 சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —
சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —

ஃப்ளக்ஸ் கோர் வெல்டர் என்றால் என்ன? ஊகத்தின் தேவையின்றி உடனே வெல்டிங் செய்யத் தொடங்குங்கள்

ஃப்ளக்ஸ் கோர் வெல்டர் என்றால் என்ன?
ஃப்ளக்ஸ் கோர் வெல்டர் என்பது ஃப்ளக்ஸ் நிரப்பப்பட்ட குழாய் வடிவிலான கம்பி மூலம் செயல்படும் ஒரு கம்பி-வழங்கும் வெல்டிங் இயந்திரமாகும். பல அமைப்புகளில், அந்த ஃப்ளக்ஸ் வெல்டிங் போது பாதுகாப்பு சூழலை உருவாக்குகிறது, எனவே இந்த இயந்திரம் பொதுவாக தனியாக வாயு பாட்டிலைப் பயன்படுத்தாமலேயே இயங்கும். நீங்கள் தேடினால் ஃப்ளக்ஸ் கோர் வெல்டர் என்றால் என்ன , அதுதான் எளிய ஆங்கில விளக்கம்.
ஃப்ளக்ஸ் கோர் வெல்டர் என்பது திடமான கம்பிக்கு பதிலாக உள்ளே ஃப்ளக்ஸ் நிரப்பப்பட்ட குழாய் வடிவிலான கம்பியைப் பயன்படுத்தும் ஒரு கம்பி-வழங்கும் வெல்டர் ஆகும்; இது பொதுவாக தன்னிச்சையான பாதுகாப்பு கம்பியைப் பயன்படுத்தி வாயு இல்லா வெல்டிங் செய்ய அனுமதிக்கிறது.
- இயந்திர வகை: கம்பி-வழங்கும் வெல்டிங் இயந்திரம்
- கம்பி வகை: உள்ளே ஃப்ளக்ஸ் நிரப்பப்பட்ட குழாய் வடிவிலான கம்பி
- மிகவும் பிரபலமான நன்மை: பொதுவாக வெளிப்புற பாதுகாப்பு வாயு பாட்டில் இல்லாமலேயே நன்றாக இயங்கும்
ஃப்ளக்ஸ் கோர் வெல்டிங் இயந்திரம் என்றால் என்ன என்பதை எளிய ஆங்கிலத்தில்
அதை ஒரு இயந்திரமாக நினைத்துக்கொள்ளுங்கள், அது உங்கள் வெல்டிங் செய்யும்போது வெல்டிங் கம்பியை தானாகவே துப்பாக்கியின் வழியாக ஊட்டுகிறது. முக்கிய வேறுபாடு கம்பியிலேயே உள்ளது. பொதுவான MIG-ல் பயன்படுத்தப்படும் திடமான கம்பிக்கு பதிலாக, ஃப்ளக்ஸ் கோர் வெல்டிங் ஃப்ளக்ஸ் நிரப்பப்பட்ட குழாய் வடிவிலான கம்பியைப் பயன்படுத்துகிறது. அன்றாட உரையாடலில், ஃப்ளக்ஸ் வெல்டர் என்றால் என்ன பொதுவாக இந்த வகையான கம்பி-ஊட்டும் அமைப்பைக் குறிக்கிறது. நீங்கள் மேலும் வினவுகிறீர்கள் எனில், ஃப்ளக்ஸ் கோர் என்றால் என்ன என்பது அந்த ஃப்ளக்ஸ் நிரப்பப்பட்ட குழாய் வடிவிலான கம்பியையும், அதைச் சுற்றியே உருவாக்கப்பட்ட வெல்டிங் முறையையும் குறிக்கிறது.
வாயு பாட்டில் இல்லாமல் இயந்திரம் எவ்வாறு பாதுகாப்பு மண்டலத்தை உருவாக்குகிறது
விற்று வெப்பம் கம்பியை சூடேற்றும்போது, அதனுள் உள்ள ஃப்ளக்ஸ் வினைபுரிந்து, உருகிய வெல்ட் குழம்பை காற்று மாசுபடுத்தலிலிருந்து பாதுகாக்கிறது. அதனால்தான் தன்னிறைவான (செல்ஃப்-ஷீல்டெட்) ஃப்ளக்ஸ் கோர் வெல்டிங் வெளியில் செய்யப்படும் பணிகள் மற்றும் சுமந்து செல்லக்கூடிய பணிகளுக்கு பிரபலமாக உள்ளது. AWS இலிருந்து வரும் வெல்டிங் குறிப்புகள், UTI மற்றும் AWS இரண்டுமே FCAW-ஐ, ஃப்ளக்ஸ் நிரப்பப்பட்ட கம்பியைப் பாதுகாப்புக்காகப் பயன்படுத்தும் கம்பி-ஊட்டும் விற்று வெல்டிங் முறை என விளக்குகின்றன. எனவே மக்கள் கேட்கும்போது ஃப்ளக்ஸ் வெல்டிங் என்றால் என்ன? அவர்கள் பொதுவாக அந்த பாதுகாப்பு செயல்பாடு மற்றும் அதன் பின்னணியில் உள்ள செயல்முறை பற்றி கேட்கின்றனர்.
மக்கள் வெல்டர் மற்றும் FCAW-ஐ குழப்பிக் கொள்வதற்கான காரணம்
இங்குதான் தொடக்க நிலையாளர்கள் தவறு செய்கின்றனர். அந்த வெல்டர் என்பது இயந்திரம் ஆகும். FCAW அல்லது ஃப்ளக்ஸ்-கோர் ஆர்க் வெல்டிங் (FCAW) என்பது அந்த இயந்திரம் செய்யும் செயல்முறையாகும். இந்த மேற்பட்ட பயன்பாடு தான் “ ஃப்ளக்ஸ் கோர் வெல்டிங் என்றால் என்ன? மற்றும் ஃப்ளக்ஸ் கோர் வெல்டர் என்றால் என்ன? போன்ற தேடல்கள் பெரும்பாலும் ஒரே விவாதத்தை ஏற்படுத்துகின்றன. இந்த பெயர்கள் பரஸ்பரம் பயன்படுத்தக்கூடியவை போல் தோன்றினாலும், அவை முற்றிலும் ஒன்றாக இல்லை. இந்த வேறுபாடு, ஃப்ளக்ஸ்-கோர் மட்டுமே செயல்படும் தனித்த வெல்டிங் அலகுகளையும், ஃப்ளக்ஸ்-கோர் கம்பியையும் பயன்படுத்தக்கூடிய MIG இயந்திரங்களையும் ஒப்பிடத் தொடங்கும்போது மேலும் முக்கியத்துவம் வாய்ந்ததாகிறது.

ஃப்ளக்ஸ் கோர் வெல்டர் மற்றும் FCAW – விளக்கம்
இந்த குழப்பம் இரண்டு சொற்களும் ஒன்றே போலத் தான் தோன்றுவதால் ஏற்படுகிறது, ஆனால் அவை ஒன்றே அல்ல. ஒன்று உபகரணத்தைக் குறிக்கிறது; மற்றொன்று வெல்டிங் முறையைக் குறிக்கிறது. நீங்கள் புதிய இயந்திரம் வாங்க வேண்டுமா, வேறு வகையான வயர் தேவையா, அல்லது வெறும் அமைப்பு மாற்றம் போதுமா என்பதை முடிவு செய்யும்போது இந்த வேறுபாடு முக்கியமானது.
ஃப்ளக்ஸ் கோர் வெல்டர் மற்றும் FCAW செயல்முறை
நீங்கள் கேட்டால் fCAW வெல்டிங் என்றால் என்ன? சுருக்கமான பதில் எளிதானது. FCAW என்றால் என்ன? is ஃப்ளக்ஸ் கோர்டு ஆர்க் வெல்டிங் என்பது செயல்முறையின் பெயர். ஒரு ஃப்ளக்ஸ் கோர் வெல்டர் என்பது அந்தச் செயல்முறையை மேற்கொள்ள பயன்படுத்தப்படும் இயந்திரம். தொழில்நுட்ப வகையில், AWS என்பது FCAW-ஐ, ஃப்ளக்ஸ் நிரப்பப்பட்ட தொடர்ச்சியாக ஊட்டப்படும் சுருக்கும் மின்முனையைப் பயன்படுத்தும் அரை-தானியங்கி அல்லது தானியங்கி வெல்டிங் செயல்முறை என வரையறுக்கிறது.
அதனால்தான் கையேடுகள், வகுப்புகள் மற்றும் வெல்டிங் அட்டவணைகள் பெரும்பாலும் FCAW என்று குறிப்பிடுகின்றன, அதே நேரத்தில் இணையத்தில் உள்ள பட்டியல்கள் எளிமையாக 'ஃப்ளக்ஸ் கோர் வெல்டர்' (flux core welder) என்று மட்டுமே குறிப்பிடுகின்றன. சாதாரண உரையாடல்களில், மக்கள் இரண்டையும் குழப்பிக் கொள்கின்றனர். நடைமுறையில், அவற்றை பிரித்து அறிவது பயனுள்ளதாக இருக்கும்: வெல்டர் என்பது கருவியாகும், மேலும் ஃப்ளக்ஸ் கோர் வெல்டிங் என்பது அந்தக் கருவி செய்யும் வேலையாகும்.
ஃப்ளக்ஸ் கோர் வையருடன் கூடிய MIG வெல்டர் மற்றும் ஃப்ளக்ஸ் கோர் மட்டுமே செயல்படும் யூனிட்கள்
பெரும்பாலான குழப்பங்களுக்குப் பின்னால் உள்ள வாங்குபவர் கேள்வி இதுதான். சில இயந்திரங்கள் முக்கியமாக ஃப்ளக்ஸ்-கோர் வையருக்காகவே வடிவமைக்கப்பட்டுள்ளன, பெரும்பாலும் சுய-பாதுகாப்பு வையர் (self-shielded wire) பயன்பாட்டிற்காக. மற்றவை MIG-பாணி வையர்-ஃபீட் இயந்திரங்களாகும், அவை சரியான முனைமை (polarity) மற்றும் வையர் ஊட்டும் பாகங்களை ஆதரிக்கும் வரை ஃப்ளக்ஸ்-கோர் வையரையும் இயக்க முடியும். வெல்ட்குரு குறிப்புகள் mIG ஃப்ளக்ஸ் கோர் என்ற சொற்றொடரை ஃப்ளக்ஸ் கோர் MIG வெல்டர் .
