yorulmaya karşı gerekli çekme dayanımını sağlarken yeterli iletkenliği de korur.
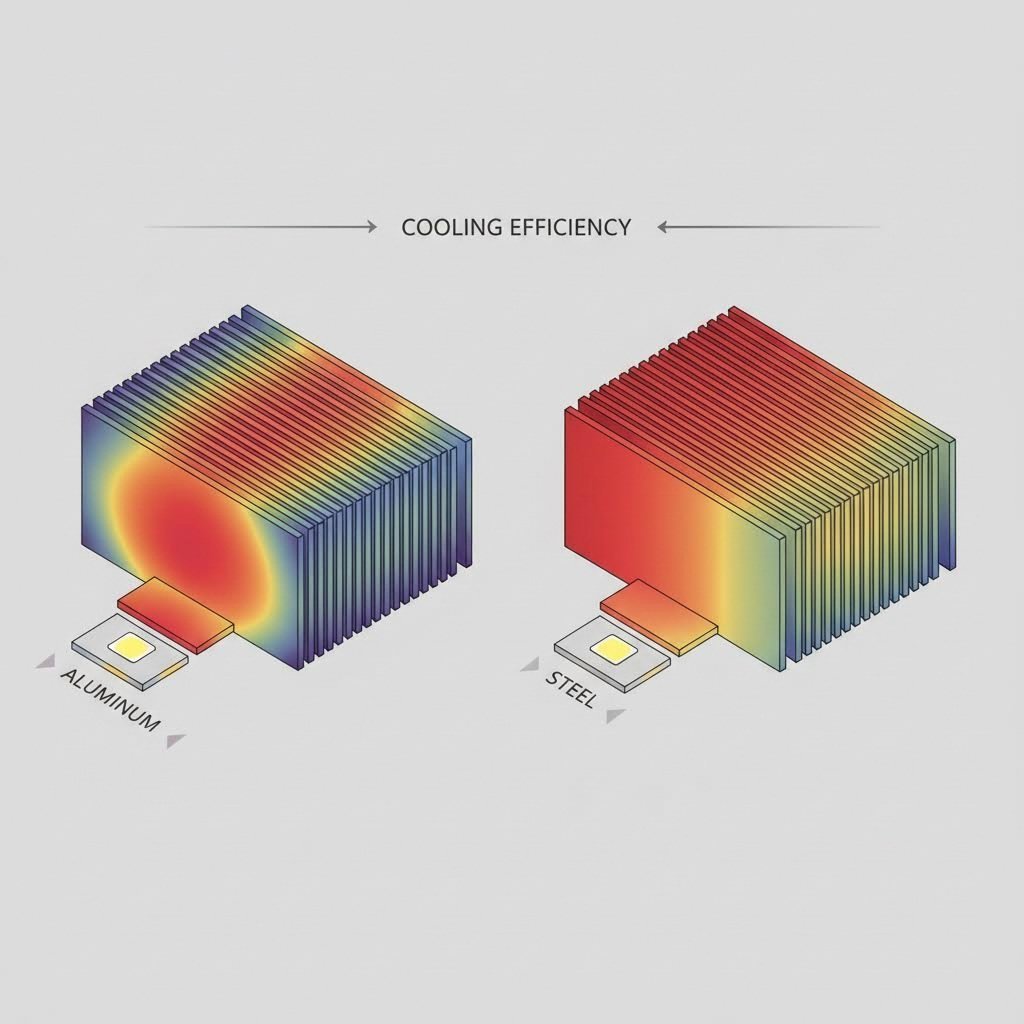
Alüminyum Alaşımları
Alüminyum 5052 ve 6061ısı sinkleri ve evler için en iyi seçeneklerdir. Alüminyum, bakır veya çelik ağırlığının bir kısmında yüksek güçlü LED'leri soğutmak için kritik olan mükemmel ısı iletkenliği sunar. Ayrıca doğal olarak korozyona dayanıklıdır, ancak damgalama işlemi sırasında "galling" (malzeme yapışması) e eğilimli olabilir, bu da özel alet kaplamaları ve yağlayıcılar gerektirir.
Paslanmaz ve soğuk valanmış çelik
Dış yapı parçaları veya nemli iç bileşenler için, 300 serisi paslanmaz çelik i̇kinci kaplama gerektirmeden üstün korozyon direnci sağlar. Korrozyona daha az önem verildiği, ancak dayanıklılığın çok önemli olduğu iç çubuklar için, soğuk kaynatılmış çelik genellikle çinko kaplama veya e-kaplama ile bitirilmiş, üretim sonrası en uygun maliyetli seçenek olmaya devam ediyor.
İmalat Süreçleri: Progresif Kalıp ile Derin Çekim Karşılaştırması
Baskı yönteminin seçimi büyük ölçüyle bileşenin geometrisi ve üretim hacmine bağlıdır. Otomotiv aydınlatma projeleri genellikle yüksek hacimlerde (yüzbinlerden milyonlara kadar parçalar) gerçekleştiğinden, verimlilik birincil bir etkendir.
