Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

De 7 nyckelzonerna i FLD-diagrammet i AutoForm-programvaran
Inom bilindustrin spelar datorstödd ingenjörsanalys (CAE) en avgörande roll i produktutvecklingsprocessen. Ett av de mest avancerade CAE-verktygen för simulering av plåtformning är AutoForm, som hjälper konstruktörer att förutsäga och förebygga defekter såsom sprickbildning, veckning och excesiv tunnelse genom finita element analys (FEA).
En kärnefunktion i AutoForm är formbarhetsdiagrammet (FLD) – ett kraftfullt verktyg som används för att utvärdera plåtens formbarhetsgränser. FLD delar upp materialets töjningsförhållanden i sju färgkodade zoner, vilket tillåter ingenjörer att visuellt bedöma risknivån för komponentfel under formningsprocessen.
Låt oss dyka in i de sju FLD-zonerna och vad de indikerar:
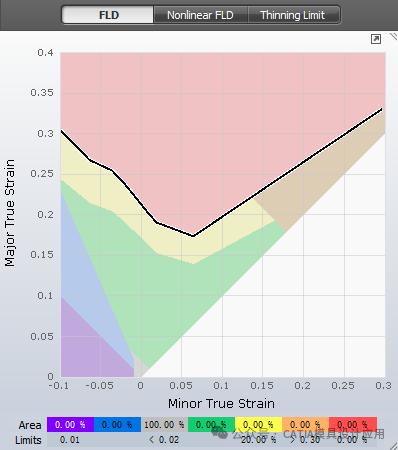
1. Sprickzon (Röd)
Ligger ovanför Formningsgränskurvan (FLC), vilket innebär att materialet har överskridit sin formningsgräns och det är mycket troligt att det spricker. En punkt som hamnar i denna röda zon indikerar omedelbar skada och kräver brådskande ändringar av verktyg, material eller process.
2. Risk för sprickzon (Gul)
Denna zon ligger precis under sprickzonen och representerar en högriskregion. Även om materialet ännu inte har spruckit, så fungerar det nära sin gräns. Förebyggande åtgärder rekommenderas – antingen justera formningsparametrar eller byta material egenskaper för att hålla töjningsnivåerna utanför denna farozon.
3. Excessiv tunnlekszon (Orange)
Excessiv tunnlek innebär att plåtens tjocklek har minskat bortom en acceptabel gräns, vilket påverkar komponentens strukturella integritet och hållbarhet negativt. Detta orsakas ofta av överdragen lokal utstretchning och bör undvikas för säkerhetskritiska komponenter.
4. Säker zon (Grön)
Detta är den ideala formningsförhållandet. Delar som ligger i denna zon är inom det optimala töjningsintervallet, vilket innebär att de sannolikt inte kommer att spricka, krama eller bli för tunna. Detta är målzonen för alla kritiska produktområden.
5. Otillräcklig sträckzonszon (Grå)
När plåt inte utsätts för tillräcklig sträckning kan den inte fullt ut anpassas till önskad form. AutoForm markerar dessa områden i grått. Även om detta ibland är acceptabelt i icke-funktionella områden som fläns- eller trimningszoner bör det minimeras på produktytor för att upprätthålla dimensionell noggrannhet.
6. Tendens till veckningszon (Blå)
Denna zon tyder på en risk för veck. Även om det ännu inte är ett fel kan veck uppstå om vissa förhållanden kvarstår. Konstruktionsskicklighet, stödd av mått på veckhöjd och erfarenhet av formgivning, är avgörande för att hantera denna risk.
7. Veckzonen (Lila)
När materialet kommer in i veckningszonen har synlig veckning redan skett. Detta påverkar både estetik och funktion. Ingenjörer måste revidera verktygsdesign eller ändra dragkupéutformningen för att eliminera eller styra veckning.
Varför är FLD viktigt i fordonsrelaterad CAE-analys?
Genom att använda FLD-diagram i AutoForm kan ingenjörer simulera och förutsäga formningsproblem i ett tidigt skede av designprocessen. Detta hjälper till att:
·Eliminera prövning och misstag under verktygsutveckling
·Minska tid och produktionskostnader
·Förbättra kvalitet och reproducerbarhet i massproduktion
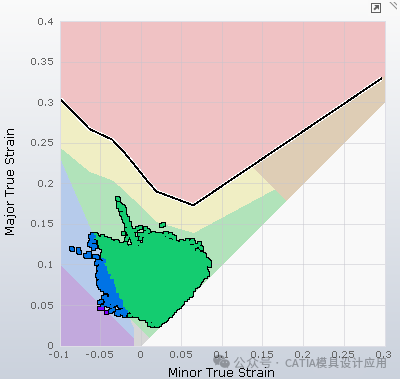
Analys av verkliga tillämpningar
Nedan visas ett exempel på ett FLD-diagram från en faktisk komponentsimulering. Kan du identifiera om denna komponent löper risk att spricka eller veckas? Finns majoriteten av töjningspunkterna i den gröna zonen, eller finns det områden som ger upphov till oro?
Välkommen att dela din analys i kommentarerna – vi vill gärna höra din tolkning!