ஒரு குறிப்பிட்ட ஃப்ளக்ஸ்-கோர் மட்டுமே கொண்ட யூனிட் பொதுவாக எளிமையானது. ஒரு ஒத்திசைவு உள்ள MIG இயந்திரம் அதிக நெகிழ்வுத்தன்மை கொண்டது, ஏனெனில் அது வாயுவுடன் திட வையரையும், ஃப்ளக்ஸ்-கோர் வையரையும் இரண்டிற்கும் மாற்றிக்கொள்ள முடியும்; இதற்கு இரண்டாவது வெல்டர் தேவையில்லை. இரு வகையிலும் வையர் துப்பாக்கியின் வழியாகவே ஊட்டப்படுகிறது. மாறும் விஷயங்கள் வையர் வகை, பாதுகாப்பு முறை மற்றும் இயந்திர அமைப்பு ஆகியவையாகும்.
| குறியீட்டு வகை | பாதுகாப்பு அணுகுமுறை | வையர் வகை | நெகிழ்வுத்தன்மை | பொதுவாக பயன்படுத்தப்படும் பயன்பாடு |
|---|---|---|---|---|
| ஃப்ளக்ஸ்-கோர் மட்டுமே கொண்ட யூனிட் | பொதுவாக வையர் ஃப்ளக்ஸிலிருந்து தன்னிச்சையாக பாதுகாக்கப்படும் | ஃப்ளக்ஸ்-கோர் குழாய் வடிவ வையர் | குறைவான | வெளியில் சரிசெய்தல் மற்றும் கையகப்படும் பணிகள் |
| MIG பயன்முறையில் உள்ள MIG வெல்டர் | வெளிப்புற பாதுகாப்பு வாயு | திட வையர் | சராசரி | உள்வீட்டு வடிவமைப்பு மற்றும் சுத்தமான வெல்டிங் |
| ஃப்ளக்ஸ்-கோர் முறையில் பொருத்தமான MIG வெல்டர் | கம்பியைப் பொறுத்தது, பெரும்பாலும் சுய-பாதுகாப்பு கம்பி | ஃப்ளக்ஸ்-கோர் குழாய் வடிவ வையர் | மேலும் | பல அமைப்புகளுக்கு ஒரே கம்பி-பீட் இயந்திரத்தை விரும்பும் பயனர்கள் |
| பல-செயல்முறை இயந்திரம் | தேர்ந்தெடுக்கப்பட்ட செயல்முறையைப் பொறுத்தது | முறையைப் பொறுத்தது | மிக அதிகம் | பல வெல்டிங் விருப்பங்களைத் தேவைப்படுத்தும் வியாபார நிறுவனங்கள் அல்லது பிடிப்பு பயனர்கள் |
பல-செயல்முறை இயந்திரங்கள் எங்கு பொருந்தும்
பல-செயல்முறை இயந்திரங்கள் மேலும் ஒரு அடுக்கைச் சேர்க்கின்றன. அவை புதிய செயல்முறையை உருவாக்கவில்லை. அவை ஒரே மின்சக்தி மூலத்திற்கு, கம்பி-பீட் வெல்டிங் மற்றும் பிற முறைகள் (அடிக்கடி ஸ்டிக் மற்றும் சில சமயங்களில் TIG) ஆகியவற்றுக்கு மாறும் திறனை வழங்குகின்றன. எனவே, நீங்கள் ஏற்கனவே ஒன்றை வைத்திருந்தால், உண்மையான கேள்வி முன்பலகையில் என்ன எழுதப்பட்டுள்ளது என்பதல்ல. அந்த இயந்திரம் ஃப்ளக்ஸ் கோர் வெல்டிங் சரியான துருவத்துடன், கம்பியின் பாதை மற்றும் பயன்படுத்தப்படும் பொருட்களுடன் ஆதரிக்கிறதா என்பதே ஆகும்.
அந்த விவரங்கள் சந்தைப்படுத்தல் குறியீடுகளை விட முக்கியமானவை. ஒரு இயந்திரம் காகிதத்தில் பொருத்தமானதாக இருந்தாலும், அதன் இயக்க அமைப்பு அல்லது முனைகள் சரியாக அமைக்கப்படாவிட்டால், உண்மையான பயன்பாட்டில் அது சிரமத்தை ஏற்படுத்தும். இதுதான் இயந்திரத்தின் உண்மையான பாகங்கள் முக்கியத்துவம் பெறும் இடம் – குறிப்பாக, கம்பியை வழிநடத்தும், பிடித்து வைக்கும் மற்றும் மின்சாரம் வழங்கும் கூறுகள்.
ஃப்ளக்ஸ் கோர் வெல்டிங் இயந்திரத்தின் பாகங்கள் மற்றும் கம்பியின் அடிப்படைகள்
கம்பியை வழிநடத்தும், பிடித்து வைக்கும் மற்றும் மின்சாரம் வழங்கும் பாகங்கள் உங்கள் கவனத்தை மிகுந்த அளவில் கவர வேண்டும். ஒரு ஃப்ளக்ஸ் கோர் வெல்டிங் இயந்திரத்தில் , பொதுவாக சுத்தமான அமைப்பு என்பது சில முக்கிய பாகங்கள் ஒன்றின் மீது ஒன்று போராடாமல், ஒன்றுடன் ஒன்று ஒத்துழைத்துச் செயல்படுவதைச் சார்ந்தது.
ஃப்ளக்ஸ் கோர் வெல்டிங் இயந்திரத்தின் முக்கிய பாகங்கள்
மொத்த அமைப்பு ஏதேனும் ஒரு கம்பி-வழங்கும் வெல்டிங் இயந்திரத்தைப் போன்றே இருக்கும். ஒரு அடிப்படை பாகங்கள் வழிகாட்டி Arccaptain பல கம்பி-வழங்கும் இயந்திரங்களிலும் காணப்படும் அதே முக்கிய அமைப்பை வலியுறுத்துகிறது: மின்சார ஆதாரம், கம்பி வழங்கி, வெல்டிங் துப்பாக்கம் மற்றும் நிலத்துடன் இணைக்கப்பட்ட கிளாம்ப்.
- மின்சார ஆதாரம்: வெல்டிங் மின்னோட்டத்தை உருவாக்குகிறது.
- துப்பாக்கி மற்றும் டிரிக்கர்: துப்பாக்கி வைரை வழிநடத்துகிறது, மேலும் டிரிக்கர் வைர் ஊட்டல் மற்றும் வெல்டிங் வெளியீட்டைத் தொடங்குகிறது.
- கேபிள் மற்றும் லைனர்: கேபிள் மின்சாரத்தை கொண்டுசெல்கிறது, அதே நேரத்தில் லைனர் வைரை ஃபீடரிலிருந்து துப்பாக்கிக்கு வழிநடத்துகிறது.
- கிரவுண்ட் கிளாம்ப்: வேலைப்பொருளை இணைக்கிறது மற்றும் மின்சுற்றை முடிக்கிறது.
- வைர் ஸ்பூல் மற்றும் ஃபீடர்: ஸ்பூல் எலெக்ட்ரோடை வைத்திருக்கிறது, மேலும் டிரைவ் ரோல்கள் அதை முன்னோக்கி தள்ளுகின்றன.
- தொடர்பு நுனி: துப்பாக்கியின் முடிவில் வைரை வழிநடத்துகிறது மற்றும் அதற்கு மின்னோட்டத்தை மாற்றுகிறது.
- துருவத்தன்மை டெர்மினல்கள்: பயன்பாட்டில் உள்ள கம்பி மூலம் இயந்திரத்தை இணைக்க வைக்கிறது.
- முனை அல்லது பரவல் கருவி: சில அமைப்புகளில், குறிப்பாக பாதுகாப்பு வாயு பயன்பாட்டில் இருக்கும் போது, இது இருக்கலாம்.
சரியான ஃப்ளக்ஸ் கோர் கம்பியையும் தொடு டிப்பையும் தேர்வு செய்தல்
நீங்கள் கேட்டால் ஃப்ளக்ஸ் கோர் கம்பி என்றால் என்ன , இது ஃப்ளக்ஸ் நிரப்பப்பட்ட கால்வாய் வடிவ மின்முனையாகும். சில ஃப்ளக்ஸ் கோர் வெல்டிங் கம்பி தனியாக பாதுகாப்பு வாயு உருவாக்கும் வகையில் இருக்கிறது, எனவே இது தனக்கென பாதுகாப்பு வாயுவை உருவாக்குகிறது. மற்ற வகைகள் வாயு-பாதுகாப்பு கொண்டவை ஆகும்; இவை இன்னும் வெளிப்புற வாயுவை தேவைப்படுத்துகின்றன. வாங்குபவர்கள் மேலும் குழப்பமான தேடல் சொற்களையும் சந்திக்கின்றனர், அவை போன்றவை கம்பி ஃப்ளக்ஸ் கோர் , ஃப்ளக்ஸ் கோர் MIG கம்பி , அல்லது காப்பு மூலக்கூறு கோர் வெல்டிங் கம்பி ஆனால் வாங்கும் முடிவு உண்மையில் காப்பு வகை, கம்பியின் விட்டம் மற்றும் இயந்திரத்துடன் ஒத்துப்போவதைப் பற்றியது.
தொடர்பு டிப் (சுட்டிவிரல்) என்பது பல தொடக்க நிலையாளர்கள் நினைப்பதை விட முக்கியமானது. தயாரிப்பாளர் அந்த டிப் இரண்டு பணிகளைச் செய்கிறது: கம்பியை வழிநடத்துதல் மற்றும் வெல்டிங் மின்னோட்டத்தை கடத்துதல் என்று விளக்குகிறது. அதே ஆதாரம், குழாய் வடிவிலான கம்பிகள் பொதுவாக தரமான அல்லது சற்று பெரிய அளவிலான டிப்களுடன் சிறப்பாக ஊட்டப்படும் என்கிறது, ஏனெனில் மிக இறுக்கமான டிப் ஊட்டு விசையை அதிகரித்து, கம்பியின் வளைவு மற்றும் எரிவதை (burnback) ஏற்படுத்தும். மிக தளர்வான டிப் கம்பியை விலக்க விட்டு, விற்று விளக்கத்தை (arc) குறைவாக நிலையாக ஆக்கும்.
சூல் (spool) ஒத்துப்போவதும் முக்கியமானது. உங்கள் இயந்திரம் சுமக்கவும், சிறப்பாக ஊட்டவும் வடிவமைக்கப்பட்ட சூல் வடிவத்தைப் பயன்படுத்தவும். சிறிய சூல்கள் பெரிய தொகுப்புகளை விட கம்பிக்கு அதிக வளைவு (cast) அளிக்கும், இது கம்பி டிப் மற்றும் லைனர் வழியாக எவ்வளவு எளிதாகச் செல்கிறது என்பதைப் பாதிக்கும்.
டிரைவ் ரோல்ஸ், முனைமை (போலாரிட்டி) மற்றும் ஊட்டு அமைப்பு – அடிப்படைகள்
மில்லர், சுய-காப்பு கொண்ட ஃப்ளக்ஸ் கோர் கம்பி இது திடமான வைரத்தை விட மென்மையானது, எனவே பொதுவாக குறுக்கு வடிவிலான இழுப்பு ரோல்கள் (knurled drive rolls) பரிந்துரைக்கப்படுகின்றன. இவை வைரத்தை சிதைக்காமல் அல்லது வடிவத்தை மாற்றாமல் பிடித்து இழுக்கின்றன, அதே நேரத்தில் சாதாரண ரோல்கள் அப்படிச் செய்ய வாய்ப்புள்ளன. அதே வழிகாட்டுதல், தன்னை-பாதுகாக்கும் ஃப்ளக்ஸ்-கோர் வெல்டிங் (self-shielded flux-cored welding) பொதுவாக DC மின்முனை எதிர் முனை (DC electrode negative) ஐப் பயன்படுத்துவதையும், முனை இணைப்புகள் பெரும்பாலும் இயந்திரத்தின் உள்ளே இழுப்பு ரோல்களுக்கு அருகில் அமைந்திருப்பதையும் குறிப்பிடுகிறது. இருப்பினும், தன்னை-பாதுகாக்கும் மற்றும் வாயு-பாதுகாக்கும் (gas-shielded) வெல்டிங் இடையே மாறும்போது, வைரத்தின் லேபிள் அல்லது இயந்திரத்தின் வரைபடத்தில் முனையை (polarity) எப்போதும் உறுதிப்படுத்திக் கொள்ளவும். ஃப்ளக்ஸ் கோர் வெல்டிங் கம்பி .