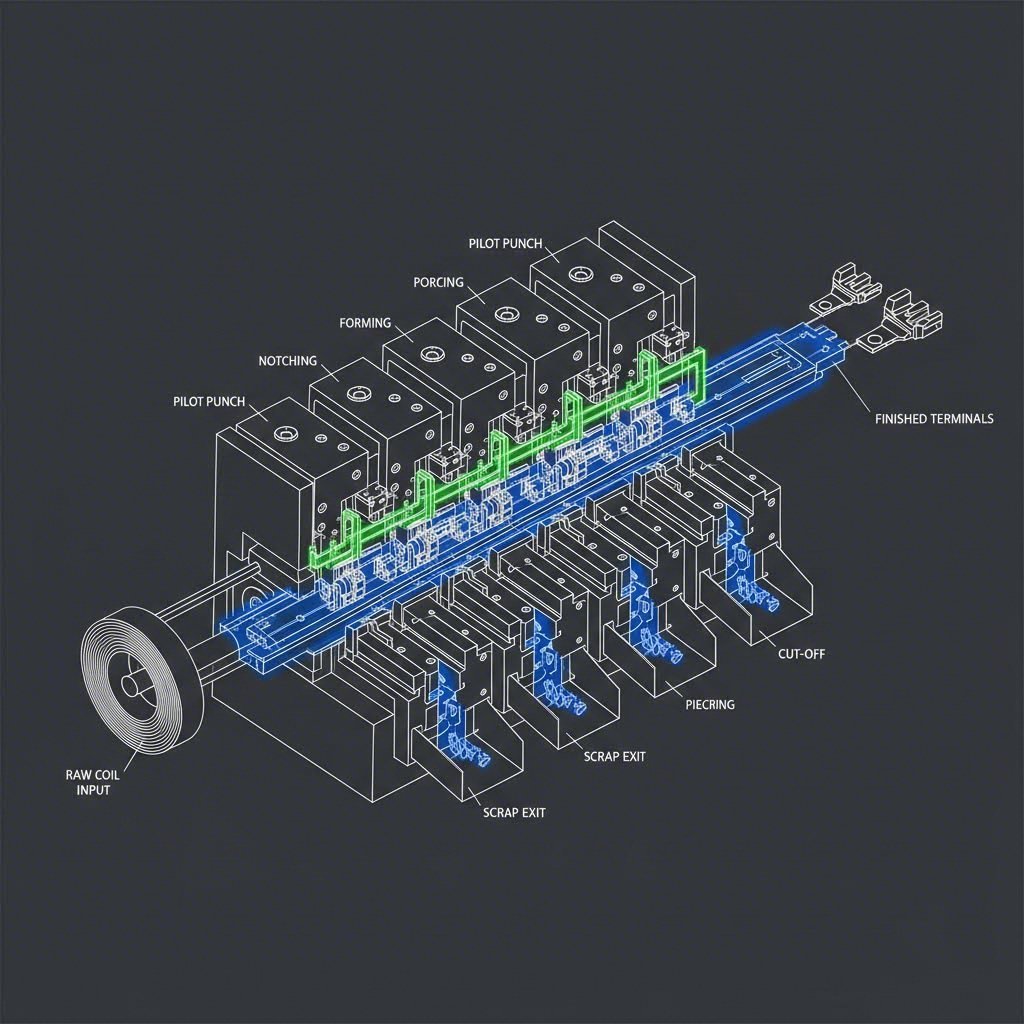
Ilerici kalıp damgalama
Ilerici kalıp damgalama klempler, klipsler ve lead frame gibi karmaşık, küçük ila orta boy parçaların üretiminde endüstrinin standart yöntemidir. Bu süreçte, bir metal bobin tek bir kalıp içindeki bir dizi istasyona beslenir. Şerit ilerledikçe, her istasyon kesme, bükme, delme veya basma gibi belirli bir işlem gerçekleştirir. Bitmiş parça son istasyonda ayrılır. Bu yöntem son derece hızlıdır ve dakikada yüzlerce vuruş yapabilir, yüksek hacimli üretimlerde düşük bir parça fiyatının sağlanmasını garanti eder.
Derin Çekme Sacı
Silindirik veya kutu şeklinde ve önemli derinliğe sahip bileşenler—örneğin kapasitör kutuları, ampul soketleri veya belirli reflektör gövdelemeleri—için derin Çekme Sacı gerekir. Bu işlem, metal levhayı bir kalıp boşluğuna uzatarak şekillendirir. Malzemenin yırtılmadan veya kırışmadan akması gerektiğinden teknik olarak zordur. İlerleyen kalıplamaya göre daha yavaştır ancak sızdırmaz aydınlatma ünitelerinin ayrılmaz parçası olan kesintisiz, içi boş metal şekilleri üretmenin tek yoludur.
Temel Zorluklar: Hassasiyet, Isı ve Yüzey Kalitesi
Otomotiv aydınlatması için kalıplama, genel endüstriyel kalıplamadan ayıran ve tedarikçilerin hem ışığın estetik hem de işlevsel kalitesini etkileyen değişkenleri kontrol etmesi gereken benzersiz zorluklar sunar.