சூல் (spool), ரோல்கள், லைனர், டிப் மற்றும் முனை (polarity) ஆகிய அனைத்தும் பொருத்தமாக இருக்கும்போது, இயந்திரம் முன்கூட்டியே கணிக்கக்கூடிய வகையில் செயல்படத் தொடங்குகிறது. அதுவே வில்க் (arc) ஐ புரிந்துகொள்வது எளிதாகும் கணம், ஏனெனில் ஒவ்வொரு டிரிக்கர் அழுத்தமும் ஒரே மாதிரியான நிகழ்வுத் தொடரைத் தொடங்குகிறது.
ஃப்ளக்ஸ் கோர் வெல்டிங் எவ்வாறு செயல்படுகிறது
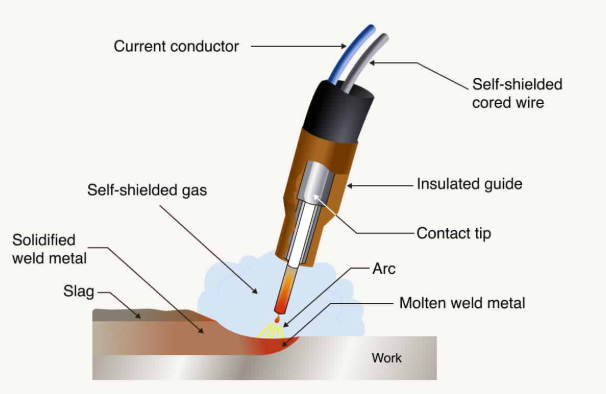
சரியாக ஏற்றப்பட்ட வயர்-ஃபீட் இயந்திரத்தின் டிரிக்கரை இழுத்தால், செயல்முறை விரைவாக நிகழும். வயர் கன் வழியாக நகர்கிறது, மின்னோட்டம் அதனை செயல்படுத்துகிறது, மேலும் வயருக்கும் வேலைப்பாகத்திற்கும் இடையே ஒரு வில்கம்பி (ஆர்க்) உருவாகிறது. அந்த வில்கம்பி குழாய் வடிவிலான வயரையும், அடிப்படை உலோகத்தையும் ஒரே நேரத்தில் உருக்குகிறது, இதனால் செய்யப்படும் சேர்க்கை குழம்பு (வெல்ட் பூல்) உருவாகிறது. இதில் ஃப்ளக்ஸ் கோர் ஆர்க் வெல்டிங் , வயருக்குள் நிரப்பப்பட்டுள்ள ஃப்ளக்ஸ், வெப்பத்தின் கீழ் வினைபுரிந்து, அந்த உருகிய குழம்பை சுற்றியுள்ள காற்றிலிருந்து பாதுகாக்க உதவுகிறது. இதுவே அடிப்படையில் ஃப்ளக்ஸ் கோர் வெல்டிங் என்பது பொதுவாக தனியான வாயு பாட்டில் இல்லாமலேயே செய்யப்பட முடியும் என்பதற்கான காரணமாகும்.
வில்கம்பி (ஆர்க்) தொடங்கும்போது என்ன நிகழ்கிறது
ஒரு சிறிய எஃப்.சி.ஏ.டபிள்யூ. வெல்டிங் வரையறை என்பது ஃப்ளக்ஸ் நிரப்பப்பட்ட குழாய் வடிவிலான மின்முனையைப் பயன்படுத்தும் வயர்-ஃபீட் ஆர்க் வெல்டிங் ஆகும். இச்சொற்றொடர் ஃப்ளக்ஸ் கோர் ஆர்க் என்பது அந்த வயர் தொடர்ந்து செயல்படுத்தப்படும்போது உருவாகும் வில்கம்பியைக் குறிக்கிறது. இதற்கான வழிகாட்டுதல் ஈர்ல்பெக் இந்த செயல்முறையை இரண்டு முக்கிய பதிப்புகளாகப் பிரிக்கிறது, ஆனால் இரண்டிலும் அடிப்படைச் செயல் ஒன்றே: கம்பியை ஊட்டுதல், விற்கு உருவாக்குதல், உலோகத்தை உருக்குதல், உருகிய உலோகத்தை பாதுகாத்தல், பின்னர் சிலிக்கா பாதுகாப்பு அடுக்கின் கீழ் வெல்ட் பீட் (bead) குளிர்வித்தல்.
தன்னியக்க பாதுகாப்பு மற்றும் வாயு பாதுகாப்பு கொண்ட ஃப்ளக்ஸ்-கோர் வெல்டிங்
மிகப்பெரிய வேறுபாடு பாதுகாப்பு எங்கிருந்து வருகிறது என்பதில் தான். தன்னியக்க பாதுகாப்பு கொண்ட FCAW-S என்பது வெல்ட் இடத்தில் தேவையான பாதுகாப்பை உருவாக்க கம்பியின் உள்ளே உள்ள ஃப்ளக்ஸைப் பயன்படுத்துகிறது, அதனால் தான் வாயு-இல்லா ஃப்ளக்ஸ் கோர் வெளியில் மற்றும் காற்று வீசும் சூழ்நிலைகளில் பிரபலமாக உள்ளது. வாயு பாதுகாப்பு கொண்ட FCAW-G, பொதுவாக 'இரட்டை பாதுகாப்பு' என அழைக்கப்படுவது, ஃப்ளக்ஸ்-கோர் கம்பியை இன்னும் பயன்படுத்துகிறது, ஆனால் சிரமமின்றி விற்கு உருவாக்க, குறைந்த துகள் சிதறல் மற்றும் கட்டுப்படுத்தப்பட்ட சூழ்நிலைகளில் சுத்தமான தோற்றமுள்ள வெல்ட்களை உருவாக்க வெளிப்புற பாதுகாப்பு வாயுவைச் சேர்க்கிறது. இரண்டும் ஒரே ஃப்ளக்ஸ்-கோர் வெல்டிங் (FCaW) குடும்பத்தைச் சேர்ந்தவை என்பது ஏனெனில், இரண்டும் ஃப்ளக்ஸ்-கோர் கம்பியையும், அடிப்படையில் ஒன்றேயான கம்பி-ஊட்டும் விற்கு செயல்முறையையும் பயன்படுத்துகின்றன. ஃப்ளக்ஸ் கோர் FCaW குடும்பம், ஏனெனில் இரண்டும் ஃப்ளக்ஸ்-கோர் கம்பியையும், அடிப்படையில் ஒன்றேயான கம்பி-ஊட்டும் விற்கு செயல்முறையையும் பயன்படுத்துகின்றன.
| வகை | பாதுகாப்பு முறை | வெளியில் பயன்படுத்துவதற்கான ஏற்றத்தன்மை | சுத்திகரிப்பு தேவைகள் | வழக்கமான ஊடுருளும் ஆழம் |
|---|---|---|---|---|
| தன்னிறைவு பாதுகாப்புடன் கூடிய FCAW-S | கம்பியில் உள்ள ஃப்ளக்ஸ் பாதுகாப்பு உருவாக்குகிறது | வெளியில் பணியாற்றுவதற்கு வலுவான தேர்வு | அதிக ஸ்பேட்டர் மற்றும் ஸ்லாக் அகற்றல் தேவை | நல்ல ஊடுருளும் தன்மை |
| வாயு-பாதுகாப்புடன் கூடிய FCAW-G | கம்பியில் உள்ள ஃப்ளக்ஸ் மற்றும் வெளிப்புற வாயு | காற்றில் குறைந்த சிறப்புடையது | குறைந்த ஸ்பேட்டர், ஆனால் ஸ்லாக் அகற்றல் இனும் தேவை | நல்ல ஊடுருளும் தன்மை மற்றும் மென்மையான குழம்பு கட்டுப்பாடு |
சிலாக் ஏன் உருவாகிறது மற்றும் அதன் பொருள் என்ன
சிலாக் என்பது வெறும் மீதமுள்ள துகள்கள் மட்டுமல்ல. Unimig இது உருகிய ஃப்ளக்ஸ் மேலே எழும்பி, வெல்டின் மீது கடினமாகி உருவாகும் ஒரு உலோகமற்ற துணைத்தயாரிப்பு என விளக்குகிறது. இந்த அடுக்கு வெல்ட் குளிரும்போது அதைப் பாதுகாக்கிறது, மேலும் வெல்ட் திணிவடையும்போது அதன் வடிவத்தை பராமரிக்க உதவுகிறது. இதன் பரிமாற்ற விளைவு சுத்திகரிப்பு ஆகும். சிலாக் அகற்றப்படாவிட்டால் — குறிப்பாக வெல்டிங் பாஸ்களுக்கு இடையில் — அது வெல்டில் சிக்கிக் கொள்ளும் மற்றும் குறைபாடுகளை உருவாக்கும்.
வெல்டர் என்பது இயந்திரம். FCAW என்பது அது செய்யும் செயல்முறை.
இந்த நிகழ்வுகளின் வரிசை ஏன் அவ்வளவு முக்கியமானது என்பதை இது விளக்குகிறது. வையர் வகை, முனையின் மின்னழுத்த முனை (பாலாரிட்டி) மற்றும் தொடர்பு டிப் அளவு ஆகியவை வையர் ஊட்டத்தை மட்டுமல்ல, விற்சு நடத்தை, உருகிய குழம்பின் தோற்றம் மற்றும் நீங்கள் முதன்முதலில் வைக்கும் வெல்ட் பீட்டை மதிப்பீடு செய்வது எவ்வளவு எளிது என்பதையும் மாற்றுகின்றன.
உங்கள் முதல் வெல்ட் பீட்டை ஃப்ளக்ஸ் கோர் வெல்டிங் மூலம் எவ்வாறு செய்வது
பாகங்கள் சரியான வரிசையில் அமைக்கப்பட்டிருந்தால் மட்டுமே அவை முக்கியத்துவம் வாய்ந்தவை. ஃப்ளக்ஸ் கோர் வெல்டரை முதன்முதலில் பயன்படுத்தும் எவருக்கும், மீண்டும் மீண்டும் பயன்படுத்தக்கூடிய முதல் பயன்பாட்டு முறை நேரத்தையும், வையரையும், பிரச்சனைகளையும் சேமிக்கிறது. நீங்கள் இங்கு தொடக்கத்தில் ஃப்ளக்ஸ் கோர் வெல்டிங் என்று தேடியிருந்தால், அல்லது கூட துகள் மைய வெல்டிங் – தொடக்கத்திற்கான வழிகாட்டி , எளிமையாகவே வைத்துக் கொள்ளவும்: இயந்திரம் துகள் மைய வைரை இயக்க முடியும் என்பதை உறுதிப்படுத்திக் கொள்ளவும், வைரை சரியாக ஏற்றவும், தொடக்கப் புள்ளிக்காக வரைபடத்தை அல்லது கையேட்டைப் பயன்படுத்தவும், உண்மையான வேலையைத் தொடுவதற்கு முன் துண்டு உலோகத்தில் சோதனை செய்யவும். இதுதான் பாதுகாப்பான முறை. வைர் ஃபீட் வெல்டர் மூலம் வெல்டிங் செய்தல் .
- ஒரு வறண்ட, நன்றாக காற்றோட்டம் உள்ள இடத்தில் பணியாற்றவும், எரியக்கூடிய பொருட்களை தூரத்தில் வைக்கவும்.
- வெல்டிங் ஹெல்மெட், பாதுகாப்பு கண்ணுறை, கையுறைகள், நீண்ட கையுறைகள், முழு நீள கஃப்லெஸ் பேண்ட் மற்றும் தோல் பூட்ஸ் ஆகியவற்றை அணியவும்.
- தீ அணைப்பானை அருகில் வைத்திருக்கவும்.
- பூசப்பட்ட அல்லது கால்வனைஸ்ட் உலோகத்தில் வெல்டிங் செய்ய வேண்டாம்.
- இணைப்பு பகுதியையும், கிரவுண்ட் கிளாம்ப் இணைக்கப்படும் இடத்தையும் சுத்தம் செய்யவும்.
துகள் மைய வைரை சரியான முறையில் ஏற்றுதல்
இயந்திர அமைப்பு வைர் பாதையில் தொடங்குகிறது. மில்லர் மற்றும் Lowe's இது ஏன் முக்கியம் என்பதை விளக்குகிறது: ஃப்ளக்ஸ்-கோர் வையர் திடமான வையரை விட மென்மையானது, எனவே சரியான டிரைவ் ரோல் மற்றும் கவனமான டென்ஷன் ஆகியவை வையரை சுலபமாக ஊட்டுவதை உறுதி செய்கின்றன.
- இயந்திரம் அணைக்கப்பட்ட நிலையில், அது ஃப்ளக்ஸ்-கோர் வையருக்கு பொருத்தமானதா என உறுதிப்படுத்தவும், சரியான வையர் அளவு, தொடர்பு டிப் (contact tip) மற்றும் எந்தவொரு நாஸில் பாகங்களையும் கையேட்டில் சரிபார்க்கவும்.
- கேபிள், லைனர், தொடர்பு டிப் மற்றும் வையரை ஆய்வு செய்யவும். தேய்ந்த பயன்பாட்டு பாகங்களை மாற்றவும்; துருபிடித்த வையரை பயன்படுத்த வேண்டாம்.
- பரிந்துரைக்கப்பட்ட டிரைவ் ரோலை நிறுவவும். சுய-பாதுகாப்பு ஃப்ளக்ஸ்-கோர் வையருக்கு, பொதுவாக க்னர்ல்ட் (knurled) டிரைவ் ரோல் பயன்படுத்தப்படுகிறது.
- ஸ்பூலை ஏற்றி, வையரை ஃபீடர் மற்றும் லைனர் வழியாக இழுத்து, பின்னர் கன் (gun) வழியாக ஊட்டவும்.
- பொருத்தமான தொடர்பு டிப்பை நிறுவவும், பரிந்துரைக்கப்பட்ட ஸ்டிக்அவுட் (stickout) அளவுக்கு வையரை வெட்டவும். லோவ்ஸ் (Lowe's), பொதுவான ஃப்ளக்ஸ்-கோர் ஸ்டிக்அவுட் அளவை 3/4 அங்குலம் முதல் 1 அங்குலம் வரை குறிப்பிடுகிறது.
- கையேட்டில் அல்லது ஃப்ளக்ஸ் கோர் வெல்டிங் அமைப்புகள் வரைபடம் கதவு பேனலில் உள்ளதை அடிப்படையாகக் கொண்டு இயந்திரத்தை அமைக்கவும். இந்த அமைப்புகளை தொடக்க புள்ளியாக மட்டுமே பயன்படுத்தவும், இறுதி தீர்வாக அல்ல.
துருவத்தன்மை (போலாரிட்டி), கிரவுண்டிங் மற்றும் ஃபீட் டென்ஷனை சரிபார்த்தல்
இதுதான் பல முதல் வெல்டிங் சேர்வுகள் தொடங்கும் இடம். ஃப்ளக்ஸ் கோர் வெல்டிங் முனைமை நீங்கள் பயன்படுத்தும் வையருக்கு ஏற்றவாறு இருக்க வேண்டும். பல சுய-பாதுகாப்பு கொண்ட மென்மையான எஃகு வையர்களுக்கு, மில்லர் DC மின்வாயு எதிர்மறை எனக் குறிப்பிடுகிறது, ஆனால் வெல்டிங் செய்வதற்கு முன் எப்போதும் வையர் லேபிள் மற்றும் உங்கள் இயந்திரத்தின் கையேட்டைச் சரிபார்த்துக் கொள்ளவும்.
ஃபீட் தழுவலுக்கும் அதே ஊகமற்ற அணுகுமுறை தேவை. மிக அதிக தழுவல் வையரை சப்பற்ற ஆக்கும். மிகக் குறைவான தழுவல் அதை சரியாக வழங்காமல் வழுவச் செய்யும். ஹோபார்ட் பிரதர்ஸ் பரிந்துரைக்கும் ஒரு நடைமுறை முறை: முதலில் இலேசான டிரைவ்-ரோல் தழுவலுடன் தொடங்கி, வையரை ஒரு வெல்டிங் கவசத்தின் உள் கையில் வழங்கவும், பின்னர் வழுவல் நின்றவுடன் தழுவலை அதிகரித்து, அதனுடன் கிட்டத்தட்ட அரை முறுக்கு மேலும் சேர்க்கவும். இறுதியில், கிரவுண்ட் கிளாம்பை வெல்டிங் பகுதிக்கு அதிகபட்சமாக அருகில் உள்ள சுத்தமான வெளிப்புற உலோகத்தில் இணைக்கவும்.
சோதனை வெல்டிங் செய்தல் மற்றும் பீட் (Bead) ஐ வாசித்தல்
நீங்கள் அறிய விரும்பினால் ஃப்ளக்ஸ் கோர் வெல்டிங் எவ்வாறு செய்வது பொருளை வீணாக்காமல், வேலையை எத்தனை சரியாக ஒத்திருக்கிறதோ அத்தனை சரியாக இருக்கும் வகையில் துண்டு பொருளில் ஒரு சிறிய சோதனை வெல்டிங் பீட் (bead) ஐ உருவாக்கவும். மில்லர் மற்றும் லோவ்ஸ் ஆகிய இரு நிறுவனங்களும் வரைபடத்தில் உள்ள அமைப்புகளை தோராயமான வழிகாட்டிகளாகப் பயன்படுத்தி, சோதனை வெல்டிங்குகளுக்குப் பின் துல்லியமாக சரிசெய்யுமாறு பரிந்துரைக்கின்றன. நிலையான ஆர்க் (arc) ஒலியைக் கவனிக்கவும், மென்மையான கம்பி ஊட்டுதலைக் கவனிக்கவும், தெளிவான எரிதல், கம்பியின் முனை சிக்கித்தடுப்பு (stubbing) அல்லது அதிக ஸ்பேட்டர் (spatter) இன்றி சீரான முறையில் பீட் உருவாகும் வகையில் கவனிக்கவும்.
ஒரே நேரத்தில் ஒரே ஒரு திருத்தத்தை மட்டுமே செய்யவும். கம்பி-ஊட்டு வேகம், வெப்ப வரம்பு அல்லது கன் (gun) தூரத்தில் சிறிய மாற்றங்கள் செய்வது, சுதந்திரமாக கட்டுப்பாட்டு முழுக்களை திருப்புவதை விட மிகவும் பயனுள்ளதாக இருக்கும். அந்த ஆரம்பகால ஃப்ளக்ஸ் கோர் வெல்டிங் குறிப்புகள் முக்கியமானவை, ஏனெனில் ஒரு இயந்திரத்தை காகிதத்தில் சரியாக அமைத்திருந்தாலும், கிளாம்ப் தொடர்பு, இழுப்பு அல்லது முனைமாற்றம் (polarity) தவறாக இருந்தால் அது திருப்திகரமாக வெல்டிங் செய்யாது. மேலும், ஆர்க் சரியாக செயல்படத் தொடங்கிய பின், சவால் அமைப்பிலிருந்து கை கட்டுப்பாட்டுக்கு மாறுகிறது; இங்குதான் தொழில்நுணுக்கம் அனைத்து தெரிவிக்கும் வித்தியாசத்தை ஏற்படுத்துகிறது.

மேம்பட்ட பீட்ஸ் (beads) க்கான ஃப்ளக்ஸ் கோர் வெல்டிங் தொழில்நுணுக்கங்கள்
ஒரு இயந்திரத்தை சரியாக ஏற்றினாலும், அது மோசமான குண்டுகளை (beads) உருவாக்கலாம். ஃப்ளக்ஸ்-கோர் வெல்டிங்கில், கை கட்டுப்பாடு தான் பெரும்பாலான தெரிவிக்கப்படும் வேலையைச் செய்கிறது. ஸ்டிக்அவுட் (stickout), பயண கோணம் (travel angle) மற்றும் வேகம் (pace) ஆகியவற்றில் சிறிய மாற்றங்கள், குழப்பமான பயிற்சி ஓட்டங்களை திடமான முடிவுகளாக மாற்றலாம். மிக திறமையானது ஃப்ளக்ஸ் கோர் வெல்டிங் தொழில்நுட்பங்கள் அதிக அளவிலானவை அல்ல. அவை ஒவ்வொரு பாஸிலும் ஒரே மாதிரியாக மீண்டும் மீண்டும் செய்யப்படும் எளிய பழக்கங்கள்.
மிக முக்கியமான ஃப்ளக்ஸ் கோர் வெல்டிங் தொழில்நுட்பங்கள்
மில்லர், ஃப்ளக்ஸ்-கோர் வெல்டிங்கிற்கு ஒரு இழுப்பு (drag) தொழில்நுட்பத்தை பரிந்துரைக்கிறது; பொதுவான நிலைமைகளில் பயண கோணம் சுமார் 5 முதல் 15 டிகிரி வரை இருக்க வேண்டும். அதே வழிகாட்டி, ஃப்ளக்ஸ்-கோர் கம்பிக்கு சுமார் 3/4 அங்குலம் ஸ்டிக்அவுட் பொதுவாக பரிந்துரைக்கிறது. பெர்னார்ட் மேலும், கன்-டு-வொர்க் தூரம் அதிகமாகவும், கம்பியின் ஊட்டு வேகம் மெதுவாகவும் இருந்தால், பர்ன்பேக் (burnback) ஏற்படலாம்; மேலும், ஊட்டு சிக்கல்கள் விற்று விளக்கை (arc) முறையாக அணைத்துவிடலாம் என்று குறிப்பிடுகிறது.
- சந்திப்பிலிருந்து அடிக்கடி நெருக்கமாகவும், தூரமாகவும் நகராமல், மாறாத ஸ்டிக்அவுட் ஐ பராமரிக்கவும்.
- குழம்பை (puddle) தள்ளாமல், அதை இழுத்துச் செல்லவும். வேலை இடத்தின் விதிமுறை நினைவில் கொள்வது எளிது: 'ஸ்லாக் (slag) இருந்தால், நீங்கள் இழுத்துச் செல்ல வேண்டும்.'
- ஒரு மிதமான கன்னி கோணத்தைப் பயன்படுத்தவும். மில்லர், அதிக கோணம் சிதறுதலை அதிகரிக்கும், ஊடுருளும் ஆழத்தைக் குறைக்கும் மற்றும் வில் நிலையின்மையை ஏற்படுத்தும் என்று குறிப்பிடுகிறார்.
- சிறிது உருகிய உலோகத்தின் குழம்பு வில்லை விட முன்னேறாமல் இருக்குமாறு, நிலையான பயண வேகத்தை பராமரிக்கவும்; இதனால் கழிவு உருகிய உலோகத்தின் குழம்பில் சிக்கிக் கொள்ளாது.
- சிப்பிங் ஹாமர், வயர் பிரஷ் அல்லது கிரைண்டர் பயன்படுத்தி ஒவ்வொரு பாஸுக்கும் இடையிலும் முழுமையாக சுத்தம் செய்யவும்.