Optik Yüzey Kalitesi reflektörler ve estetik çerçeveler için son derece önemlidir. Mikroskobik çizikler veya kalıp izleri bile ışığı öngörülemeyen şekilde dağıtabilir ya da yüksek kaliteli bir far gövdesinde görünür kusurlara neden olabilir. Üreticiler, parçaların üretim sürecince kusursuz kalmasını sağlamak amacıyla cilalı karbür kalıplar ve özel taşıma sistemleri kullanır.
Isıl deformasyon başka bir risktir. LED'ler çalışırken lokal ısınmaya neden olur. Darbeli soğutucu plakalar, LED kartla tam teması sağlamak için mükemmel düz yüzeylere sahip olmalıdır. Herhangi bir eğim veya çapak, hava boşlukları yaratarak yalıtım görevi görür ve LED'lerin erken başarısızlığına neden olabilir.
Tedarikçi Seçimi: Kaynak Temini ve Sertifikalandırma
Otomotiv aydınlatması için bir darbaj partnere karar vermek sadece fiyat meselesi değil; aynı zamanda risk azaltma ve ölçeklenebilirlik meselesidir. Otomotiv tedarik zinciri, geri çekilmeleri önlemek ve güvenliği sağlamak için kalite standartlarına katı uyum gerektirir.
Pazarın Dayatılmazı: IATF 16949
Otomotiv tedarik zinciri için bileşen üreten her tedarikçi şu standarta sertifikalı olmalıdır IATF 16949 . Bu standart, ISO 9001'in ötesine geçerek kusur önleme, varyasyonun azaltılması ve sürekli iyileştirme üzerine odaklanır. Bu, presin her bir braketin veya terminallerin tam mühendislik spesifikasyonlarını karşılamasını garanti altına almak için FMEA (Hata Türleri ve Etkileri Analizi) ve PPAP (Üretim Parçası Onay Süreci) gibi sağlam süreçlere sahip olduğunu sağlar.
Prototip ile Üretim Arasında Köprü Kurmak
Otomotiv tedarikçiliğinde yaygın bir sorun noktası, prototipten seri üretime geçiş sürecidir. Mühendisler genellikle maliyetli sert kalıplamaya geçmeden önce doğrulama amacıyla küçük parti üretimlere ihtiyaç duyar. Bu tüm yaşam döngüsünü yönetebilen bir ortak bulmak değerlidir. Örneğin, Shaoyi Metal Technology bu açığı kapatmada uzmanlaşmıştır ve 50 birimlik hızlı prototiplemeden milyonlarca adede varan yüksek hacimli üretime kadar ölçeklenebilen kapsamlı sac pres çözümleri sunar. Şirketin 600 tona kadar pres kapasiteleri ve katı IATF 16949 uyumluluğu, kontrol kolları gibi kritik bileşenlerin yanı sıra hassas aydınlatma parçalarını da sürekli OEM kalitesiyle teslim etmesini sağlar.
Hafiflik İçin Stratejik Tedarik
Bir aracın aydınlatma sisteminin performansı, lens kadar lensin arkasındaki preslenmiş metale de bağlıdır. Malzeme özellikleri, sac presleme süreçleri ve kalite sertifikaları arasındaki ilişki anlaşıldığında, satın alma ekipleri güvenliği, ömrü ve yönetmeliklere uyumu garanti edecek bileşenleri temin edebilir. Sadece üretim kapasitesini değil, aynı zamanda termal ve elektriksel zorluklarda mühendislik yeterliliğini kanıtlamış tedarikçileri önceliklendirin.
Sıkça Sorulan Sorular
1. Otomotiv LED ısı yayıcıları için en iyi malzeme nedir?
Alüminyum alaşımları, özellikle 5052 ve 6061, LED soğutucu kanatları için standarttır. Bakıra kıyasla yüksek termal iletkenlik, düşük ağırlık ve maliyet etkinliği arasında optimal bir denge sunar. Alüminyum, yüksek güçlü LED'ler tarafından üretilen ısıyı etkili bir şekilde dağıtır ve aşırı ısınmayı önleyerek aydınlatma biriminin ömrünü uzatır.
2. Işık terminalleri için neden progresif kalıp ile dövme tercih edilir?
Progresif kalıp ile dövme, dar toleranslarla karmaşık geometrilerin yüksek hızda ve sürekli üretimine izin verdiği için tercih edilir. Otomotiv aydınlatması milyonlarca aynı terminal ve konektöre ihtiyaç duyduğundan, bu süreç seri üretim için tutarlılık ve düşük birim maliyeti sağlar.
3. Basım parçalar, aydınlatma montajlarında döküm parçaların yerini alabilir mi?
Evet, birçok durumda. Sac metal parçalar, döküm parçalara göre daha hafif ve üretim maliyeti daha ucuzdur. Döküm yöntemi değişken duvar kalınlıklarına izin verse de, sac metal şekillendirme, araçların ağırlığının genel olarak azaltılmasına katkıda bulunan braketler, korumalar ve kelepçeler gibi ince duvarlı, yüksek mukavemetli uygulamalarda üstündür.