இந்த அடிப்படைகள் அவற்றை ஃப்ளக்ஸ் கோர் MIG வெல்டிங் டிப்ஸ் என்று அழைப்பதாக இருந்தாலும் அல்லது ஃப்ளக்ஸ் கோர் வயர் கொண்டு வெல்டிங் என்று எளிமையாக அழைப்பதாக இருந்தாலும் பொருந்தும். சிரமமின்றி மீண்டும் மீண்டும் செய்யக்கூடிய சீரான இயக்கமே வேகமாக வெல்ட் செய்வதை விட முக்கியம்.
சிதறுதல், ஊடுருளும் ஆழம் மற்றும் பீட் வடிவத்தை எவ்வாறு மேம்படுத்துவது?
பீட் வடிவம் பொதுவாக நீங்கள் மாற்றியதை உங்களுக்கு விளக்கும். பெர்னார்ட், வயர் ஃபீட் அமைப்புக்கு அதிக மின்னழுத்தம் புழு பாதை (worm tracking) ஏற்படுத்தும் என்றும், குறைந்த வெப்ப உள்ளீடு கழிவு சேர்க்கைகளை (slag inclusions) ஏற்படுத்தும் என்றும் குறிப்பிடுகிறார். மில்லர், சிறிது பக்கவாட்டு இயக்கம் மற்றும் பக்கங்களில் சிறிது நேரம் நிறுத்துவது அகலமான இணைப்பை நிரப்பவும், தேவைப்படும் போது வீவிங் செய்யும்போது அடிக்கீழ் வெட்டு (undercut) ஏற்படாமல் தடுக்கவும் உதவும் என்று குறிப்பிடுகிறார்.
- மிகையான சிந்தல்: மிகையான கன் கோணத்தைச் சரிபார்க்கவும், உங்கள் அமைப்புகள் கம்பி மற்றும் பொருளுக்கு ஏற்றவாறு இருப்பதை உறுதிப்படுத்தவும்.
- மேற்பரப்பில் ஆழமற்ற ஊடுருளல்: வெப்ப உள்ளீட்டைச் சரிபார்க்கவும், உருகிய உலோகத்தின் குழம்பை விட வேகமாக செல்லாமல் இருக்கவும், விற்று விளிம்பின் பின்புறத்தில் விற்று விளிம்பை வைத்திருக்கவும்.
- விளிம்புகளில் ஆழமான குறைபாடு: நீங்கள் வெய்வ் (weave) செய்கிறீர்கள் எனில், ஒவ்வொரு பக்கத்திலும் சிறிது நேரம் நின்று, வெல்ட் உலோகம் விளிம்புகளை நிரப்ப அனுமதிக்கவும்.
- விற்று தொடர்ந்து துண்டிக்கப்படுகிறது: இயந்திரத்தை குற்றம் சாட்டுவதற்கு முன், பர்ன்பேக் (burnback), பர்ட்நெஸ்டிங் (birdnesting), லைனர் சிக்கல்கள் அல்லது மோசமான டிரைவ்-ரோல் தழுவல் (tension) ஆகியவற்றை ஆராயவும்.
அத்தகைய அறிகுறிகளை அடிப்படையாகக் கொண்ட வாசிப்புதான் சீரற்ற பயிற்சியை பயனுள்ள ஃப்ளக்ஸ் வயர் வெல்டிங் தொழில்நுட்பங்களாக மாற்றுகிறது .
நல்ல ஃப்ளக்ஸ் கோர் வெல்டிங்குகளுக்கு வழிவகுக்கும் எளிய சரிசெய்தல்கள்
- ஒரே நேரத்தில் ஒரு மாற்றத்தை மட்டும் செய்யவும். இயந்திரத்தின் வரைபடத்தை தொடக்கப் புள்ளியாகப் பயன்படுத்தவும், பின்னர் கட்டுப்பாடுகளை சீராக சரிசெய்யவும் — சீரற்ற முறையில் கட்டுப்பாடுகளை திருப்பாமல்.
- கம்பி டிப்பிற்குள் எரிந்து செல்லுமானால், முதலில் கம்பி பீட் வேகத்தையும், கன் தூரத்தையும் பரிசோதிக்கவும்.
- கம்பி பீட் சீரற்ற உணர்வை ஏற்படுத்துமானால், லைனர், தொடுதல் டிப் மற்றும் டிரைவ்-ரோல் தழுவலைச் சரிபார்க்கவும்.
- பல-கட்ட வெல்டிங்குகளைச் செய்யும்போது, அடுத்த கட்டத்திற்காக இடம் விட்டு, தொடருவதற்கு முன் அனைத்து ஸ்லாக்கையும் அகற்றவும்.
சரி ஃப்ளக்ஸ் கோர் வெல்டிங்குகள் பொதுவாக மீளக்கூடிய பழக்கங்களிலிருந்து வருகின்றன: ஒரே ஸ்டிக்அவுட், ஒரே இழுப்பு கோணம், ஒரே வேகம், ஒரே சுத்திகரிப்பு. ஃப்ளக்ஸ் கோர் வெல்டிங் கம்பியை ஃப்ளக்ஸ் கோர் வெல்டிங் கம்பி மென்மையாகக் கையாளுவது முன்கூட்டியே கணிக்கக்கூடிய பீட் வடிவத்தை உருவாக்கவும், கணிப்புகளைக் குறைக்கவும், மேலும் நல்ல ஃப்ளக்ஸ் கோர் வெல்டிங்குகளை உருவாக்கவும் உதவுகிறது அந்த ஒழுங்குமுறை மூலம், உண்மையான உலக வேலைகளுக்கான செயல்முறையை மதிப்பீடு செய்வதும் எளிதாகிறது, ஏனெனில் அனைத்து பொருள்களும், இடங்களும் அல்லது முடிவு தேவைகளும் அதன் வல்லமைகளுக்கு ஏற்றவை அல்ல.
ஃப்ளக்ஸ் வெல்டர் எதற்கு பயனுள்ளது?
வேலைக்கு பொருத்தம் அமைப்பு அளவுக்கு முக்கியமானது. நீங்கள் கேட்கிறீர்கள் ஃப்ளக்ஸ் வெல்டர் எதற்கு பயனுள்ளது அல்லது ஃப்ளக்ஸ்-கோர் வெல்டிங் எதற்கு பயன்படுகிறது எனில், குறுகிய விடை இது: ஃப்ளக்ஸ்-கோர் வெல்டிங், வைர்-வழங்கப்படும் வேகம், உறுதியான ஊடுருவல் மற்றும் வெளியே செயல்படும் செயல்முறை தேவைப்படும்போது சிறப்பாக செயல்படுகிறது. AWS fCAW ஐ கட்டமைப்பு எஃகு, பாலங்கள், கப்பல் கட்டுமானம், குழாய்கள் மற்றும் கனரக உபகரண மராமத்திற்காக வலியுறுத்துகிறது; மில்லர், சுய-பாதுகாப்பு ஃப்ளக்ஸ்-கோர் வெல்டிங்கை வெளியில் செயல்படுவதற்கு ஏற்ற செயல்முறையாகவும், சிறிது துருப்பிடித்த அல்லது அழுக்கான பொருள்களில் மிகவும் தாங்குதல் கொண்டதாகவும் குறிப்பிடுகிறது. எனவே, ஃப்ளக்ஸ்-கோர் வெல்டுகள் நல்லவையா? ஆம், வேலை செயல்முறைக்கு பொருத்தமாக இருக்கும்போது.
ஃப்ளக்ஸ்-கோர் வெல்டருக்கான சிறந்த பயன்பாடுகள்
பல பயனர்களுக்கு, மிகப்பெரிய நன்மை என்பது வாயு இல்லா ஃப்ளக்ஸ் கோர் வெல்டிங் . சுய-பாதுகாப்பு கம்பி என்பது வாயு பாட்டிலை எடுத்துச் செல்வதற்கான தேவையை நீக்குகிறது, இது சுமந்து செல்லக்கூடிய சரிசெய்தல் பணிகளை எளிதாக்குகிறது. இந்த செயல்முறை குறிப்பாக கனமான பகுதிகளில் அதிக உருகிய உலோக வீழ்படிவு மற்றும் ஆழமான ஊடுருளலுக்காகவும், வெறும் விரைவான டாக் பணிகளுக்காகவும் மதிப்பிற்குரியதாக உள்ளது.
- வெளியில் வெல்டிங்: கம்பியின் உள்ளே உள்ள ஃப்ளக்ஸ் பாதுகாப்பை வழங்குவதால், காற்று வாயு மட்டுமே பயன்படுத்தப்படும் கம்பி செயல்முறைகளை விட குறைந்த பிரச்சனையாக உள்ளது.
- சரிசெய்தல் மற்றும் கனமான தயாரிப்பு: AWS என்பது கட்டமைப்பு எஃகு, பாலங்கள், கப்பல் கட்டுமானம், குழாய் வழிகள் மற்றும் கனமான உபகரணங்களின் சரிசெய்தல் ஆகியவற்றை FCAW செயல்முறையின் பொதுவான பயன்பாடுகளில் பட்டியலிடுகிறது.
- தடிமனான மென்மையான எஃகு: இந்த செயல்முறை ஆழமான ஊடுருளல் மற்றும் வேகமான உலோக வீழ்படிவு ஆகியவற்றை நன்றாக வழங்கும் பயன்பாடுகளுக்கு ஏற்றதாக உள்ளது.
- முழுமையாக இல்லாத மேற்பரப்புகள்: மில்லர், பாரம்பரிய MIG விட சற்று துருபிடித்த, அழுக்கான அல்லது மாசுபட்ட பொருள்களுக்கு அதிக சகிப்புத்தன்மை கொண்டது என்று குறிப்பிடுகிறார்.
ஃப்ளக்ஸ் கோர் எப்போதும் சிறந்த தேர்வாக இருக்காது
இது ஒவ்வொரு திட்டத்திற்கும் தானாகவே சிறந்த தேர்வாக இருக்காது. மில்லர், ஃப்ளக்ஸ்-கோர் வெல்டிங் செய்யும்போது உருவாகும் ஸ்லாக் (slag) ஐ அகற்ற வேண்டும் என்றும், MIG வெல்டிங் போல விசுவாசமான தோற்றம் இல்லை என்றும் குறிப்பிடுகிறார்; எனவே பல செயல்பாட்டாளர்கள், சுத்தம் செய்தல் மற்றும் தோற்றம் முக்கியமாக இருக்கும் உள்ளே செய்யப்படும் வேலைகளுக்கு MIG ஐ தேர்வு செய்கின்றனர். மெல்லிய உலோகங்களுக்கு இது விரைவில் சிரமமாக மாறும், ஏனெனில் உருகி வெளியேறுதல் (burn-through) அதிக அச்சத்தை ஏற்படுத்தும் மற்றும் தொழில்நுட்பம் மிகவும் துல்லியமாக இருக்க வேண்டும்.
ஸ்டெயின்லெஸ் ஸ்டீலிலும் இதே போக்கு தெரிகிறது. வெல்ட்குரு (Weldguru), சுய-பாதுகாப்பு கொண்ட ஃப்ளக்ஸ் கோர் ஸ்டெயின்லெஸ் ஸ்டீல் சிறிய கட்டமைப்பு வெல்டிங் பணிகளுக்கு சாத்தியமே, ஆனால் இது மிகவும் சுத்தமான தோற்றத்தை வழங்காது மற்றும் முடிவு தரம் முக்கியமாக இருக்கும் பணிகளுக்கு பொருத்தமற்றது. போன்ற தேடல்கள் ஃப்ளக்ஸ் கோர் வெல்டிங் அலுமினியம் அல்லது அலுமினியத்தை ஃப்ளக்ஸ் கோர் மூலம் வெல்ட் செய்ய முடியுமா பொதுவாக இவை அனைத்து உலோகங்களுக்கும் ஒரே வகையான கம்பி அமைப்பு போதுமானது என்ற ஒரே கருதுகோளிலிருந்து வருகின்றன. இங்குள்ள மூலங்கள், இந்த செயல்முறைக்கு ஏற்ற மிகவும் பொருத்தமான பொருள்களாக மென்மையான எஃகு மற்றும் சில ஸ்டெயின்லெஸ் ஸ்டீல் பயன்பாடுகளை மிகவும் தெளிவாகக் குறிப்பிடுகின்றன.
பொருளின் இருப்பிடம் மற்றும் முடிவு தரத்தின் தேவைகளை அடிப்படையாகக் கொண்டு எவ்வாறு தீர்மானிப்பது
- பொருள் தடிமன்: வெப்பக் கட்டுப்பாடு குறைவாக பொறுமையுள்ளதாக இருக்கும் மெல்லிய தகடுகளை விட, கனமான எஃகு பொதுவாக FCAW க்கு மிகவும் ஏற்றதாகும்.
- பணியிடச் சூழல்: வெளியில் அல்லது புலத்தில், தன்னிறைவு ஃப்ளக்ஸ் கோர் செயல்முறைக்கு தெளிவான நன்மை உள்ளது.
- சுத்திகரிப்பு பொறுமை: சிலாக் உடைத்தல் மற்றும் ஸ்பேட்டரை கட்டுப்படுத்துதல் என்பது ஒரு சிரமமாக இருப்பின், ஒரு சுத்தமான உள்ளாங்கு செயல்முறை மிகவும் பொருத்தமானதாக இருக்கும்.
- முடிக்கும் எதிர்பார்ப்புகள்: இறுதி வெல்ட் பீட் சுத்தமாக இருக்க வேண்டுமென்றும், வெல்டிங்கிற்குப் பின் குறைந்த வேலை தேவைப்பட வேண்டுமென்றும் இருப்பின், ஃப்ளக்ஸ் கோர் பொதுவாக முதல் தேர்வாக இருக்காது.
- உலோக வகை: கம்பியை பொருளுடன் பொருத்தமாக தேர்ந்தெடுக்கவும். ஸ்டெயின்லெஸ் ஸ்டீல் பயன்பாடுகளுக்கு மென்மையான எஃகு கம்பியை அடிப்படையாகக் கொண்டு சிந்திக்காமல், சரியான ஸ்டெயின்லெஸ் ஸ்டீல் ஃப்ளக்ஸ்-கோர் கம்பி பயன்படுத்தப்பட வேண்டும்.
அந்த சட்டம் பதிலை விளக்கமாகவும், வரையறுக்கப்படாததாகவும் மாற்றுகிறது. வெளியில் எஃகு வேலைகள், பழுது பார்க்கும் பணிகள் மற்றும் கனரக உற்பத்தி பணிகளுக்கு ஃப்ளக்ஸ் கோர் வெல்டிங் இயந்திரம் ஒரு வலுவான தேர்வாகும். இருப்பினும், மெல்லிய, தோற்றத்தை முக்கியமாகக் கருதும் திட்டங்களுக்கு இது குறைந்த ஏற்றுக்கொள்ளத்தக்கதாகும். அவ்வாறு பார்க்கும்போது, உண்மையான கேள்வி ஃப்ளக்ஸ் கோர் நல்லதா அல்லது கெட்டதா என்பது அல்ல; மாறாக, உங்களுக்கு முன்னால் உள்ள பொருளுக்கு மிகக் குறைந்த சமரசங்களை வழங்கும் செயல்முறை எது என்பதே ஆகும்.
ஃப்ளக்ஸ் கோர் மற்றும் MIG, ஸ்டிக், TIG – ஒப்பீடு
எந்த வெல்டிங் செயல்முறையைத் தேர்வு செய்வது என்பது பொதுவாக எது சிறந்தது என்று கேட்பதை நிறுத்தி, உண்மையில் அந்த வேலைக்கு என்ன தேவை என்று கேட்பதைத் தொடங்கும்போது எளிதாகிறது. பெரும்பாலான ஃப்ளக்ஸ் கோர் vs MIG முடிவுகள் நான்கு விஷயங்களைச் சுற்றியே சுழலும்: நீங்கள் எங்கு வெல்டிங் செய்யப் போகிறீர்கள், முடிந்த வெல்ட் பீட் எவ்வளவு சுத்தமாகத் தோன்ற வேண்டும், எஃகின் தடிமன் எவ்வளவு, மற்றும் நீங்கள் எவ்வளவு அமைப்பு சாமான்களை எடுத்துச் செல்ல விரும்புகிறீர்கள். ஒரு பரந்த ஒப்பீடு ESAB மற்றும் ஆர்க்கேப்டெய்ன் நிறுவனத்தின் பயன்பாட்டு வழிகாட்டி பெரிய படத்தை ஒத்துள்ளன: MIG மற்றும் ஃப்ளக்ஸ் கோர் ஆகிய இரண்டும் வேகமான கம்பி-ஊட்டும் முறைகள்; ஸ்டிக் வெல்டிங் வெளியில் பயன்படுத்த உறுதியானது; TIG மிக அதிக கட்டுப்பாட்டையும், சிறந்த தோற்றத்தையும் வழங்குகிறது, ஆனால் அதற்கு அதிக திறமையும், நேரமும் தேவை.
அன்றாட வாங்கும் முடிவுகளுக்கான ஃப்ளக்ஸ் கோர் மற்றும் MIG
பல தொடக்க நிலையாளர்களுக்கு, mIG அல்லது ஃப்ளக்ஸ் கோர் வெல்டிங் என்பது ஒரே இயந்திரத்தின் இரண்டு பதிப்புகளுக்கு இடையே தேர்வு செய்வது போல உணரப்படுகிறது. இந்த எண்ணம் பகுதியளவு சரியும், பகுதியளவு தவறானதுமாகும். இரண்டுமே கம்பி-வழங்கல் முறைகளாகும், மேலும் பல MIG-பாணி இயந்திரங்கள் ஃப்ளக்ஸ்-கோர் கம்பியை இயக்க முடியும். ஆனால் mIG வெல்டிங் மற்றும் FCAW என்பது வெறும் கம்பி மாற்றம் மட்டுமல்ல. MIG வெளிப்புற பாதுகாப்பு வாயுவைப் பயன்படுத்துகிறது, இது குறைந்த ஸ்லாக் மற்றும் குறைந்த பின்-வெல்டிங் சுத்திகரிப்புடன் சுத்தமான வெல்டுகளை உருவாக்க உதவுகிறது. ஃப்ளக்ஸ்-கோர்டு விற்று வெல்டிங் (FCAW) உள்ளே ஃப்ளக்ஸ் கொண்ட குழாய் வடிவ கம்பியைப் பயன்படுத்துகிறது. சுய-பாதுகாப்பு பயன்முறையில், இது பெரும்பாலும் வாயு பாட்டிலைத் தவிர்த்து, காற்றின் விளைவை நன்றாக ஏற்றுக்கொள்கிறது.
அதனால்தான் ஃப்ளக்ஸ் கோர் MIG என்ற சொற்றொடர் தேடல்களில் மிகவும் அடிக்கடி தோன்றுகிறது. மக்கள் பொதுவாக FCAW-க்காக அமைக்கப்பட்ட MIG-வகை கம்பி வழங்கி பற்றியே பேசுகின்றனர். அதேபோல், ஃப்ளக்ஸ் கோர் கம்பியுடன் MIG வெல்டிங் பொதுவான கடை மொழி ஆகும், ஆனால் தொழில்நுட்ப ரீதியாக இது இன்னும் ஃப்ளக்ஸ்-கோர் வெல்டிங் ஆகும், தரநிலை வாயு-பாதுகாக்கப்பட்ட MIG அல்ல. " வெல்டிங் mig காஸ்லெஸ் என்ற தேடல்கள் பொதுவாக அதே சுய-பாதுகாக்கப்பட்ட அமைப்பைச் சுட்டிக்காட்டும்.
| தத்துவக் கொள்கை | பாதுகாப்பு முறை | வெளியில் செயல்திறன் | சுத்தம் செய்தல் | திருகிழிப்படும் தன்மை | கற்றல் வளைவு | மெல்லிய உலோகக் கட்டுப்பாடு | வேகம் | சாதாரண பயன்பாடு |
|---|---|---|---|---|---|---|---|---|
| ஃப்ளக்ஸ் கோர், சுய-பாதுகாக்கப்பட்ட FCAW | கம்பியில் ஃப்ளக்ஸ், தனியாக வாயு பாட்டில் இல்லை | காற்றில் மிகவும் நன்றாக செயல்படும் | அதிக புகை, சிதறல் மற்றும் ஸ்லாக் | உயர் | தொடக்கநிலை முதல் இடைநிலை வரை | மெல்லிய உலோகத்தில் நல்லது, நடுத்தரம் முதல் தடிமனான எஃகில் வலுவானது | FAST | வெளியில் சரிசெய்தல், கனமான எஃகு, புலத்தில் பணி |
| MIG, GMAW | வெளிப்புற பாதுகாப்பு வாயு தேவை | காற்று வீசும் நிலைமைகளில் மோசமானது | தூய்மையான வெல்டுகள், குறைந்த ஸ்லாக் | சரி | தொடக்கத்திற்கு ஏற்றது | மெல்லிய பொருள்களில் சிறந்த கட்டுப்பாடு | FAST | உள்ளே தயாரித்தல், காரேஜ் பணி, தூய்மையான முடிவடைந்த வெல்டுகள் |
| ஸ்டிக், SMAW | ஃப்ளக்ஸ்-மூடப்பட்ட கம்பி பாதுகாப்பு உருவாக்குகிறது | வெளியே மிகவும் நன்றாக செயல்படும் | அதிக ஸ்லாக் மற்றும் சுத்திகரிப்பு தேவை | உயர் | தொடக்கத்தில் இருந்து மிதமான அளவு வரை பயன்பாட்டிற்கு ஏற்றது | மெல்லிய தகடுகளுக்கு குறைவாக ஏற்றது | சரி | சரிசெய்யும் பணிகள், அழுகிய அல்லது துருபிடித்த எஃகு, விவசாயம் மற்றும் கட்டுமானத் தள பணிகள் |
| TIG, GTAW | வெளிப்புற மந்த வாயு தேவை | காற்றின் விளைவுக்கு உணர்திறன் உள்ளது | மிகவும் தூய்மையான | சராசரி முதல் உயர் வரை | கற்றலுக்கு மிகவும் கடினம் | மெல்லிய உலோகத்தில் சிறந்த கட்டுப்பாடு | மெதுவாக | துல்லியமான வேலை, ஸ்டெயின்லெஸ் ஸ்டீல், அலுமினியம், தோற்றத்தை முக்கியமாகக் கருதும் வெல்டிங் |
ஃப்ளக்ஸ் கோர், ஸ்டிக் மற்றும் TIG ஆகியவற்றுடன் ஒப்பிடும்போது
அந்த sMAC vs FCAW இந்த ஒப்பீடு குறிப்பாக வெளியில் உள்ள எஃகு வேலைகளுக்கு மிகவும் பயனுள்ளதாக உள்ளது. MIG அல்லது TIG ஐ விட இரண்டும் கடினமான சூழல்களை சிறப்பாகக் கையாளும். வேறுபாடு ஃபீடிங் முறையில் உள்ளது. ஸ்டிக் முறையில் குறுகிய பயன்படுத்தப்படும் ராடுகள் பயன்படுத்தப்படுகின்றன, மேலும் ஒவ்வொரு ராடும் முடிந்தவுடன் வேலை நிறுத்தப்படுகிறது. FCAW தொடர்ச்சியாக ஃபீட் செய்யப்படுவதால், பொதுவாக இது வேகமானது மற்றும் குறைவான இடைவெளிகளுடன் உருகிய உலோகத்தை (puddle) தொடர்ந்து இயக்குகிறது. மேற்பரப்புகள் அழுக்காக இருந்தால் அல்லது எளிமை மிகவும் முக்கியமாக இருந்தால், ஸ்டிக் முறை இன்றும் வலுவான தேர்வாக உள்ளது.
TIG என்பது இந்த அளவுகோலின் எதிர் முனையில் அமைந்துள்ளது. ESAB நிறுவனம் TIG ஐ மெதுவானது மற்றும் கற்றுக்கொள்ள கடினமானது என்று விளக்குகிறது, ஆனால் இது சிறந்த தோற்றமுள்ள வெல்டிங்கை உருவாக்குகிறது மற்றும் மிக அதிக துல்லியமான கட்டுப்பாட்டை வழங்குகிறது. தோற்றம், சுத்தம் அல்லது மெல்லிய உலோகத்தில் துல்லியம் வேகத்தை விட முக்கியமாக இருந்தால், TIG பொதுவாக சிறந்த தீர்வாகும். வேலை வெளியில் உள்ள எஃகு பழுது பார்க்கும் வேலை அல்லது தடிமனான பொருளில் இருந்தால், ஃப்ளக்ஸ் கோர் மிகவும் நடைமுறை ரீதியான தேர்வாகும்.
வெளியே பயன்படுத்தக்கூடிய மற்றும் சுமந்து செல்லக்கூடிய எஃகு வேலைகளுக்கு ஃப்ளக்ஸ் கோர் வெல்டிங், உள்ளே சுத்தமான வெல்டிங் பணிகளுக்கு MIG, ரௌஃப் சீர்செய்வு பணிகளுக்கு ஸ்டிக் வெல்டிங், மற்றும் துல்லியமான மற்றும் முடிவு தரும் வெல்டிங் பணிகளுக்கு TIG ஆகியவற்றைத் தேர்வு செய்யவும்.
சுய-பாதுகாப்பு மற்றும் வாயு-பாதுகாப்பு FCAW – ஒரு சுருக்கமான ஒப்பீடு
FCAW குடும்பத்தின் உள்ளே, அடுத்த தேர்வு பாதுகாப்பு முறையாகும். எர்ல்பெக் குறிப்பிடுவது போல, சுய-பாதுகாப்பு FCAW வெளிப்புற பணிகள் மற்றும் காற்று உள்ள இடங்களுக்கு ஏற்றதாக வடிவமைக்கப்பட்டுள்ளது, அதே நேரத்தில் இரட்டை-பாதுகாப்பு FCAW ஃப்ளக்ஸ்-கோர் கம்பியுடன் வெளிப்புற வாயுவை இணைத்து, உள்ளே செய்யப்படும் வெல்டிங் பணிகளில் சுத்தமான வெல்டுகள், சிறந்த குழம்பு கட்டுப்பாடு மற்றும் குறைந்த ஸ்பேட்டர் ஆகியவற்றை வழங்குகிறது.
| FCAW வகை | பாதுகாப்பு அணுகுமுறை | சிறந்த இடம் | சுத்திகரிப்பு மற்றும் தோற்றம் | சிறப்பாக பொருந்தும் |
|---|---|---|---|---|
| தன்னிறைவு பாதுகாப்புடன் கூடிய FCAW-S | ஃப்ளக்ஸ் மூலம் உருவாக்கப்படும் பாதுகாப்பு மட்டுமே | வெளியே, புறப்பணிகள், காற்று வீசும் பகுதிகள் | அதிக ஸ்லாக் மற்றும் ஸ்பேட்டர், மோசமான தோற்றம் | சுமந்து செல்லக்கூடிய சீர்செய்வு மற்றும் கட்டமைப்பு எஃகு பணிகள் |
| வாயு-பாதுகாப்புடன் கூடிய FCAW-G | ஃப்ளக்ஸ்-கோர் வையர் மற்றும் வெளிப்புற வாயு | உள்ளே அல்லது கட்டுப்படுத்தப்பட்ட கடைச் சூழல்கள் | தூய்மையான வெல்ட் பீட், குறைந்த சிதறல், சிறந்த குழம்பு கட்டுப்பாடு | வடிவமைப்பு கடைகள் மற்றும் கனமான உற்பத்தி வகை பணிகள் |
அந்த ஒப்பீடு தேர்வை விரைவாக சுருக்குகிறது, ஆனால் அது தனியாக சிக்கல்களைத் தடுக்கவில்லை. இரு வெல்டர்கள் சரியான செயல்முறையைத் தேர்ந்தெடுத்தாலும், துருவம், வையர் ஊட்டு வேகம், பயண வேகம் அல்லது பயன்படுத்தப்படும் பொருட்கள் தவறாக இருந்தால் மிகவும் வேறுபட்ட முடிவுகளைப் பெறலாம். வில்க் விலகும் போது அந்த அறிகுறிகள் தங்களுக்கென தனியான கதையைச் சொல்கின்றன.

ஃப்ளக்ஸ் கோர் வெல்டிங் சிக்கல் நீக்கம் மற்றும் அளவை அதிகரித்தல்
அதிகமாக ஃப்ளக்ஸ் கோர் ஆர்க் வெல்டிங் கருவிகள் ஒரு வெல்ட் முழுமையாக சிதையும் முன்பே உங்களுக்கு எச்சரிக்கை அறிகுறிகளை வழங்குகிறது. பீட் முறையில் மோசமாகிறது, வையர் தடைப்படுகிறது, ஸ்லாக் சந்திப்பில் மறைந்து கொள்கிறது, அல்லது மெல்லிய எஃகு எதிர்பார்த்ததை விட வேகமாக எரிகிறது. இது பயனுள்ளதாக இருக்கிறது, ஏனெனில் ஒரு கையடக்க வெல்டர் ஃப்ளக்ஸ் வெல்டர் அல்லது சிறிய எஃப்சிஏடபிள் வெல்டிங் இயந்திரம் பொதுவாக சீரற்ற முறையில் தவறு ஏற்படுவதில்லை. பெர்னார்ட் மற்றும் ஹோபார்ட் பிரதர்ஸ் ஆகியோரின் நட pratique வழிகாட்டுதல்கள் ஒரே சில காரணங்களை நோக்கி மீண்டும் சுட்டிக்காட்டுகின்றன: பரிந்துரைக்கப்பட்ட வரம்பிற்கு வெளியே உள்ள அளவுருக்கள், மோசமான கம்பியை ஊட்டும் தன்மை, பாஸ்களுக்கு இடையில் போதுமான சுத்திகரிப்பு இன்மை, அல்லது வெல்டிங் செயல்முறையின் போது தனிப்பயன் தன்மை மாறுதல்.
பொதுவான ஃப்ளக்ஸ் கோர் வெல்டிங் சிக்கல்கள் மற்றும் தீர்வுகள்
| அறிகுறி | சாத்தியமான காரணம் | முதல் திருத்தம் |
|---|---|---|
| அதிகமான ஸ்பாட்டர் | கம்பியை உருவாக்கும் நிறுவனத்தால் பரிந்துரைக்கப்பட்ட வரம்பிற்கு வெளியே உள்ள அமைப்புகள் அல்லது தனிப்பயன் தன்மை | பரிந்துரைக்கப்பட்ட அளவுருக்களுக்குத் திரும்பி, உங்கள் இழுப்பு தனிப்பயன் தன்மையை நிலையாக்கவும் |
| புழை பின்தொடர்தல் | கம்பி ஊட்டும் அமைப்பு மற்றும் மின்னோட்டத்திற்கு ஏற்றவாறு அதிகமான மின்னழுத்தம் | அது தெளிவாகும் வரை ஒவ்வொரு முறையும் 0.5 வோல்ட் அளவில் மின்னழுத்தத்தைக் குறைக்கவும் |
| குறைந்த ஊடுருவல் | தேவையான வெப்ப உள்ளீடு இன்மை, விரைவான செலவு அல்லது மோசமான இணைப்பு அணுகல் | கம்பி தயாரிப்பாளர் குறிப்பிட்ட வெப்ப உள்ளீட்டு வரம்பிற்குள் வெப்ப உள்ளீட்டை அதிகரித்தல் மற்றும் இணைப்பு தயாரிப்பை மேம்படுத்துதல் |
| சிலிக்கா கலவைகள் | தவறான கோடு வைப்பு, தவறான செலவு கோணம், குறைந்த வெப்ப உள்ளீடு அல்லது மோசமான இடை-கட்டம் சுத்திகரிப்பு | கட்டங்களுக்கு இடையில் சுத்தம் செய்தல், இழு கோணத்தை சரிசெய்தல் மற்றும் கூடுதல் கட்டங்களுக்கு இடம் விடுதல் |
| மெல்லிய பொருளில் எரிந்து துளை ஏற்படுதல் | அதிகமான வெப்ப உள்ளீடு | குறைந்த மின்னழுத்த வரம்பு, கம்பி ஊட்டு வேகத்தைக் குறைத்தல் மற்றும் செலவு வேகத்தை அதிகரித்தல் |
| தவறான கம்பி ஊட்டுதல் | பறவைக்கூடு போன்ற சுழற்சி, தவறான இயக்க ரோல்கள், மிகையான இழுவிசை, அல்லது தடைப்பட்ட/தவறான லைனர் | கம்பியை வெளியே எடுத்து, இழுவிசையை மீண்டும் அமைத்து, குறுக்கு வளைவு கொண்ட V-வளைவு ரோல்களைப் பயன்படுத்தி, லைனரை ஆய்வு செய்யவும் |
| கம்பியை மாற்றிய பின் மின்னழுத்த முனை தவறு | இயந்திர அமைப்பு தற்போது பயன்படுத்தப்படும் கம்பிக்கு ஏற்றவாறு இல்லை | மேலும் அமைப்புகளை மாற்றுவதற்கு முன், கம்பியின் லேபிள் மற்றும் இயந்திர வழிகாட்டி ஆகியவற்றை நிறுத்தி உறுதிப்படுத்தவும் |
சிக்கல் அமைப்பு முறை அல்லது பயன்படுத்தப்படும் பொருட்களுடன் தொடர்புடையது என்பதைக் குறிக்கிறது
வடிவமைப்புகள் முக்கியமானவை ஃப்ளக்ஸ் வெல்டிங் . புதிய ஸ்பூலை ஏற்றிய உடனேயே சிக்கல் தொடங்கினால், டிப்பை மாற்றிய பின் அல்லது கன் மீண்டும் கம்பியை இழுத்த பின், முதலில் பயன்படுத்தப்படும் பொருட்கள் மற்றும் கம்பி வழங்கும் பாகங்களை ஆய்வு செய்யவும். பெர்னார்ட் மற்றும் ஹோபார்ட் ஆகிய இரு நிறுவனங்களும் பறவைக்கூடு போன்ற சுழற்சியை தவறான இயக்க ரோல்கள், அதிக இயக்க ரோல் இழுவிசை, லைனரில் தடை, மோசமான லைனர் வெட்டுதல் அல்லது தவறான லைனர் அளவு ஆகியவற்றுடன் தொடர்புபடுத்துகின்றன. பர்ன்பேக் பொதுவாக மெதுவான கம்பி வழங்கல் அல்லது வேலை பகுதிக்கு மிக அருகில் கன்னை வைத்திருத்தலைக் குறிக்கிறது. இரு நிறுவனங்களும் தொடர்பு டிப்பிற்கும் வேலை பகுதிக்கும் இடையேயான தூரத்தை தோராயமாக 1 1⁄4 அங்குலம் அல்லது அதற்குக் குறைவாகவே பரிந்துரைக்கின்றன.
- கம்பி ஃபீடரில் சிக்கினால், இயந்திரத்தை குற்றம் சொல்வதற்கு முன் இயக்க அமைப்பை சந்தேகிக்கவும்
- கடந்து செல்லும் போது குறைபாடுகள் தெரிய வந்தால், ஸ்லாக் சுத்திகரிப்பு மற்றும் பீட் வைப்பில் கவனம் தேவை.
- ஒரு கடந்து செல்லும் போது பீட் வடிவம் மாறினால், உங்கள் கோணம் அல்லது பயண வேகம் அதனுடன் மாறிக்கொண்டிருக்கிறது என நினைக்கலாம்.
- முழுமையற்ற பீட் மற்றும் தெரிவிக்கப்பட்ட துளைகள் இரண்டும் தெரிந்தால், அடிப்படை உலோகத்தை மீண்டும் சுத்தம் செய்து, துரு, எண்ணெய், பெயிண்ட், ஈரப்பதம் மற்றும் தூசி ஆகியவற்றை அகற்றவும்.
கடையில் வெல்டிங் இருந்து உற்பத்தி ஆதரவுக்கு மாறுவதற்கான நேரம்
கையால் பயன்படுத்தும் இயந்திரம் இன்றும் சரிசெய்வதற்கான பணிகள், வெளியில் உள்ள இரும்பு பணிகள், முன்மாதிரி உருவாக்கம் மற்றும் குறைந்த அளவு உற்பத்திக்கு ஏற்றதாகவே உள்ளது. பெரிய அளவிலான கடை-அடிப்படையிலான ஃப்ளக்ஸ் கோர் வெல்டர்கள் ஆகியவை பராமரிப்பு மற்றும் கட்டமைப்பு பணிகளுக்கும் ஏற்றவையாக உள்ளன. ஒவ்வொரு பாகமும் முந்தைய பாகத்துடன் பொருந்த வேண்டும், ஒவ்வொரு வெல்டிங்கும் தடயம் கண்டறியக்கூடியதாக இருக்க வேண்டும், மேலும் வெளியீடு (throughput) பீட் தரத்தை விட குறைந்த முக்கியத்துவம் இல்லை என்ற நிலையில் இந்த சமன்பாடு மாறுகிறது. JR ஆட்டோமேஷன், தானியங்கி முறையில் திரும்பத் திரும்ப செயல்படும் சூழலில் தானியங்கி அமைப்புகள் தரவு-அடிப்படையிலான தரத்தை பெரிய அளவில் ஆதரிக்கின்றன என வாகனத் துறையின் இணைப்பு முறையை விளக்குகிறது.
அது எங்கே உள்ளது எஃப்சிஏடபிள் (fcaw) வெல்டிங் செயல்முறை ஒரு கடைச் சிறப்புத்திறனாக இருப்பது நின்று, உற்பத்தி அமைப்பு தீர்வாக மாறுகிறது. மீண்டும் மீண்டும் உற்பத்தி செய்யப்படும் சாசிஸ் பாகங்கள் அல்லது பிற உயர் அளவிலான கூட்டுப்பொருட்களுக்கு, தயாரிப்பாளர்கள் பெரும்பாலும் கையால் அல்லது அரை-தானியங்கி முறைகளை விட்டு வெளியேறி, ஃப்ளக்ஸ்கோர் வெல்டிங் மற்றும் ரோபோட்டிக் வரிசைகள் மற்றும் ஔப்பிக தரக் கட்டுப்பாட்டு அமைப்புடன் கூடிய சிறப்பு பங்குதாரரை மதிப்பீடு செய்கின்றனர். இதற்கு ஒரு எடுத்துக்காட்டு Shaoyi Metal Technology , இது ரோபோட்டிக் வெல்டிங் வரிசைகள் மற்றும் IATF 16949 சான்றிதழ் பெற்ற தரக் கட்டுப்பாட்டு அமைப்பின் மூலம் எஃகு, அலுமினியம் மற்றும் பிற உலோகங்களுக்கான தனிப்பயன் வெல்டிங்கை ஆதரிக்கிறது. அடிப்படை சரிசெய்தலுக்கு, ஃப்ளக்ஸ்-கோர் அமைப்பு பெரும்பாலும் போதுமானதாக இருக்கும். மீண்டும் மீண்டும் உற்பத்தி செய்யப்படும் பணிகளுக்கு, மாறுபாடுகளை அது தொடங்குவதற்கு முன்பே குறைப்பது பொதுவாக அறிவுசார் தேர்வாகும்.
சரிசெய்தல் மற்றும் கட்டுமானத்திற்கு ஃப்ளக்ஸ் வெல்டரைப் பயன்படுத்தவும். மீண்டும் மீண்டும் செய்யப்படும் தன்மை உண்மையில் பணியாக மாறும்போது, தானியங்கி முறையை அல்லது சிறப்பு பங்குதாரரைப் பயன்படுத்தவும்.
ஃப்ளக்ஸ் கோர் வெல்டர்கள் குறித்து அடிக்கடி கேட்கப்படும் கேள்விகள்
1. ஃப்ளக்ஸ் கோர் வெல்டர் என்பது FCAW ஆகுமா?
இல்லை. ஃப்ளக்ஸ் கோர் வெல்டர் என்பது இயந்திரம் அல்லது வயர்-ஃபீட் அமைப்பு ஆகும், அதே நேரத்தில் FCAW (ஃப்ளக்ஸ்-கோர்டு ஆர்க் வெல்டிங்) என்பது வெல்டிங் செயல்முறையே ஆகும். இந்த வேறுபாடு முக்கியமானது, ஏனெனில் ஒரு இயந்திரம் முக்கியமாக ஃப்ளக்ஸ் கோர் வேலைக்காக வடிவமைக்கப்பட்டிருக்கலாம், மற்றொன்று MIG அல்லது பல்துறை இயந்திரமாக இருந்து, சரியான வயர், முனைமாற்றம் (பொலாரிட்டி) மற்றும் ஃபீட் பாகங்கள் பொருத்தப்பட்ட பின்னரே FCAW செயல்முறையை மேற்கொள்ள முடியும்.
2. ஃப்ளக்ஸ் கோர் வெல்டர்கள் எப்போதும் வாயுவின்றி செயல்படுமா?
எப்போதும் இல்லை. பல சிறிய மற்றும் கையகப்படும் அலகுகள் சுய-பாதுகாப்பு வயருடன் பயன்படுத்தப்படுகின்றன, இது தனக்கென ஒரு பாதுகாப்பு சூழலை உருவாக்குகிறது மற்றும் வாயு பாட்டிலை தேவைப்படுத்தாது. ஆனால் சில ஃப்ளக்ஸ்-கோர்டு வயர்கள் வாயு-பாதுகாப்பு கொண்டவை ஆகும்; எனவே உங்களுக்கு வாயு தேவைப்படுமா என்பது, வெல்டரின் பெயரை விட நீங்கள் பதிவேற்றிய வயரின் வகையைச் சார்ந்தது.
3. MIG வெல்டர் ஃப்ளக்ஸ் கோர் வயரை இயக்க முடியுமா?
அடிக்கடி ஆம், இது ஃப்ளக்ஸ்-கோர் வயருடன் ஒத்துப்போகும் மற்றும் சரியாக கான்ஃபிகர் செய்யப்படக்கூடிய இயந்திரமாக இருந்தால். இது பொதுவாக வெல்டிங் செய்வதற்கு முன் முனைமாற்றம் (பொலாரிட்டி), டிரைவ் ரோல்ஸ், கான்டாக்ட் டிப் அளவு மற்றும் வயர் பாதை ஆகியவற்றைச் சரிபார்க்க வேண்டும். ஒரு MIG-பாணி இயந்திரம் ஃப்ளக்ஸ்-கோர் வயரைப் பயன்படுத்தும்போது, அது தரமான வாயு-பாதுகாக்கப்பட்ட MIG வெல்டிங்கை விட வேறுபட்ட FCAW (ஃப்ளக்ஸ்-கோர் ஆர்க் வெல்டிங்) முறையில் செயல்படுகிறது.
4. ஃப்ளக்ஸ் கோர் வெல்டர் எப்போது சிறப்பாகப் பயன்படுத்தப்படுகிறது, மேலும் இது தொடக்கத்தில் பயன்படுத்துவதற்கு ஏற்றதா?
ஃப்ளக்ஸ் கோர் வெல்டர்கள் குறிப்பாக வெளியில் சரிசெய்தல், பராமரிப்பு மற்றும் காற்று காரணமாக வாயு-பாதுகாக்கப்பட்ட வெல்டிங் செய்வது கடினமாக இருக்கும் தடிமனான எஃகு வேலைகளுக்கு மிகவும் பயனுள்ளவை. பல தொடக்கத்தில் உள்ளவர்கள் இவற்றை விரும்புகின்றனர், ஏனெனில் வயர் தொடர்ச்சியாக ஊட்டப்படுகிறது மற்றும் சுய-பாதுகாக்கப்பட்ட வயரைக் கொண்டு அமைப்பு எளிதாக இருக்கும். இதன் பரிமாற்ற விளைவாக, புதிய பயனர்கள் இன்னும் சுத்தமான முடிவுகளைப் பெற ஸ்லாக், ஸ்பாட்டர் மற்றும் நிலையான கைக் கட்டுப்பாட்டை மேலாண்மை செய்ய வேண்டும்.
5. ஃப்ளக்ஸ் கோர் வெல்டர் எப்போது போதுமானதாக இருக்கும், மேலும் ஒரு தயாரிப்பாளர் எப்போது தானியங்கி வெல்டிங் ஆதரவைப் பயன்படுத்த வேண்டும்?
சரிசெய்வதற்கான பணிகள், முன்மாதிரிகள் மற்றும் குறைந்த அளவு உற்பத்திக்கு கையால் கையாளக்கூடிய அல்லது கடையில் பயன்படுத்தக்கூடிய ஃப்ளக்ஸ் கோர் வெல்டிங் இயந்திரம் பொதுவாக போதுமானதாக இருக்கும். ஒரு நிறுவனத்திற்கு மீண்டும் மீண்டும் உற்பத்தி செய்யக்கூடிய பாகங்கள், கணிசமான ஒழுங்குமுறை மற்றும் பெரிய அளவிலான உற்பத்திகளில் தடையின்றி தட்டச்சு செய்யக்கூடிய தரத்தை வழங்க தேவை ஏற்படும்போது, தானியங்கி வெல்டிங் மிகவும் ஏற்றதாக மாறுகிறது. ஆட்டோமொபைல் சாஸிஸ் பாகங்களுக்கு, தயாரிப்பாளர்கள் ஷாயோயி மெட்டல் டெக்னாலஜி போன்ற சிறப்பு பங்குதாரர்களை நாடலாம்; இது ரோபோடிக் வெல்டிங் வரிகளையும், துல்லியமான உற்பத்திக்கான IATF 16949 சான்றிதழ் பெற்ற தர அமைப்பையும் வழங்குகிறது.